The Effect of Compactness on Laser Cutting of Cathode for Lithium-Ion Batteries Using Continuous Fiber Laser



Abstract
:1. Introduction
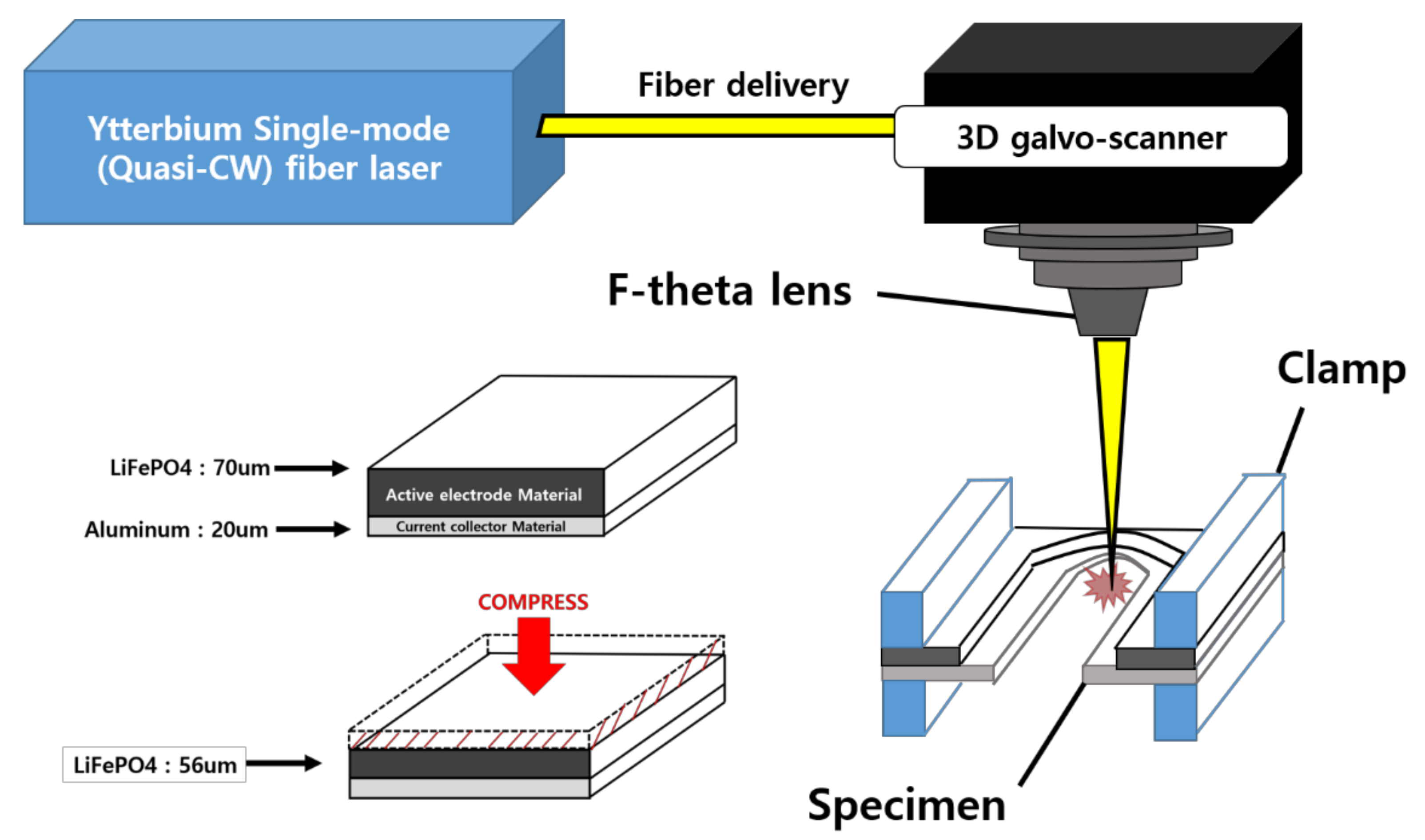
2. Material, Experiment, and Measurement
3. Results and Discussion
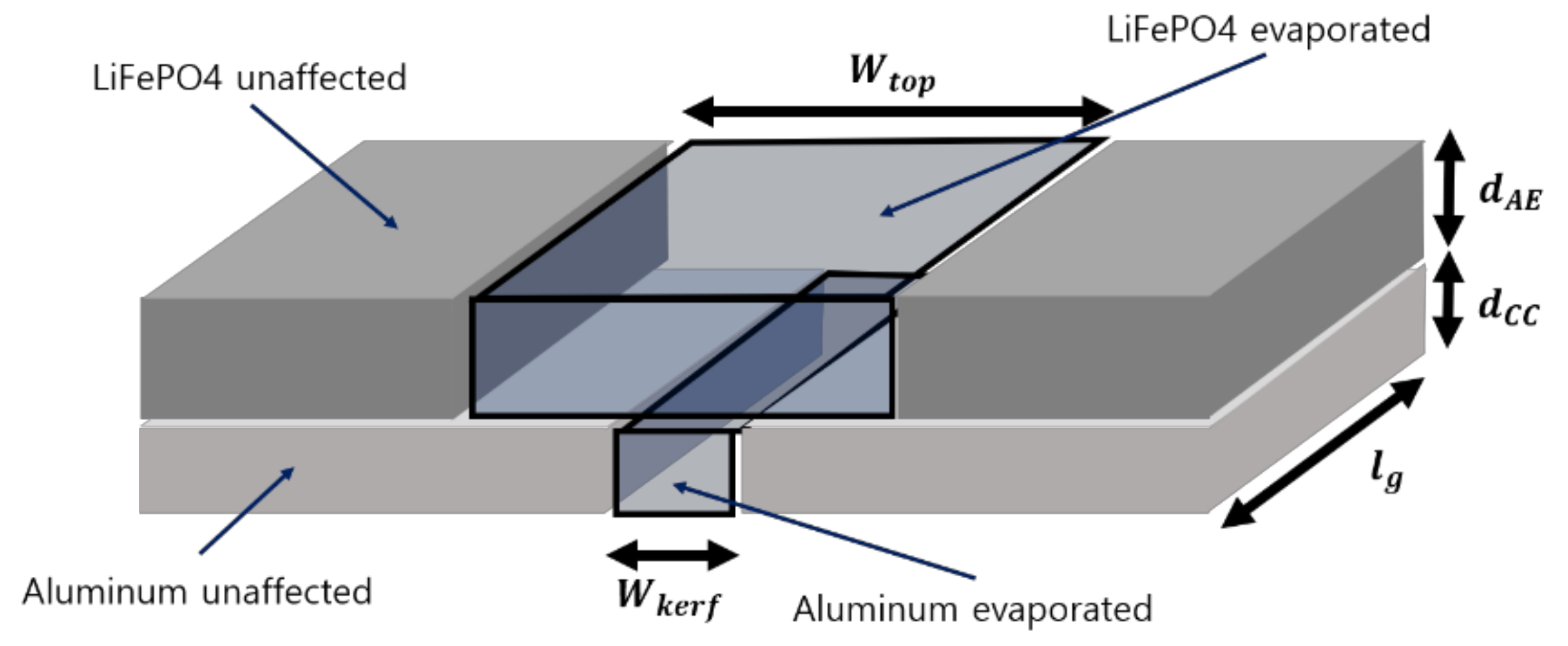
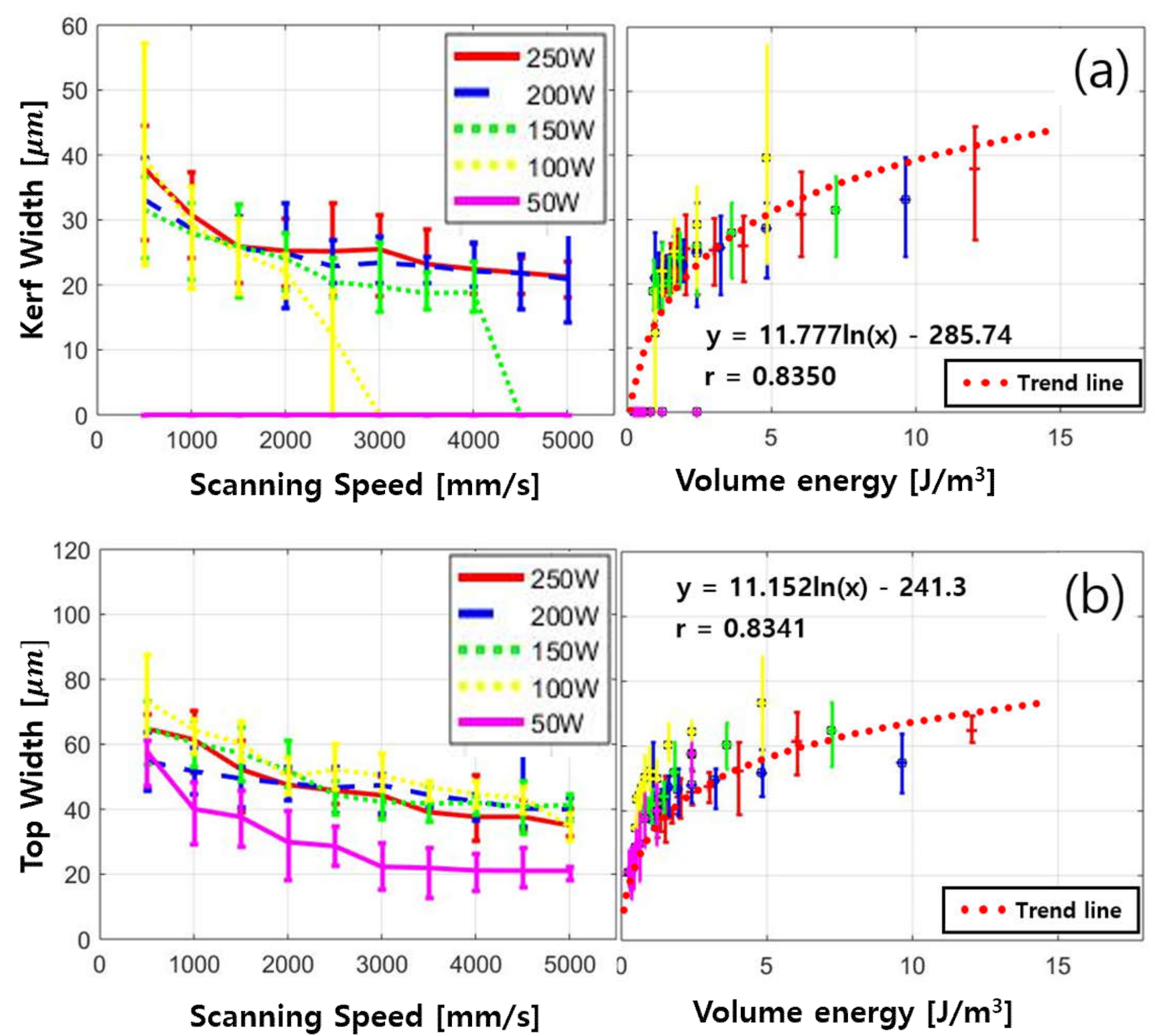
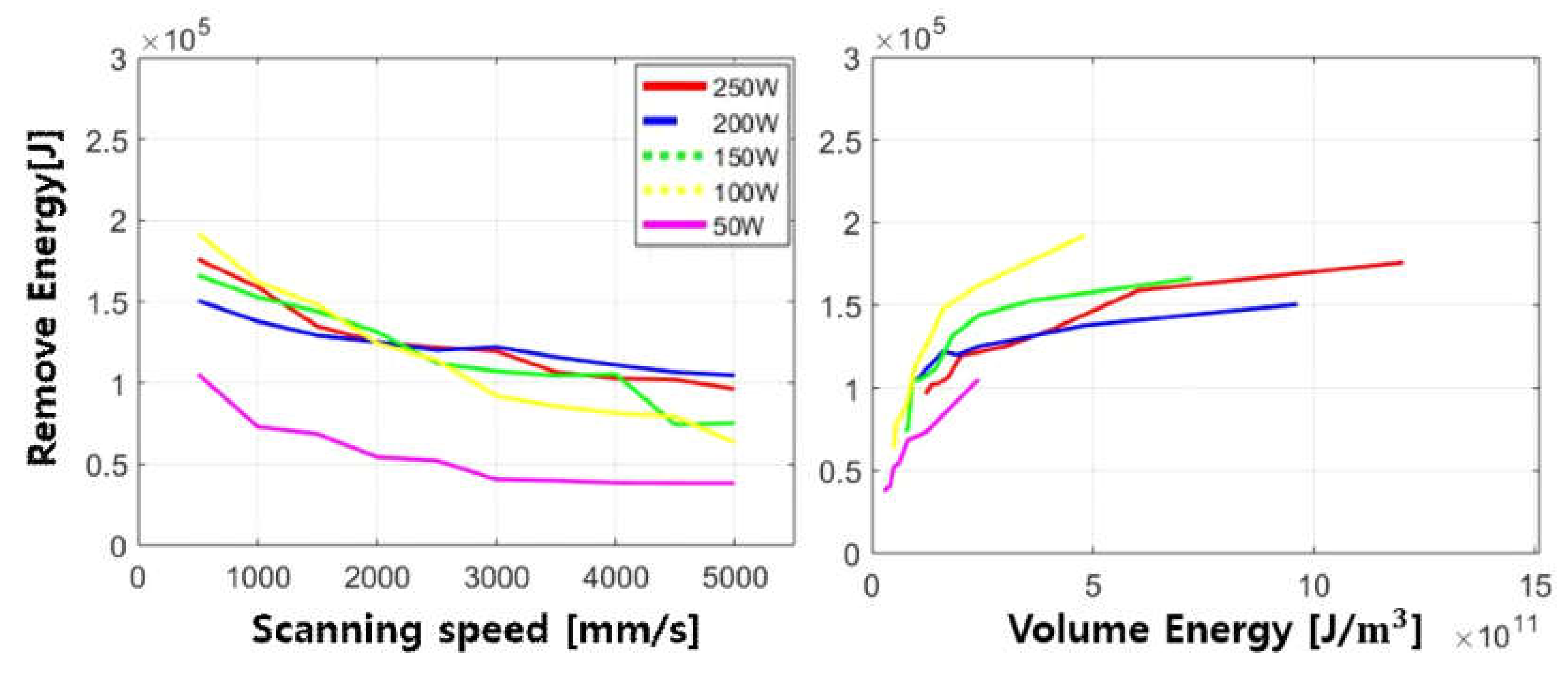
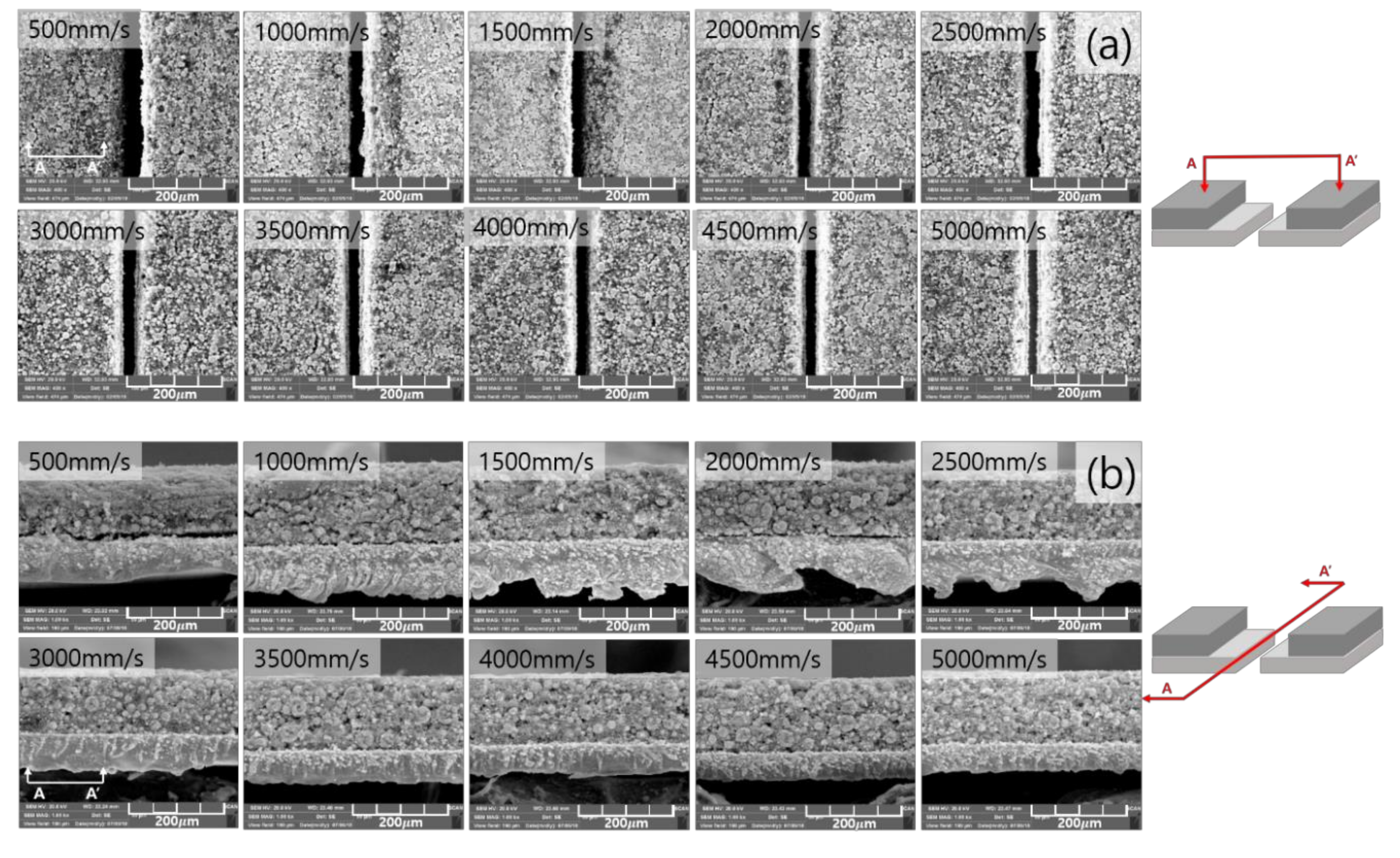
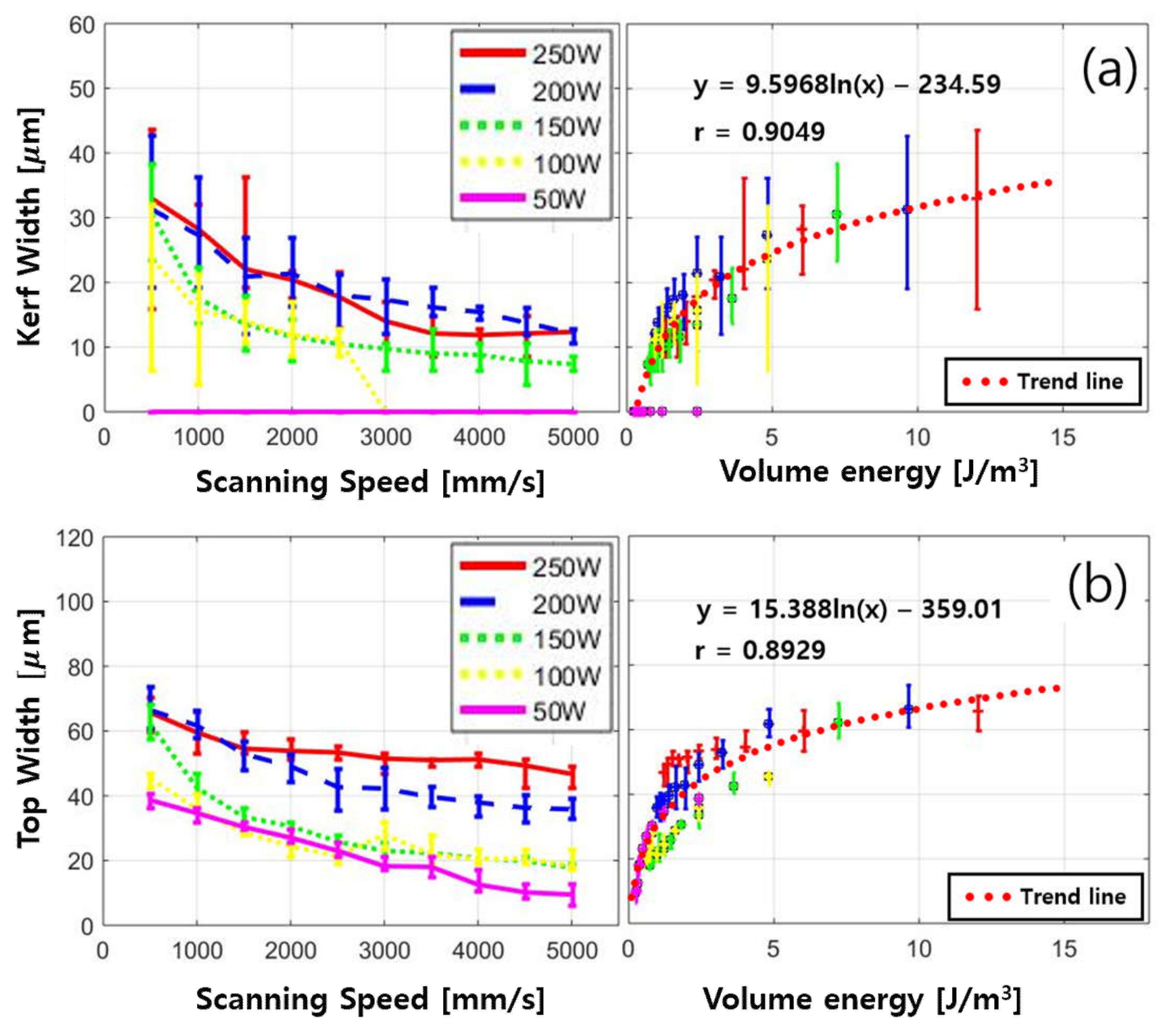
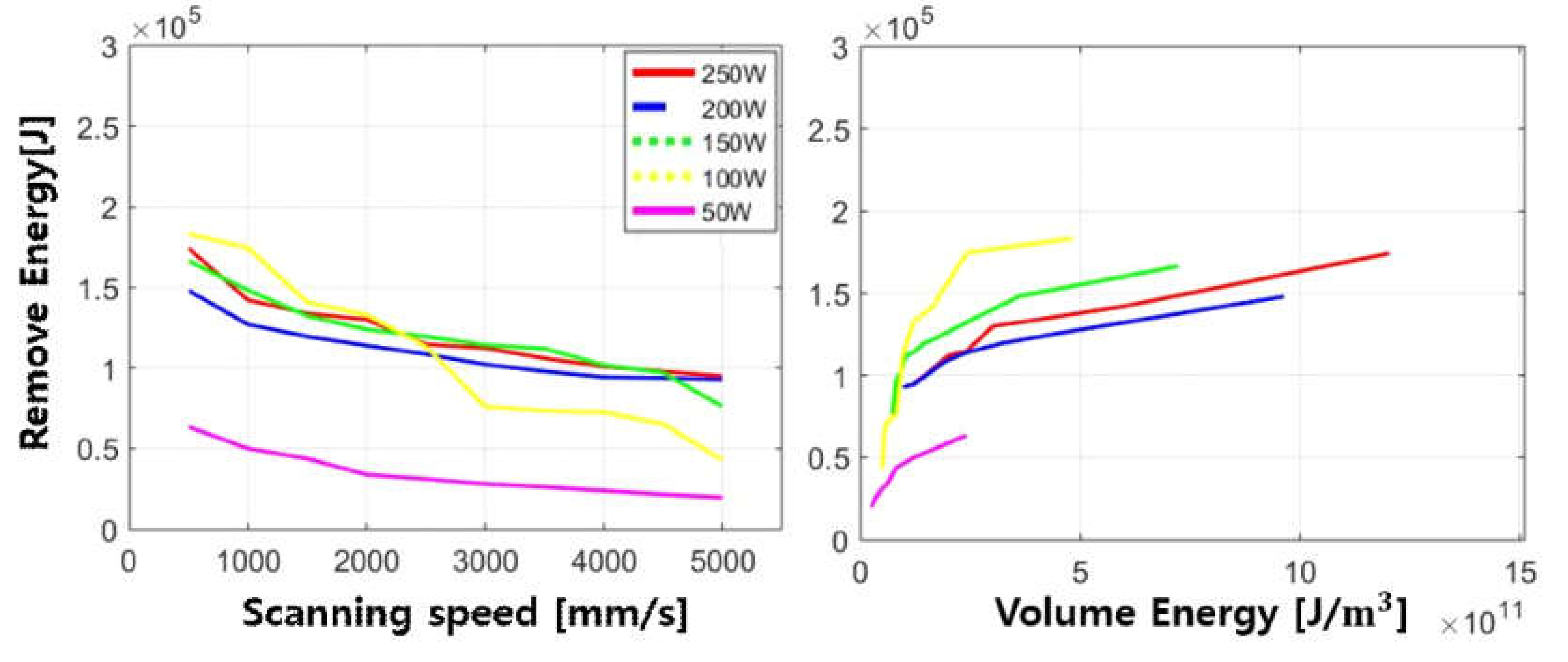
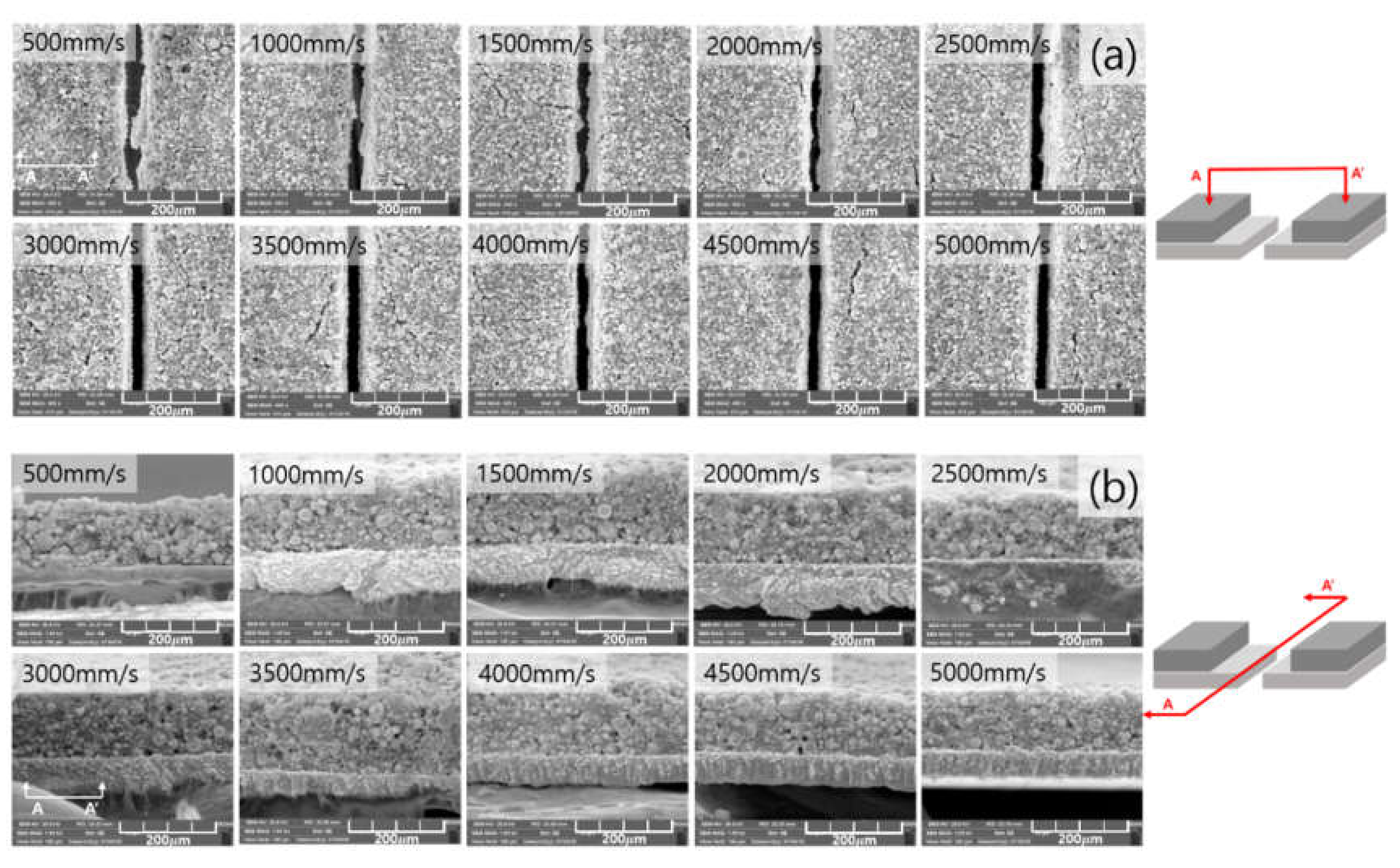
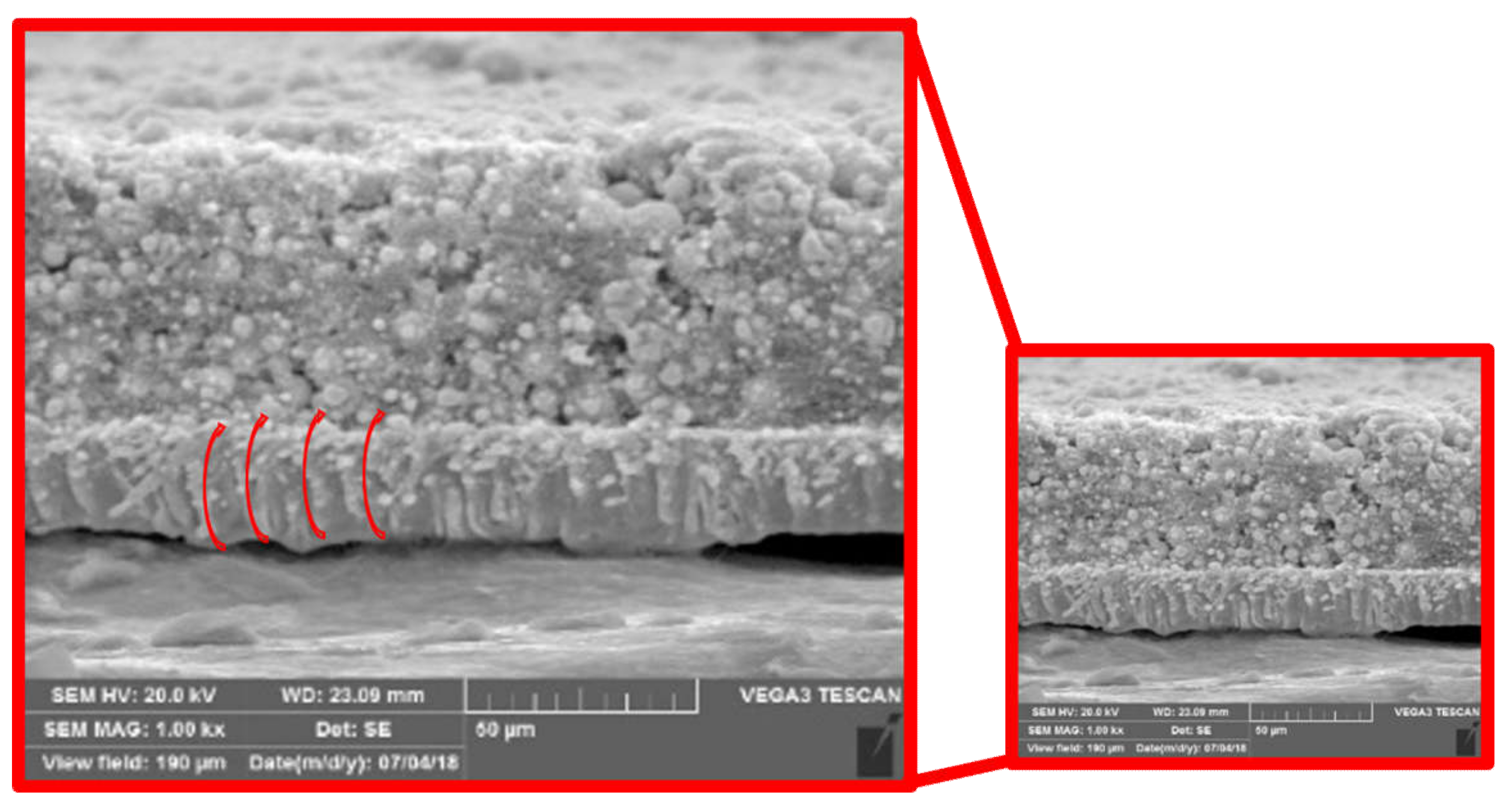
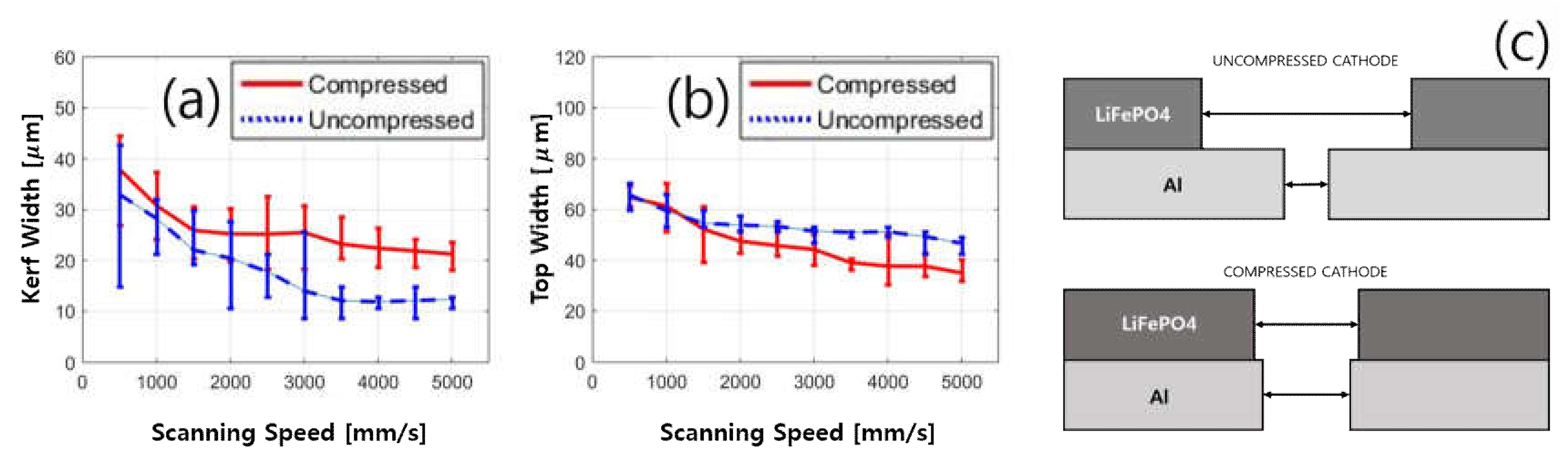
3.1. Width, Removal Energy, and Cut Surface of the Compressed Cathode
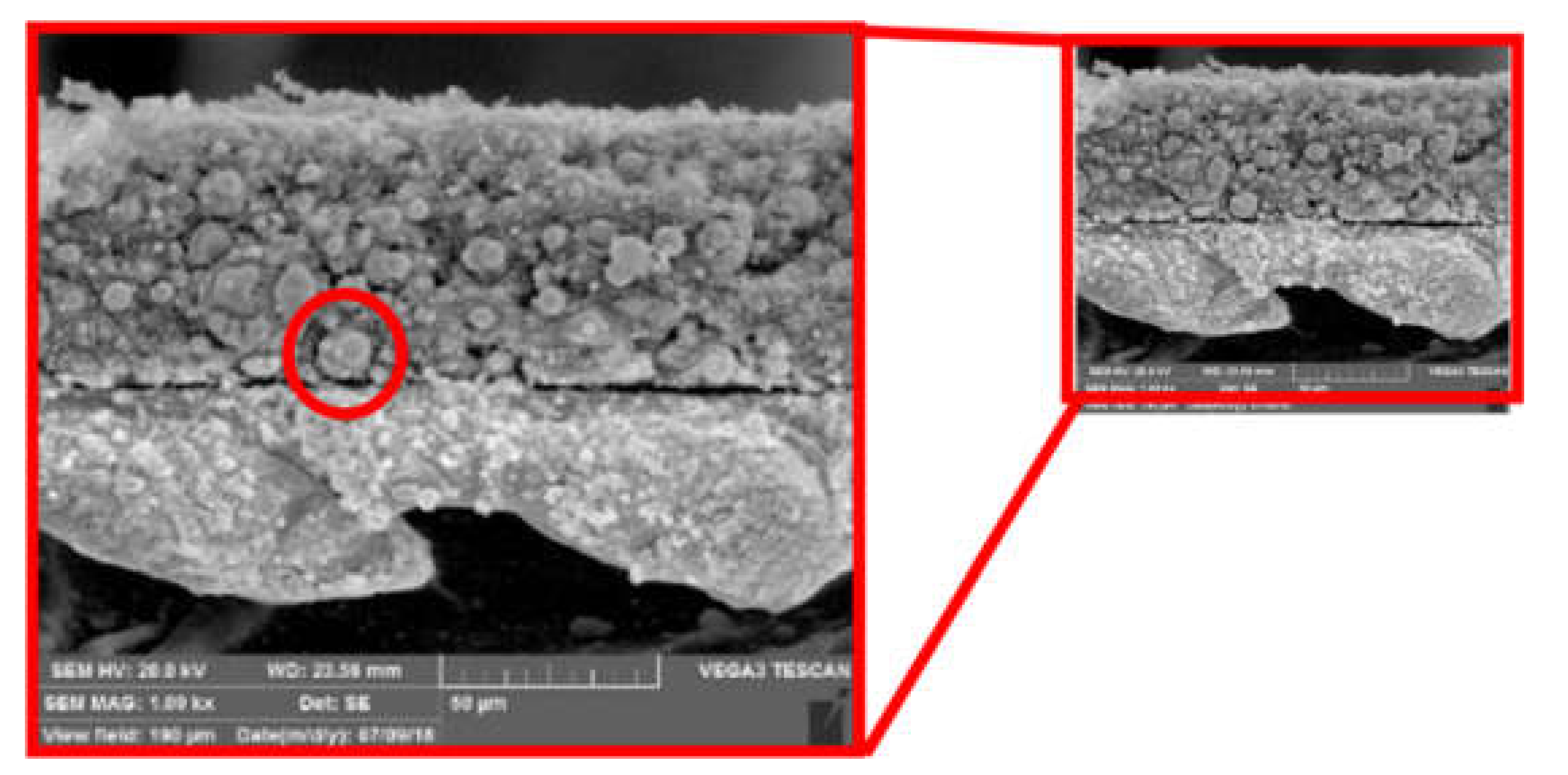
3.2. Width, Removal Energy, and Cut Surface of the Uncompressed Cathode
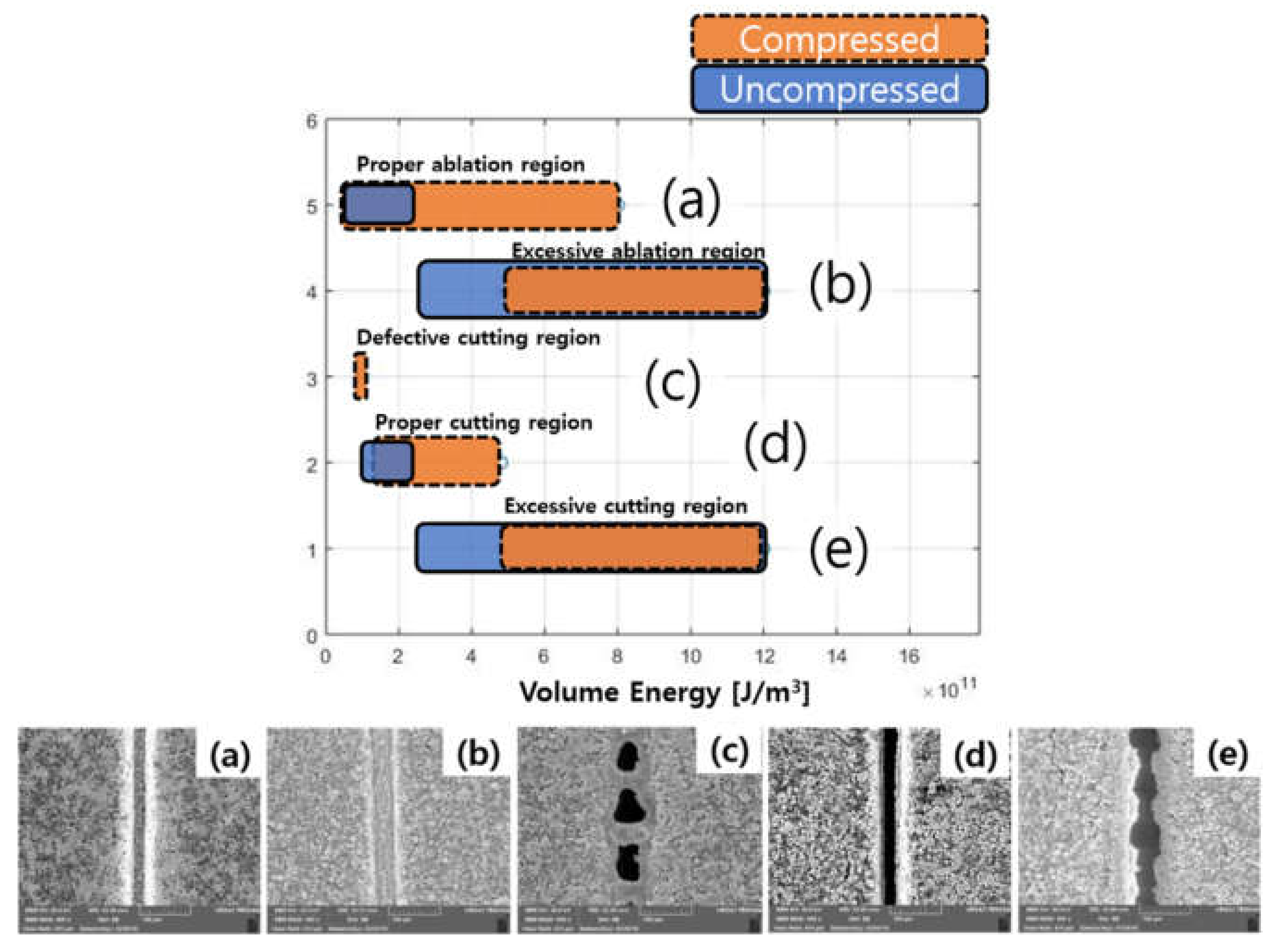
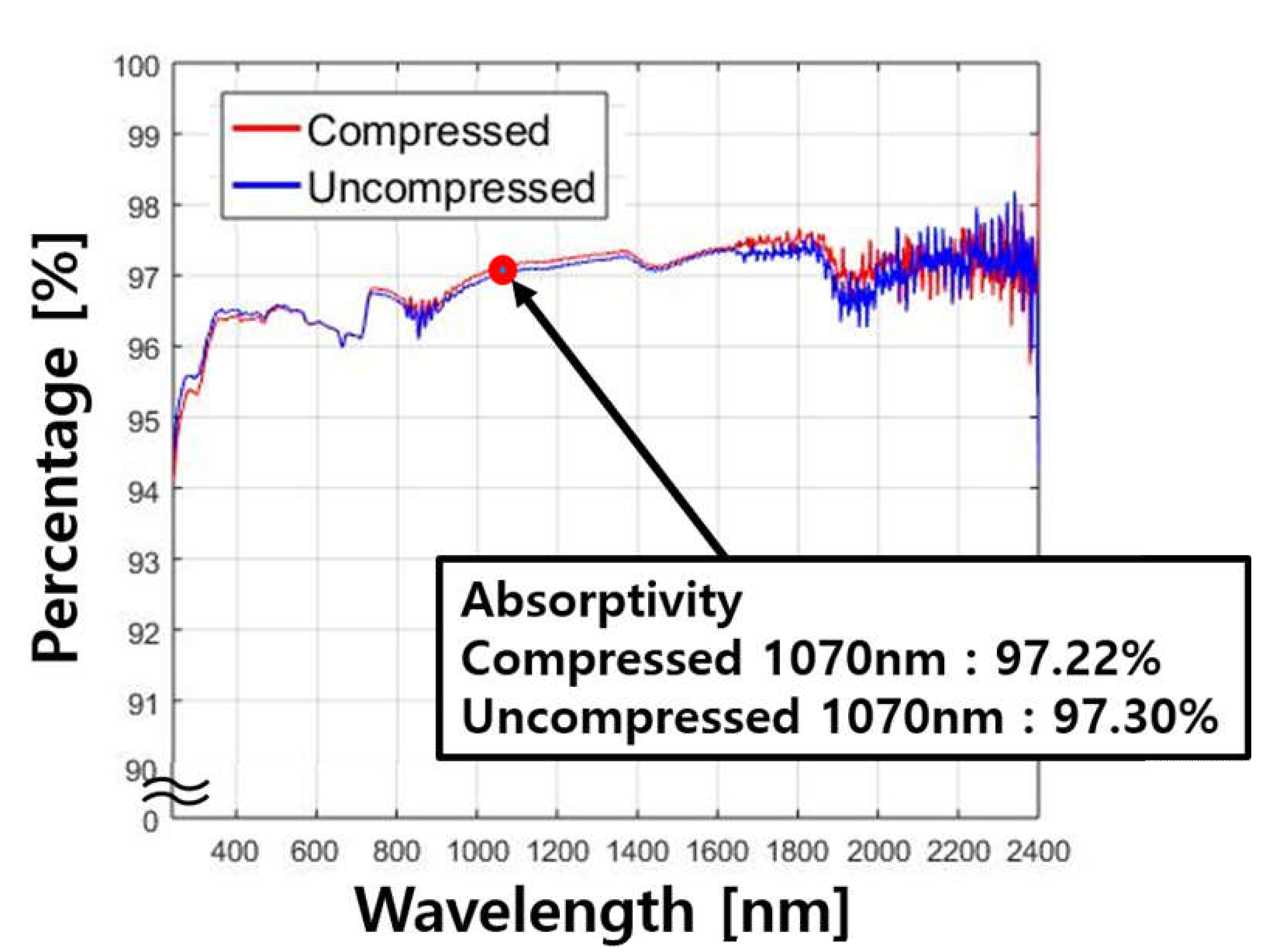
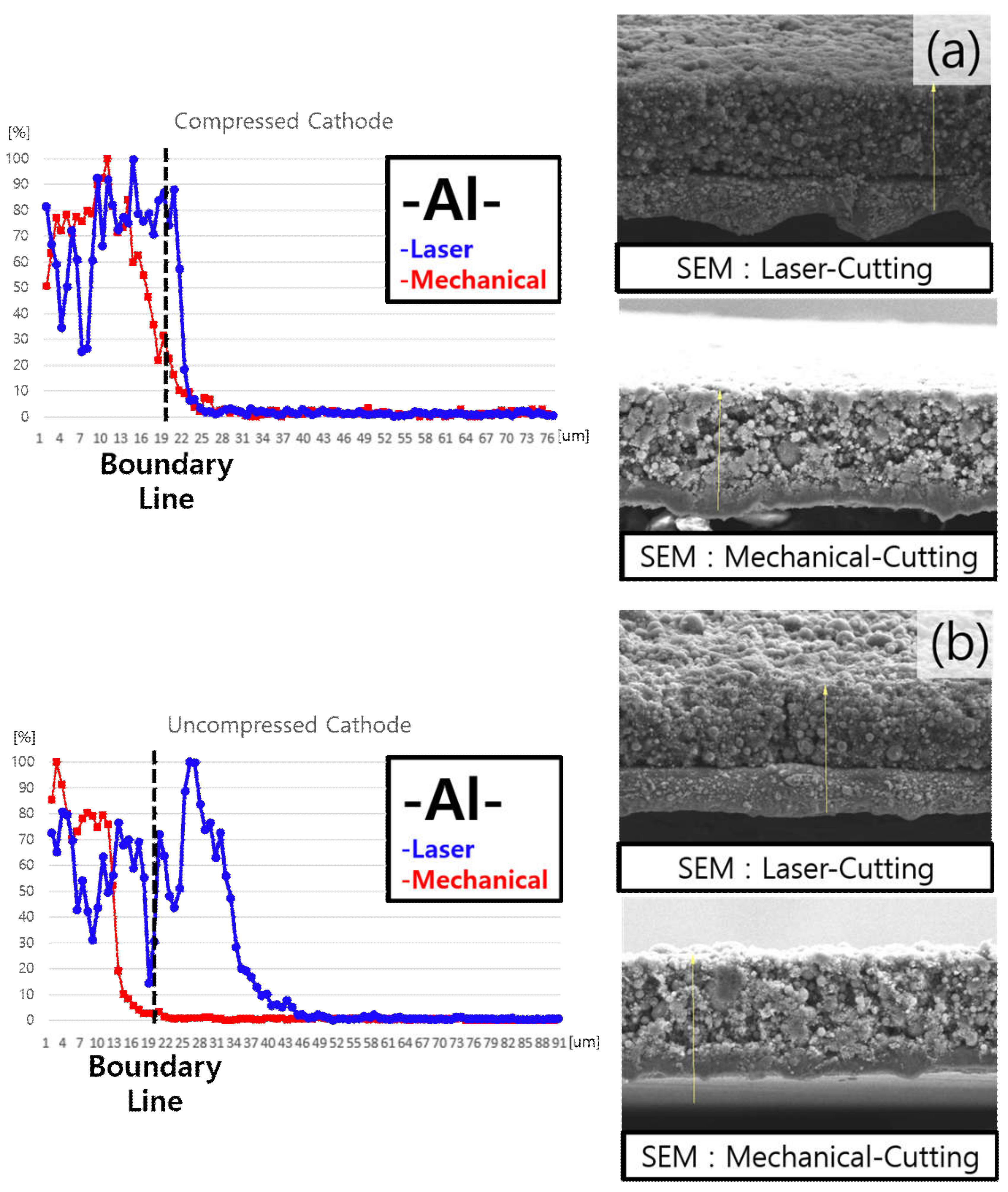
3.3. Comparison of Compressed and Uncompressed Cathode: Cutting Configuration, Cutting Region, Absorption Rate, Composition Change
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Giuli, G.; Eisenmann, T.; Bresser, D.; Trapananti, A.; Asenbauer, J.; Mueller, F.; Passerini, S. Structural and Electrochemical Characterization of Zn1−xFexO—Effect of Aliovalent Doping on the Li+ Storage Mechanism. Materials 2018, 11, 49. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Zhang, X.; Zhang, Y.; Li, M.; Qin, C.; Bakenov, Z. Chemical Dealloying Synthesis of CuS Nanowire-on-Nanoplate Network as Anode Materials for Li-Ion Batteries. Metals 2018, 8, 252. [Google Scholar] [CrossRef]
- Yuan, G.; Xiang, J.; Jin, H.; Wu, L.; Jin, Y.; Zhao, Y. Anchoring ZnO Nanoparticles in Nitrogen-Doped Graphene Sheets as a High-Performance Anode Material for Lithium-Ion Batteries. Materials 2018, 11, 96. [Google Scholar] [CrossRef] [PubMed]
- Suk, J.; Lee, Y.H.; Kim, D.Y.; Kim, D.W.; Cho, S.Y.; Kim, J.M.; Kang, Y. Semi-interpenetrating solid polymer electrolyte based on thiol-ene cross-linker for all-solid-state lithium batteries. J. Power Sources 2016, 334, 154–161. [Google Scholar] [CrossRef]
- Ding, Y.-L.; Wen, Y.; Wu, C.; van Aken, P.A.; Maier, J.; Yu, Y. 3D V6O13 Nanotextiles Assembled from Interconnected Nanogrooves as Cathode Materials for High-Energy Lithium Ion Batteries. Nano Lett. 2015, 15, 1388–1394. [Google Scholar] [CrossRef] [PubMed]
- Nitta, N.; Wu, F.; Lee, J.T.; Yushin, G. Li-ion battery materials: Present and future. Mater. Today 2015, 18, 252–264. [Google Scholar] [CrossRef]
- Suk, J.; Kim, D.Y.; Kim, D.W.; Kang, Y. Electrodeposited 3D porous silicon/copper films with excellent stability and high rate performance for lithium-ion batteries. J. Mater. Chem. A 2014, 2, 2478–2481. [Google Scholar] [CrossRef]
- Chen, J. Recent Progress in Advanced Materials for Lithium Ion Batteries. Materials 2013, 6, 156–183. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ogihara, T.; Kodera, T. Synthesis of Li2Ti3O7 Anode Materials by Ultrasonic Spray Pyrolysis and Their Electrochemical Properties. Materials 2013, 6, 2285–2294. [Google Scholar] [CrossRef] [PubMed]
- Jo, M.; Yoo, H.; Jung, Y.S.; Cho, J. Carbon-coated nanoclustered LiMn0.71Fe0.29PO4 cathode for lithium-ion batteries. J. Power Sources 2012, 216, 162–168. [Google Scholar] [CrossRef]
- Lee, D.; Mazumder, J. Dataset demonstrating effects of momentum transfer on sizing of current collector for lithium-ion batteries during laser cutting. Data Brief 2018, 17, 6–14. [Google Scholar] [CrossRef] [PubMed]
- Lee, D.; Mazumder, J. Effects of momentum transfer on sizing of current collectors for lithium-ion batteries during laser cutting. Opt. Laser Technol. 2018, 99, 315–325. [Google Scholar] [CrossRef]
- Lee, D. Investigation of Physical Phenomena and Cutting Efficiency for Laser Cutting on Anode for Li-Ion Batteries. Appl. Sci. 2018, 8, 266. [Google Scholar] [CrossRef]
- Lee, D.; Ahn, S. Investigation of Laser Cutting Width of LiCoO2 Coated Aluminum for Lithium-Ion Batteries. Appl. Sci. 2017, 7, 914. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. Parameter optimization for high speed remote laser cutting of electrodes for lithium-ion batteries. J. Laser Appl. 2016, 28, 022006. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. Three dimensional simulation of high speed remote laser cutting of cathode for lithium-ion batteries. J. Laser Appl. 2016, 28, 032010. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. High speed remote laser cutting of electrodes for lithium-ion batteries: Anode. J. Power Sources 2013, 240, 368–380. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. Computational and experimental studies of laser cutting of the current collectors for lithium-ion batteries. J. Power Sources 2012, 210, 327–338. [Google Scholar] [CrossRef]
- Kronthaler, M.R.; Schloegl, F.; Kurfer, J.; Wiedenmann, R.; Zaeh, M.F.; Reinhart, G. Laser Cutting in the Production of Lithium Ion Cells. Phys. Procedia 2012, 39, 213–224. [Google Scholar] [CrossRef] [Green Version]
- Lee, D.; Seo, Y.; Pyo, S. Effect of Laser Speed on Cutting Characteristics of Cement-Based Materials. Materials 2018, 11, 1055. [Google Scholar] [CrossRef]
- Lee, D. Experimental Investigation of Laser Ablation Characteristics on Nickel-Coated Beryllium Copper. Metals 2018, 8, 211. [Google Scholar] [CrossRef]
- Lee, D.; Pyo, S. Experimental Investigation of Multi-mode Fiber Laser Cutting of Cement Mortar. Materials 2018, 11, 278. [Google Scholar] [CrossRef] [PubMed]
- Lee, D. Investigation of Laser Ablation on Acrylonitrile Butadiene Styrene Plastic Used for 3D Printing. J. KWJS 2018, 36, 50–56. [Google Scholar]
- Lee, D. Picosecond IR Pulsed Laser Drilling of Copper-Coated Glass/Epoxy Composite. IEEE Trans. Compon. Packag. Manuf. Technol. 2017, 7, 2066–2072. [Google Scholar] [CrossRef]
- Lee, D.; Cho, J.; Kim, C.H.; Lee, S.H. Application of laser spot cutting on spring contact probe for semiconductor package inspection. Opt. Laser Technol. 2017, 97, 90–96. [Google Scholar] [CrossRef]
- Lee, D. Experimental Investigation of Laser Spot Welding of Ni and Au-Sn-Ni Alloy. J. Weld. Join. 2017, 35, 1–5. [Google Scholar] [CrossRef]
- Lee, D.; Mazumder, J. Effects of laser beam spatial distribution on laser-material interaction. J. Laser Appl. 2016, 28, 032003. [Google Scholar] [CrossRef]
- Lee, D. Modeling of High Speed Remote Laser Cutting for Lithium-Ion Batteries; Scholar’s Press: Riga, Latvia, 2016. [Google Scholar]
- Lee, D.; Bae, K.M.; Suk, J. Experimental Study of Laser Cutting on Uncompressed 40 μm-thick Anode for Lithium-Ion Batteries. Opt. Laser Technol. 2018. under review. [Google Scholar]
- Lutey, A.H.A.; Fortunato, A.; Carmignato, S.; Fiorini, M. High speed pulsed laser cutting of LiCoO2 Li-ion battery electrodes. Opt. Laser Technol. 2017, 94, 90–96. [Google Scholar] [CrossRef]
- Spena, P.R. CO2 Laser Cutting of Hot Stamping Boron Steel Sheets. Metals 2017, 7, 456. [Google Scholar] [CrossRef]
- Rodrigues, G.C.; Duflou, J.R. Into polarization control in laser cutting with direct diode lasers. J. Laser Appl. 2016, 28, 022207. [Google Scholar] [CrossRef]
- Daniel, C.; Ostendorf, S.; Hallmann, S.; Emmelmann, C. Picosecond laser processing of polycrystalline cubic boron nitride—A method to examine the ablation behavior of a high cubic boron nitride content grade material. J. Laser Appl. 2016, 28, 012001. [Google Scholar] [CrossRef]
- Demir, A.G.; Previtali, B. Dross-free submerged laser cutting of AZ31 Mg alloy for biodegradable stents. J. Laser Appl. 2016, 28, 032001. [Google Scholar] [CrossRef]
- Herzog, D.; Schmidt-Lehr, M.; Oberlander, M.; Canisius, M.; Radek, M.; Emmelmann, C. Laser cutting of carbon fibre reinforced plastics of high thickness. Mater. Des. 2016, 92, 742–749. [Google Scholar] [CrossRef]
- Hilton, P.A.; Lloyd, D.; Tyrer, J.R. Use of a diffractive optic for high power laser cutting. J. Laser Appl. 2016, 28, 012014. [Google Scholar] [CrossRef] [Green Version]
- Ghavidel, A.K.; Navidfar, A.; Shabgard, M.; Azdast, T. Role of CO2 laser cutting conditions on anisotropic properties of nanocomposite contain carbon nanotubes. J. Laser Appl. 2016, 28, 032006. [Google Scholar] [CrossRef]
- Kim, D.-H.; Lee, C.-M. A study on the laser-assisted ball-end milling of difficult-to-cut materials using a new back-and-forth preheating method. Int. J. Adv. Manuf. Technol. 2016, 85, 1825–1834. [Google Scholar] [CrossRef]
- Lutey, A.H.A.; Fortunato, A.; Ascari, A.; Carmignato, S.; Leone, C. Laser cutting of lithium iron phosphate battery electrodes: Characterization of process efficiency and quality. Opt. Laser Technol. 2015, 65, 164–174. [Google Scholar] [CrossRef]
- Luetke, M.; Franke, V.; Techel, A.; Himmer, T.; Klotzbach, U.; Wetzig, A.; Beyer, E. A Comparative Study on Cutting Electrodes for Batteries with Lasers. Phys. Procedia 2011, 12 Pt 2, 286–291. [Google Scholar] [CrossRef] [Green Version]
- Reincke, T.; Kreling, S.; Dilger, K. The influences of pulse overlap on cut quality during fiber laser cutting of electrodes for Lithium-ion batteries. In Proceedings of the Lasers in Manufacturing Conference, Berlin, Germany, 22–25 June 2015; pp. 22–25. [Google Scholar]
- Jansen, T.; Blass, D.; Hartwig, S.; Dilger, K. Processing of Advanced Battery Materials—Laser Cutting of Pure Lithium Metal Foils. Batteries 2018, 4, 37. [Google Scholar] [CrossRef]
- Hirokazu, M.; Kazuomi, Y.; Kiyoshi, K. Fabrication of 3D patterned electrodes for micro lithium-ion batteries. IOP Conf. Ser. 2011, 18, 122007. [Google Scholar] [Green Version]
- Choi, S.; Lee, J.-I.; Park, S. Patterning of electrodes for mechanically robust and bendable lithium-ion batteries. J. Mater. Chem. 2012, 22, 22366–22369. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| # | Power (W) | Speed (mm/s) | Volume Energy (J/m3) |
|---|---|---|---|
| 50, 100, 150, 200, 250 | 500, 1000, 1500, 2000, 2500, 3000, 3500, 4000, 4500, 5000 | 4.348 × 105~2.174 × 107 |
| Category | Cathode Information |
|---|---|
| Structure | One-side sandwich |
| Active electrode Material | LiFePO4 |
| Active electrode Thickness (Uncompressed) | 70 [m] |
| Active electrode Thickness (Compressed) | 70 [m] → 56 [m] |
| Binder | Polyvinylidene fluoride |
| Conducting agent | SuperC65 |
| Solution | N-Menthy-2pyrrolidone |
| Current Collector Material | Aluminum |
| Current Collector Thickness | 20 [m] |
| Property | Fe | P | Li | O | LiFePO4 |
|---|---|---|---|---|---|
| Melting temperature | 1809.15 (K) | 317.3 (K) | 453.85 (K) | 54.36 (K) | 744.745 (K) |
| Normal boiling temperature | 3134.15 (K) | 553.65 (K) | 1609.15 (K) | 90.20 (K) | 1325.56 (K) |
| Critical point temperature | 8500 (K) | 994(K) | 3223 (K) | 154.59 (K) | 3408.62 (K) |
| Liquid density | 2986.5 (kg/m3) | 740 (kg/m3) | 512.5 (kg/m3) | 1141 (kg/m3) | 1687.91 (kg/m3) |
| Solid density | 7800 (kg/m3) | 1820 (kg/m3) | 533.4 (kg/m3) | 1535 (kg/m3) | 3764.65 (kg/m3) |
| Latent heat of vaporization | 247,000 (J/kg) | 21,200 (J/kg) | 22.73 × 106 (J/kg) | 0.2131 × 106 (J/kg) | 3.379 × 106 (J/kg) |
| Latent heat of fusion | 6,260,000 (J/kg) | 392,000 (J/kg) | 0.4339 × 106 (J/kg) | 13.88 × 103 (J/kg) | 116,362 (J/kg) |
| Liquid constant-pressure specific heat | 1642.35 (J/kgK) | 2542.41 (J/kgK) | 4225.8 (J/kgK) | 1675.062 (J/kgK) | 1946 (J/kgK) |
| Solid constant-pressure specific heat | 460.548 (J/kgK) | 770 (J/kgK) | 3514.6 (J/kgK) | 125.0046 (J/kgK) | 519.56 (J/kgK) |
| Atomic weight | 55.845 (g/mol) | 30.97(g/mol) | 6.941 (g/mol) | 31.9988 (g/mol) | 157.757 (g/mol) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, D.; Oh, B.; Suk, J. The Effect of Compactness on Laser Cutting of Cathode for Lithium-Ion Batteries Using Continuous Fiber Laser. Appl. Sci. 2019, 9, 205. https://doi.org/10.3390/app9010205
Lee D, Oh B, Suk J. The Effect of Compactness on Laser Cutting of Cathode for Lithium-Ion Batteries Using Continuous Fiber Laser. Applied Sciences. 2019; 9(1):205. https://doi.org/10.3390/app9010205
Chicago/Turabian StyleLee, Dongkyoung, Byungmoon Oh, and Jungdon Suk. 2019. "The Effect of Compactness on Laser Cutting of Cathode for Lithium-Ion Batteries Using Continuous Fiber Laser" Applied Sciences 9, no. 1: 205. https://doi.org/10.3390/app9010205
APA StyleLee, D., Oh, B., & Suk, J. (2019). The Effect of Compactness on Laser Cutting of Cathode for Lithium-Ion Batteries Using Continuous Fiber Laser. Applied Sciences, 9(1), 205. https://doi.org/10.3390/app9010205