Development of Chitosan/Starch-Based Forward Osmosis Water Filtration Bags for Emergency Water Supply




Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. D. hispida-Based Starch Extraction
2.3. Membrane Preparation
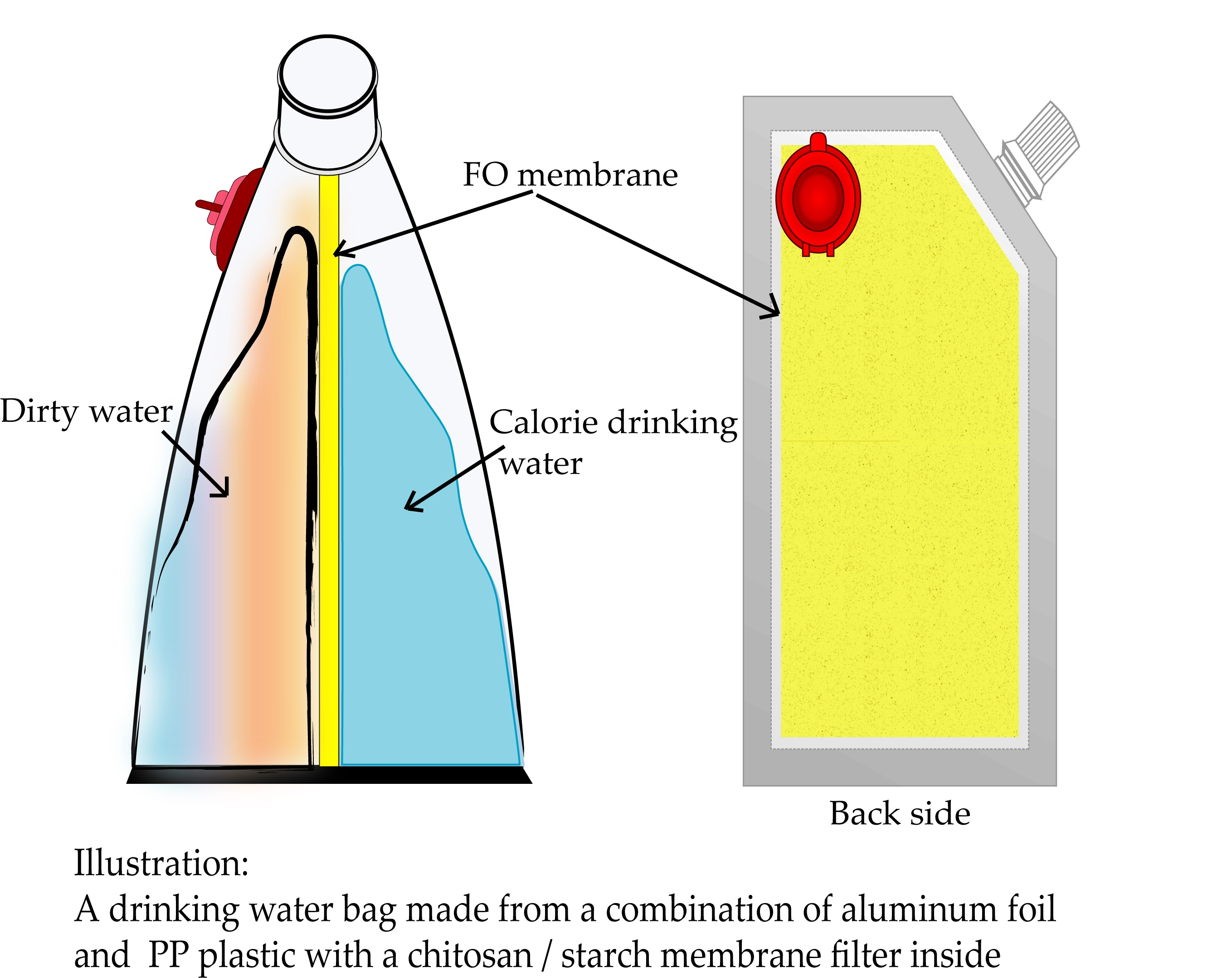
2.4. Drinking Water Bags Fabrication
2.5. Assessment of Drinking Water Bags
2.6. Foward Osmosis Water Product Analysis
3. Results and Discussion
3.1. D. hispida-Based Starch Extraction
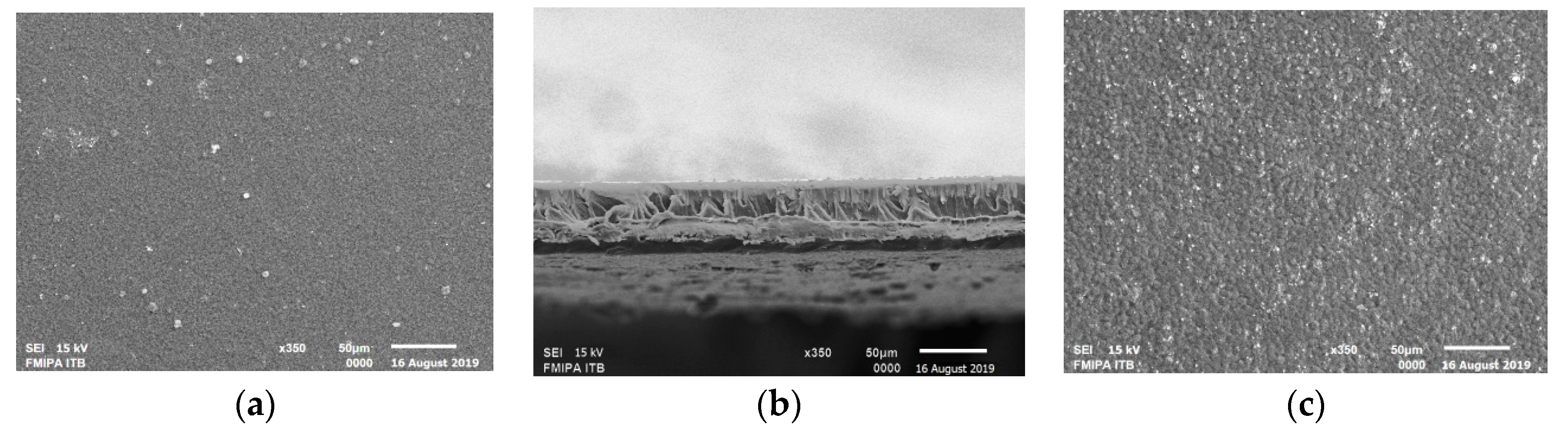
3.2. Forward Osmosis Membrane Preparation
3.3. Drinking Water Bags
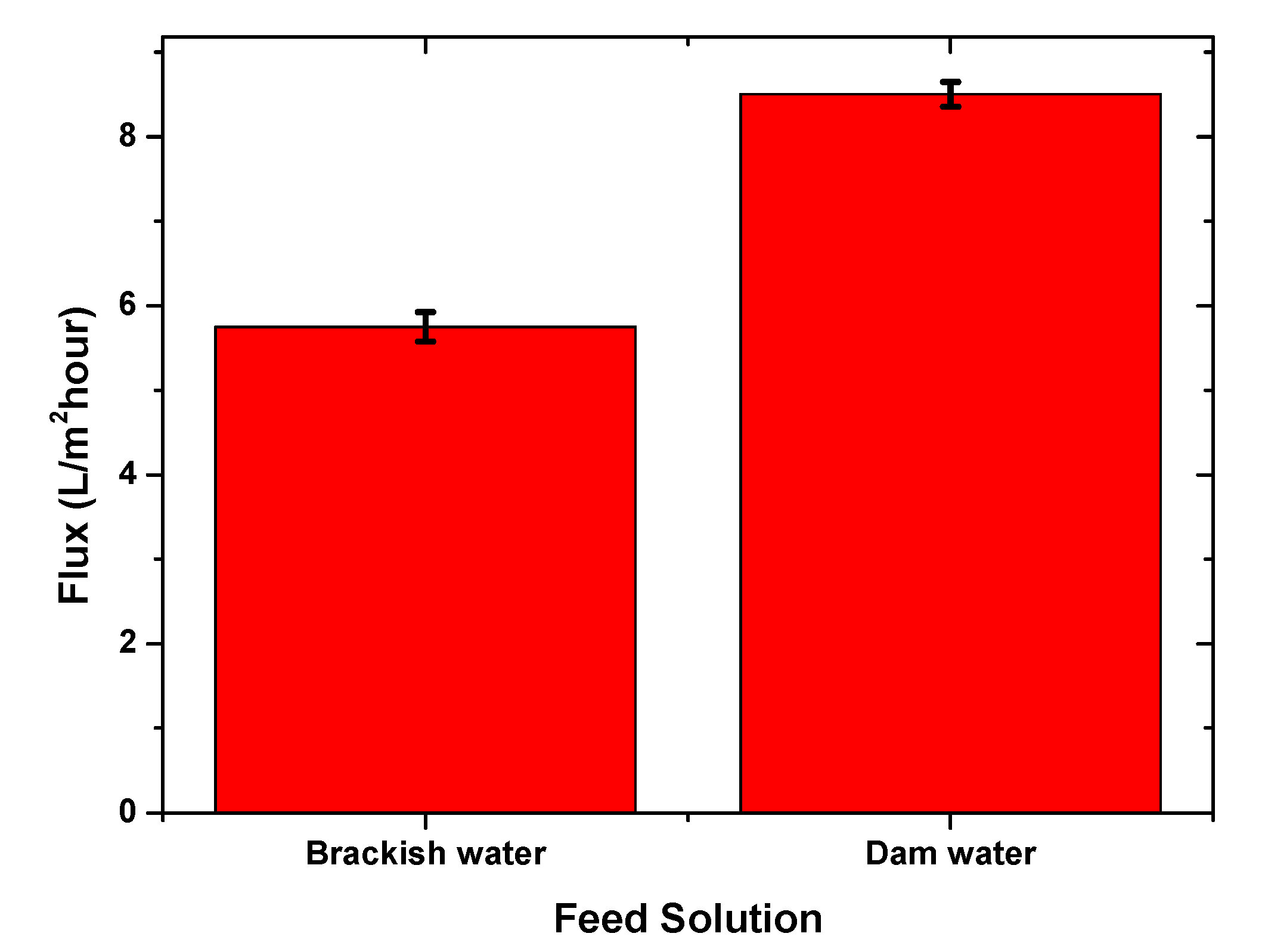
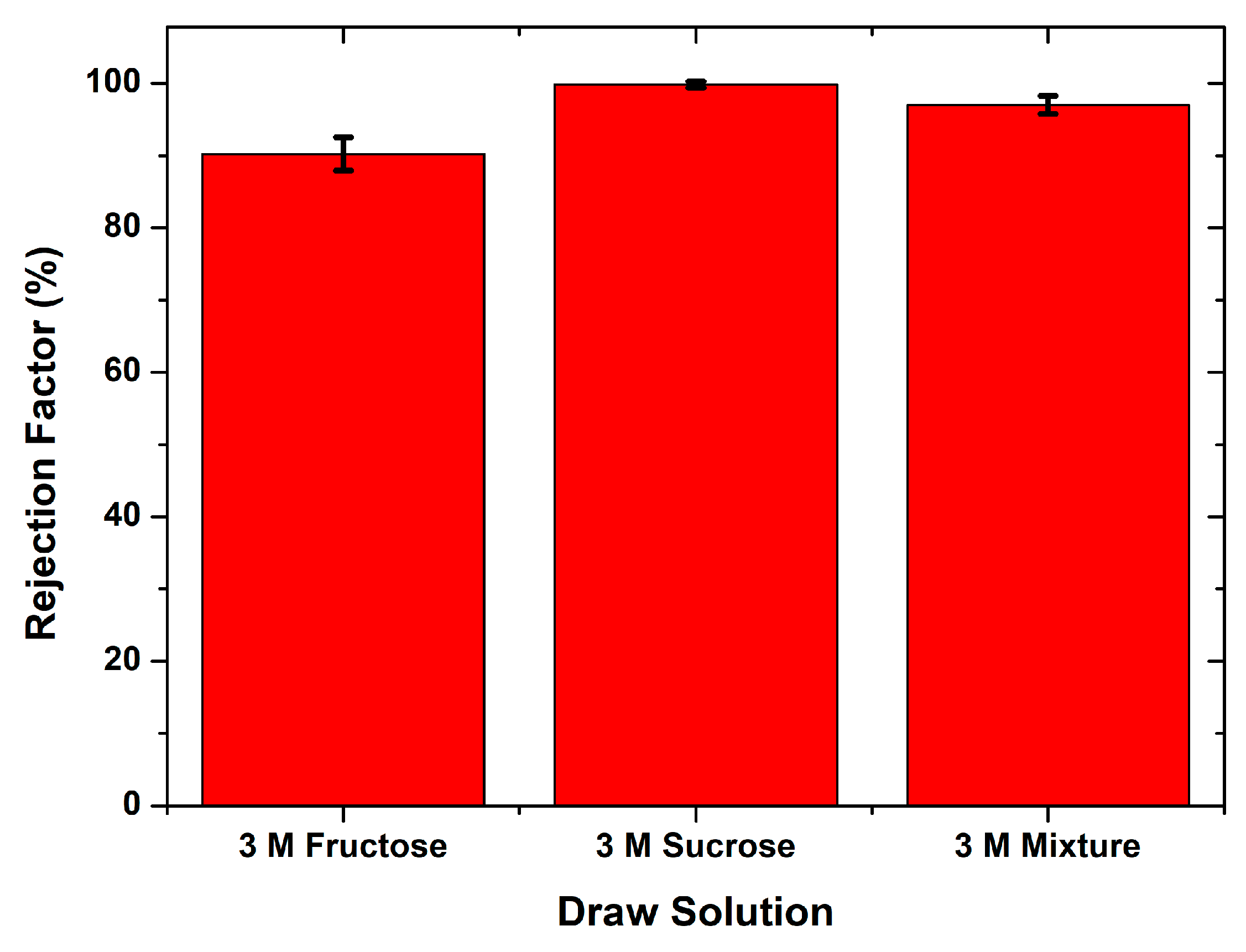
3.4. Forward Osmosis Process
3.5. FO Water Quality
3.5.1. Physicochemistry Water Properties
3.5.2. Heavy Metal Content
3.5.3. Biological Water Properties
3.6. FO Filter Bag Durability
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hossain, M. Water: The most precious resource of our life. Glob. J. Adv. Res. 2015, 2, 1436–1445. [Google Scholar]
- Bidaisee, S. The importance of clean water. Biomed. J. Sci. Tech. Res. 2018, 8, 17–20. [Google Scholar] [CrossRef]
- Nugroho, W.A.; Nugraha, R.; Wibisono, Y. Autonomous framework on governing water for sustainable food and energy. In Proceedings of the Sharia Economic Conference, Hannover, Germany, 9 February 2013; pp. 37–41. [Google Scholar]
- Wibisono, Y.; Nugroho, W.A.; Devianto, L.A.; Sulianto, A.A.; Bilad, M.R. Microalgae in food-energy-water nexus: A review on progress of forward osmosis applications. Membranes 2019, 9, 166. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Saiful, S.; Borneman, Z.; Wessling, M. Double layer mixed matrix membrane adsorbers improving capacity and safety hemodialysis. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Banda Aceh, Indonesia, 12–20 October 2018; Volume 352, p. 012048. [Google Scholar] [CrossRef] [Green Version]
- Shamsuddin, N.; Das, D.B.; Starov, V. Membrane-based point-of-use water treatment (PoUWT) system in emergency situations. Sep. Purif. Rev. 2014, 45, 50–67. [Google Scholar] [CrossRef]
- Peter-Varbanets, M.; Zurbrügg, C.; Swartz, C.; Pronk, W. Decentralized systems for potable water and the potential of membrane technology. Water Res. 2009, 43, 245–265. [Google Scholar] [CrossRef]
- Loo, S.L.; Fane, A.G.; Krantz, W.B.; Lim, T.-T. Emergency water supply: A review of potential technologies and selection criteria. Water Res. 2012, 46, 3125–3151. [Google Scholar] [CrossRef]
- Saiful; Riana, U.; Marlina; Ramli, M.; Mahmud, N. Drinking water bags based on chitosan forward osmosis membranes for emergency drinking water supply. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Banda Aceh, Indonesia, 12–20 October 2018; Volume 273, p. 012047. [Google Scholar] [CrossRef]
- Haupt, A.; Lerch, A. Forward osmosis application in manufacturing industries: A short review. Membranes 2018, 8, 47. [Google Scholar] [CrossRef] [Green Version]
- Wibisono, Y.; Bilad, M.R. Design of forward osmosis system. In Current Trends and Future Developments on (Bio-) Membranes; Basile, A., Cassano, A., Rastogi, N.K., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 57–83. [Google Scholar]
- Zhao, S.; Zou, L.; Tang, C.Y.; Mulcahy, D. Recent developments in forward osmosis: Opportunities and challenges. J. Membr. Sci. 2012, 396, 1–21. [Google Scholar] [CrossRef]
- Padaki, M.; Isloor, A.M.; Fernandes, J.; Prabhu, K.S. New polypropylene supported chitosan NF-membrane for desalination application. Desalination 2011, 280, 419–423. [Google Scholar] [CrossRef]
- Shakeri, A.; Salehi, H.; Rastgar, M. Chitosan-based thin active layer membrane for forward osmosis desalination. Carbohydr. Polym. 2017, 174, 658–668. [Google Scholar] [CrossRef]
- Igberase, E.; Osifo, P. Equilibrium, kinetic, thermodynamic and desorption studies of cadmium and lead by polyaniline grafted cross-linked chitosan beads from aqueous solution. J. Ind. Eng. Chem. 2015, 26, 340–347. [Google Scholar] [CrossRef]
- Saiful, S.; Helwati, H.; Saleha, S.; Iqbalsyah, T.M. Development of bioplastic from wheat Janeng starch for food packaging. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Banda Aceh, Indonesia, 12–20 October 2018; Volume 523, p. 012015. [Google Scholar] [CrossRef]
- Saleha, S.; Saidi, N.; Rasnovi, S.; Iqbalsyah, T.M. Nutritional composition of Dioscorea hispida from different locations around leuser ecosystem area. J. Nat. 2018, 18, 1–6. [Google Scholar] [CrossRef]
- Saiful, S.; Rahmah, Z.; Ajrina, M.; Marlina, R. Chitosan-starch forward osmosis membrane for desalination of brackish water. Rasayan J. Chem. 2020, 13, 13. [Google Scholar] [CrossRef]
- Li, H.; Gao, X.; Wang, Y.; Zhang, X.; Tong, Z. Comparison of chitosan/starch composite film properties before and after cross-linking. Int. J. Biol. Macromol. 2013, 52, 275–279. [Google Scholar] [CrossRef] [PubMed]
- Silva, R.M.; Silva, G.A.; Coutinho, O.P.; Mano, J.F.; Reis, R.L. Preparation and characterisation in simulated body conditions of glutaraldehyde crosslinked chitosan membranes. J. Mater. Sci. Mater. Electron. 2004, 15, 1105–1112. [Google Scholar] [CrossRef]
- Li, F.H.; Chen, Y.M.; Li, L.; Bai, X.L.; Li, S. Starch-chitosan blend films prepared by glutaraldehyde cross-linking. Adv. Mater. Res. 2012, 415–417, 1626–1629. [Google Scholar] [CrossRef]
- Narlis, J.; Rahmi, H.H. Effect of plasticizers on mechanical properties of edible film from janeng starch—Chitosan. Natural 2016, 16, 4. [Google Scholar] [CrossRef]
- Fahrina, A.; Arahman, N.; Mulyati, S.; Aprilia, S.; Nawi, N.I.M.; Aqsha, A.; Bilad, M.R.; Takagi, R.; Matsuyama, H. Development of polyvinylidene fluoride membrane by incorporating bio-based ginger extract as additive. Polymers 2020, 12, 2003. [Google Scholar] [CrossRef]
- Su, J.; Chung, T.S.; Helmer, B.J.; De Wit, J.S. Enhanced double-skinned FO membranes with inner dense layer for wastewater treatment and macromolecule recycle using Sucrose as draw solute. J. Membr. Sci. 2012, 396, 92–100. [Google Scholar] [CrossRef]
- Chekli, L.; Phuntsho, S.; Shon, H.K.; Vigneswaran, S.; Kandasamy, J.; Chanan, A. A review of draw solutes in forward osmosis process and their use in modern applications. Desalin. Water Treat. 2012, 43, 167–184. [Google Scholar] [CrossRef]
- Ge, Q.; Ling, M.; Chung, T.S. Draw solutions for forward osmosis processes: Developments, challenges, and prospects for the future. J. Membr. Sci. 2013, 442, 225–237. [Google Scholar] [CrossRef]
- Hamdan, M.; Sharif, A.O.; Derwish, G.; Al-Aibi, S.; Altaee, A. Draw solutions for Forward Osmosis process: Osmotic pressure of binary and ternary aqueous solutions of magnesium chloride, sodium chloride, sucrose and maltose. J. Food Eng. 2015, 155, 10–15. [Google Scholar] [CrossRef]
- Alaswad, S.O.; Al Aibi, S.; Alpay, E.; Sharif, A.O. Efficiency of organic draw solutions in a forward osmosis process using nano-filtration flat sheet membrane. J. Biosens. Bioelectron. 2018, 9, 10. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.; Wang, Z.; Nghiem, L.D.; Li, X.M.; Xie, M.; Zhao, B.; Zhang, M.; Song, J.; He, T. Treatment of shale gas drilling flowback fluids (SGDFs) by forward osmosis: Membrane fouling and mitigation. Desalination 2015, 366, 113–120. [Google Scholar] [CrossRef] [Green Version]
- WHO. Guidelines for Drinking-Water Quality; WHO-Press: Geneva, Switzerland, 2017. [Google Scholar]
- KepMenkes. Regulation of the Minister of Health of the Republic of Indonesia Number 492/2010; Quality of Drinking Water; Ministry of Health of the Republic of Indonesia: Jakarta, Indonesia, 2010.
- Liu, C.; Lei, X.; Wang, L.; Jia, J.; Liang, X.; Zhao, X.; Zhu, H. Investigation on the removal performances of heavy metal ions with the layer-by-layer assembled forward osmosis membranes. Chem. Eng. J. 2017, 327, 60–70. [Google Scholar] [CrossRef]
- Maity, J.P.; Ho, P.R.; Huang, Y.H.; Sun, A.C.; Chen, C.Y. The removal of arsenic from arsenic-bearing groundwater in In-situ and Ex-situ environment using novel natural magnetic rock material and synthesized magnetic material as adsorbent: A comparative assessment. Environ. Pollut. 2019, 253, 768–778. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, C. Efficient removal of heavy metal ions based on the optimized dissolution-diffusion-flow forward osmosis process. Chem. Eng. J. 2018, 334, 1128–1134. [Google Scholar] [CrossRef]
- Wu, C.-Y.; Mouri, H.; Chen, S.-S.; Zhang, D.; Koga, M.; Kobayashi, J. Removal of trace-amount mercury from wastewater by forward osmosis. J. Water Process. Eng. 2016, 14, 108–116. [Google Scholar] [CrossRef]
- Mondal, P.; Tran, A.T.K.; Van Der Bruggen, B. Removal of As(V) from simulated groundwater using forward osmosis: Effect of competing and coexisting solutes. Desalination 2014, 348, 33–38. [Google Scholar] [CrossRef]
- You, S.; Lu, J.; Tang, C.Y.; Wang, X. Rejection of heavy metals in acidic wastewater by a novel thin-film inorganic forward osmosis membrane. Chem. Eng. J. 2017, 320, 532–538. [Google Scholar] [CrossRef]
- Iqhrammullah, M.; Marlina, M.; Khalil, H.P.S.A.; Lahna, K.; Suyanto, H.; Hedwig, R.; Karnadi, I.; Olaiya, N.G.; Abdullah, C.K.; Abdulmadjid, S.N. Characterization and performance evaluation of cellulose acetate–polyurethane film for lead II ion removal. Polymers 2020, 12, 1317. [Google Scholar] [CrossRef] [PubMed]
- Irvine, G.J.; Rajesh, S.; Georgiadis, M.; Phillip, W.A. Ion selective permeation through cellulose acetate membranes in forward osmosis. Environ. Sci. Technol. 2013, 47, 13745–13753. [Google Scholar] [CrossRef] [PubMed]
- Council, N.R. Size limits of very small microorganisms: Proceedings of a workshop. In Proceedings of the Workshop on Size Limits of Very Small Microorganisms, Washington, DC, USA, 22–23 October 1998. [Google Scholar]
- Wibisono, Y.; Sucipto, S.; Perdani, C.G.; Astuti, R.; Dahlan, M. Halal compliance on drinking water industries: A future perspective. In Proceedings of the 3rd International Halal Conference (INHAC 2016), Singapore, 21–23 November 2018; pp. 555–564. [Google Scholar]
- Li, J.; Xie, B.; Xia, K.; Zhao, C.; Li, Y.; Li, N.; Han, J. Facile synthesis and characterization of cross-linked chitosan quaternary ammonium salt membrane for antibacterial coating of piezoelectric sensors. Int. J. Biol. Macromol. 2018, 120, 745–752. [Google Scholar] [CrossRef] [PubMed]
- Sari, P.N.; Nofriya, N. The relationship of flood disaster with the incidence of diarrhea, water quality and community resilience in water supply: A case study in the city of Bukittinggi. J. Kesehat. Masy. Andalas 2018, 12, 77–83. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Parameter | |||
|---|---|---|---|---|
| pH | Salinity (ppt) | Conductivity (µS/cm) | TDS (mg/L) | |
| Brackish Water | 7.91 | 9.3 | 15.83 | 1297 |
| Dam Water | 7.19 | 0.1 | 0.39 | 27 |
| No | Parameter | Metal Content (mg/L) FO Product Water | Standard (mg/L) | |||
|---|---|---|---|---|---|---|
| Brackish Water | Sucrose | Fructose | Mixture | |||
| 1 | Mercury (Hg) | <0.001 | <0.001 | <0.001 | <0.001 | 0.006 |
| 2 | Arsenic (As) | <0.003 | <0.003 | <0.003 | <0.003 | 0.01 |
| 3 | Zinc (Zn) | <0.01 | <0.01 | <0.01 | <0.01 | 3 |
| 4 | Copper (Cu) | <0.0007 | <0.0007 | <0.0007 | <0.0007 | 2 |
| 5 | Chromium (Cr) | <0.002 | <0.002 | <0.002 | <0.002 | 0.05 |
| 6 | Iron (Fe) | 0.1071 | 0.0634 | 0.0214 | 0.0219 | 0.2 |
| 7 | Cadmium (Cd) | <0.002 | <0.002 | <0.002 | <0.002 | 0.003 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saiful, S.; Ajrina, M.; Wibisono, Y.; Marlina, M. Development of Chitosan/Starch-Based Forward Osmosis Water Filtration Bags for Emergency Water Supply. Membranes 2020, 10, 414. https://doi.org/10.3390/membranes10120414
Saiful S, Ajrina M, Wibisono Y, Marlina M. Development of Chitosan/Starch-Based Forward Osmosis Water Filtration Bags for Emergency Water Supply. Membranes. 2020; 10(12):414. https://doi.org/10.3390/membranes10120414
Chicago/Turabian StyleSaiful, Saiful, Maurisa Ajrina, Yusuf Wibisono, and Marlina Marlina. 2020. "Development of Chitosan/Starch-Based Forward Osmosis Water Filtration Bags for Emergency Water Supply" Membranes 10, no. 12: 414. https://doi.org/10.3390/membranes10120414
APA StyleSaiful, S., Ajrina, M., Wibisono, Y., & Marlina, M. (2020). Development of Chitosan/Starch-Based Forward Osmosis Water Filtration Bags for Emergency Water Supply. Membranes, 10(12), 414. https://doi.org/10.3390/membranes10120414