3.1. Characteristics of Activated Fly Ash
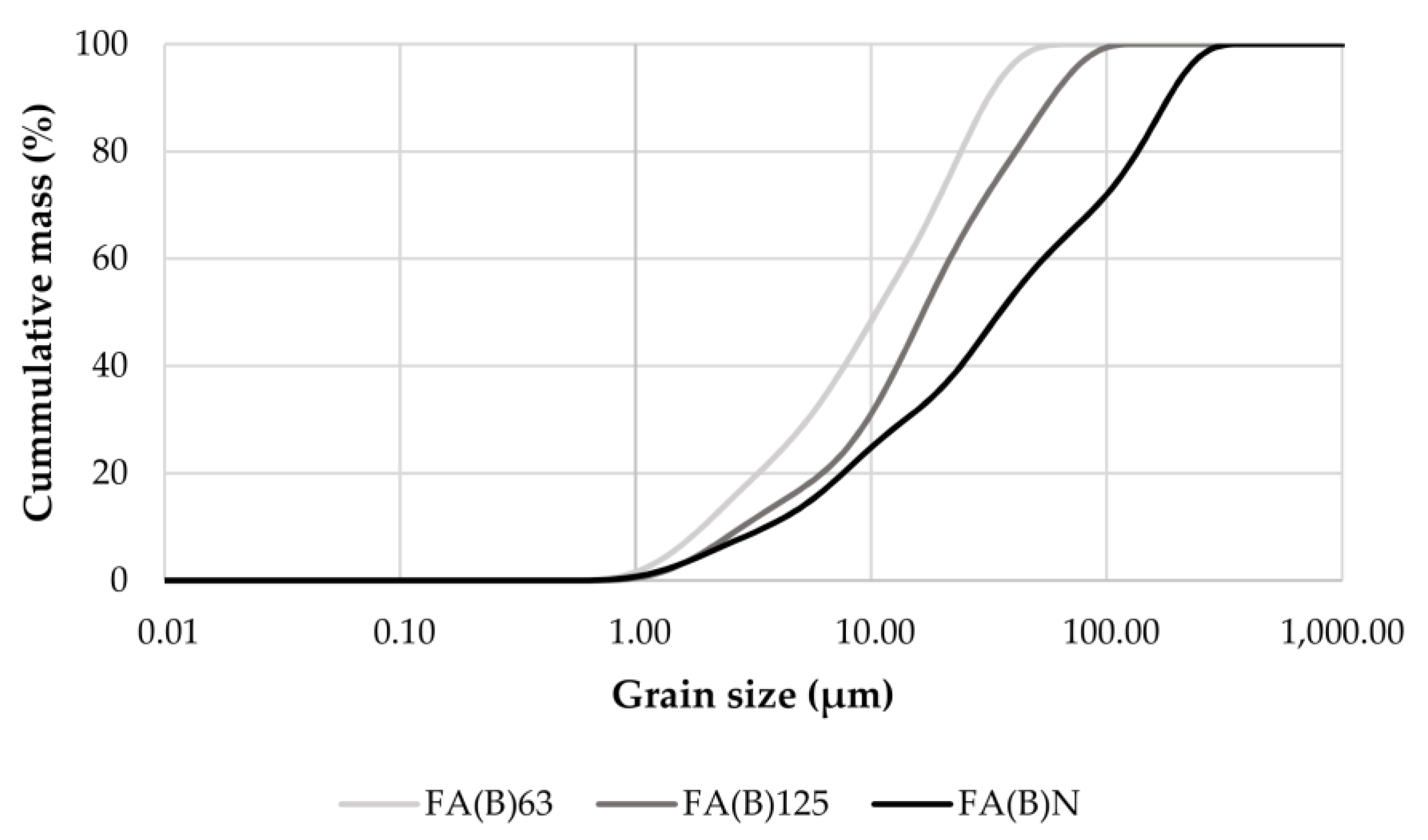
Both sieving methods of the fly ash changed the grain size distribution of fly ash (
Figure 2). Sieving decreased the maximum dimension of the particles of the material. The smoothness of the slope of the cumulative mass graph for 63 µm shows that sieving through such a small sieve size eliminated clusters of particles.
Sieving decreased the value of EN 450-1 fineness (understood as the amount of residue left on the 45 µm sieve after wet-sieving or air-sieving). In the case of FA(B)63 fly ash, there was a change of 41.6 percentage points (p.p.) from 43.1% for FA(B)N to 1.5% (
Table 5). Both sieved types of fly ash were characterized by higher than required by EN 450-1 28-day Strength Activity Index values. A 25 p.p. increase in the 28-day SAI value was observed in fly ash sieved through the 63 µm sieve. With sieving, the specific surface of fly ash increased. A similar influence of sieving was observed in the loss-on-ignition values, indicating that a substantial amount of unburnt carbon is in the form of particles smaller than 125 µm. After sieving through the 125 µm sieve, about 77% of the initial material was used. After sieving through the 63 µm sieve, around 63% of the untreated fly ash was used. Around 23–37% of initial untreated material would require further utilization as a by-product of activation.
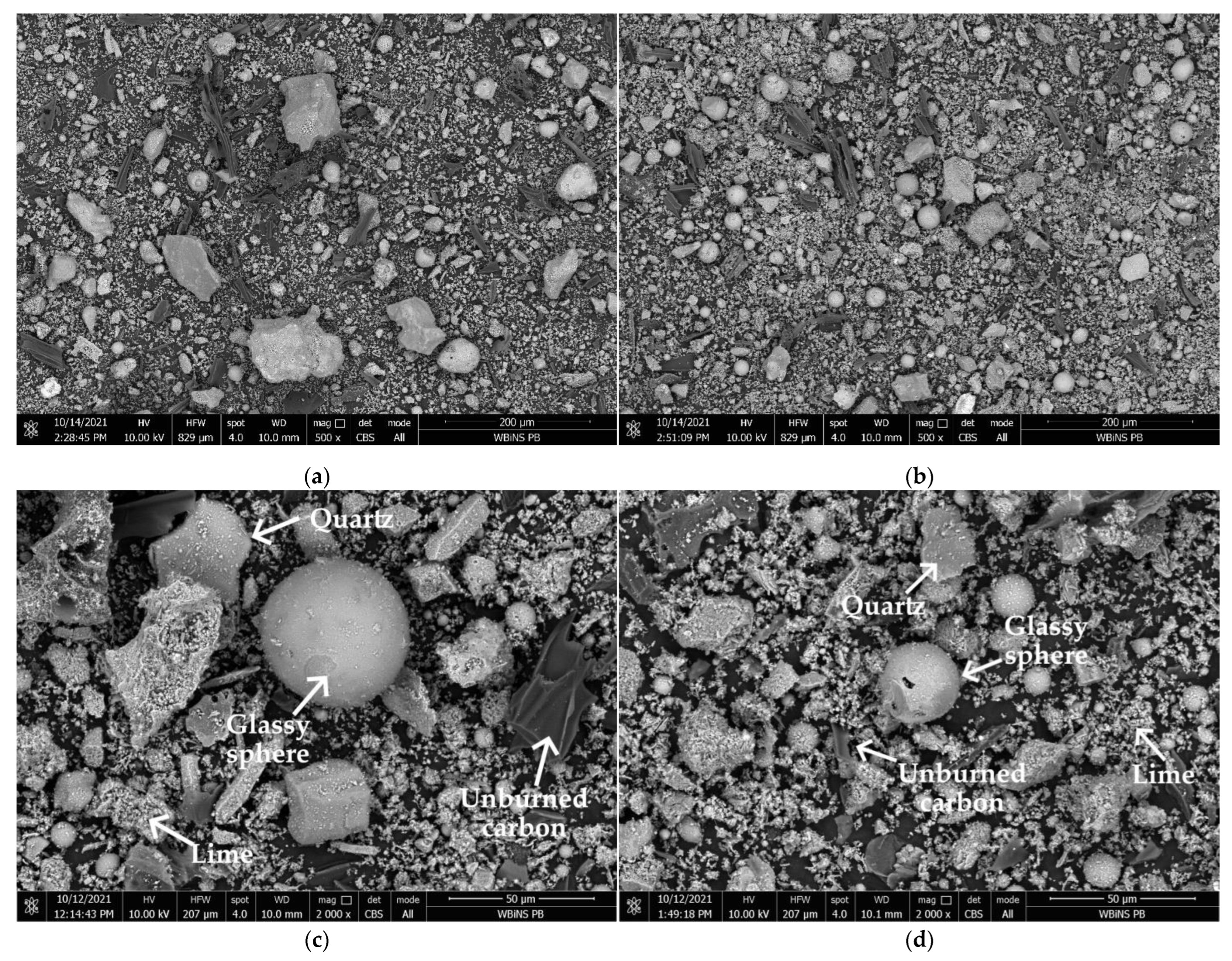
The morphology of the fly ash did not significantly change through activation. SEM photographs, presented in
Figure 3, show that activated and untreated fly ash mostly consist of irregularly shaped particles. Sieving successfully separated bigger particles of quartz from entering the mix (
Figure 3b). However, it does not completely eliminate irregular black particles of unburnt carbon.
Sieving mainly changed the amount of two crucial oxides, SiO
2 and CaO, in the oxide composition of the activated material (
Table 6). Sieving fly ash through 63 µm increased the amount of lime in the oxide composition by 9.3 p.p. and decreased the amount of silica by 6.3 p.p. This suggests that a substantial amount of quartz in the fly ash was present as particles of the upper parts of its grain size distribution, whereas lime is present as smaller particles.
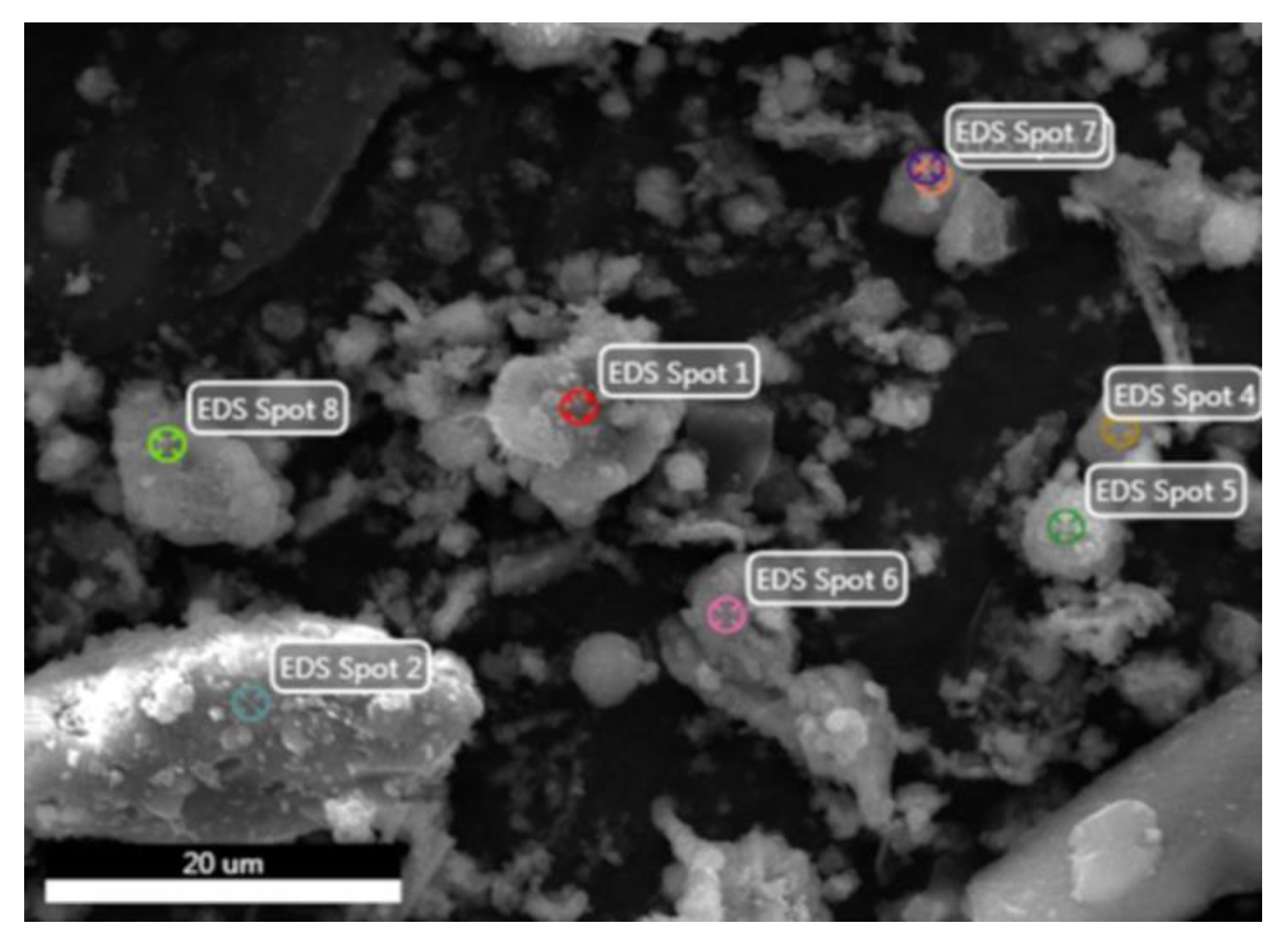
The distribution of lime and silica in the morphological composition of fly ash was studied through an EDS analysis of the material (
Table 7). EDS analysis is semi-quantitative, and the figures shown in
Table 7 are approximate but enable distinguishing the concentration points of crucial elements. The smallest fluffy-shaped particles mostly consist of CaO (spots 1, 5, 6, and 8 in
Figure 4), whereas bigger and more profound particles are rich in SiO
2 (spot 2 in
Figure 4). EDS analysis also confirmed the presence of unburned carbon in a form of micro-size particles.
As shown in
Table 5 and
Table 6, sieving influenced both the chemical composition and physical properties of the investigated wood biomass fly ash. FA(B)63 and FA(B)125 fly ash had higher amounts of CaO and smaller amounts of SiO
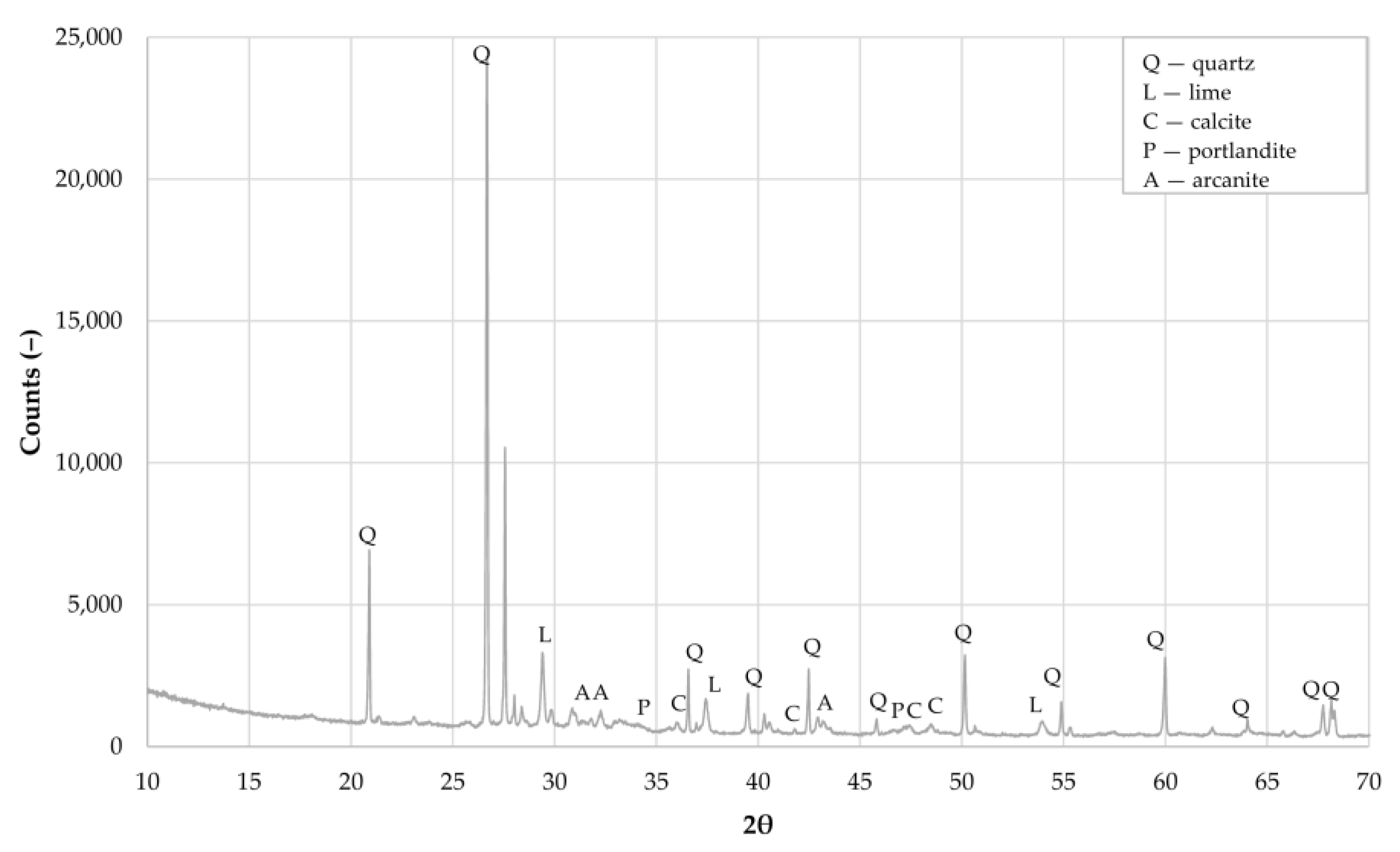
2 than untreated FA(B)N fly ash. CaO was observed in the form of lime and portlandite (
Figure 1). These minerals, together with arcanite, were mostly responsible for the hydraulic reactivity of biomass fly ash [
29]. Sieving separated SiO
2, which was mostly in the form of non-reactive quartz and increased the amount of reactive calcium-based minerals (
Table 6). Lime and alkalis from biomass fly ash can function in the mix as a reservoir of alkalinity that can accelerate the dissolution of minerals from cement and other additives into the solution of fresh mortar mix, thus, quickening the initial stages of hydration reactions [
30,
31].
Fineness and loss on ignition are the two most often required properties in international standards for fly ash [
32]. They are the best predictor for the quality of siliceous fly ash [
33,
34,
35]. In the case of FA(B)63 fly ash, fineness decreased from 43.1% to 1.5%. Sieving improved the grain size distribution of biomass fly ash. Sheng et al. [
36] observed that biomass fly ash is capable of broadening the particle size distribution of cement by increasing the number of particles smaller than 45 µm and by that can increase the self-cementitious strength of fly ash [
36]. The relationship between fineness, wide particle size distribution, and self-hardening properties has also been highlighted by Ohenoja et al. [
37]. Both FA(B)63 fly ash and FA(B)125 fly ash are mainly composed of particles in this range of 1–100 µm. Especially, FA(B)63 fly ash had a much smoother particle size distribution than untreated FA(B)N fly ash (
Figure 2), which indicates that the grain size composition of that fly ash had fewer clusters. The modification of the particle size distribution influenced the early compressive strength of cement mortars.
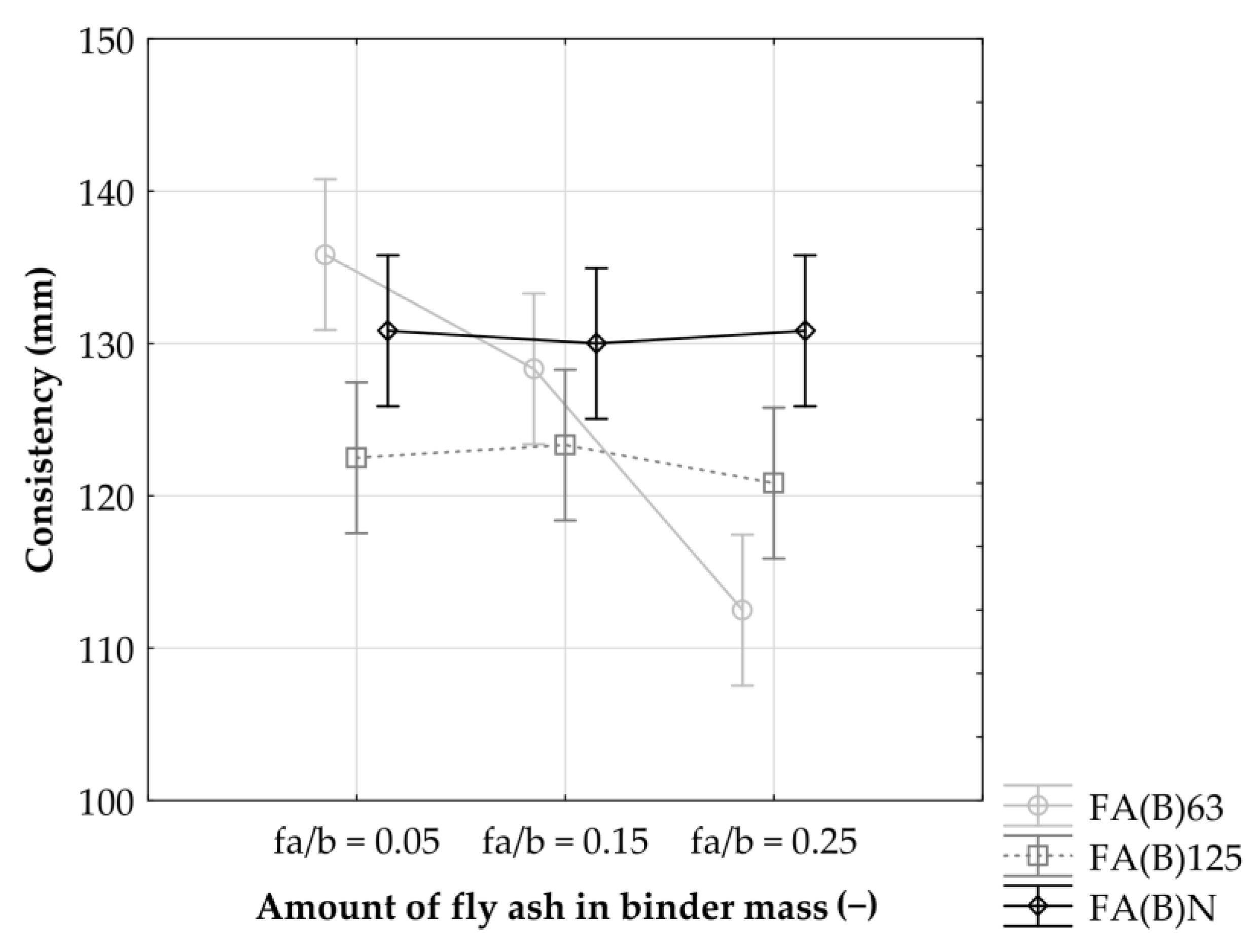
Sieving increased the observed loss-on-ignition values of activated fly ash. These results might indicate that a substantial amount of unburnt carbon is in form of particles smaller than 125 µm and might need to be removed by other means of activation to further enhance the properties of fly ash in the context of its utilization in concrete production. The amount of unburned carbon and the increase in the specific surface can explain the difference in which FA(B)63 fly ash influenced the fresh consistency of cement mortar.
It is important to note that loss-on-ignition measurements cannot give a precise estimate of unburned carbon in other types of fly ash than siliceous fly ash [
38]. The results may overestimate the amount of organic carbon due to the fact that ignition loss of mass is also due to reactions such as the calcination of carbonates, the dehydration of portlandite, the removal of physically bound water, and the oxidation of sulfur and iron minerals [
39]. Most of these compounds were detected by XRD studies of the fly ash (
Figure 1).
3.4. Compressive Strength Results
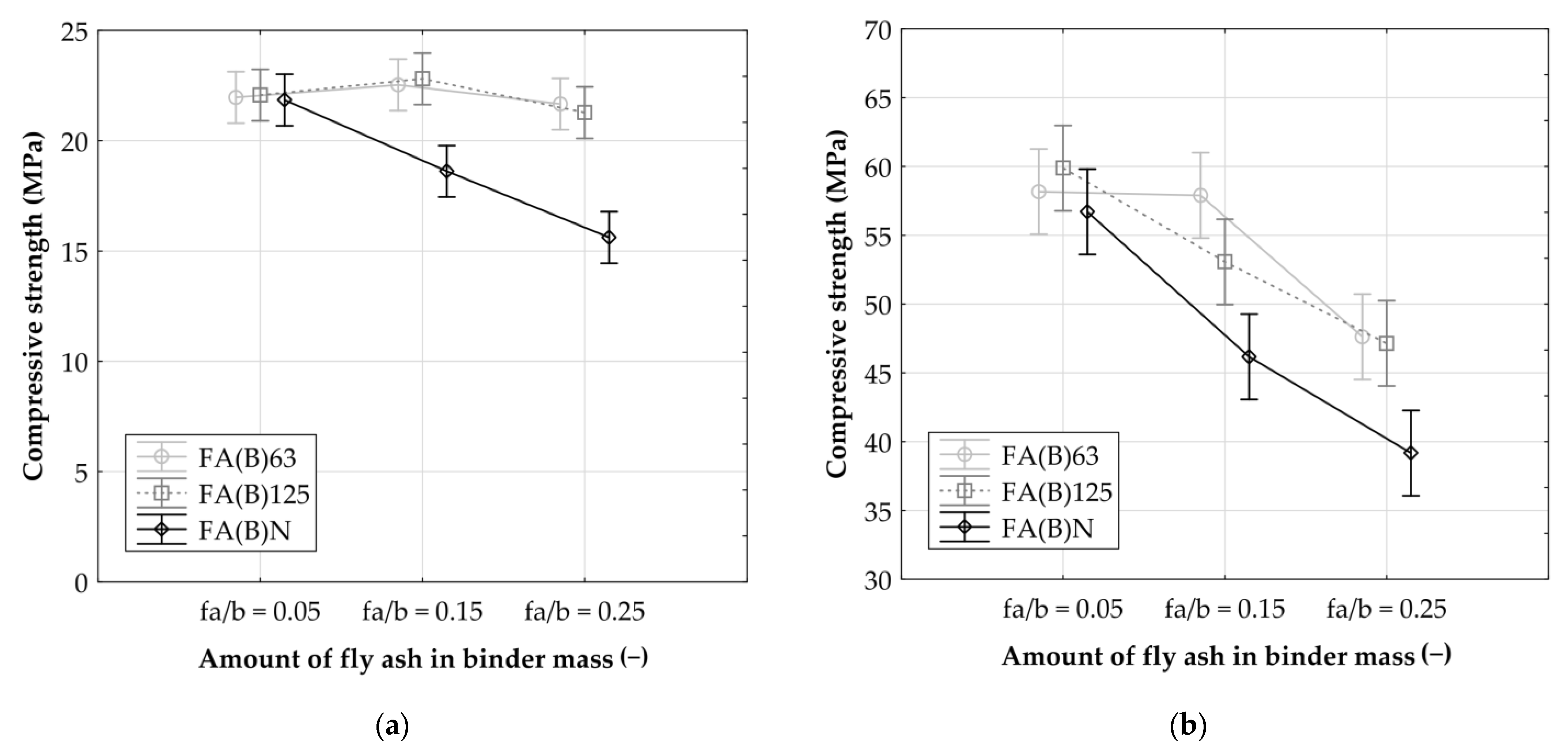
As in the case of tensile strength, the most profound influence of activated fly ash was observed in the early compressive strength results (
Figure 7a). With an increase in fly ash, the binder mass specimens with untreated fly ash showed a decrease in the 2-day compressive strength results. The activation of fly ash by sieving with the 125 or 63 µm sieve enabled utilizing up to 25% of fly ash in the binder without a negative influence on the 2-day compressive strength results. With the 90-day results, no detrimental effect was observed with the addition of up to 15% of either FA(B)125 or FA(B)63 fly ash (
Figure 7b). The control specimen result for the 2-day compressive test was 22.8 MPa, and for the 90-day compressive strength test, it was 59.3 MPa.
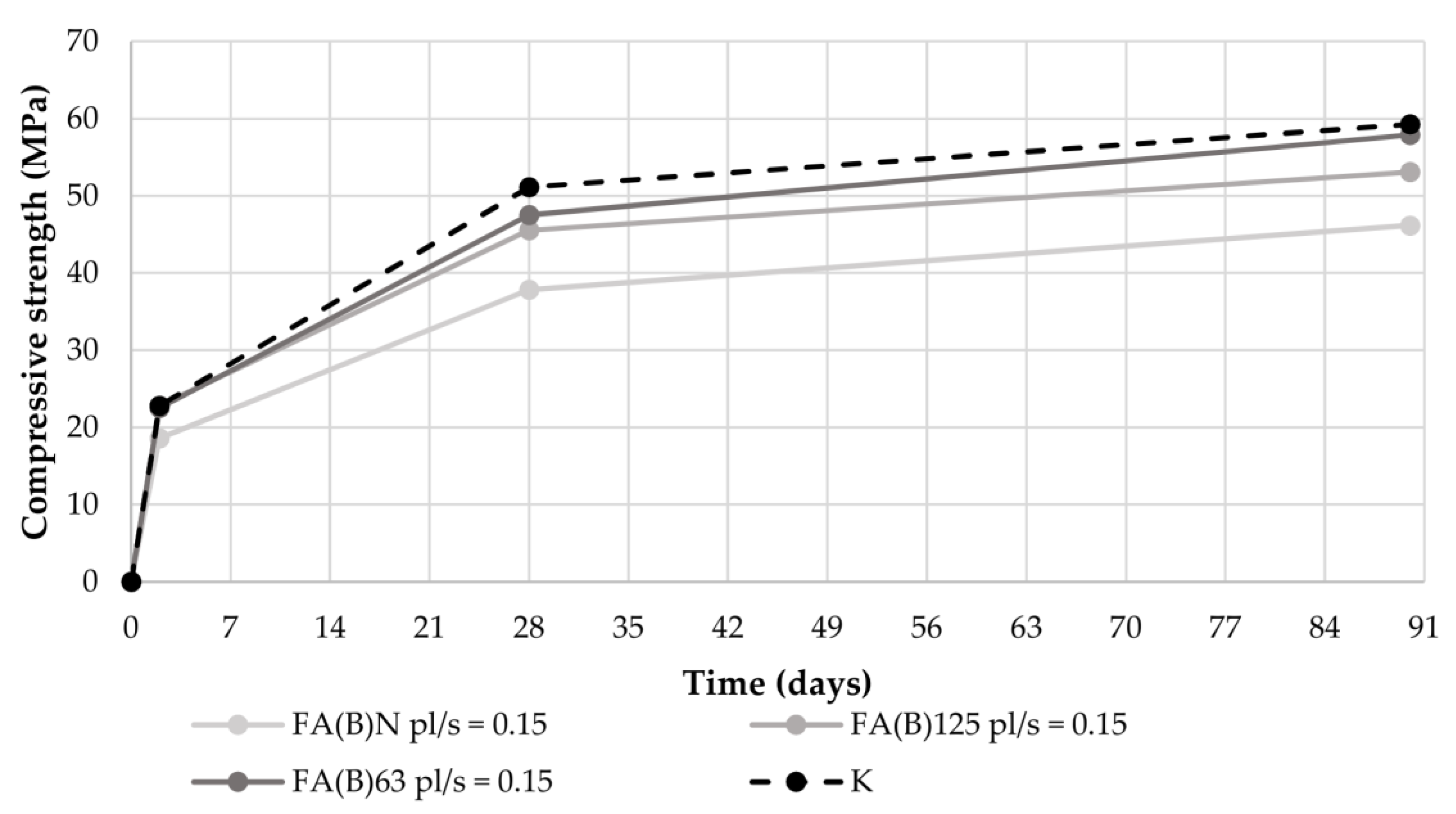
The dynamics of the increase in the compressive strength for specimens with a 15% amount of FA(B)63 fly ash in the binder mass was similar to the compressive strength increase in the control specimens (
Figure 8). The difference between the 90-day strength of mortars with the addition of 15% b.m. of FA(B)125 and 15% of FA(B)63 was not statistically significant (
Figure 7b). Despite not meeting the 90-day SAI criteria (
Table 5), substantial strength growth was observed at 28 days and 90 days of hydration for both types of sieved fly ash.
The development of compressive strength of cement mortars modified with activated fly ash observed in the study can help formulate practical conclusions: the addition of up to 15% b.m. of fly ash sieved through either a 63 µm or 125 µm sieve can give similar mechanical properties to control specimens (
Figure 8). However, despite the higher compressive strength results, sieving biomass fly ash through a 63 µm sieve must be economically justified because less than three-quarters of the initial material is utilized. The oversized residue would require further management in different class composites or different industries. Considering the above, the utilization of a 125 µm sieve might be enough for the potential technological installation activating biomass fly ash. Considering the variance in the chemical composition of fly ash, the utilization rate of both FA(B)63 and FA(B)125 fly ash can be increased further by combining it with active pozzolanic material [
14,
23,
41].
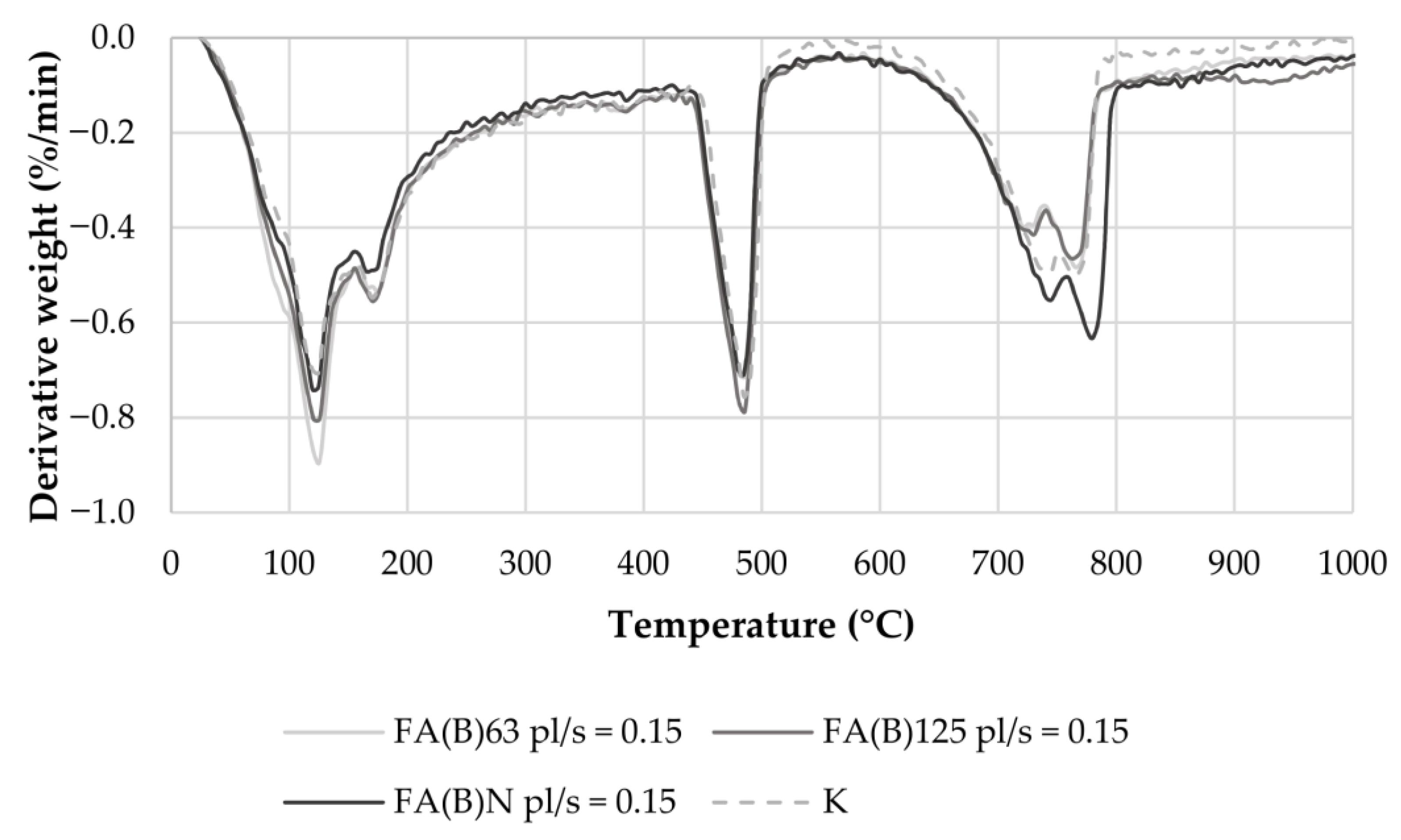
3.6. SEM and TG Analysis
TG-DTG analyses occurred in four sections [
43]. The first section occurs from room temperature to around 105 °C, when the loss of free water occurs [
43]. The dehydration of C–S–H gels and ettringite took place within the range from 105 to 200 °C [
43,
44,
45]. The third section of the curve is the weight loss occurring due to thermal degradation around 400–550 °C [
43,
44,
45,
46]. This section corresponds to the decomposition of portlandite that was created during hydration reactions [
43,
44,
45]. The fourth section corresponds to the decomposition of calcium carbonate at 550–740 °C [
43,
44,
45].
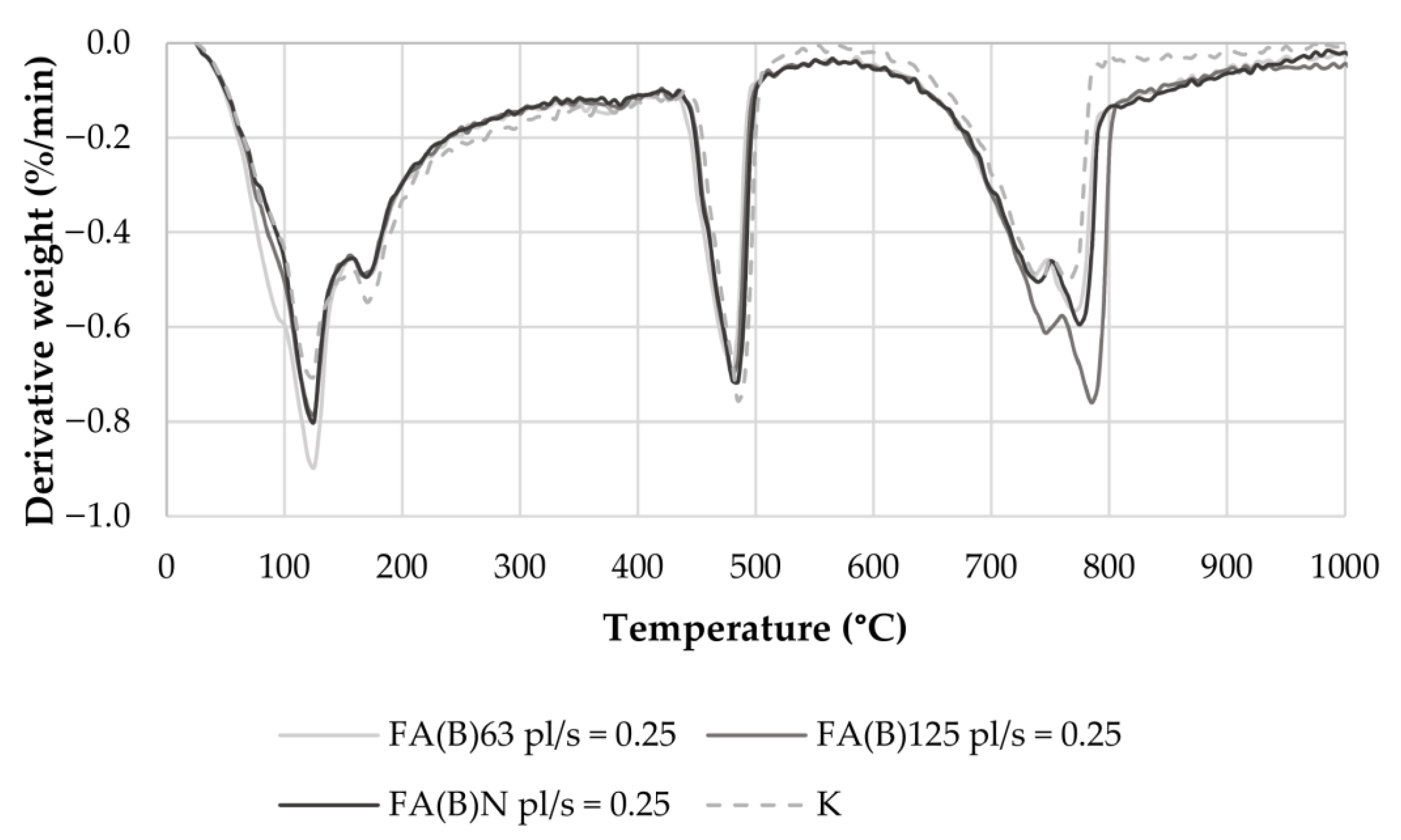
Qualitatively, mortars that had different types of sieved fly ash in their composition did not differ from each other—similar DTG peaks were observed as in the control specimen. Some changes in the DTG curves were observed in the scope of 20–200 °C, which were consistent with the addition of 15% (
Figure 9) and 25% (
Figure 10) of FA(B)63 fly ash. In specimens with fly ash sieved through the 63 µm sieve, the peak at around 125 °C was around 12 p.p. bigger than for specimens with the respective amount of FA(B)N fly ash. The difference indicates a higher amount of C-S-H gel phase and ettringite in specimens with sieved fly ash.
When they were analyzed separately, no clear influence of sieved fly ash on the third (450–500 °C) and fourth (550–800 °C) sections of the DTG curves was observed (
Figure 11). However, the sum of portlandite and carbonate phases tends to be higher with sieved fly ash than in the control specimens.
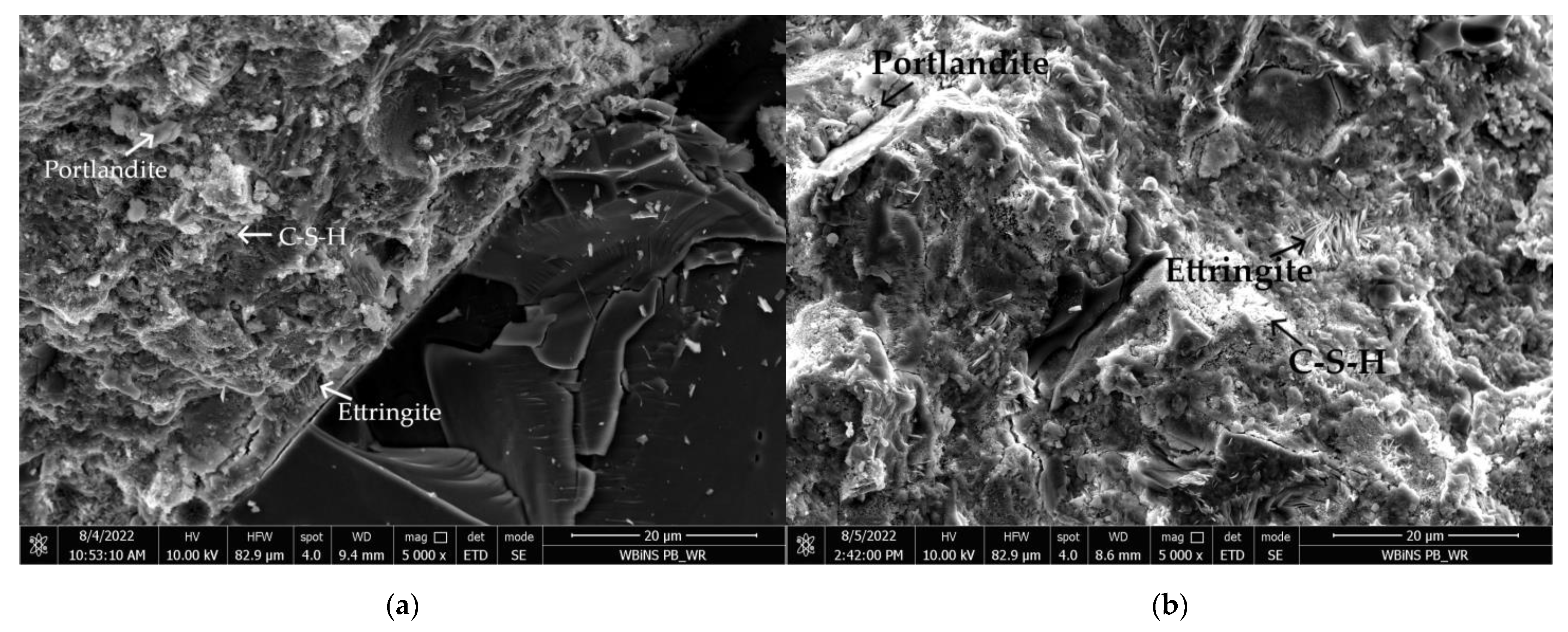
SEM analysis confirmed the conclusions from the TG/DTG research. In terms of quality, the microstructure of cement paste was similar between series with the addition of fly ash. The characteristic structures of the C-S-H gel, ettringite crystals, and portlandite crystals were observed in all specimens with the addition of biomass fly ash. Nonetheless, specimens with the addition of FA(B)63 fly ash had a noticeably smaller number of portlandite crystals and a denser structure of C-S-H gel (
Figure 12a) than the specimens with the addition of untreated FA(B)N fly ash (
Figure 12b). The difference in the Ca(OH)
2 content in the cement matrix could be associated with the higher hydration rate and formation of the C-S-H gel in those specimens.
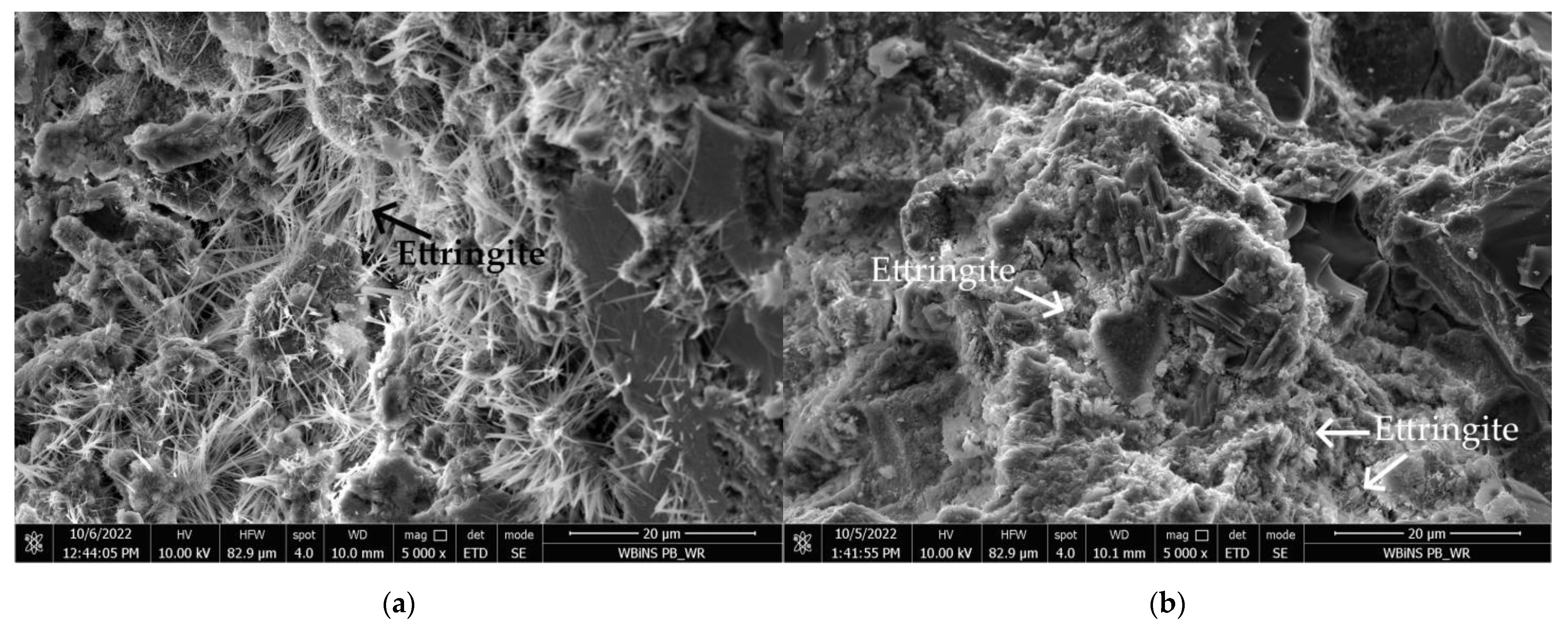
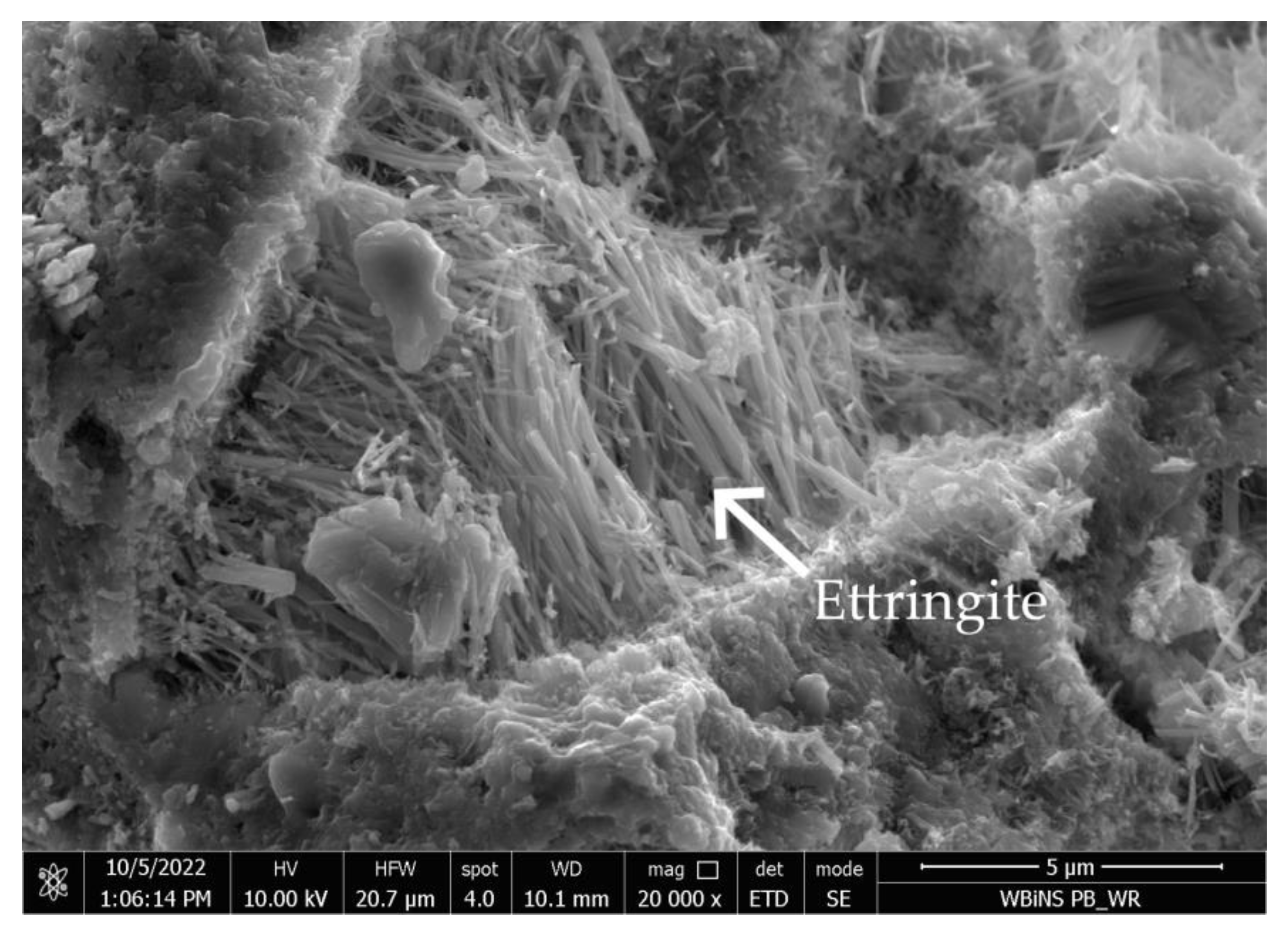
Noticeably, the microstructure of ettringite crystals was different between specimens with FA(B)63 and FA(B)N fly ash. Specimens with FA(B)N fly ash were characteristic of a very light structure of ettringite with very long-needle-shaped minerals (
Figure 13a). In specimens with FA(B)63 fly ash, the microstructure of ettringite was different, with dense areas of short minerals (
Figure 13b and
Figure 14).
Sheng et al. [
36] observed that the self-hardening properties of fly ash produced by co-firing coal in a fluidized bed combustion boiler are mostly associated with the CaO content, SO
3 content, and fine particle size distribution of fly ash. Those properties can be beneficial for the early generation of the C-S-H phase and AFt. The minerals detected through the XRD study are in line with those detected by other research teams that also highlighted the hydraulic potential of fly ash. Ohenoja et al. [
29] emphasized the role of early ettringite formation in the development of early compressive strength in this kind of cement composite. The dense structures of small ettringite crystals were detected in FA(B)63 specimens, which were not observed in FA(B)N specimens (
Figure 13). The ettringite formations detected in specimens with untreated fly ash were loose in structure with much longer crystals. As can be observed in the DTG results (
Figure 10), FA(B)63 fly ash prompted the creation of a denser cement matrix, which contributed to the early compressive results. These observations are also in line with the influence of sieving on the Strength Activity Indices (
Table 5).



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}