Effect of Droplet Impingement on the Weld Profile and Grain Morphology in the Welding of Aluminum Alloys

Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
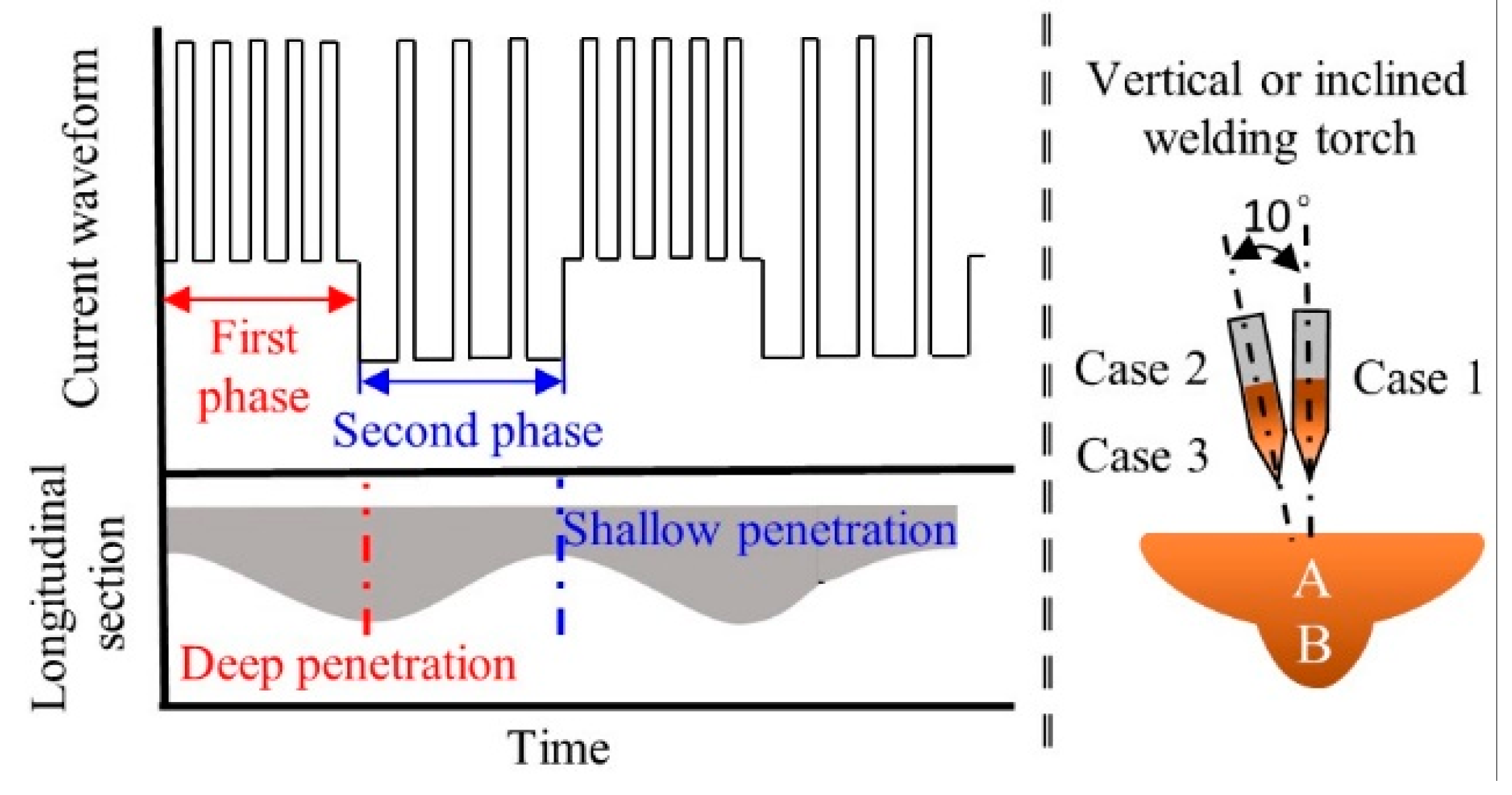
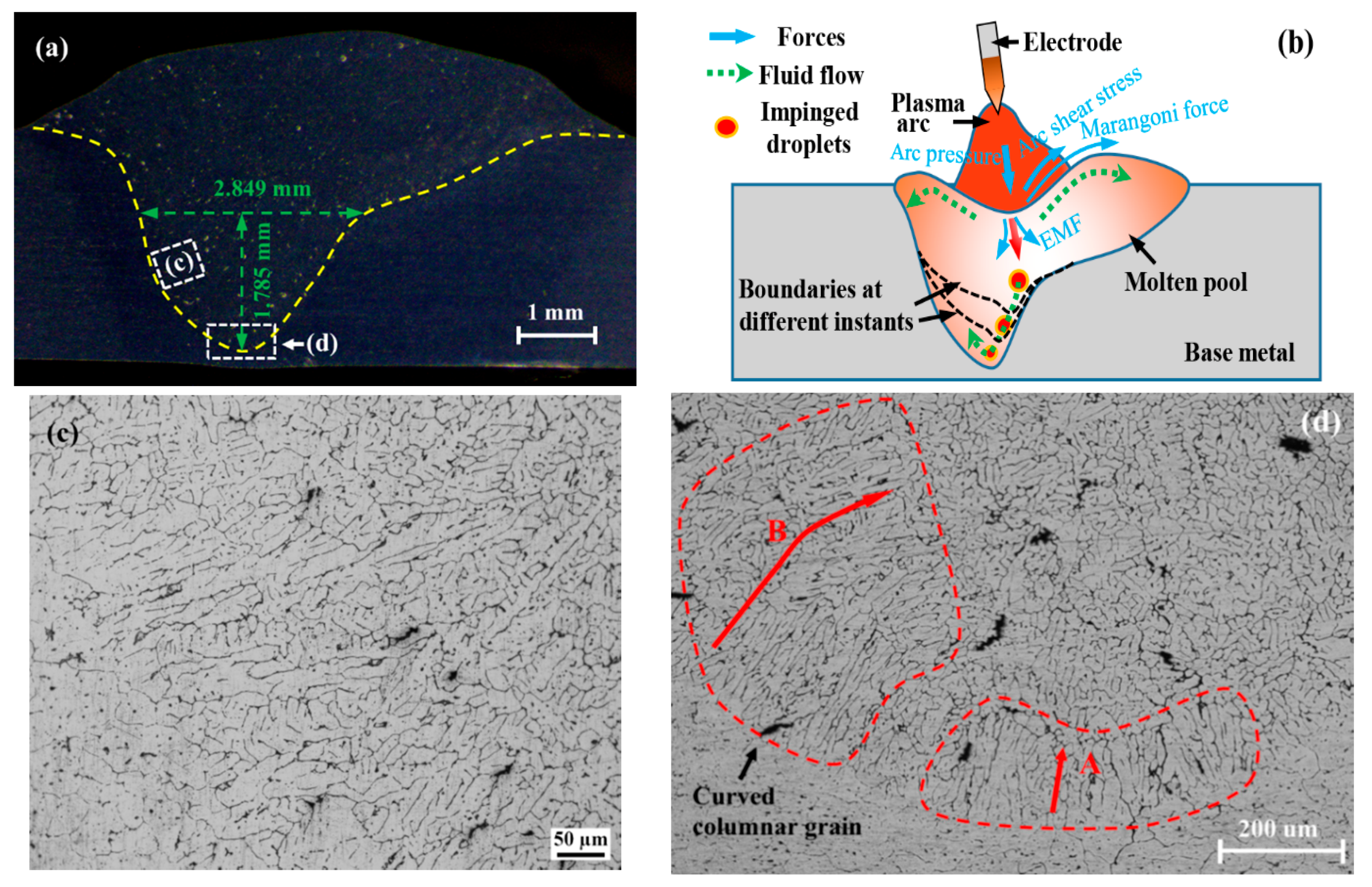
3.1. Welding Torch Perpendicular to the Base Metal
3.2. Welding Torch Inclined in the Transverse Section
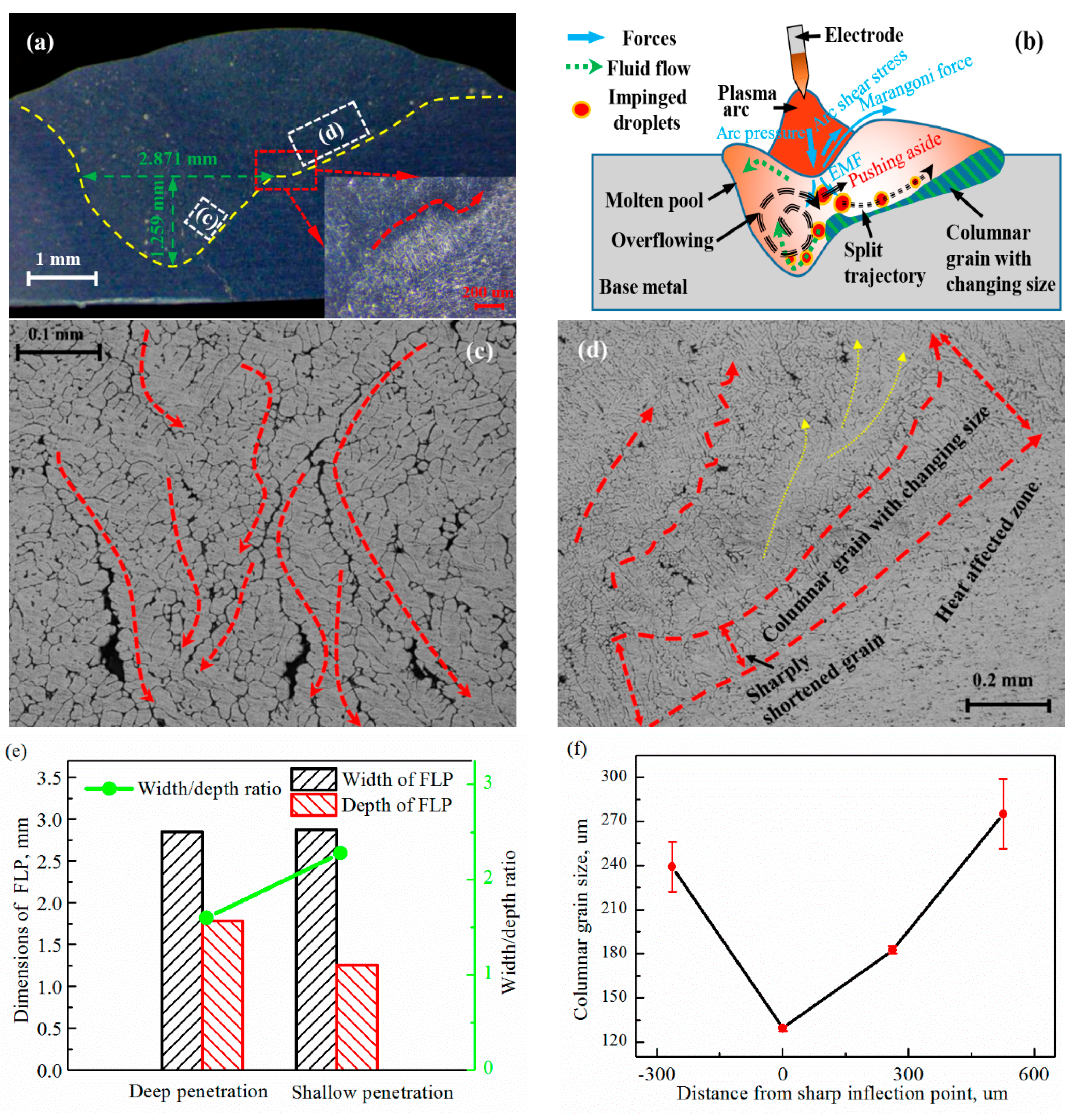
3.3. Shallow Penetration with an Inclined Torch
4. Conclusions
- The grains along the wall of the FLP region were more refined than those in the shallow region because of the more violent flow driven by droplet impingement running in a confined space created by the FLP. In summary, grain morphology is determined by the magnitude of contradiction between the room required by fluid flow and the space supplied by the weld pool.
- When the torch is inclined, the SIP disappears and the curved columnar grains emerge along the NIAS wall because of the gradually weakened impingement at that location. Then, when the penetration becomes shallow, the trajectory of droplet impingement is split into two branches under the combined effect of pushing aside and inducing flow which is driven by EMF.
- Grains along the wall of the upward branch undergo three stages due to the change in momentum and heat carried by droplets with increasing distance. However, grains before the IP survive to grow into a columnar morphology with a markedly larger size than in the neighboring region because the columnar grain region may not be impacted by droplets, due to the sensitivity of the impingement trajectory to the effect of pushing aside.
- Droplet impingement can refine grains directly through impact, as evidenced by the sharply shortened columnar grain at the impact point in case 3.
Author Contributions
Funding
Conflicts of Interest
References
- Bardel, D.; Fontaine, M.; Chaise, T.; Perez, M.; Nelias, D.; Bourlier, F.; Garnier, J. Integrated modelling of a 6061-T6 weld joint: From microstructure to mechanical properties. Acta Mater. 2016, 117, 81–90. [Google Scholar] [CrossRef]
- Ambriz, R.R.; Mesmacque, G.; Ruiz, A.; Amrouche, A.; López, V.H. Effect of the welding profile generated by the modified indirect electric arc technique on the fatigue behavior of 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2010, 527, 2057–2064. [Google Scholar] [CrossRef]
- Wang, L.L.; Wei, H.L.; Xue, J.X.; DebRoy, T. A pathway to microstructural refinement through double pulsed gas metal arc welding. Scr. Mater. 2017, 134, 61–65. [Google Scholar] [CrossRef]
- Rao, Z.H.; Zhou, J.; Liao, S.M.; Tsai, H.L. Three-dimensional modeling of transport phenomena and their effect on the formation of ripples in gas metal arc welding. J. Appl. Phys. 2010, 107, 054905. [Google Scholar] [CrossRef]
- Meng, X.; Qin, G.; Zou, Z. Sensitivity of driving forces on molten pool behavior and defect formation in high-speed gas tungsten arc welding. Int. J. Heat Mass Transf. 2017, 107, 1119–1128. [Google Scholar] [CrossRef]
- Hu, J.; Tsai, H.L. Heat and mass transfer in gas metal arc welding. Part II: The metal. Int. J. Heat Mass Transf. 2007, 50, 808–820. [Google Scholar] [CrossRef]
- Fan, H.G.; Kovacevic, R. A unified model of transport phenomena in gas metal arc welding including electrode, arc plasma and molten pool. J. Phys. D Appl. Phys. 2004, 37, 2531–2544. [Google Scholar] [CrossRef]
- Davies, M.H.; Wahab, M.; Painter, M.J. An Investigation of the Interaction of a Molten Droplet with a Liquid Weld Pool Surface: A Computational and Experimental Approach. Weld. J. 2000, 79, 18s–23s. [Google Scholar]
- Cao, Z.; Yang, Z.; Chen, X.L. Three-dimensional simulation of transient GMA weld pool with free surface. Weld. J. 2004, 83, 169s–176s. [Google Scholar]
- Wang, Y.; Tsai, H.L. Impingement of filler droplets and weld pool dynamics during gas metal arc welding process. Int. J. Heat Mass Transf. 2001, 44, 2067–2080. [Google Scholar] [CrossRef]
- Kim, C.H.; Zhang, W.; DebRoy, T. Modeling of temperature field and solidified surface profile during gas–metal arc fillet welding. J. Appl. Phys. 2003, 94, 2667–2679. [Google Scholar] [CrossRef]
- Cheon, J.; Kiran, D.V.; Na, S.J. CFD based visualization of the finger shaped evolution in the gas metal arc welding process. Int. J. Heat Mass Transf. 2016, 97, 1–14. [Google Scholar] [CrossRef]
- Yuan, T.; Kou, S.; Luo, Z. Grain refining by ultrasonic stirring of the weld pool. Acta Mater. 2016, 106, 144–154. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Sun, Q.; Liu, J.; Wang, B.; Feng, J. Effect of pulsed ultrasonic on arc acoustic binding in pulsed ultrasonic wave-assisted pulsed gas tungsten arc welding. Sci. Technol. Weld. Join. 2016, 22, 465–471. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Y.; Bi, J.; Luo, Z. Impact of electromagnetic stirring upon weld quality of Al/Ti dissimilar materials resistance spot welding. Mater. Des. 2015, 83, 577–586. [Google Scholar] [CrossRef]
- Yuan, T.; Luo, Z.; Kou, S. Mechanism of grain refining in AZ91 Mg welds by arc oscillation. Sci. Technol. Weld. Join. 2016, 22, 97–103. [Google Scholar] [CrossRef]
- Kumar, R.; Dilthey, U.; Dwivedi, D.K.; Ghosh, P.K. Thin sheet welding of Al 6082 alloy by AC pulse-GMA and AC wave pulse-GMA welding. Mater. Des. 2009, 30, 306–313. [Google Scholar] [CrossRef]
- Wei, H.L.; Elmer, J.W.; DebRoy, T. Origin of grain orientation during solidification of an aluminum alloy. Acta Mater. 2016, 115, 123–131. [Google Scholar] [CrossRef] [Green Version]
- Fan, H.G.; Kovacevic, R. Droplet Formation, Detachment, and Impingement on the Molten Pool in Gas Metal Arc Welding. Metall. Mater. Trans. B 1999, 30, 791–801. [Google Scholar] [CrossRef]
- Tanaka, M.; Terasaki, H.; Ushio, M.; Lowke, J.J. A unified numerical modeling of stationary tungsten-inert-gas welding process. Metall. Mater. Trans. A 2002, 33, 2043–2052. [Google Scholar] [CrossRef]
- Wang, L.L.; Lu, F.G.; Cui, H.C.; Tang, X.H. Investigation of molten pool oscillation during GMAW-P process based on a 3D model. J. Phys. D Appl. Phys. 2014, 47, 465204. [Google Scholar] [CrossRef]
- Cai, X.Y.; Lin, S.B.; Fan, C.L.; Yang, C.L.; Zhang, W.; Wang, Y.W. Molten pool behaviour and weld forming mechanism of tandem narrow gap vertical GMAW. Sci. Technol. Weld. Join. 2016, 21, 124–130. [Google Scholar] [CrossRef]
- Guo, H.; Hu, J.; Tsai, H.L. Formation of weld crater in GMAW of aluminum alloys. Int. J. Heat Mass Transf. 2009, 52, 5533–5546. [Google Scholar] [CrossRef]
- Cho, D.W.; Song, W.H.; Cho, M.H.; Na, S.J. Analysis of submerged arc welding process by three-dimensional computational fluid dynamics simulations. J. Mater. Process. Technol. 2013, 213, 2278–2291. [Google Scholar] [CrossRef]
- Cho, D.W.; Na, S.J. Molten pool behaviors for second pass V-groove GMAW. Int. J. Heat Mass Transf. 2015, 88, 945–956. [Google Scholar] [CrossRef]
- Liu, J.W.; Rao, Z.H.; Liao, S.M.; Tsai, H.L. Numerical investigation of weld pool behaviors and ripple formation for a moving GTA welding under pulsed currents. Int. J. Heat Mass Transf. 2015, 91, 990–1000. [Google Scholar] [CrossRef]
- Wang, L.; Wu, C.S.; Gao, J.Q. Suppression of humping bead in high speed GMAW with external magnetic field. Sci. Technol. Weld. Join. 2016, 21, 131–139. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mg | Si | Fe | Cu | Mn | Cr | Al |
|---|---|---|---|---|---|---|---|
| AA6061 | 1.02 | 0.75 | 0.45 | 0.25 | 0.06 | 0.05 | Bal. |
| ER4043 | 0.05 | 5.60 | 0.80 | 0.30 | 0.05 | – | Bal. |
| Process Parameters | Value |
|---|---|
| Mean voltage (V) | 21.7 |
| Mean current (A) | 96 |
| Wire diameter (mm) | 1.2 |
| Welding speed (mm/s) | 59 |
| Wire feeding rate (mm/s) | 2.8 |
| First phase current (A) | 114 |
| Second phase current (A) | 78 |
| First phase time (ms) | 180 |
| Second phase time (ms) | 180 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Xue, J.; Jin, L.; Wu, W. Effect of Droplet Impingement on the Weld Profile and Grain Morphology in the Welding of Aluminum Alloys. Appl. Sci. 2018, 8, 1203. https://doi.org/10.3390/app8071203
Zhang Z, Xue J, Jin L, Wu W. Effect of Droplet Impingement on the Weld Profile and Grain Morphology in the Welding of Aluminum Alloys. Applied Sciences. 2018; 8(7):1203. https://doi.org/10.3390/app8071203
Chicago/Turabian StyleZhang, Zhanhui, Jiaxiang Xue, Li Jin, and Wei Wu. 2018. "Effect of Droplet Impingement on the Weld Profile and Grain Morphology in the Welding of Aluminum Alloys" Applied Sciences 8, no. 7: 1203. https://doi.org/10.3390/app8071203
APA StyleZhang, Z., Xue, J., Jin, L., & Wu, W. (2018). Effect of Droplet Impingement on the Weld Profile and Grain Morphology in the Welding of Aluminum Alloys. Applied Sciences, 8(7), 1203. https://doi.org/10.3390/app8071203