

An Improved Particle-Swarm-Optimization Algorithm for a Prediction Model of Steel Slab Temperature


Abstract
:1. Introduction
2. The Prediction Model of the Slab Temperature
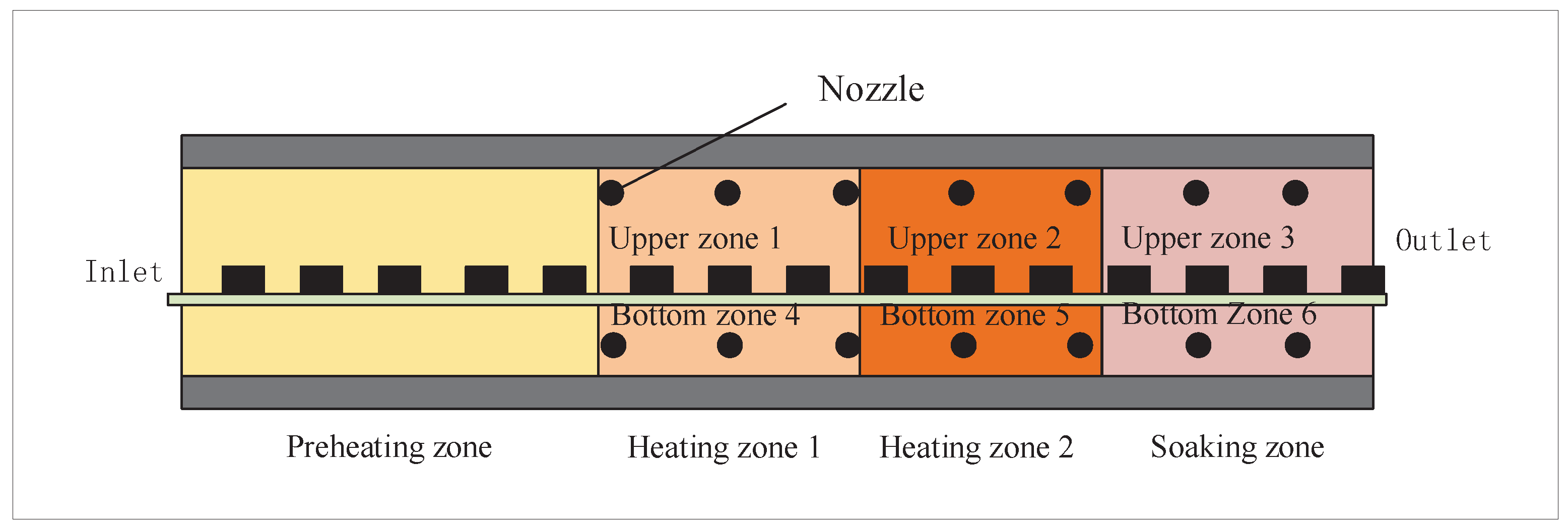
2.1. The Structure of a Reheating Furnace
2.2. The Prediction Model and Optimization Problem
3. Improved Particle-Swarm-Optimization Algorithm
3.1. The Basic PSO Algorithm
3.2. Improvement Strategies of the XPSO Algorithm
- Improving the positional initialization of the particle swarm: one randomly generated and the other uniformly generated.In a basic PSO algorithm, all of the particles are randomly initialized. The expression is given as follows:An increase in the positional diversity of particle swarms can facilitate the exploration of global range. However, increasing the diversity of particle swarms also makes it difficult to converge to the global optimum every time. Hence, an improved approach, based on the “double-edged sword” nature of particle swarm’s diversity, is proposed to improve the algorithm’s stability. During the initialization of the particle swarm, a dimension called X-Dim in the position matrix is randomly selected. The positional information of the particle in X-Dim is generated according to a uniform distribution, as shown in Equation (6).where j is the randomly selected dimension; and and are the upper and lower limits of the value range of independent variables in different dimensions, respectively.
- The mutation strategy is introduced into the position updating of particle swarm to compensate for the decline in the overall diversity of particle swarm after improved initialization.Unlike some other meta-heuristic algorithms, standard PSO has no evolution operators such as crossover or mutation. The mutation strategy will be implemented by screening the particles in each iteration. If the corresponding fitness function value of someone particle is lower than the average fitness function value, the mutation strategy is performed in the current iteration. The formula of positional mutation is:where denotes the position of the particle after mutation.
- The adjustment of inertia weight is given to improve the flexibility of particle flight speed change, and the idea of “stepped” adaptive change is injected into the updating of inertia weight.Inertia weight w is directly related to the convergence speed. Most researches use the subtraction function as its updating formula for inertia weight [30]. Some others use the “stepped” improvement method to update the inertia weight [31]. In our method, the inertia weight is adjusted by combining the strategy of decreasing function and the “stepped” improvement. The specific change is given as follows:
- A “three-step” strategy is proposed to switch the range of inertia weight by determining the fitness function value of the best position so far. The switching formula is given as follows:where is the range of inertia weight; is the fitness function value corresponding to the global optimal solution; and are the autonomous set values. The values of and need to be adjusted according to the conditions of the objective function in different application contexts.
- After the ranges of the inertia weight have been determined, a decreasing function is introduced to adjust the w. The switching condition is related to the fitness function value of the best position so far. The update formula is given as follows:where is a uniformly distributed random number; and and are the initial and final values of the range of the inertia weight, respectively. is the autonomous set value, k is the current iteration and G is the maximum iterations.
- The strategy of jumping out local optimum is proposed.A slope parameter is given to judge whether the particle swarm has fallen in the local optimum. Here, is the count of the condition when is less than the value in five iterations. The slope is calculated as follows:If the value of equals the value of s, which is an autonomous set value, the particle swarm is trapped in a local optimum. Then, the particle swarm will perform a “jumping out local optimum” operation, which is done to change its position. The specific formula of a particle jumping out of a local optimum is given as follows:where represents the information of the global worst position. The core of this strategy is that the particle swarm should be nearest to the global worst position while staying away from the local optimum.
| Algorithm 1: The pseudo-code of the XPSO algorithm | |
| 1: | Initialize the parameters: (N, G, D, ,, , , t, s, ) |
| 2: | Combine uniform and random distribution to initialize position matrix |
| 3: | Generate the initial velocity of each particle randomly |
| 4: | Evaluate the fitness value of each particle |
| 5: | Set with a copy of |
| 6: | Initialize g and bad with the best and worst fitness value among population |
| 7: | While |
| 8: | If |
| 9: | Update the slope of the fitness function curve |
| 10: | Slope = ()/5 |
| 11: | If |
| 12: | t = t + 1 |
| 13: | End If |
| 14: | End If |
| 15: | Update inertia weight by Equations (8) and (9) |
| 16: | For |
| 17: | Update the velocity |
| 18: | |
| 19: | Update the velocity |
| 20: | If |
| 21: | For |
| 22: | |
| 23: | End For |
| 24: | Else |
| 25: | |
| 26: | End If |
| 27: | Calculate the fitness values of the new particle |
| 28: | Execute position mutation |
| 29: | |
| 30: | Calculate the fitness values of the new particle |
| 31: | If |
| 32: | Update |
| 33: | End If |
| 34: | If |
| 35: | Update g |
| 36: | End If |
| 37: | If |
| 38: | Update bad |
| 39: | End If |
| 40: | End For |
| 41: | k = k + 1 |
| 42: | End While |
4. Simulations and Discussion
4.1. Validation of XPSO by Benchmark Test Functions
4.2. Validation of XPSO by Benchmark Test Functions
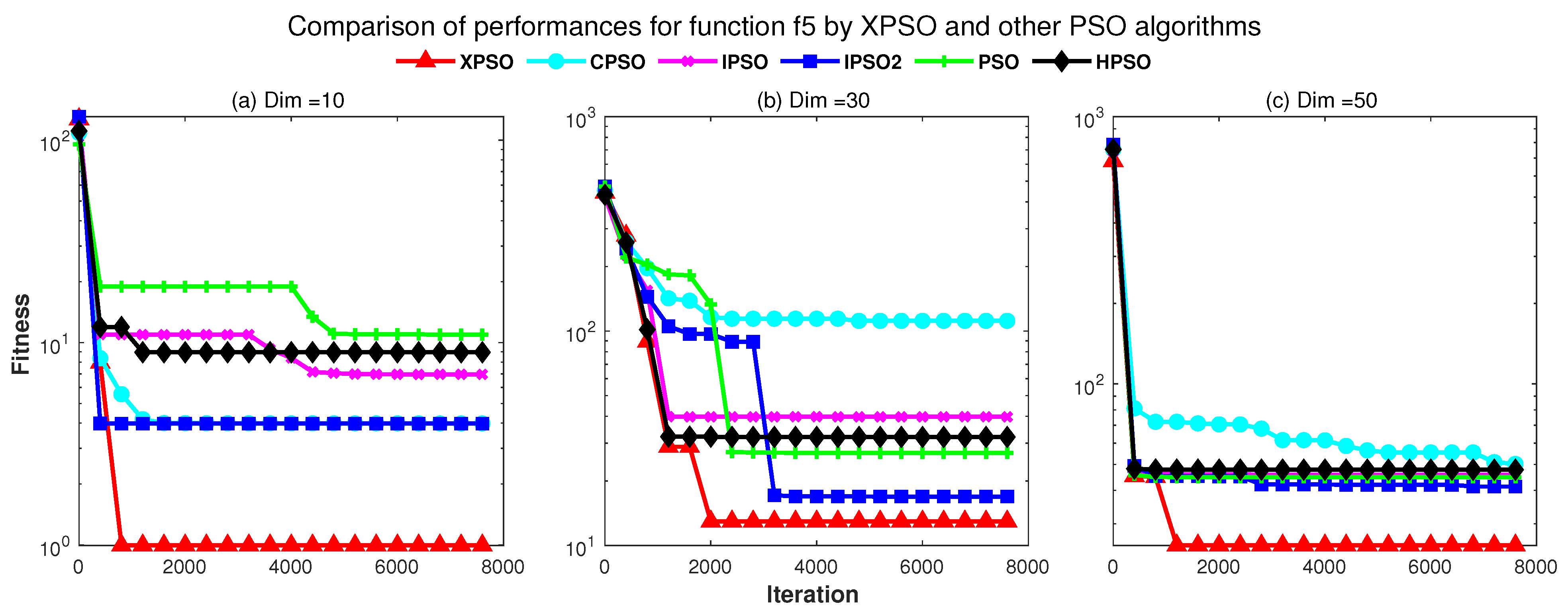
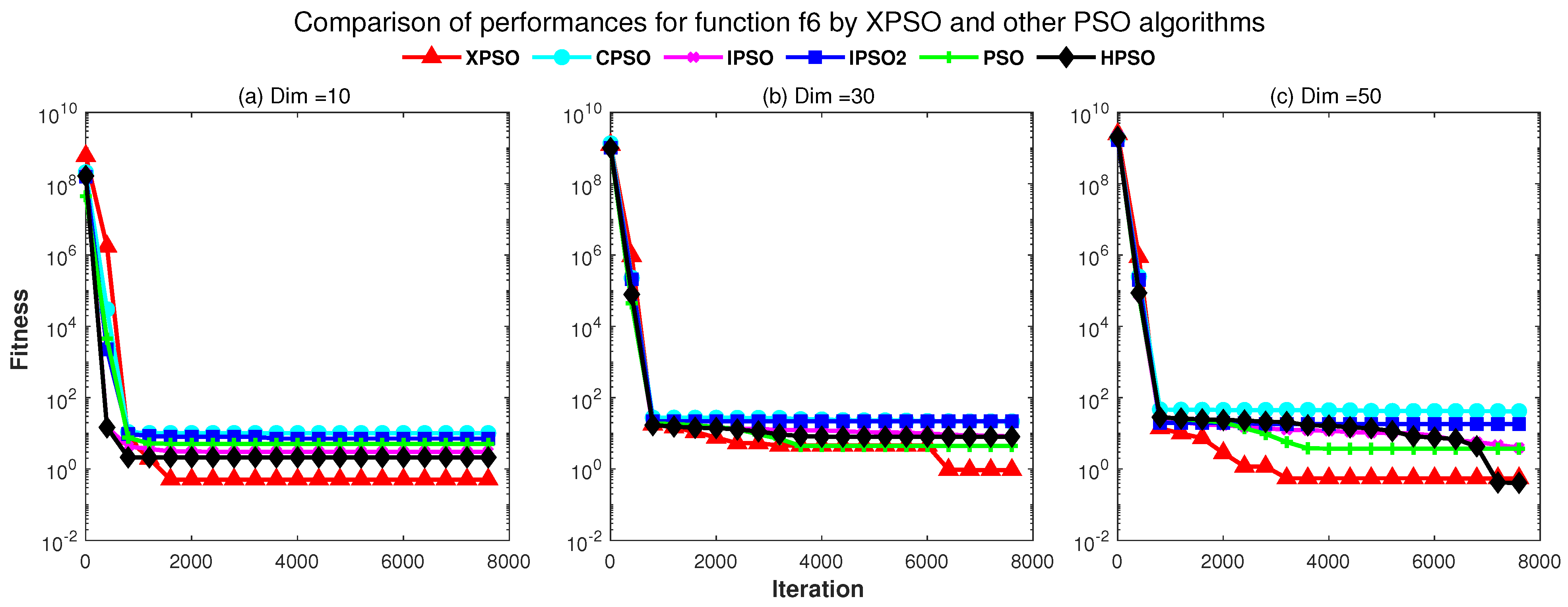
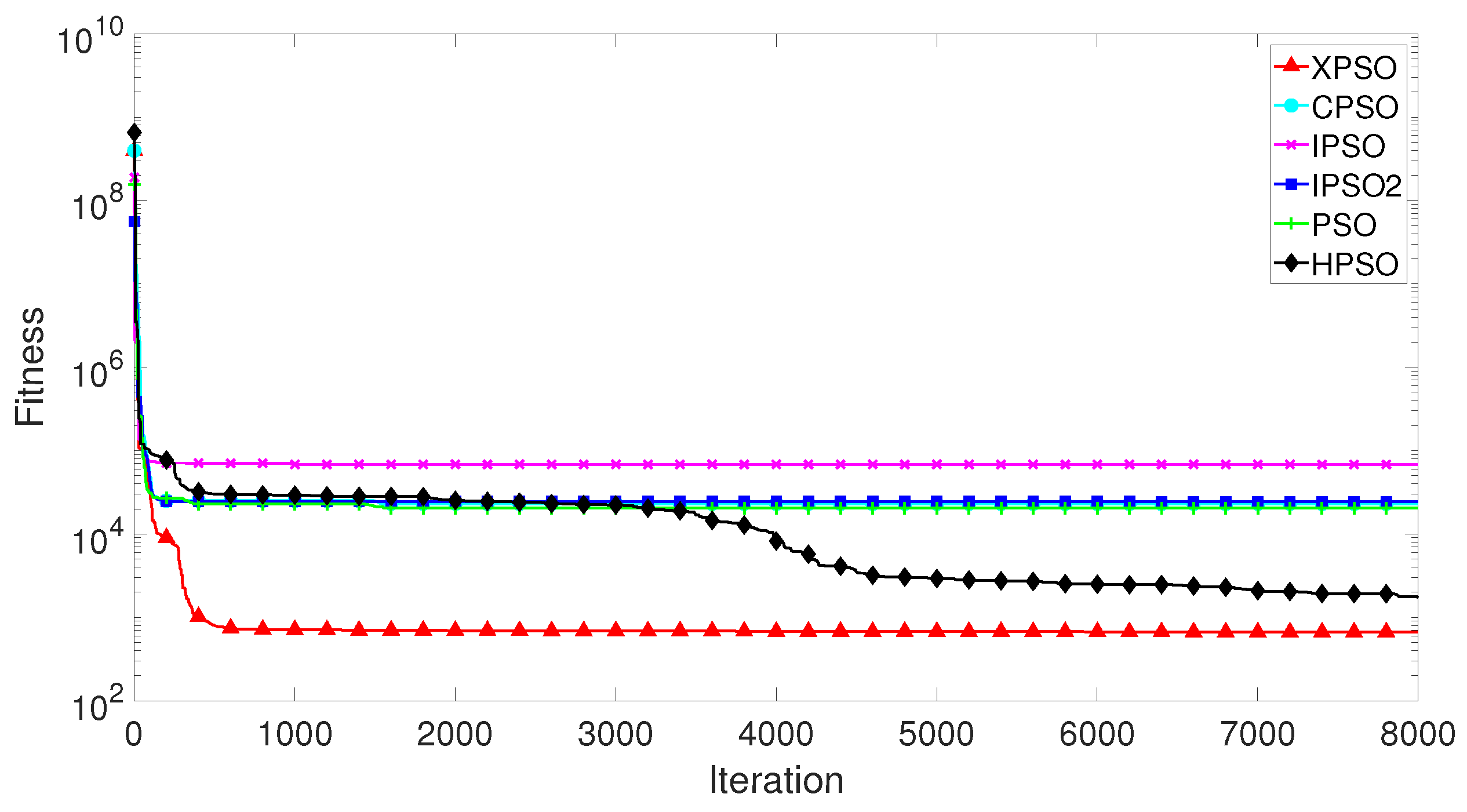
4.2.1. Comparison of XPSO and Other PSO Algorithms
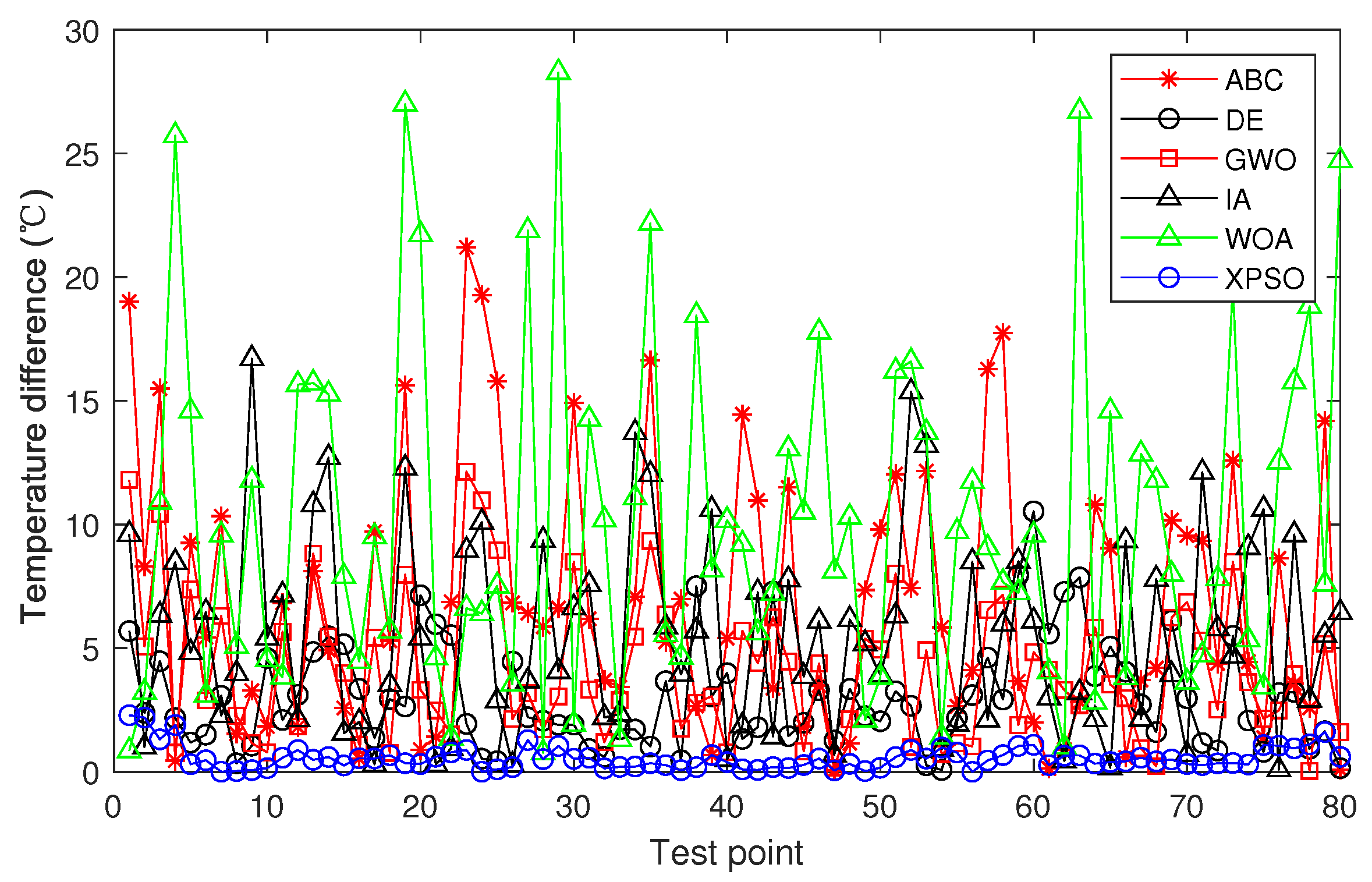
4.2.2. Comparison of XPSO and Other Optimization Algorithms
4.2.3. Validation of the Temperature Prediction Model with Measured Data
5. Conclusions
- The benchmark results indicate that the XPSO algorithm has a superior performance to other PSO algorithms (PSO, IPSO, IPSO2, HPSO, CPSO).
- The XPSO algorithm, which can accurately predict the billet temperature (99% of the prediction errors were less than 2 °C) while ensuring faster convergence, was more successful than all of the other optimization approaches (WOA, IA, GWO, DE, ABC).
- The prediction model based on the XPSO algorithm can predict more accurate discharging temperatures for the operators. Consequently, the paper verifies the feasibility of the XPSO algorithm and the success of the establishment of the prediction model of slab temperature, and provides a theoretical basis for subsequent research.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gu, M.; Chen, G.; Liu, X.; Wu, C.; Chu, H. Numerical simulation of slab heating process in a regenerative walking beam reheating furnace. Int. J. Heat Mass Transf. 2014, 76, 405–410. [Google Scholar] [CrossRef]
- Gao, Q.; Pang, Y.; Sun, Q.; Liu, D.; Zhang, Z. Modeling approach and numerical analysis of a roller-hearth reheating furnace with radiant tubes and heating process optimization. Case Stud. Therm. Eng. 2021, 28, 101618. [Google Scholar] [CrossRef]
- Hu, Y.; Tan, C.; Broughton, J.; Roach, P.A.; Varga, L. Model-based multi-objective optimisation of reheating furnace operations using genetic algorithm. Energy Procedia 2017, 142, 2143–2151. [Google Scholar] [CrossRef]
- Pantelides, C.C.; Renfro, J.G. The online use of first-principles models in process operations: Review, current status and future needs. Comput. Chem. Eng. 2013, 51, 136–148. [Google Scholar] [CrossRef]
- Staalman, D.F.; Kusters, A. On-line slab temperature calculation and control. Manuf. Sci. Eng. 1996, 4, 307–314. [Google Scholar]
- Ji, W.; Li, G.; Wei, L.; Yi, Z. Modeling and determination of total heat exchange factor of regenerative reheating furnace based on instrumented slab trials. Case Stud. Therm. Eng. 2021, 24, 100838. [Google Scholar] [CrossRef]
- Emadi, A.; Saboonchi, A.; Taheri, M.; Hassanpour, S. Heating characteristics of billet in a walking hearth type reheating furnace. Appl. Therm. Eng. 2014, 63, 396–405. [Google Scholar] [CrossRef]
- Tang, G.; Wu, B.; Bai, D.; Wang, Y.; Bodnar, R.; Zhou, C.Q. Modeling of the slab heating process in a walking beam reheating furnace for process optimization. Int. J. Heat Mass Transf. 2017, 113, 1142–1151. [Google Scholar] [CrossRef]
- Kim, M.Y. A heat transfer model for the analysis of transient heating of the slab in a direct-fired walking beam type reheating furnace. Int. J. Heat Mass Transf. 2007, 50, 3740–3748. [Google Scholar] [CrossRef]
- Singh, V.K.; Talukdar, P. Comparisons of different heat transfer models of a walking beam type reheat furnace. Int. Commun. Heat Mass Transf. 2013, 47, 20–26. [Google Scholar] [CrossRef]
- Morgado, T.; Coelho, P.J.; Talukdar, P. Assessment of uniform temperature assumption in zoning on the numerical simulation of a walking beam reheating furnace. Appl. Therm. Eng. 2015, 76, 496–508. [Google Scholar] [CrossRef]
- Casal, J.M.; Porteiro, J.; Míguez, J.L.; Vázquez, A. New methodology for CFD three-dimensional simulation of a walking beam type reheating furnace in steady state. Appl. Therm. Eng. 2015, 86, 69–80. [Google Scholar] [CrossRef]
- Hong, D.; Li, G.; Wei, L.; Yi, Z. An improved sequential function specification coupled with Broyden combined method for determination of transient temperature field of the steel billet. Int. J. Heat Mass Transf. 2022, 186, 122489. [Google Scholar] [CrossRef]
- Chen, D.; Xu, H.; Lu, B.; Chen, G.; Zhang, L. Solving the heat transfer boundary condition of billet in reheating furnace by combining “black box” test with mathematic model. Case Stud. Therm. Eng. 2022, 40, 102486. [Google Scholar] [CrossRef]
- Kim, Y.I.; Moon, K.C.; Kang, B.S.; Han, C.; Chang, K.S. Application of neural network to the supervisory control of a reheating furnace in the steel industry. Control. Eng. Pract. 1998, 6, 1009–1014. [Google Scholar] [CrossRef]
- Laurinen, P.; Röning, J. An adaptive neural network model for predicting the post roughing mill temperature of steel slabs in the reheating furnace. J. Mater. Process. Technol. 2005, 168, 423–430. [Google Scholar] [CrossRef]
- Liao, Y.; Wu, M.; She, J.H. Modeling of reheating-furnace dynamics using neural network based on improved sequential-learning algorithm. In Proceedings of the 2006 IEEE Conference on Computer Aided Control System Design, 2006 IEEE International Conference on Control Applications, 2006 IEEE International Symposium on Intelligent Control, Munich, Germany, 4–6 October 2006; pp. 3175–3181. [Google Scholar]
- Tan, C.; Wilcox, S.; Ward, J. Use of artificial intelligence techniques for optimisation of co-combustion of coal with biomass. J. Energy Inst. 2006, 79, 19–25. [Google Scholar] [CrossRef]
- Pongam, T.; Khomphis, V.; Srisertpol, J. System modeling and temperature control of reheating furnace walking hearth type in the setting up process. J. Mech. Sci. Technol. 2014, 28, 3377–3385. [Google Scholar] [CrossRef]
- Tang, Z.; Yang, Y. Two-stage particle swarm optimization-based nonlinear model predictive control method for reheating furnace process. ISIJ Int. 2014, 54, 1836–1842. [Google Scholar] [CrossRef] [Green Version]
- Aoxiang, W.; Xiaohua, L.; Xiaolin, W. Temperature optimization setting model of the reheating furnace on 1700 line in tangsteel. In Proceedings of the 2018 Chinese Control Additionally, Decision Conference (CCDC), Shenyang, China, 9–11 June 2018; pp. 4099–4103. [Google Scholar]
- Yang, Y.; Liu, Y.; Liu, X.; Qin, S. Billet temperature soft sensor model of reheating furnace based on RVM method. In Proceedings of the 2011 Chinese Control and Decision Conference (CCDC), Mianyang, China, 23–25 May 2011; pp. 4003–4006. [Google Scholar]
- Yi, Z.; Su, Z.; Li, G.; Yang, Q.; Zhang, W. Development of a double model slab tracking control system for the continuous reheating furnace. Int. J. Heat Mass Transf. 2017, 113, 861–874. [Google Scholar] [CrossRef]
- Chen, Y.W.; Chai, T.Y. Modelling and prediction for steel billet temperature of heating furnace. Int. J. Adv. Mechatron. Syst. 2010, 2, 342–349. [Google Scholar] [CrossRef]
- Alsaidy, S.A.; Abbood, A.D.; Sahib, M.A. Heuristic initialization of PSO task scheduling algorithm in cloud computing. J. King Saud -Univ.-Comput. Inf. Sci. 2020, 34, 2370–2382. [Google Scholar] [CrossRef]
- Yue, C.; Qu, B.; Liang, J. A multiobjective particle swarm optimizer using ring topology for solving multimodal multiobjective problems. IEEE Trans. Evol. Comput. 2017, 22, 805–817. [Google Scholar] [CrossRef]
- Peng, C.C.; Chen, C.H. Compensatory neural fuzzy network with symbiotic particle swarm optimization for temperature control. Appl. Math. Model. 2015, 39, 383–395. [Google Scholar] [CrossRef]
- Eberhart, R.; Kennedy, J. Particle swarm optimization. In Proceedings of the IEEE International Conference on Neural Networks, Perth, WA, Australia, 27 November–1 December 1995; Volume 4, pp. 1942–1948. [Google Scholar]
- Kennedy, J. The particle swarm: Social adaptation of knowledge. In Proceedings of the 1997 IEEE International Conference on Evolutionary Computation (ICEC’97), Indianapolis, IN, USA, 13–16 April 1997; pp. 303–308. [Google Scholar]
- Ravi, K.; Rajaram, M. Optimal location of FACTS devices using improved particle swarm optimization. Int. J. Electr. Power Energy Syst. 2013, 49, 333–338. [Google Scholar] [CrossRef]
- Zhang, L.; Zhao, L. High-quality face image generation using particle swarm optimization-based generative adversarial networks. Future Gener. Comput. Syst. 2021, 122, 98–104. [Google Scholar] [CrossRef]
- Ouyang, A.; Tang, Z.; Zhou, X.; Xu, Y.; Pan, G.; Li, K. Parallel hybrid pso with cuda for ld heat conduction equation. Comput. Fluids 2015, 110, 198–210. [Google Scholar] [CrossRef]
- Gao, Z.; Lu, H. Logistics Route Optimization Based on Improved Particle Swarm Optimization. In Proceedings of the Journal of Physics: Conference Series, Diwaniyah, Iraq, 21–22 April 2021; Volume 1995, p. 012044. [Google Scholar]
- Wu, J.; Long, J.; Liu, M. Evolving RBF neural networks for rainfall prediction using hybrid particle swarm optimization and genetic algorithm. Neurocomputing 2015, 148, 136–142. [Google Scholar] [CrossRef]
- Liu, B.; Wang, L.; Jin, Y.H.; Tang, F.; Huang, D.X. Improved particle swarm optimization combined with chaos. Chaos, Solitons Fractals 2005, 25, 1261–1271. [Google Scholar] [CrossRef]
- Yao, X.; Liu, Y.; Lin, G. Evolutionary programming made faster. IEEE Trans. Evol. Comput. 1999, 3, 82–102. [Google Scholar]
- Suganthan, P.N.; Hansen, N.; Liang, J.J.; Deb, K.; Chen, Y.P.; Auger, A.; Tiwari, S. Problem Definitions and Evaluation Criteria for the CEC 2005 Special Session on Real-Parameter Optimization; KanGAL Report Number 2005005; Nanyang Technological University: Singapore, 2005. [Google Scholar]
- Mirjalili, S.; Lewis, A. The whale optimization algorithm. Adv. Eng. Softw. 2016, 95, 51–67. [Google Scholar] [CrossRef]
- Hong, G.; Zong-Yuan, M. Immune algorithm. In Proceedings of the 4th World Congress on Intelligent Control and Automation (Cat. No. 02EX527), Shanghai, China, 10–14 June 2002; Volume 3, pp. 1784–1788. [Google Scholar]
- Mirjalili, S.; Mirjalili, S.M.; Lewis, A. Grey wolf optimizer. Adv. Eng. Softw. 2014, 69, 46–61. [Google Scholar] [CrossRef]
- Arslan, M.; Çunkaş, M.; Sağ, T. Determination of induction motor parameters with differential evolution algorithm. Neural Comput. Appl. 2012, 21, 1995–2004. [Google Scholar] [CrossRef]
- Karaboga, D.; Basturk, B. A powerful and efficient algorithm for numerical function optimization: Artificial bee colony (ABC) algorithm. J. Glob. Optim. 2007, 39, 459–471. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Function | Name | Function’s Expressions | Search Range | Global Opt. 1 |
|---|---|---|---|---|
| f1 | Sphere | 0 | ||
| f2 | Schwefel’s 1.2 | 0 | ||
| f3 | Schwefel’s 2.21 | 0 | ||
| f4 | Quartic Noise | 0 | ||
| f5 | Generalized Rastrigin | 0 | ||
| f6 | Generalized Penalized Function 2 | 0 |
| Function (CEC2005-ID) | Description | Properties | Range | Global Opt. |
|---|---|---|---|---|
| f7(C16) | Rotated Hybrid Composition Function | MM 1, R 2, NS 3, S 4 | 120 | |
| f8(C18) | Rotated Hybrid Composition Function | MM, R, NS, S | 10 | |
| f9(C21) | Rotated Hybrid Composition Function | MM, R, NS, S | 360 |
| F 1 | D 2 | XPSO | CPSO | IPSO | IPSO2 | PSO | HPSO | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mean 3 | S.D. 4 | Mean | S.D. | Mean | S.D. | Mean | S.D. | Mean | S.D. | Mean | S.D. | ||
| f1 | 10 | 1.29 × 10−102 | 2.89 × 10−102 | 3.42 × 102 | 2.07 × 102 | 5.81 × 10−8 | 2.39 × 10−8 | 1.07 × 10−3 | 2.38 × 10−4 | 7.95 × 10−9 | 1.63 × 10−8 | 2.33 × 10−8 | 6.15 × 10−8 |
| 30 | 6.41 × 10−57 | 1.92 × 10−56 | 4.40 × 102 | 2.25 × 102 | 4.15 × 10−6 | 1.22 × 10−6 | 0.31 | 0.41 | 7.51 × 10−6 | 4.04 × 10−6 | 4.22 × 10−7 | 2.57 × 10−7 | |
| 50 | 1.59 × 10−8 | 3.89 × 10−8 | 4.57 × 102 | 2.80 × 102 | 1.93 × 10−5 | 5.87 × 10−6 | 6.73 | 13.42 | 2.00 × 10−5 | 1.30 × 10−5 | 1.02 × 10−6 | 3.08 × 10−7 | |
| f2 | 10 | 1.06 × 10−77 | 1.50 × 10−77 | 1.06 × 103 | 8.87 × 102 | 5.93 × 10−7 | 3.33 × 10−7 | 2.95 × 102 | 3.70 × 102 | 4.08 × 10−7 | 4.74 × 10−7 | 1.35 × 10−8 | 1.71 × 10−8 |
| 30 | 8.67 × 10−12 | 1.23 × 10−11 | 4.36 × 103 | 1.95 × 103 | 1.44 × 10−3 | 4.36 × 10−4 | 9.07 × 102 | 8.11 × 102 | 5.74 × 10−3 | 2.33 × 10−3 | 3.11 × 10−5 | 1.98 × 10−5 | |
| 50 | 1.36 × 10−5 | 1.35 × 10−2 | 7.74 × 103 | 6.45 × 103 | 1.88 × 10−2 | 3.33 × 10−3 | 1.25 × 103 | 2.74 × 103 | 2.49 × 10−2 | 9.20 × 10−3 | 1.91 × 10−4 | 8.34 × 10−5 | |
| f3 | 10 | 1.11 × 10−21 | 1.91 × 10−21 | 4.59 | 1.13 | 2.70 × 10−4 | 1.47 × 10−4 | 6.41 × 10−2 | 7.51 × 10−2 | 4.45 × 10−4 | 2.61 × 10−4 | 8.41 × 10−4 | 7.47 × 10−4 |
| 30 | 1.03 × 10−19 | 1.79 × 10−19 | 6.15 | 1.65 | 9.01 × 10−3 | 2.77 × 10−3 | 0.71 | 0.16 | 3.03 × 10−2 | 1.62 × 10−2 | 1.96 × 10−2 | 1.99 × 10−2 | |
| 50 | 6.84 × 10−5 | 1.37 × 10−4 | 4.87 | 0.65 | 0.23 | 0.22 | 5.76 | 0.41 | 0.36 | 0.33 | 0.13 | 0.11 | |
| f4 | 10 | 0.24 | 0.16 | 0.43 | 0.26 | 0.44 | 0.26 | 0.46 | 0.32 | 0.61 | 0.24 | 0.5 | 0.29 |
| 30 | 0.27 | 0.2 | 0.58 | 0.28 | 0.53 | 0.32 | 0.35 | 0.3 | 0.64 | 0.31 | 0.52 | 0.18 | |
| 50 | 0.35 | 0.24 | 0.65 | 0.3 | 0.54 | 0.31 | 0.38 | 0.23 | 0.53 | 0.23 | 0.58 | 0.3 | |
| f5 | 10 | 12.93 | 3.98 | 12.08 | 4.46 | 10.45 | 4.43 | 9.3 | 3.4 | 10.94 | 4.09 | 9.83 | 4.16 |
| 30 | 18.05 | 4.16 | 48.43 | 17.81 | 26.96 | 6.91 | 24.81 | 6.5 | 27.16 | 9.67 | 28.56 | 6.13 | |
| 50 | 20.9 | 2.54 | 67.23 | 18.56 | 38.51 | 11.94 | 34.18 | 4.93 | 39.99 | 14.36 | 33.73 | 10.42 | |
| f6 | 10 | 1.45 | 0.94 | 9.41 | 4.09 | 2.13 | 1.37 | 2.62 | 2.47 | 2.81 | 3.26 | 1.48 | 1.46 |
| 30 | 5.08 | 3.56 | 25.39 | 5.56 | 14.51 | 8.42 | 22.09 | 5.69 | 9.49 | 5.42 | 6.59 | 6.24 | |
| 50 | 9.83 | 6.98 | 37.21 | 7.54 | 24.36 | 9.83 | 31.42 | 8.14 | 14.71 | 8.78 | 9.29 | 8.89 | |
| f7 | 10 | 196.35 | 26.50 | 502.96 | 179.38 | 381.96 | 94.03 | 731.48 | 80.86 | 362.11 | 36.18 | 428.34 | 59.63 |
| 30 | 542.93 | 46.56 | 867.86 | 204.51 | 584.27 | 122.68 | 1223.15 | 110.51 | 505.28 | 80.91 | 623.86 | 90.26 | |
| 50 | 563.92 | 97.82 | 937.18 | 241.44 | 593.34 | 132.26 | 1378.35 | 129.68 | 599.16 | 106.17 | 651.98 | 126.37 | |
| f8 | 10 | 1090.72 | 41.53 | 1364.68 | 23.43 | 1135.18 | 22.51 | 1492.86 | 39.30 | 1136.88 | 65.80 | 1098.15 | 59.30 |
| 30 | 1147.03 | 123.61 | 1408.69 | 50.61 | 1182.64 | 70.86 | 1561.77 | 56.23 | 1194.76 | 120.68 | 1287.80 | 84.09 | |
| 50 | 1167.73 | 134.83 | 1486.24 | 56.47 | 1202.59 | 132.75 | 1620.53 | 70.99 | 1249.79 | 131.05 | 1464.34 | 151.77 | |
| f9 | 10 | 1066.48 | 28.84 | 1387.39 | 19.11 | 1120.63 | 38.33 | 1538.21 | 9.21 | 1286.09 | 23.52 | 1287.69 | 39.38 |
| 30 | 1291.78 | 38.31 | 1440.31 | 31.75 | 1319.86 | 43.93 | 1604.27 | 41.32 | 1303.97 | 30.27 | 1309.14 | 52.25 | |
| 50 | 1316.15 | 54.37 | 1485.75 | 41.98 | 1338.22 | 68.71 | 1633.61 | 82.42 | 1326.48 | 43.43 | 1524.77 | 68.02 | |
| Symbol | Name | Size |
|---|---|---|
| N | Particle swarm size | 125 |
| D | Particle Swarm Dimension | 35 |
| G | Maximum number of iterations | 8000 |
| Initial value of inertia weights | 0.8 | |
| Final value of inertia weights | 0.05 | |
| Acceleration coefficient 1 | 2.5 | |
| Acceleration coefficient 2 | 1.5 | |
| Value of maximum particle’s velocity | 0.1 | |
| Value of minimum particle’s velocity | −0.1 |
| Algorithm | Mean | Maximum | Median | Variance | S.D. |
|---|---|---|---|---|---|
| XPSO | 0.55 | 2.29 | 0.46 | 0.216 | 0.465 |
| CPSO | 3.9 | 13.99 | 3.41 | 8.098 | 2.846 |
| IPSO | 7 | 23.75 | 5.85 | 26.582 | 5.156 |
| IPSO2 | 3.76 | 13.58 | 3 | 8.388 | 2.896 |
| PSO | 3.58 | 11.65 | 2.77 | 6.818 | 2.611 |
| HPSO | 0.78 | 2.94 | 0.61 | 0.446 | 0.668 |
| Algorithms | Population | Maximum Iteration | Dim | Other |
|---|---|---|---|---|
| WOA | 125 | 8000 | 35 | are random numbers |
| IA | 125 | 8000 | 35 | |
| GWO | 125 | 8000 | 35 | are random numbers |
| DE | 125 | 8000 | 35 | |
| ABC | 125 | 8000 | 35 |
| Algorithm | Mean | Maximum | Median | Variance | S.D. |
|---|---|---|---|---|---|
| XPSO | 0.55 | 2.29 | 0.46 | 0.216 | 0.465 |
| WOA | 4.53 | 28.27 | 3.45 | 18.94 | 4.3519 |
| IA | 6.92 | 27.52 | 6.43 | 28.0032 | 5.2918 |
| GWO | 2.28 | 13.39 | 1.2 | 6.6249 | 2.5739 |
| DE | 2.3 | 10.53 | 2.1 | 2.8971 | 1.7021 |
| ABC | 6.59 | 27.23 | 9.79 | 24.2055 | 4.9199 |
| Points | 1 (°C) | 2 (°C) | 3 (°C) | 4 (°C) | 5 (°C) | 6 (°C) | 7 (°C) | 8 (°C) | 9 (°C) | 10 (°C) | Mean (°C) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| XPSO | 5.43 | 2.91 | 8.93 | 7.32 | 3.47 | 5.17 | 1.17 | 5.09 | 4.09 | 6.43 | 4.99 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Yan, P.; Liu, P.; Qiao, J.; Yang, Z. An Improved Particle-Swarm-Optimization Algorithm for a Prediction Model of Steel Slab Temperature. Appl. Sci. 2022, 12, 11550. https://doi.org/10.3390/app122211550
Liu M, Yan P, Liu P, Qiao J, Yang Z. An Improved Particle-Swarm-Optimization Algorithm for a Prediction Model of Steel Slab Temperature. Applied Sciences. 2022; 12(22):11550. https://doi.org/10.3390/app122211550
Chicago/Turabian StyleLiu, Ming, Peng Yan, Pengbo Liu, Jinwei Qiao, and Zhi Yang. 2022. "An Improved Particle-Swarm-Optimization Algorithm for a Prediction Model of Steel Slab Temperature" Applied Sciences 12, no. 22: 11550. https://doi.org/10.3390/app122211550
APA StyleLiu, M., Yan, P., Liu, P., Qiao, J., & Yang, Z. (2022). An Improved Particle-Swarm-Optimization Algorithm for a Prediction Model of Steel Slab Temperature. Applied Sciences, 12(22), 11550. https://doi.org/10.3390/app122211550