1. Introduction
Uncertainty still remains with regards to how accurately temperature can be measured and controlled, especially in dynamic circumstances during mechanical testing. Significant momentum is building to establish a technique capable of delivering accurate control of complex high temperature waveforms, driven in some instances by the gas turbine sector. Unfortunately, the development of new alloys and component designs to further enhance performance and efficiency of the gas turbine engine is becoming increasingly complex, expensive and time consuming. In order to try and maintain the rapid development of gas turbine performance and efficiency existing in-service materials continue to be used and subjected to more extreme thermal environments. As a consequence, aggressive high temperature damage mechanisms such as thermo-mechanical fatigue (TMF), become more prevalent and therefore require further consideration in advanced component lifing strategies [
1].
Fatigue life predictions based only on isothermal testing can potentially be non-conservative. TMF loading is often found to be more detrimental in terms of cyclic life than fatigue testing at a corresponding peak or minimum cycle temperature. Accurate temperature and mechanical loading control during these dynamic cycles is essential, as it enables the phasing between temperature and load, known as the phase angle, ϕ, to be realised. Reliable results to be derived for component lifing interpretation would not be possible without accurate temperature control.
Since 2011, the publication of two strain controlled TMF standards [
2,
3], emphasises the significance of dynamic temperature effects on material fatigue behaviour and the necessity of accurate control. Previous work has highlighted its significance to deliver the required phasing between mechanical and thermal loading [
4]. Deviations in phase angle of ±10° have shown to have clear effects on the cyclic deformation behaviour of metallic materials. As such it has been recommended to keep phase shifts to within ±2° of the target phase angle [
2,
3,
4]. However, despite the standardisation of test methods such as TMF, uncertainty still remains with regards to how accurately temperature can be measured and controlled, especially in dynamic circumstances such as TMF. Previous studies have shown that temperature accuracy has a significant impact when considering data scatter [
5,
6,
7,
8,
9].
Traditional isothermal heating methods comprise of a conventional resistance furnace, with temperature monitored by tie on thermocouples (TCs). The technique is not suitable for the rapid dynamic thermal cycling required by TMF as the heating and cooling rates generated by the furnace are too slow. Furthermore, the accuracy of tie on TCs under such rapid thermal cycling is not acceptable when used for dynamic temperature control and must be spot welded. To overcome the established impact of spot welding on the specimen gauge section upon crack initiation [
10], spot welding TCs on the specimen shoulder for dynamic high temperature control has been recommended [
2,
3]. However, despite these recommendations, the accuracy and practicality of such a technique under rapid dynamic thermal cycles is questionable, particularly in specimens with a long parallel gauge section, where large distances exist between the material under investigation and the TC location on the test piece shoulder [
11].
Understanding the dynamic temperature effects associated with TMF is particularly important in the aerospace sector. In order to achieve desirable temperature ramp rates to simulate engine flight cycles which may exceed ±10 °C/sec, radiant lamp furnaces (RLF) or induction coil systems (ICS) are typically employed [
11,
12]. A variety of temperature control options now exist for these heating systems with the predominant control methods being spot welded TCs, pyrometers and most recently a technique using an infra-red camera known as thermography [
11,
13]. However, the use of pyrometers or thermography for dynamic temperature control is not yet recommended by the relevant standards involved with cyclic high-temperature testing such as TMF [
2,
3].
Not only have infra-red techniques proven sensitive and accurate enough to control and monitor temperature, but have been employed to uncover valuable material effects. Infra-red has been used to characterise the dynamic properties of materials to thereby pre-determine their fatigue limit [
14], and also used in the assessment and separation of the effects of elastoplasticity and thermoelasticity [
15], are two examples. Thermography has also been a vital tool to aid investigations into quantifying the effects of frequency in ultrasonic or very high cycle fatigue (VHCF) testing upon temperature [
16]. Such effects are not prevalent in the current work as typical dynamic temperature tests such as TMF are undertaken at low frequencies, characteristically 0.0333 Hz equivalent to a thirty second cycle at a maximum.
Infra-red techniques are sensitive to changes in the surface condition of the test specimen predominantly caused by progressive oxidation at high temperatures that in turn affects the surface emissivity and the accuracy of the technique [
17]. Depending on the specific temperature and wavelength, the energy radiated by a metallic surface is highly sensitive to any change in the surface condition and therefore is directly proportional to the spectral emissivity of the object [
5]. Without a stable emissivity value, it is extremely difficult to achieve accurate temperature measurement with a non-invasive technique such as a pyrometer [
1,
5,
17,
18,
19,
20,
21,
22]. Pyrometry does offer non-invasive temperature monitoring and control [
23], however the measurement reading is limited to a particular location on the specimen, a limitation shared with TCs [
24].
A solution to this issue is to pre-oxidize the specimen to produce a stable oxide layer and hence stable surface emissivity [
1]. However, pre-heat treatments and thus consistent oxide formation has previously been found to lack repeatability where previous work has found that the surface emissivity evolution with temperature is dependent on the material, surface preparation, thermal treatment, and the chemical reactions on the surface [
25]. Further work suggests that there is no conclusive trend of emissivity observed as a function of oxidation time (15 ± 60 min) at a given oxidation temperature [
26]. However, provided a stable oxide layer, and thus a constant surface emissivity can be achieved, the high-temperature pre-exposure and resultant oxide formation can influence the fatigue life of the test piece [
27]. A reduction in fatigue life occurs for some alloys subjected to pre-test temperatures ≥500 °C with reductions in fatigue life resulting from surface oxide scale cracking in combination with increased crack growth rates from enhanced susceptibility to intergranular cracking [
28,
29]. This effect was investigated on two Ni-base superalloys in the temperature range 650–704 °C for exposures of 100 to ≥1000 h [
28]. The investigation concluded that pre-exposure increased scatter in the results and reduced fatigue life by up to 70% compared to unexposed specimens.
An alternative to pre-oxidation is to paint the surface to achieve an adequate emissivity. The use of thermal paints (TP) to measure, correct, and reduce the influence of surface emissivity values have been described in previous work [
30]. These paints can be applied to encompass the entire specimen surface as a permanent coating. Alternatively, the paint can be applied in a single smaller location or a small spot to determine the emissivity by comparing the measured radiance temperature of this spot with that of the uncoated surface [
30]. To avoid complications and inaccuracies with respect to radiation from nearby heat sources, such TPs should yield as high an emissivity value as possible, close to the emissivity of a blackbody, which is rated with a value of 1 [
8]. Rolls-Royce plc developed a variety of novel thermal indicating paints and high-emissivity thermal paints, for use with gas turbine engine development which display an array of permanent colour changes in proportion with the temperature they are exposed to, and typically encompass a temperature range of 140–1330 °C [
30,
31]. The emissivity of the HE23 TP was found to be stable over a wide temperature range up to 1300 °C using pyrometers. This was maintained over a range of incidence angles as a result of its high stability and lower angular dependency on emissivity. Effectively, HE23 TP can deliver a constant, very high emissivity value across an extremely wide temperature range and has the potential to prove invaluable in delivering accurate temperature measurement over an extensive range of both high and low temperatures under non-invasive techniques [
30].
In this paper, HE23 TP is used in combination with the thermography technique to demonstrate its stability, accuracy, and repeatability of temperature measurement and control in comparison to traditional spot welded TCs. This paper demonstrates the inaccuracy of traditional techniques in dynamic temperature testing using thermography. Furthermore, the use of thermography allows for comprehensive temperature visualisation. Unique TMF testing is undertaken upon a non-metallic ceramic composite material (CMC), using thermography for temperature control on a bespoke purpose built TMF system.
2. Materials and Methods
In this investigation various testing systems have been utilized comprising of both MTS 250 kN Landmark servo-electric and servo-hydraulic load frames. Focusing on the heating and temperature control systems employed, these include IC, RLF, pyrometers, thermocouples and infra-red thermography cameras. The heating systems and their associated temperature control techniques investigated and compared in this investigation are listed in
Table 1.
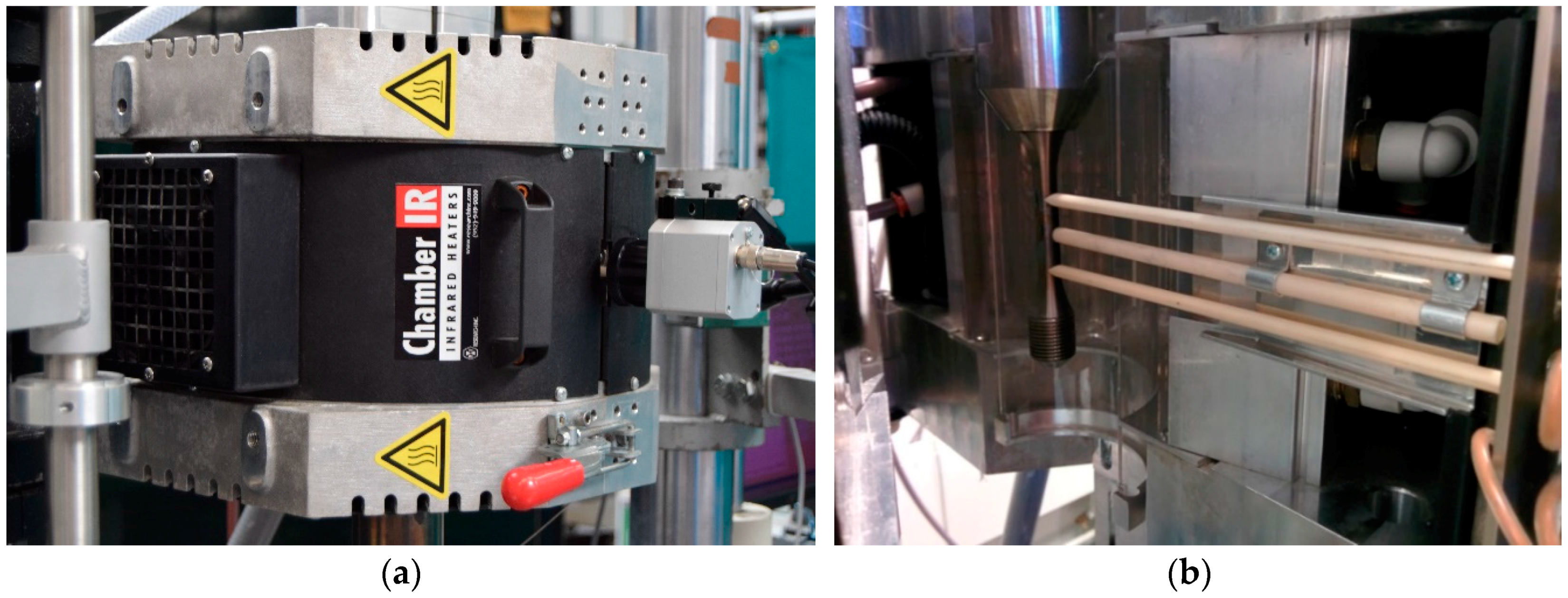
The 12 kW RLF comprises of two longitudinally divided half cylinders hinged at the centre, with each half containing six lamps. The 12 high-power, vertically mounted quartz lamps heat the specimen to the test temperature. Behind each lamp is a parabolic reflector, which focuses the radiant light toward the centre of the furnace. The infra-red camera was mounted on the front of the RLF, positioned to image the specimen through the extensometer portal, shown in
Figure 1a.
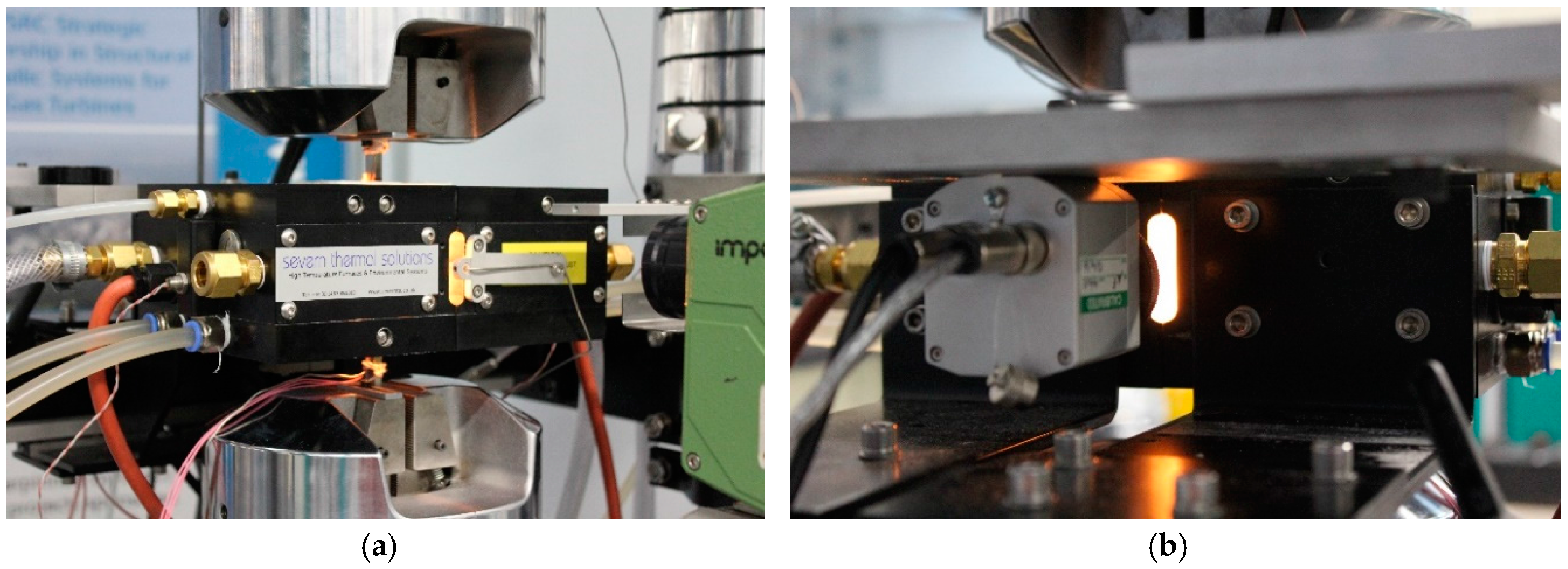
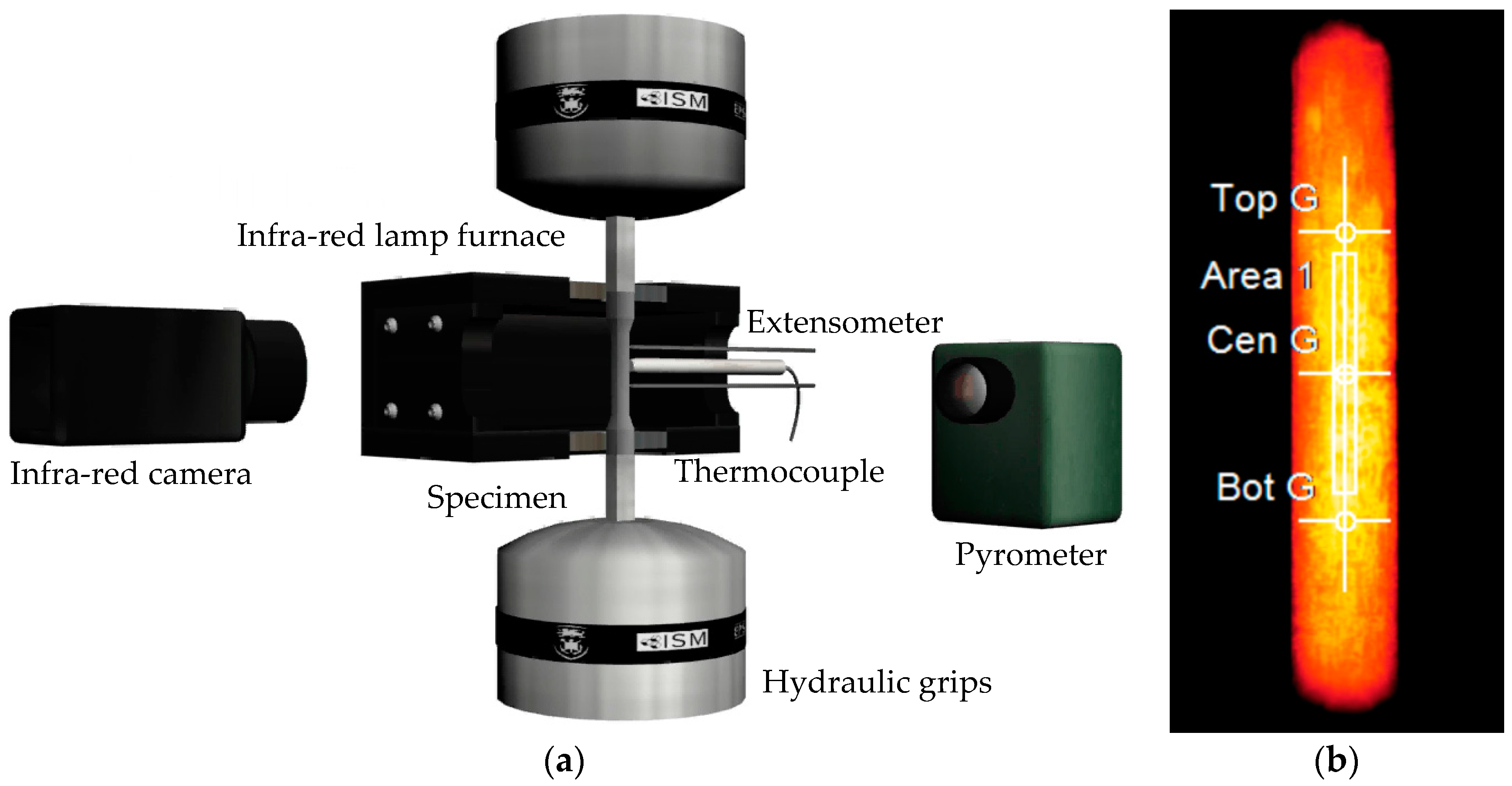
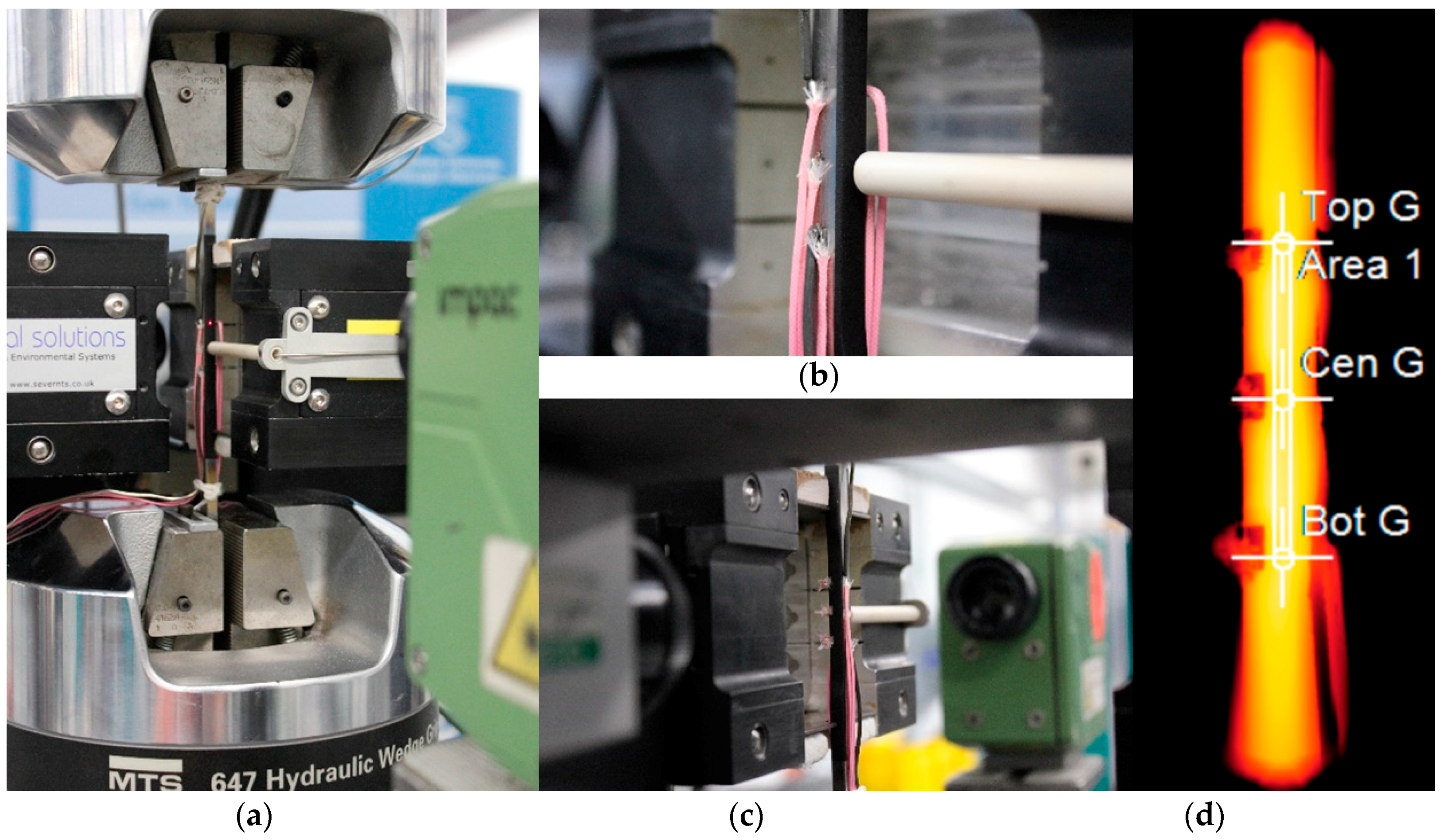
A second generation RLF furnace was designed in collaboration with Severn Thermal Solutions Ltd. with thermography temperature control at the forefront of the design specification. The 12 kW RLF is a standard split body design with each half containing three horizontally mounted lamps. The external surface of the RLF is coated black with araldite to avoid any reflective radiation complications with the infra-red thermography temperature control. Example images of the bespoke setup are given in
Figure 2, with a schematic representation shown in
Figure 3. The furnace has been specifically designed to accommodate both an extensometer and a non-invasive temperature measurement device, through two opposing furnace windows. Three independently controllable heating zones allow for accurate temperature control and profiling, whist built-in internal compressed air cooling delivers the rapid cooling rates required by the complex TMF waveforms.
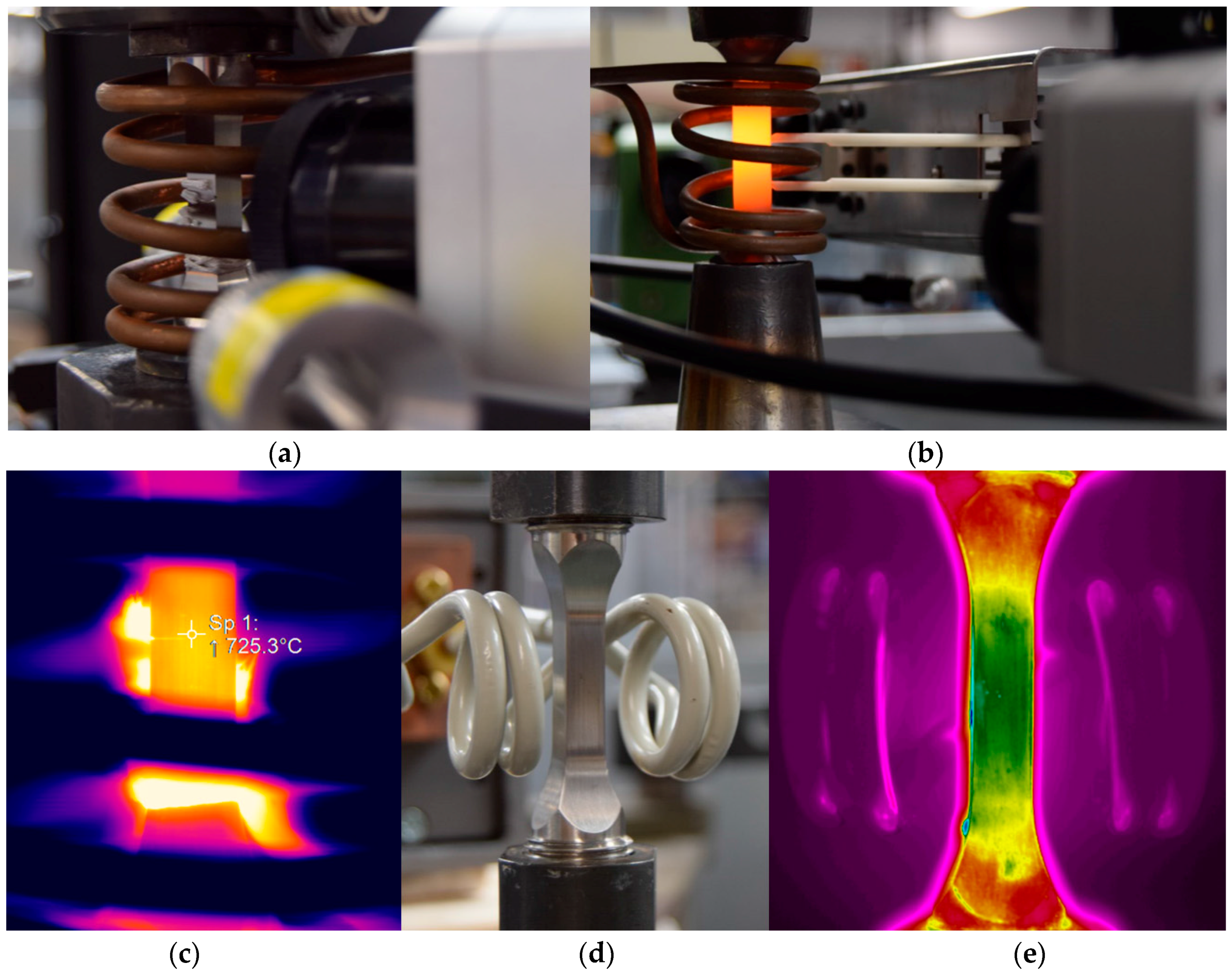
As previously mentioned, induction heating is an established method of providing rapid and reliable dynamic heating and as such in this investigation a Trueheat 10 kW induction coil (IC) heater is used to deliver an effective method of heating metallic specimens to temperatures up to 1200 °C. Peak temperatures and heating rates are dependent on the material, coil design and specimen geometries employed. Metallic materials were heated directly with tailored IC design, ensuring uniform heating over the entire gauge section of the test piece. Depending on the coil design used, this system enabled an infra-red camera to be mounted in various positions around the test piece to enable a 360° view of both heating and cooling effects. Both transversal and longitudinal electromagnetic fields are employed. Example images of the ICS setups and thermographic views of the specimen are given in
Figure 4.
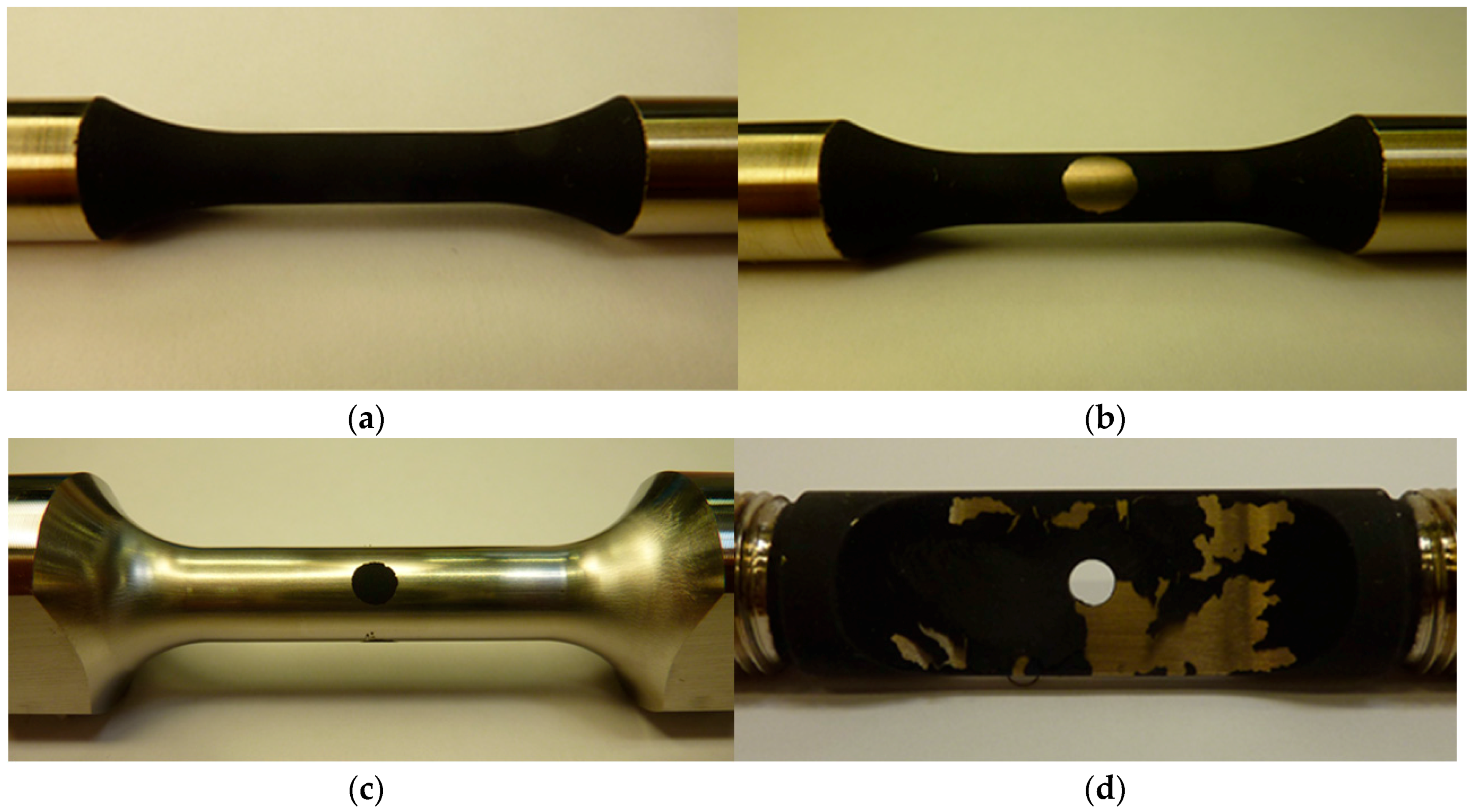
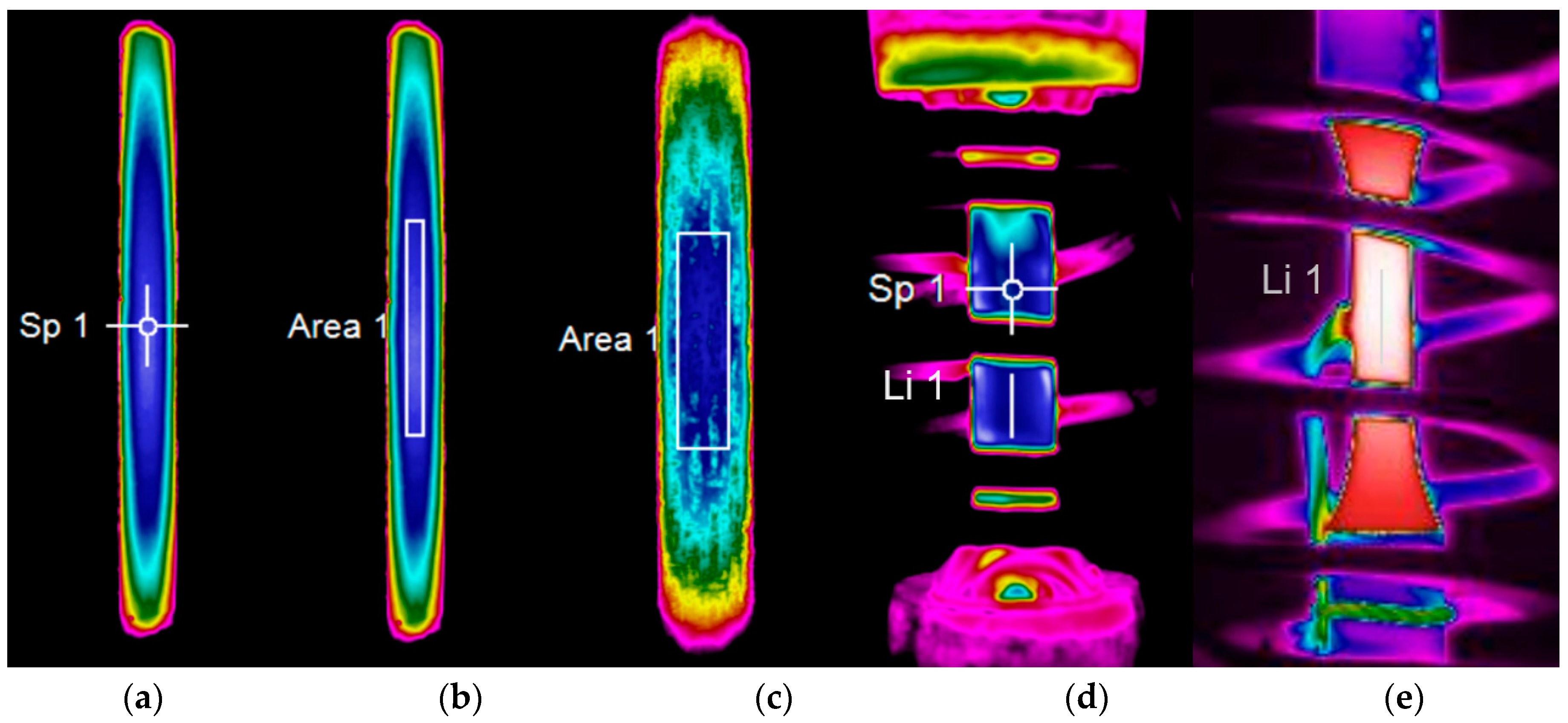
Examples of different specimen geometries used to explore the flexibility of thermography are shown in
Figure 5. HE23 TP was applied to some specimens to maintain a stable surface emissivity and different coating designs were employed for different applications, for example, for thermography control and complete gauge section temperature assessment the entire surface is coated, see
Figure 5a. Specimens were coated leaving small areas of the specimen exposed to enable pyrometer or TC measurements upon oxidised surfaces, (
Figure 5b or coated to allow stable pyrometer control (
Figure 5c). Polished and pre-oxidised metallic specimen surfaces were also assessed, as well as a non-metallic CMC. An example of complications residing from polished metallic surfaces is given in (
Figure 5d), where a lack of adhesion between the TP and polished metallic surface results in spallation of the paint after thermal exposure.
To avoid further spallation complications, prior to coating with TP, the specimen surfaces were lightly grit blasted with 120/220 grit to slightly roughen the surface so to improve the bond between the specimen and the TP as described in previous work [
11,
13,
30]. A conventional air spray gun was used to apply the paint to a thickness of approximately 20–25 µm [
11,
13]. The paint was then air dried and cured in a furnace at 300 °C for 1 h.
In order to compare the specimen temperatures from the diverse techniques in this investigation, six type N TCs at specific locations along the 25 mm specimen gauge section were used; top gauge face and edge +12.5 mm, centre gauge and face 0 mm and the bottom gauge face and edge −12.5 mm as shown in
Figure 6. Thermocouples were used to obtain a baseline temperature due to their low cost, simplicity of use, and because they are the most widely accepted measurement method in most mechanical testing standards [
2,
3]. The TCs were used to measure temperature at the test-piece surface from the upper, lower, and centre locations of the gauge section. These temperatures were then used to validate measurements taken from thermography and pyrometer at the same locations on the test piece.
4. Discussion
The bespoke thermography based mechanical test setup for non-metallic materials testing at high temperature has proven to be an excellent means to assess these materials under arduous conditions. It has been shown in this work that in circumstances where external thermal radiation can be kept to a minimum, and a stable and known surface emissivity exists, accurate temperature control can be achieved through thermography. Careful selection of the control mode and point, area or line-based control is crucial and is ultimately determined by the combination of heating technique and specimen geometry. The addition of the non-contact monitoring thermocouple within the bespoke thermography based mechanical test setup provides an additional means of measurement to ensure accuracy.
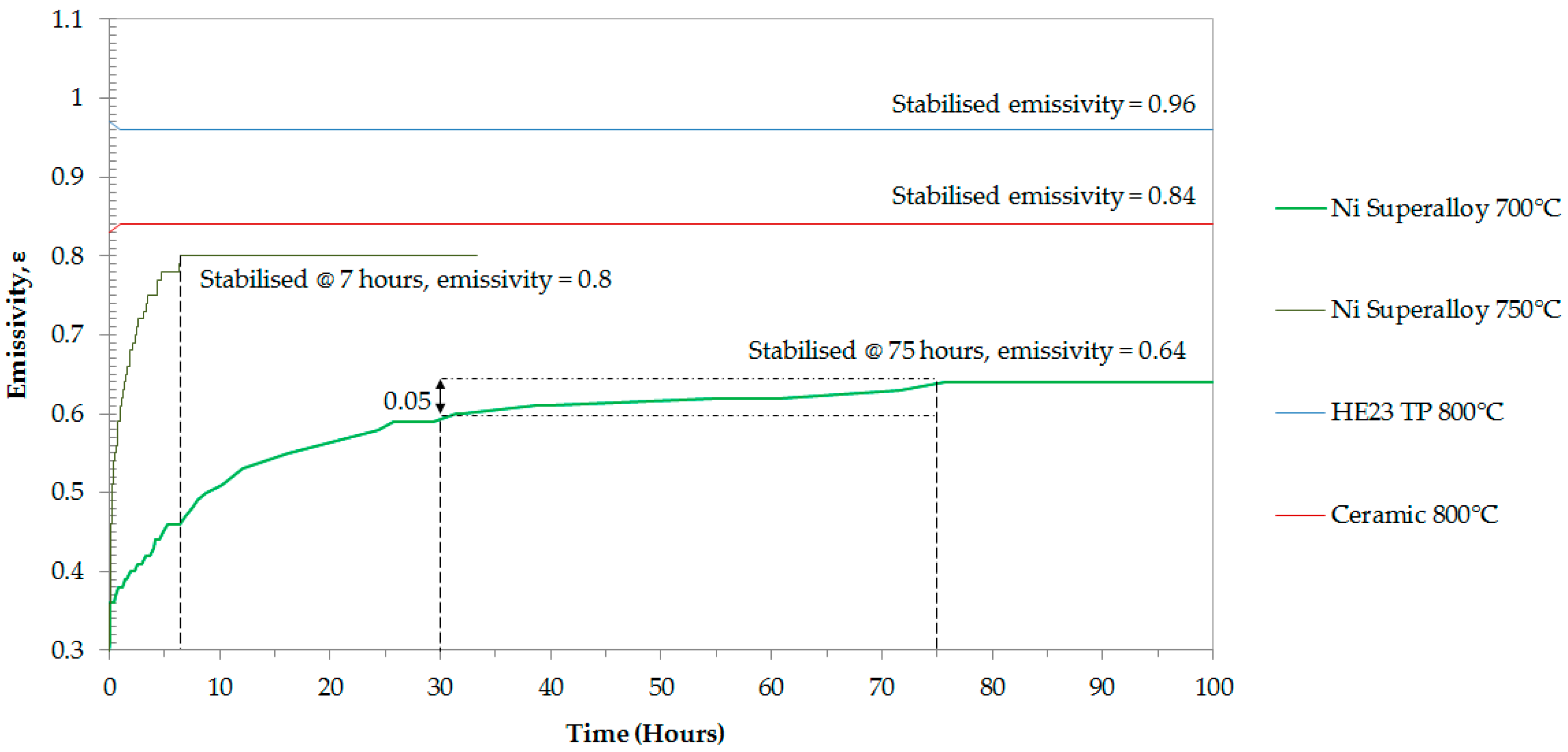
Trials to achieve a stable surface emissivity were successful upon the three surfaces investigated, metallic, HE23 TP coated, and a non-metallic ceramic. The HE23 TP provided a stable surface emissivity of 0.96 at 800 °C consistent with previous work, [
30]. In the author’s experience, meticulous care must be taken with metallic surface preparation prior to exposure to ensure a uniform surface, enabling accurate and repeatable temperature control. Despite achieving uniformity, a negative effect on fatigue life has been previously reported as a result of such pre-test thermal exposure [
27]. Concerns to this effect could be justified when considering the timescale to surface stabilisation of the Ni superalloy at 700 °C,
Figure 9. Although the surface emissivity did not fully stabilise until after 75 h of exposure, it should be noted that the rate of emissivity evolution with time reduced significantly after 24 h. Indeed, the surface emissivity increased by only 0.05 (0.59–0.64) in 51 h of exposure at 700 °C after the initial 24 h of exposure. Considering this stabilisation timescale is at the peak isothermal temperature of a dynamic test, 24 h of pre-exposure could be justified to limit any negative effect on fatigue life whilst ensuring a stable surface condition.
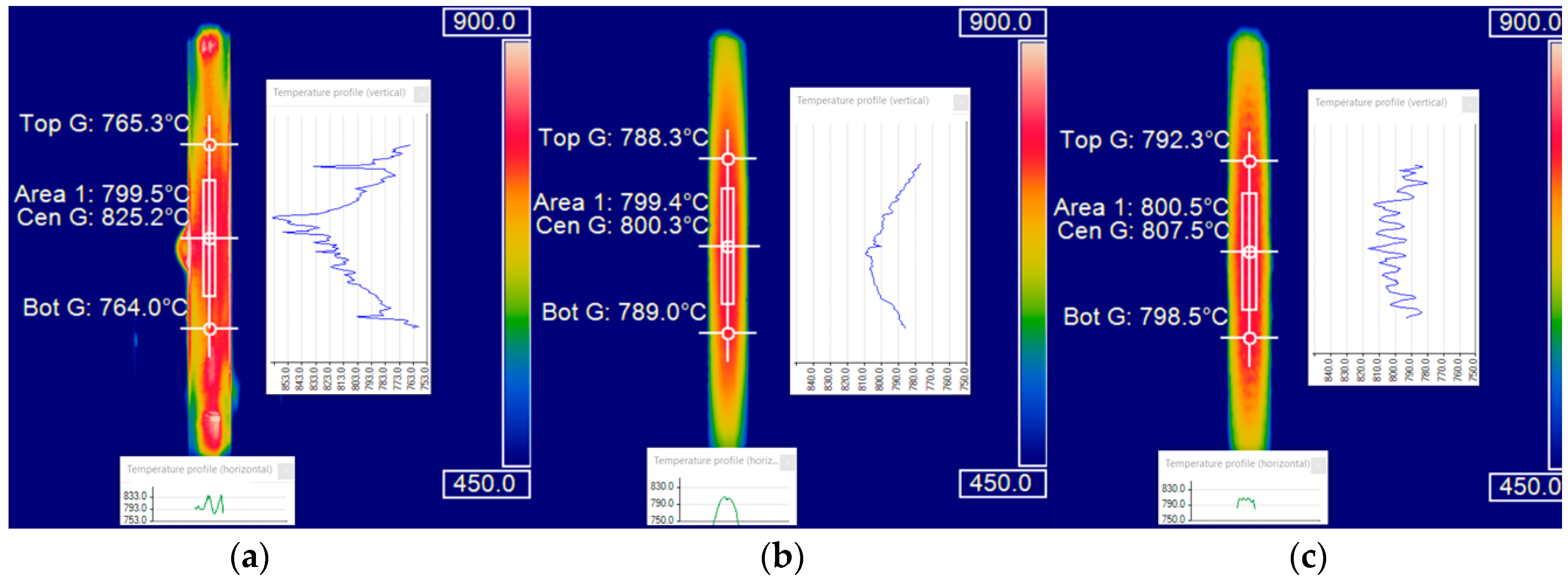
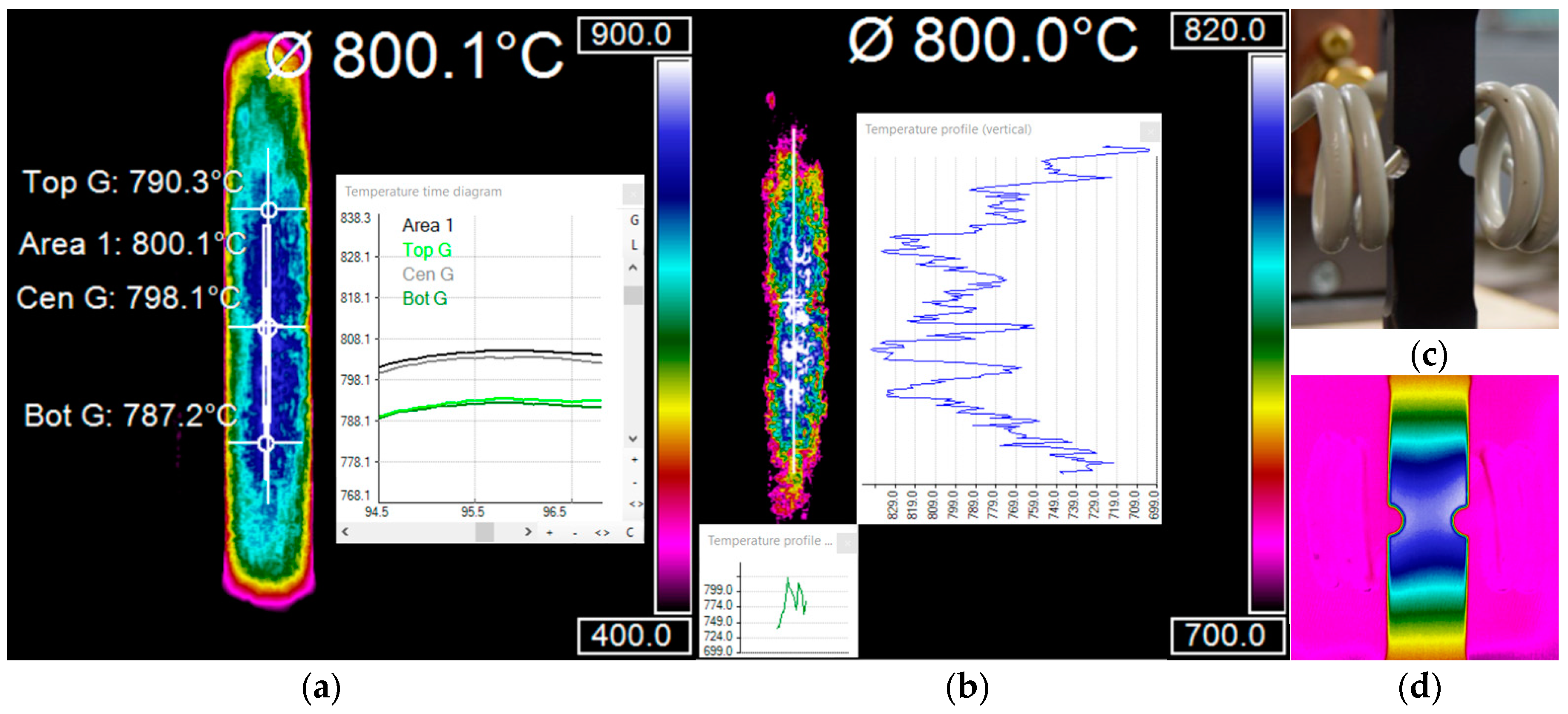
Despite the efforts to achieve a stable surface emissivity from a metallic surface within a timescale suitable not to impact on fatigue life, uncertainties still exist with regard to the accuracy of non-invasive temperature measurement. Despite efforts to meticulously prepare metallic test specimen surfaces prior to heat treatments, inhomogeneous surfaces can still prevail. These surface inconsistences cause severe inaccuracy across measured surfaces,
Figure 10a. However, both the HE23 TP coated and ceramic surfaces delivered a stable surface emission and thus accurate temperature control, allowing detailed visualisation of thermal gradients,
Figure 10b. It must be noted that slight differences were seen in the surface emission of the complex woven ceramic structure between the fibres and surrounding matrix,
Figure 10c. However, controlling the temperature through thermography by averaging over an area dissipated this effect and provided excellent accuracy in comparison to tie on thermocouples at isothermal temperatures.
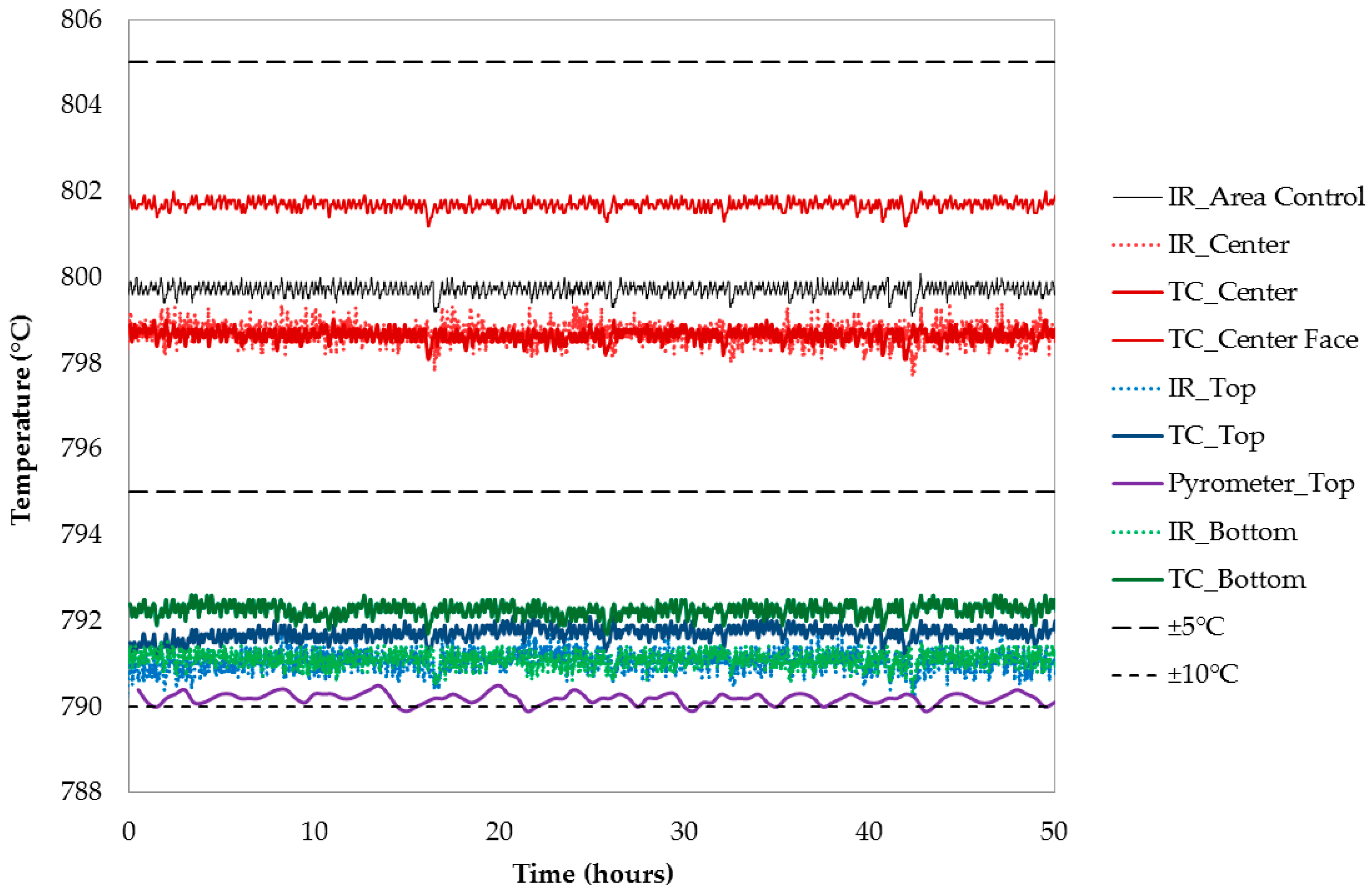
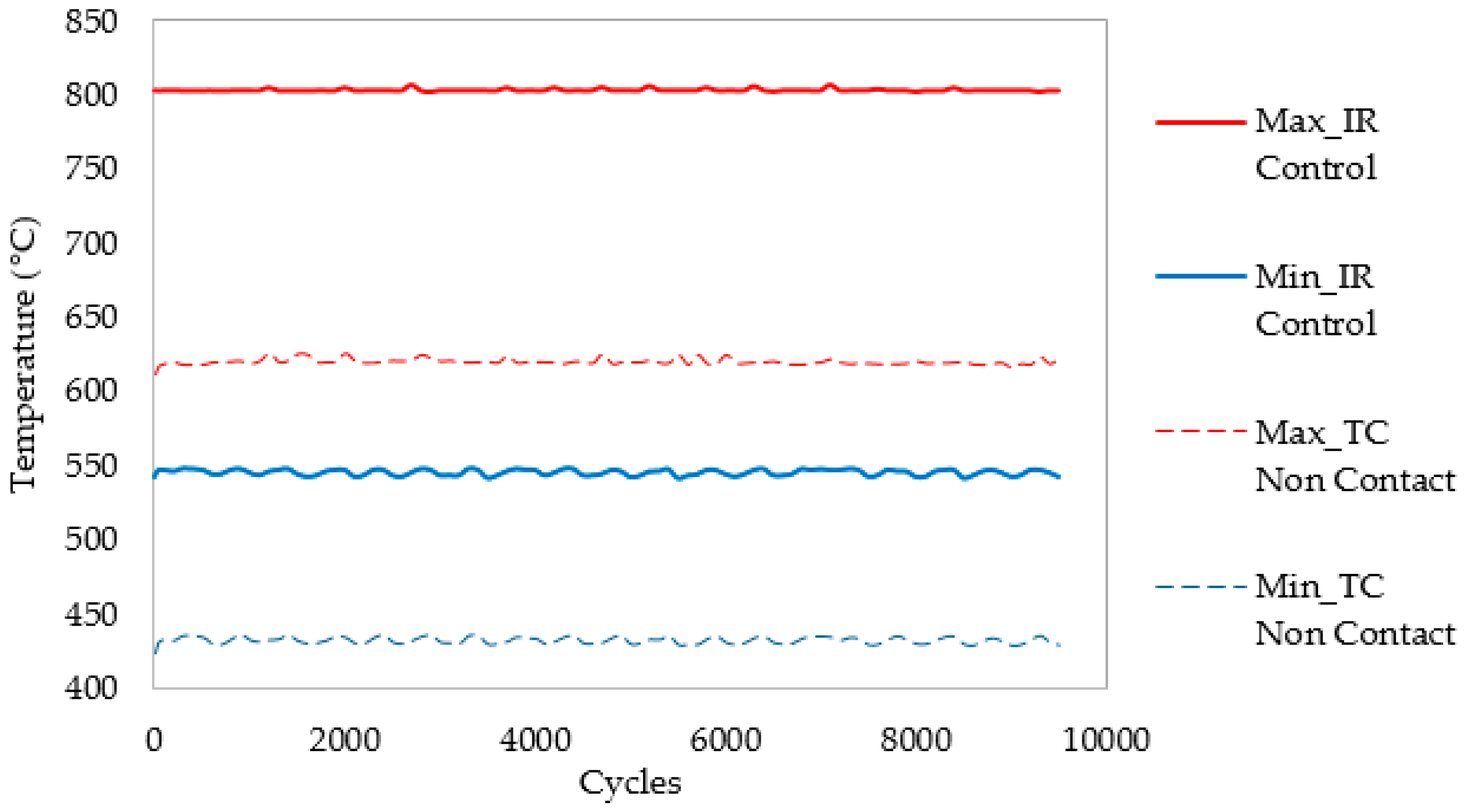
The accuracy of thermography and pyrometry persisted in comparison to thermocouples upon the HE23 coated and ceramic surfaces at the three locations compared across the chosen 25 mm specimen gauge length during isothermal conditions,
Figure 12. Accuracy was maintained for over 50 h to within ±2 °C. However, during dynamic thermal cycling significant inaccuracies were found between the techniques employed,
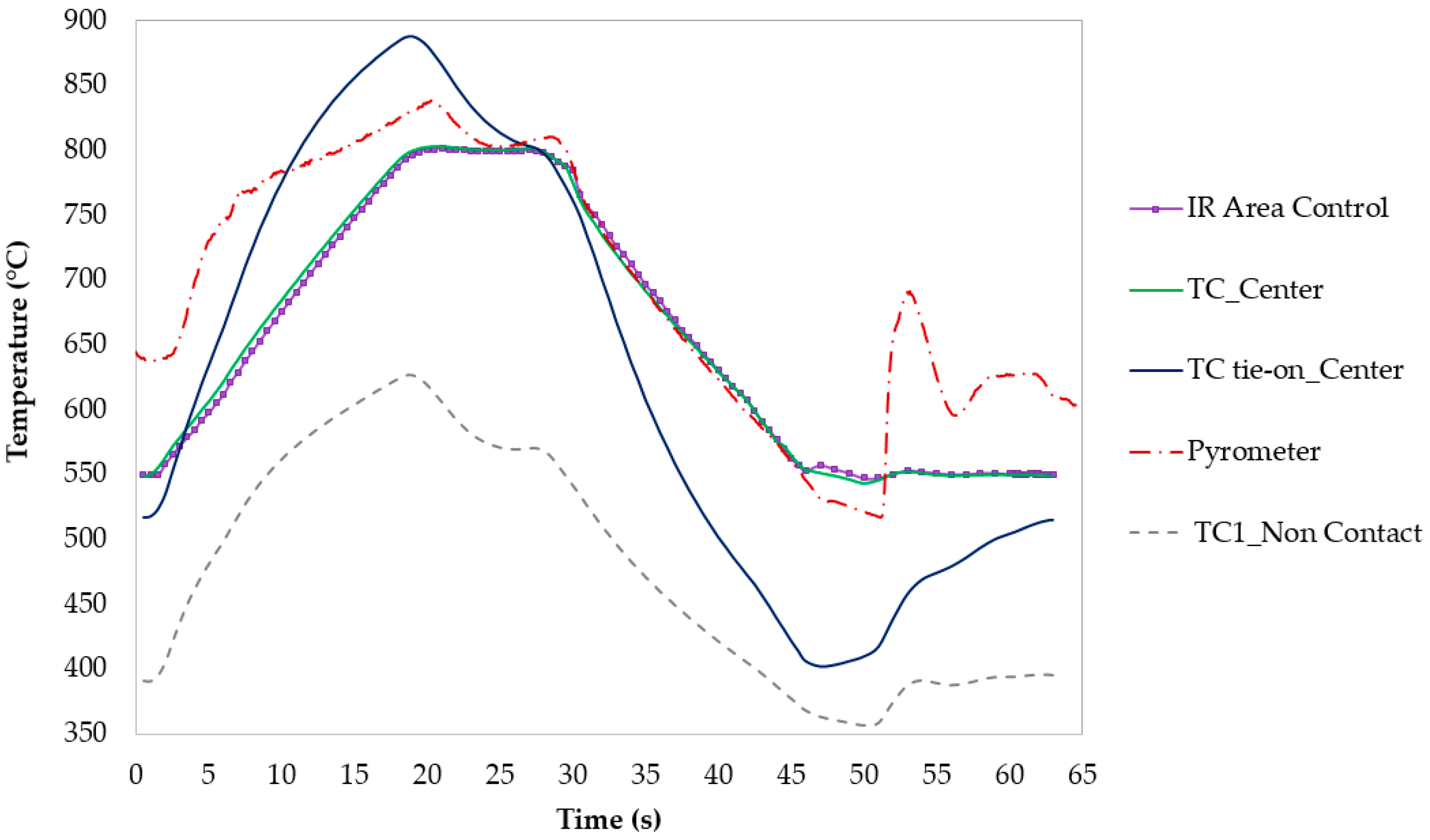
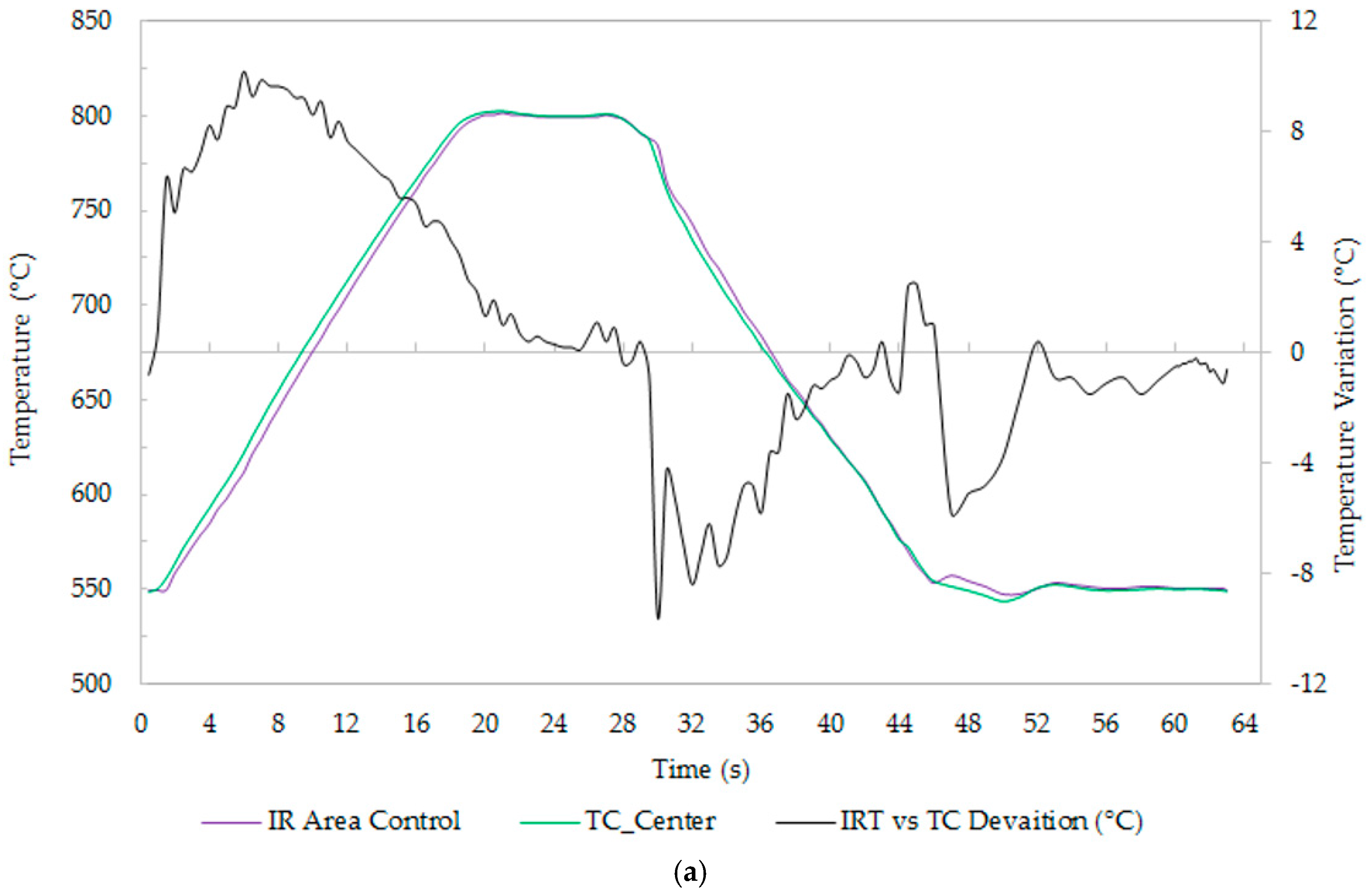
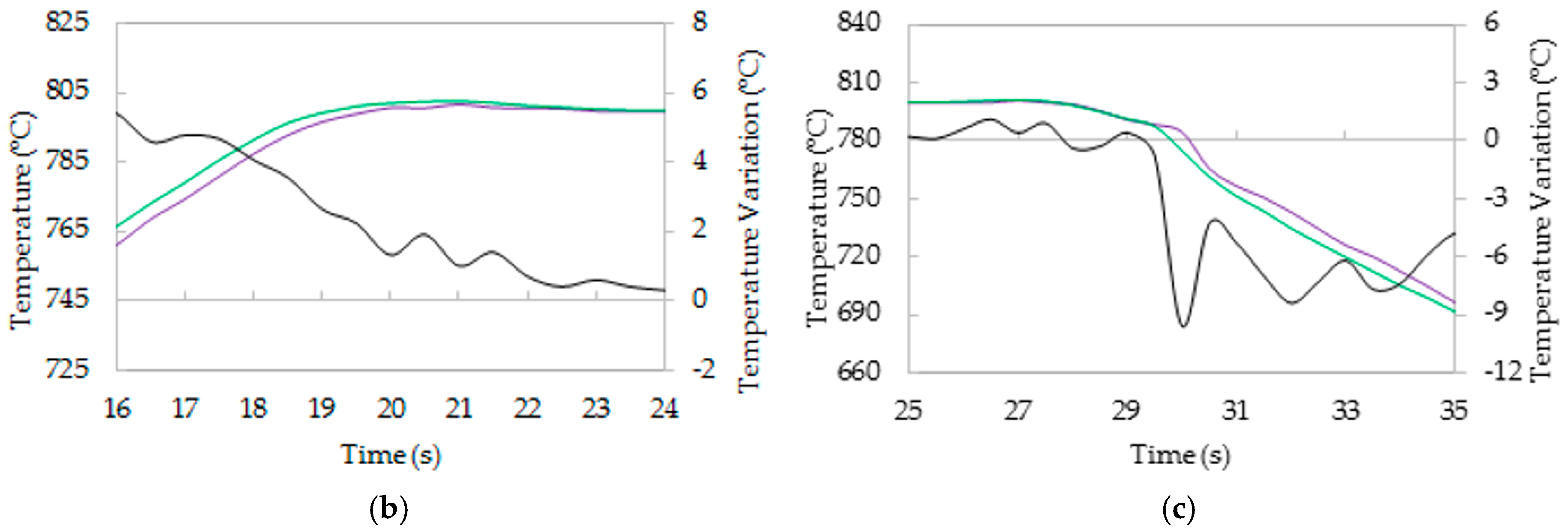
Figure 13. Readings from the pyrometer are inaccurate, suggesting the wavelength emitted from the RLF is significantly obscuring its accuracy during dynamic cycling. At first glance spot welded thermocouple and thermography readings appear in symmetry whilst it is clear that the tie-on thermocouple substantially over and undershoots the control waveform.
This behaviour was noted in previous work [
11], the small mass of the thermocouples gives rise to rapid temperature changes. Thermocouples appear to absorb heat energy during heating stages of the cycle and shed heat during the cooling stage. This gives rise to different ramp rates and, directly compared to thermography, inaccurate temperature readings. This effect also seems to appear on closer inspection of the symmetry between readings from thermography control and the spot-welded thermocouple, during the heating and cooling stages of dynamic cycles,
Figure 14. Accuracy then recovers to within ±2 °C during isothermal stages of the cycle, again consistent with previous work, [
11,
13].
Consistent with previous work [
11,
13], thermocouples on the specimen gauge section have shown to generate significant complications,
Figure 8. In this investigation thermocouples have shown to induce thermal hot spots, insulating the test piece surface beneath them as well as distorting thermography readings. In previous work thermocouples have also been shown to cause significant inaccuracies due to shadowing effects, [
11,
13]. Not only does the non-invasive thermography technique avoid such complications but could also provide additional benefits by locating any hot/cold spots and connecting them to sites of crack initiation or the onset of failure.
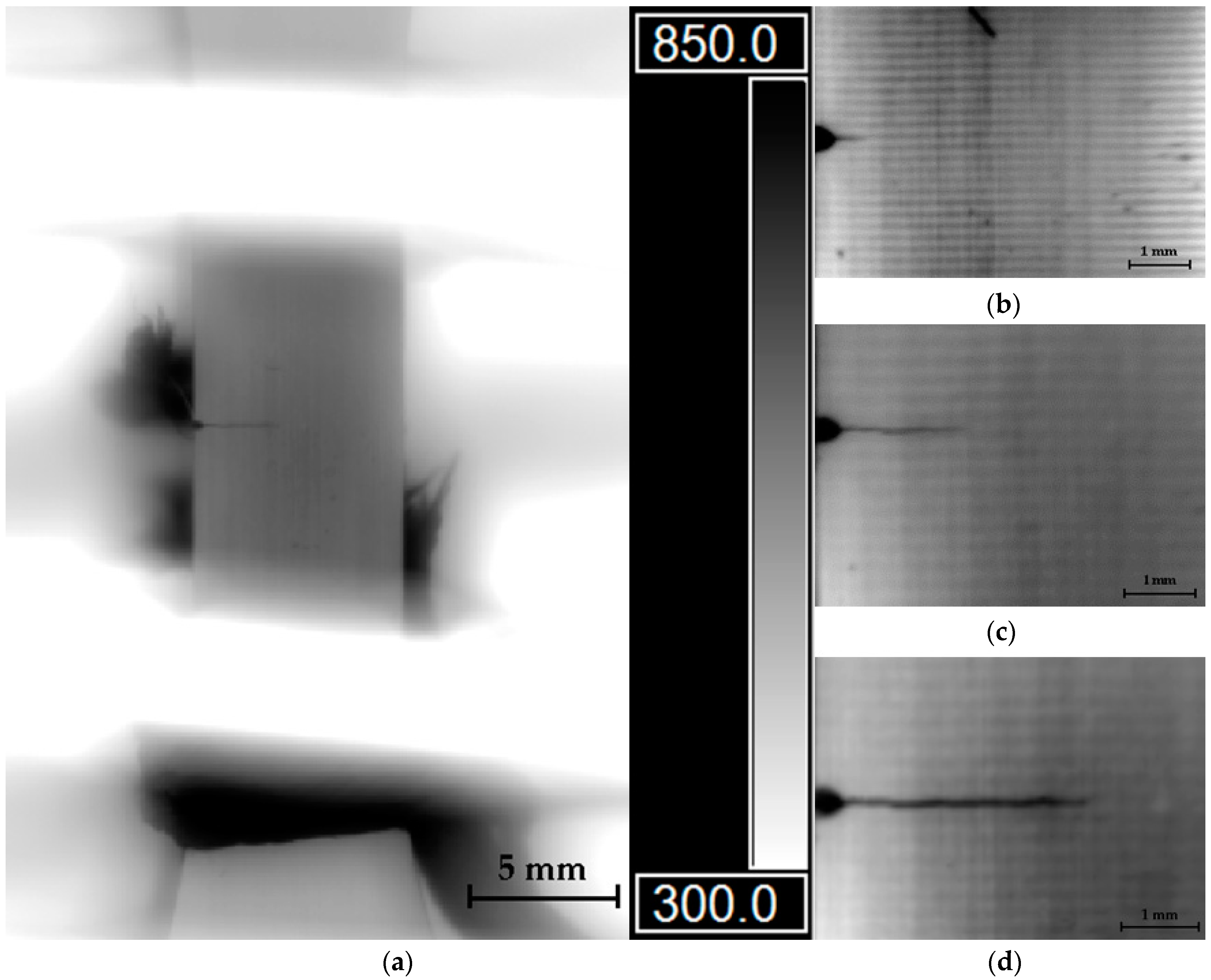
Historic optical methods to measure crack growth provide a simple approach to crack monitoring, however the sensitivity is significantly reduced in comparison to DCPD methods, and also may be restricted by the heating apparatus being utilised. Thermography has the potential to control test temperature as well as providing an accurate means of crack growth monitoring.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}