
Lactic Acid and Salt Separation Using Membrane Technology



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Reverse Osmosis (RO) Membrane Experiment Setup and Protocol
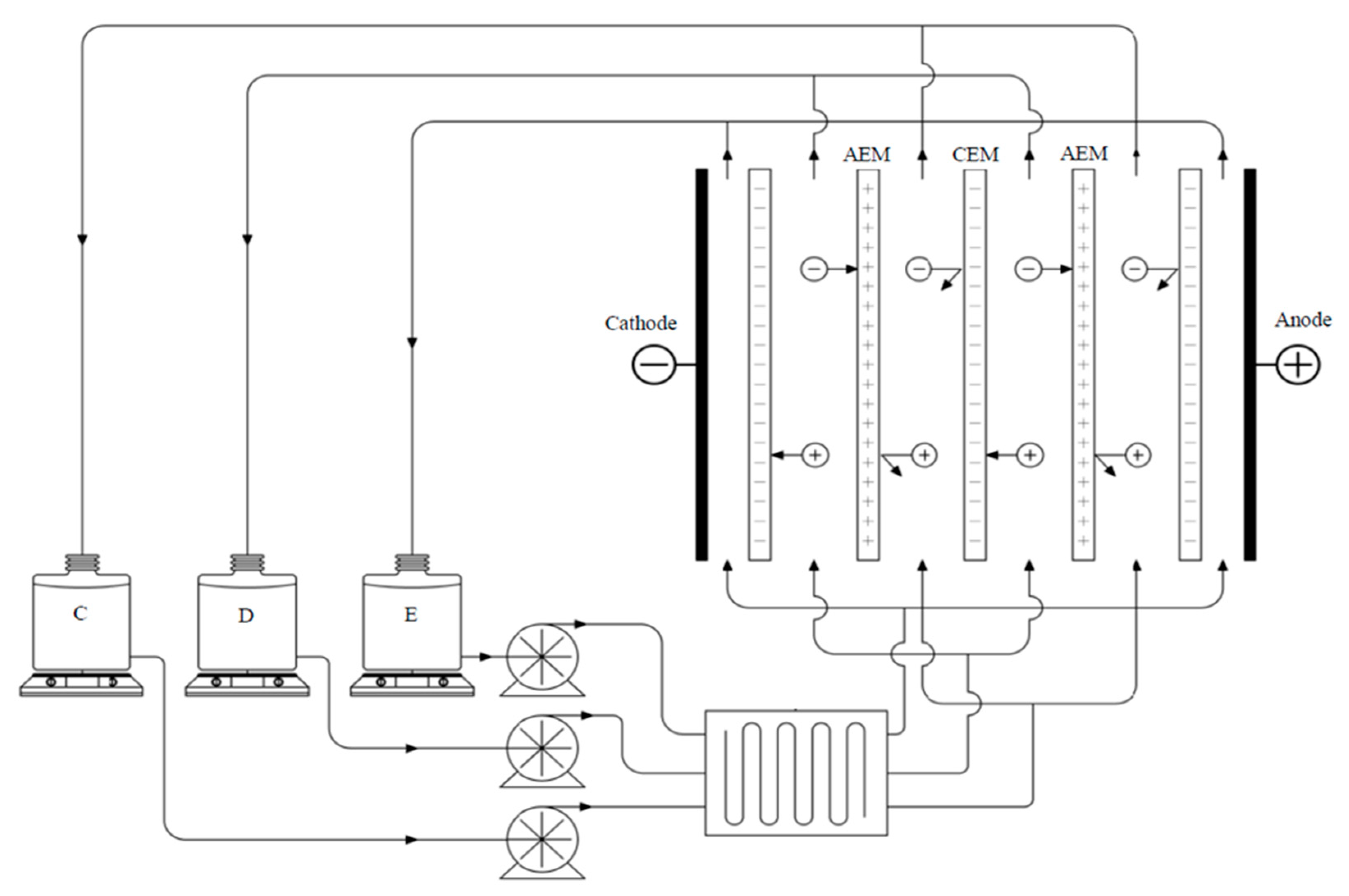
2.3. Electrodialysis (ED) Experiments Setup and Protocol
2.4. Analytical Methods
2.4.1. RO Membrane Experiments
2.4.2. ED Experiments
3. Results
3.1. Reverse Osmosis for Lactic Acid and Salt Separation
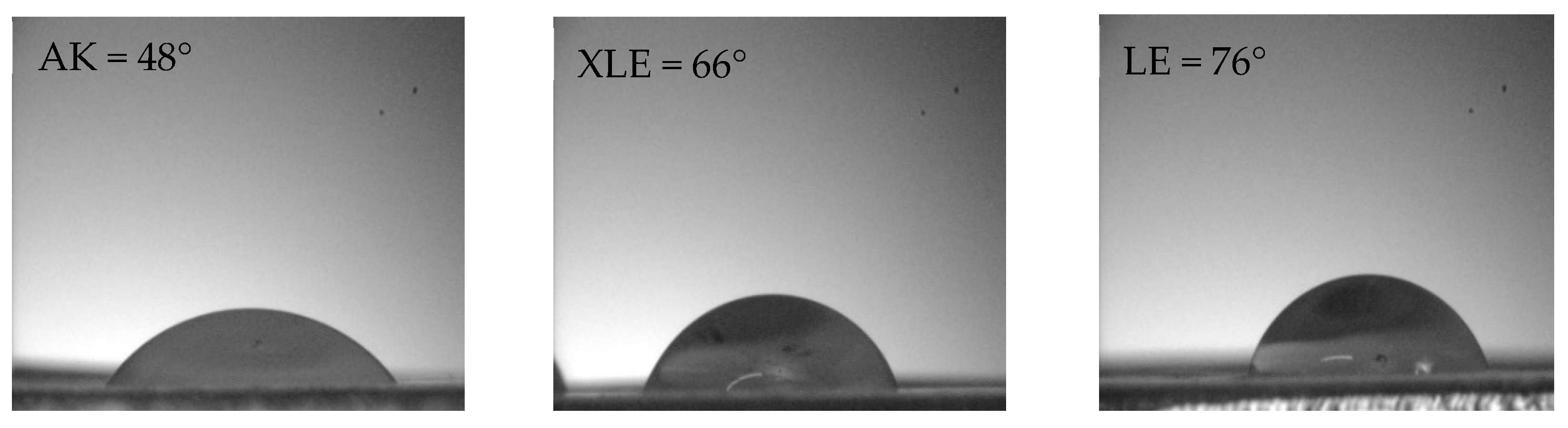
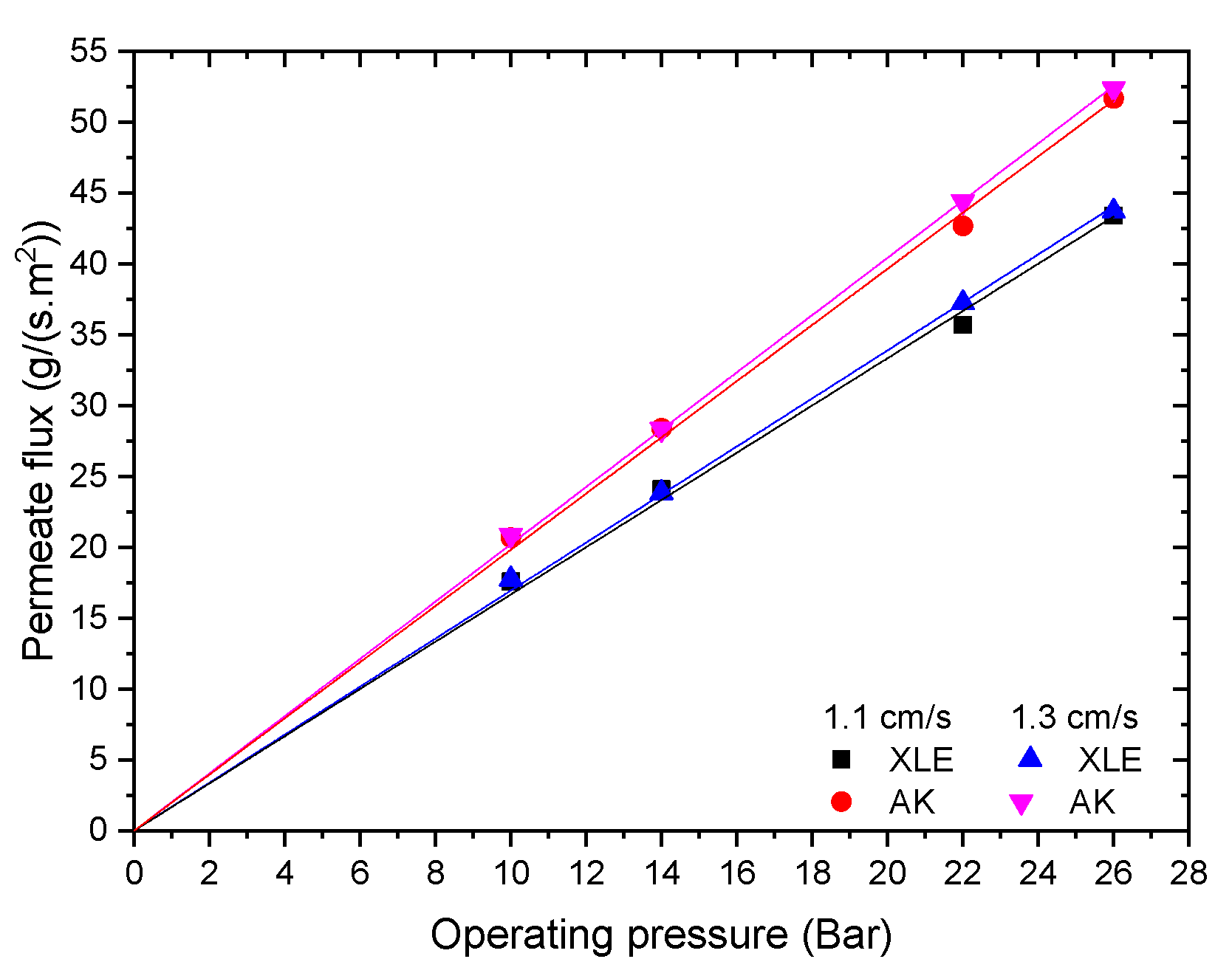
3.1.1. Membrane and Process Characteristics
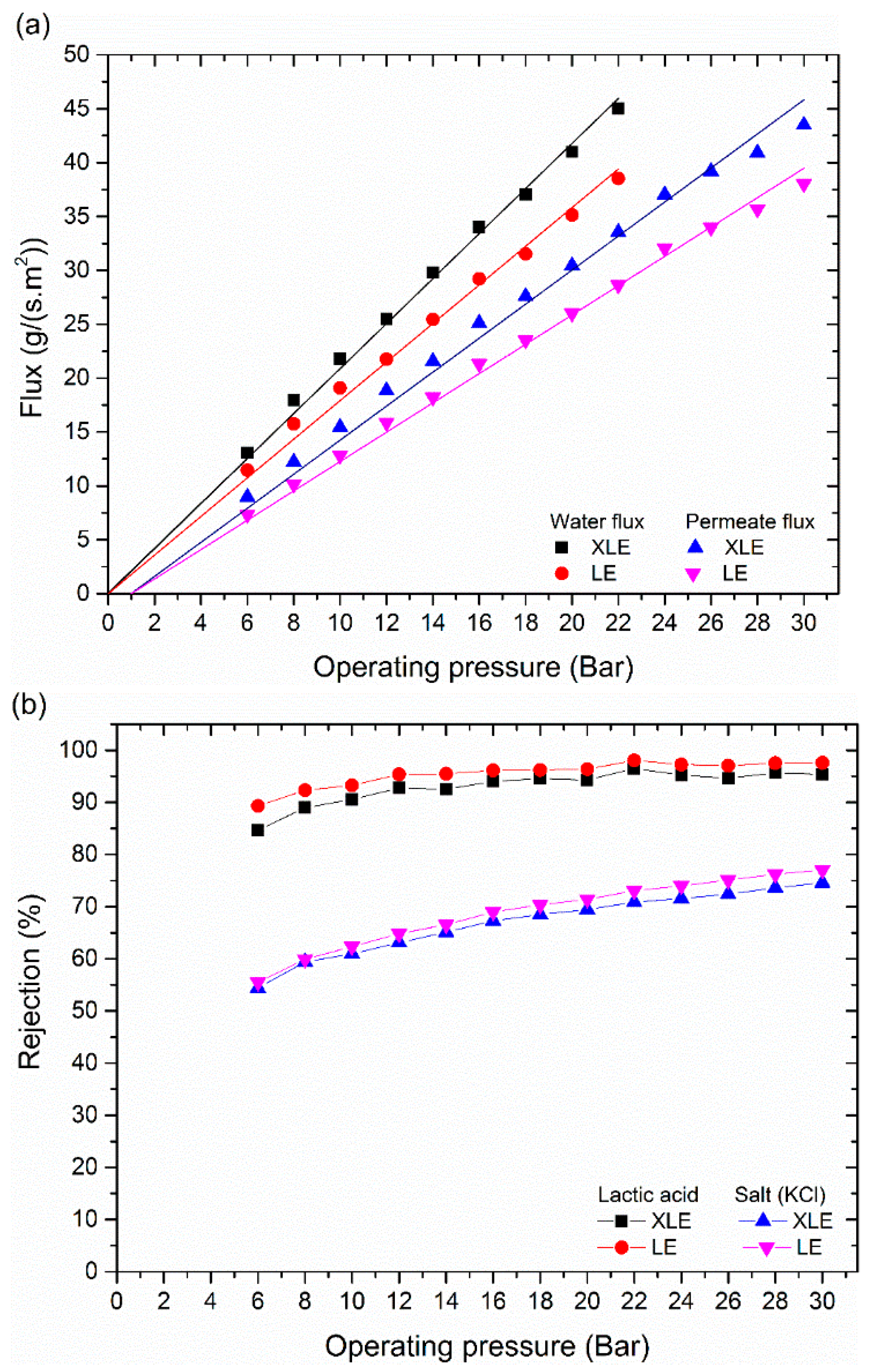
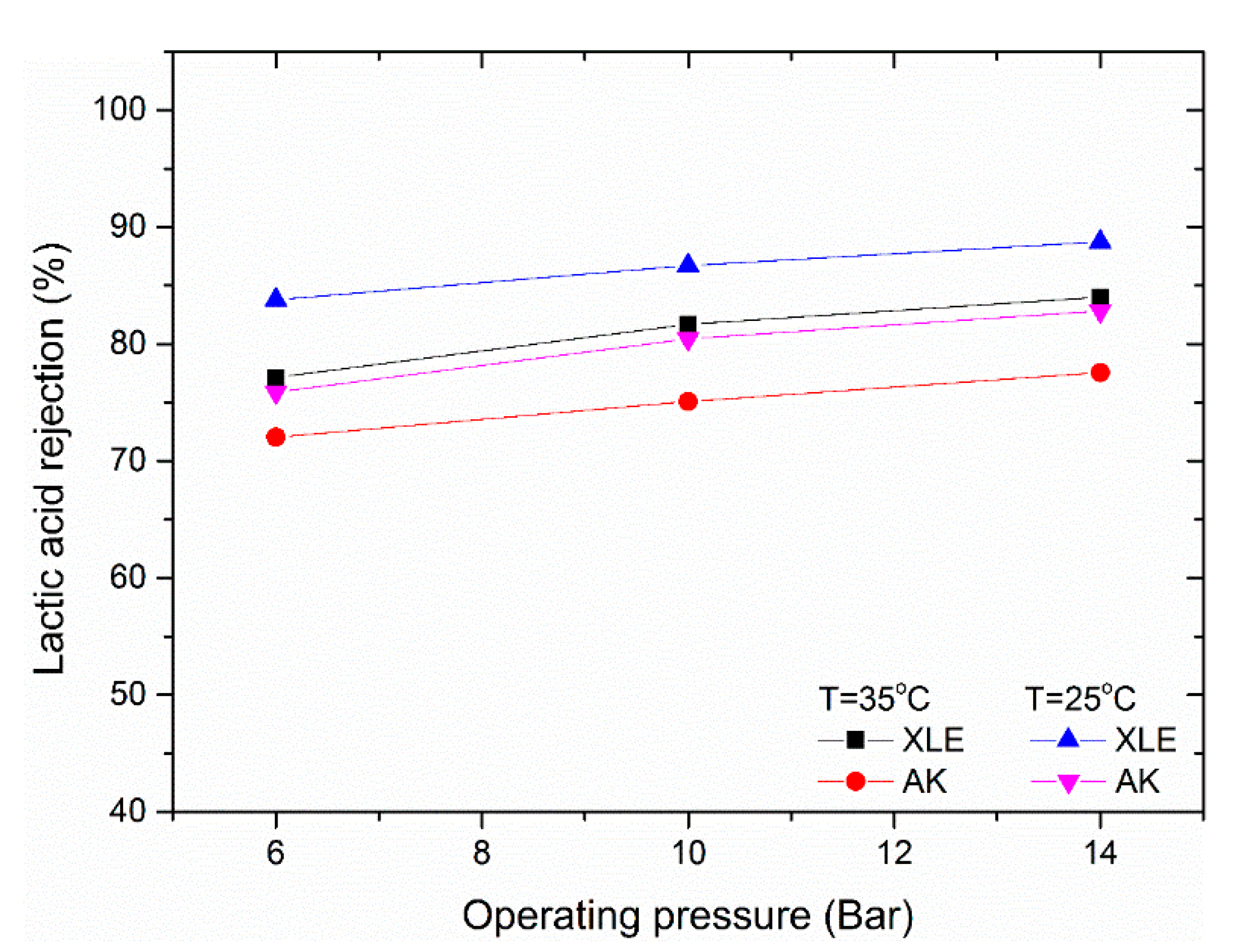
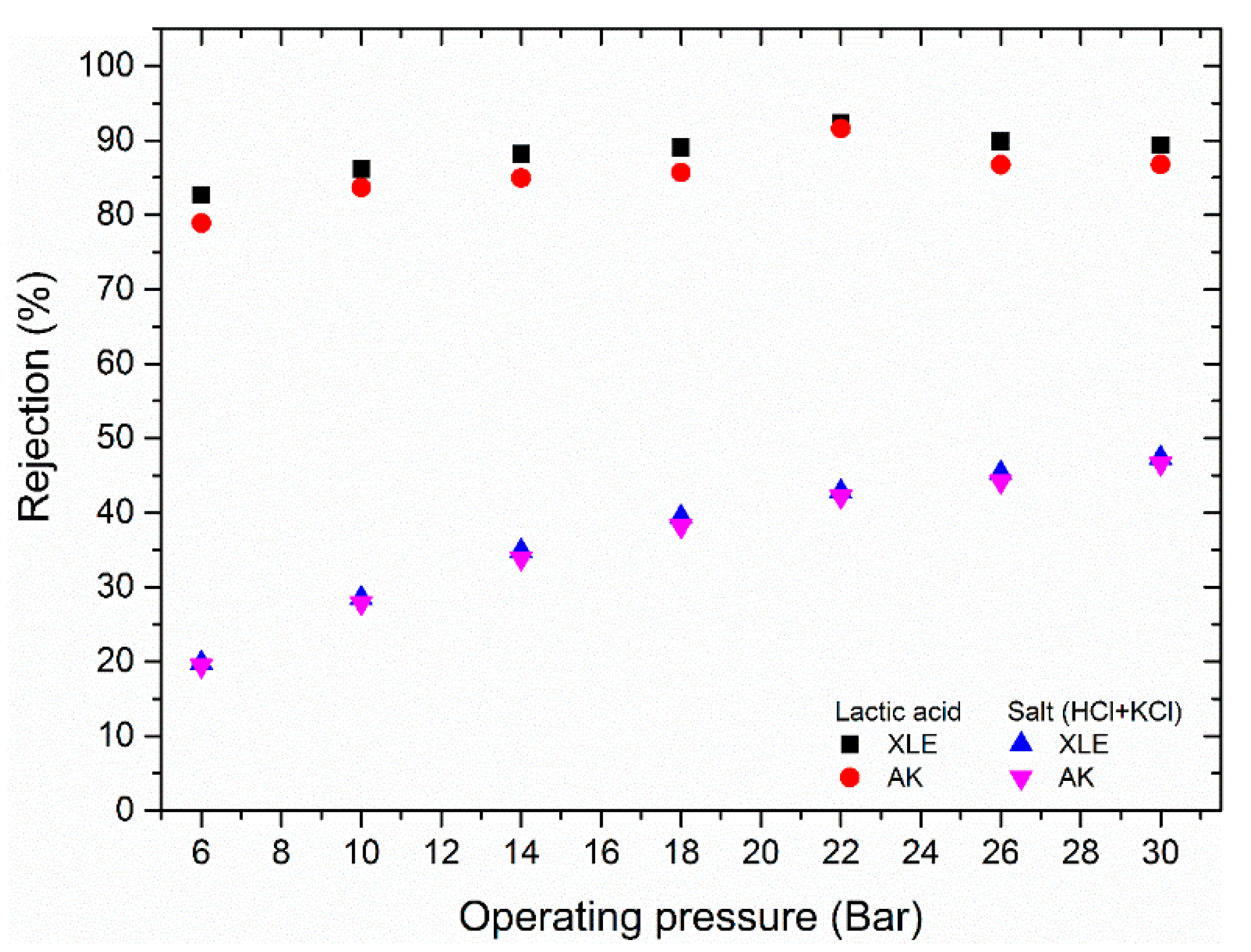
3.1.2. Effect of Operating Pressure on Lactic Acid Rejection
3.1.3. Effect of Potassium Chloride on Lactic Acid Rejection
3.1.4. Effect of Operating Temperature on Lactic Acid Rejection
3.1.5. Effect of Feed pH on Lactic Acid Rejection
3.2. Electrodialysis for Lactic Acid and Salt Separation
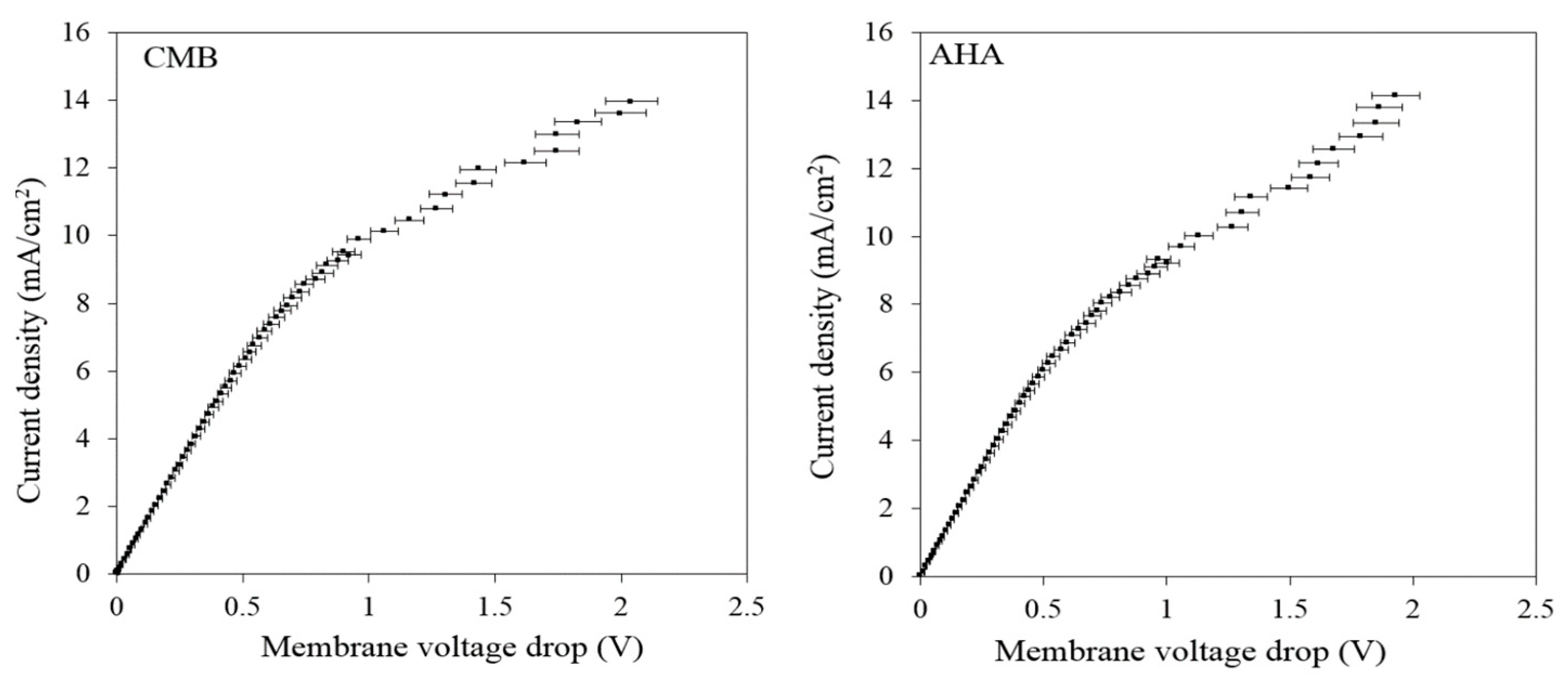
3.2.1. Limiting Current Density Determination
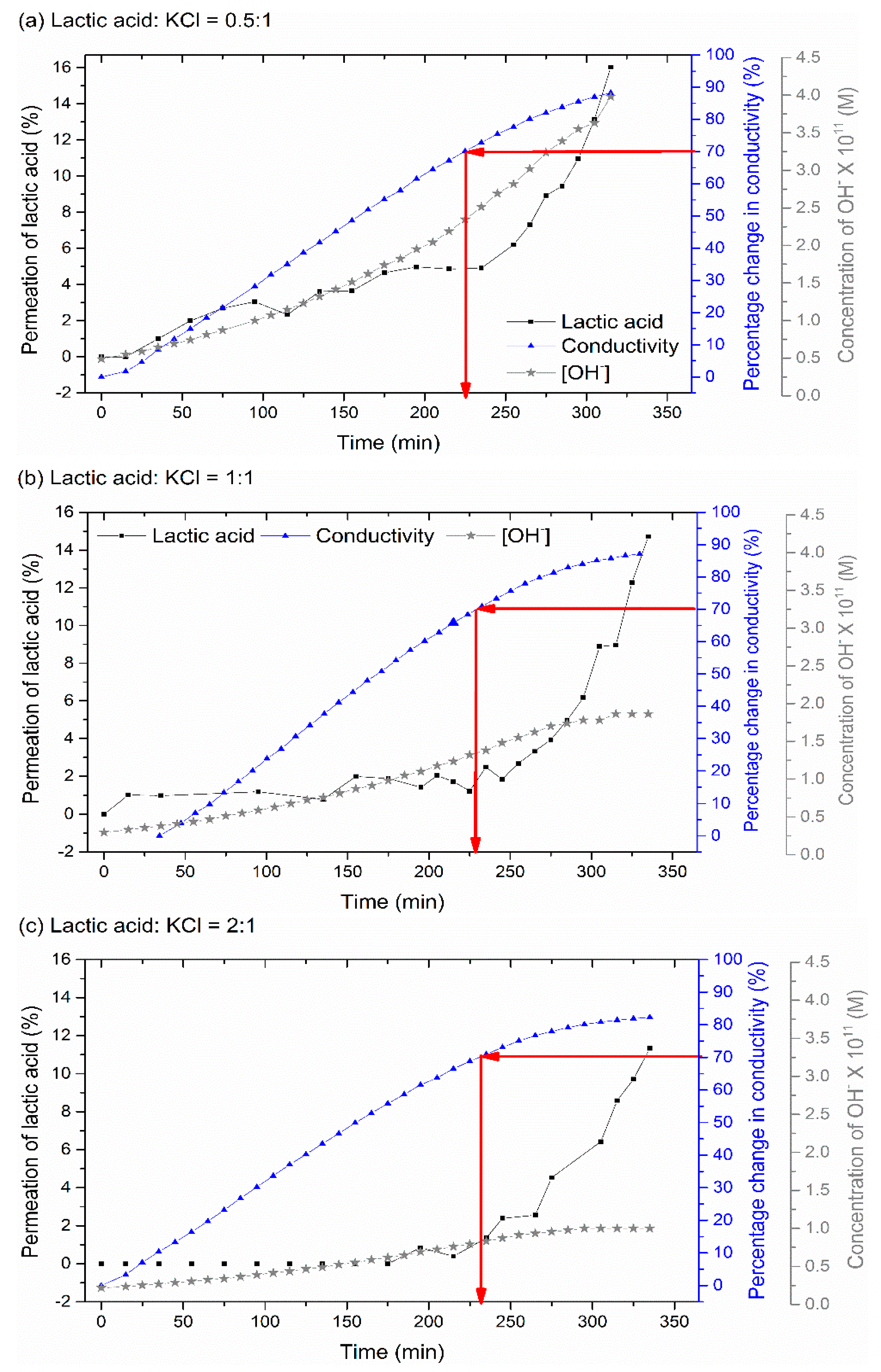
3.2.2. Effect of Lactic Acid Concentration on the Retention of Lactic Acid
3.2.3. Effect of NaCl Addition on Lactic Acid Retention
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Martinez, F.A.C.; Balciunas, E.M.; Salgado, J.M.; González, J.M.D.; Converti, A.; de Souza Oliveira, R.P. Lactic acid properties, applications and production: A review. Trends Food Sci. Technol. 2013, 30, 70–83. [Google Scholar] [CrossRef]
- Boyaval, P.; Corre, C.; Terre, S. Continuous lactic acid fermentation with concentrated product recovery by ultrafiltration and electrodialysis. Biotechnol. Lett. 1987, 9, 207–212. [Google Scholar] [CrossRef]
- Talebi, S.; Chen, G.Q.; Freeman, B.; Suarez, F.; Freckleton, A.; Bathurst, K.; Kentish, S.E. Fouling and in-situ cleaning of ion-exchange membranes during the electrodialysis of fresh acid and sweet whey. J. Food Eng. 2019, 246, 192–199. [Google Scholar] [CrossRef]
- Chen, G.Q.; Eschbach, F.I.; Weeks, M.; Gras, S.L.; Kentish, S.E. Removal of lactic acid from acid whey using electrodialysis. Sep. Purif. Technol. 2016, 158, 230–237. [Google Scholar] [CrossRef]
- Chandrapala, J.; Wijayasinghe, R.; Vasiljevic, T. Lactose crystallization as affected by presence of lactic acid and calcium in model lactose systems. J. Food Eng. 2016, 178, 181–189. [Google Scholar] [CrossRef]
- Wijayasinghe, R.; Vasiljevic, T.; Chandrapala, J. Lactose behaviour in the presence of lactic acid and calcium. J. Dairy Res. 2016, 83, 395–401. [Google Scholar] [CrossRef]
- Bédas, M.; Tanguy, G.; Dolivet, A.; Méjean, S.; Gaucheron, F.; Garric, G.; Senard, G.; Jeantet, R.; Schuck, P. Nanofiltration of lactic acid whey prior to spray drying: Scaling up to a semi-industrial scale. LWT Food Sci. Technol. 2017, 79, 355–360. [Google Scholar] [CrossRef]
- Talebi, S.; Suarez, F.; Chen, G.Q.; Chen, X.; Bathurst, K.; Kentish, S.E. Pilot study on the removal of lactic acid and minerals from acid whey using membrane technology. ACS Sustain. Chem. Eng. 2020, 8, 2742–2752. [Google Scholar] [CrossRef]
- Kim, Y.H.; Moon, S.H. Lactic acid recovery from fermentation broth using one-stage electrodialysis. J. Chem. Technol. Biotechnol. Int. Res. Process Environ. Clean Technol. 2001, 76, 169–178. [Google Scholar] [CrossRef]
- Handojo, L.; Wardani, A.; Regina, D.; Bella, C.; Kresnowati, M.; Wenten, I. Electro-membrane processes for organic acid recovery. RSC Adv. 2019, 9, 7854–7869. [Google Scholar] [CrossRef] [Green Version]
- Choi, J.-H.; Kim, S.-H.; Moon, S.-H. Recovery of lactic acid from sodium lactate by ion substitution using ion-exchange membrane. Sep. Purif. Technol. 2002, 28, 69–79. [Google Scholar] [CrossRef]
- Li, Y.; Shahbazi, A.; Williams, K.; Wan, C. Separate and concentrate lactic acid using combination of nanofiltration and reverse osmosis membranes. Appl. Biochem. Biotechnol. 2008, 147, 1–9. [Google Scholar] [CrossRef]
- Timmer, J.M.K.; Kromkamp, J.; Robbertsen, T. Lactic acid separation from fermentation broths by reverse osmosis and nanofiltration. J. Membr. Sci. 1994, 92, 185–197. [Google Scholar] [CrossRef]
- Timmer, J.M.K.; van der Horst, H.C.; Robbertsen, T. Transport of lactic acid through reverse osmosis and nanofiltration membranes. J. Membr. Sci. 1993, 85, 205–216. [Google Scholar] [CrossRef]
- Gonzalez, M.I.; Alvarez, S.; Riera, F.A.; Alvarez, R. Lactic acid recovery from whey ultrafiltrate fermentation broths and artificial solutions by nanofiltration. Desalination 2008, 228, 84–96. [Google Scholar] [CrossRef]
- Freger, V.; Arnot, T.; Howell, J.A. Separation of concentrated organic/inorganic salt mixtures by nanofiltration. J. Membr. Sci. 2000, 178, 185–193. [Google Scholar] [CrossRef]
- Chandrapala, J.; Duke, M.C.; Gray, S.R.; Weeks, M.; Palmer, M.; Vasiljevic, T. Nanofiltration and nanodiafiltration of acid whey as a function of ph and temperature. Sep. Purif. Technol. 2016, 160, 18–27. [Google Scholar] [CrossRef]
- The Merck Index: An Encyclopedia of Chemicals, Drugs, and Biologicals, 15th ed.; Royal Society of Chemistry: Cambridge, UK, 2013.
- Lee, E.G.; Moon, S.-H.; Chang, Y.K.; Yoo, I.-K.; Chang, H.N. Lactic acid recovery using two-stage electrodialysis and its modelling. J. Membr. Sci. 1998, 145, 53–66. [Google Scholar]
- Hábová, V.; Melzoch, K.; Rychtera, M.; Sekavová, B. Electrodialysis as a useful technique for lactic acid separation from a model solution and a fermentation broth. Desalination 2004, 162, 361–372. [Google Scholar] [CrossRef]
- Lee, E.G.; Kang, S.H.; Kim, H.H.; Chang, Y.K. Recovery of lactic acid from fermentation broth by the two-stage process of nanofiltration and water-splitting electrodialysis. Biotechnol. Bioprocess Eng. 2006, 11, 313–318. [Google Scholar] [CrossRef]
- Thang, V.H.; Koschuh, W.; Kulbe, K.D.; Novalin, S. Detailed investigation of an electrodialytic process during the separation of lactic acid from a complex mixture. J. Membr. Sci. 2005, 249, 173–182. [Google Scholar] [CrossRef]
- Teella, A.; Huber, G.W.; Ford, D.M. Separation of acetic acid from the aqueous fraction of fast pyrolysis bio-oils using nanofiltration and reverse osmosis membranes. J. Membr. Sci. 2011, 378, 495–502. [Google Scholar] [CrossRef]
- Kezia, K.; Lee, J.; Hill, A.J.; Kentish, S.E. Convective transport of boron through a brackish water reverse osmosis membrane. J. Membr. Sci. 2013, 445, 160–169. [Google Scholar] [CrossRef]
- Merson, R.; Paredes, G.; Hosaka, D. Concentrating fruit juices by reverse osmosis. In Ultrafiltration Membranes and Applications; Springer: Berlin/Heidelberg, Germany, 1980; pp. 405–413. [Google Scholar]
- Malaiyandi, M.; Shah, S.; Sastri, V. Reverse osmosis separation of some organic acids from their aqueous solutions. Sep. Sci. Technol. 1982, 17, 1065–1074. [Google Scholar] [CrossRef]
- Hoang, T.; Stevens, G.; Kentish, S. The effect of feed pH on the performance of a reverse osmosis membrane. Desalination 2010, 261, 99–103. [Google Scholar] [CrossRef]
- Tang, C.Y.; Kwon, Y.-N.; Leckie, J.O. Probing the nano- and micro-scales of reverse osmosis membranes—A comprehensive characterization of physiochemical properties of uncoated and coated membranes by xps, tem, atr-ftir, and streaming potential measurements. J. Membr. Sci. 2007, 287, 146–156. [Google Scholar] [CrossRef]
- Kim, T.U.; Amy, G.; Drewes, J.E. Rejection of trace organic compounds by high-pressure membranes. Water Sci. Technol. 2005, 51, 335–344. [Google Scholar] [CrossRef]
- Roghmans, F.; Evdochenko, E.; Stockmeier, F.; Schneider, S.; Smailji, A.; Tiwari, R.; Mikosch, A.; Karatay, E.; Kühne, A.; Walther, A. 2D patterned ion-exchange membranes induce electroconvection. Adv. Mater. Interfaces 2019, 6, 1801309. [Google Scholar] [CrossRef] [Green Version]
- Luo, T.; Roghmans, F.; Wessling, M. Ion mobility and partition determine the counter-ion selectivity of ion exchange membranes. J. Membr. Sci. 2019, 117645. [Google Scholar] [CrossRef] [Green Version]
- Cifuentes-Araya, N.; Pourcelly, G.; Bazinet, L. Water splitting proton-barriers for mineral membrane fouling control and their optimization by accurate pulsed modes of electrodialysis. J. Membr. Sci. 2013, 447, 433–441. [Google Scholar] [CrossRef]
- Knipp, G.T.; Ho, N.F.H.; Barsuhn, C.L.; Borchardt, R.T. Paracellular diffusion in caco-2 cell monolayers: Effect of perturbation on the transport of hydrophilic compounds that vary in charge and size. J. Pharm. Sci. 1997, 86, 1105–1110. [Google Scholar] [CrossRef] [PubMed]
- Perrin, D.D. The effect of temperature on pk values of organic bases. Aust. J. Chem. 1964, 17, 484–488. [Google Scholar] [CrossRef]
- Dufton, G.; Mikhaylin, S.; Gaaloul, S.; Bazinet, L. How electrodialysis configuration influences acid whey deacidification and membrane scaling. J. Dairy Sci. 2018, 101, 7833–7850. [Google Scholar] [CrossRef]
- Ayala-Bribiesca, E.; Araya-Farias, M.; Pourcelly, G.; Bazinet, L. Effect of concentrate solution ph and mineral composition of a whey protein diluate solution on membrane fouling formation during conventional electrodialysis. J. Membr. Sci. 2006, 280, 790–801. [Google Scholar] [CrossRef]
- Šímová, H.; Kysela, V.; Černín, A. Demineralization of natural sweet whey by electrodialysis at pilot-plant scale. Desalination Water Treat. 2010, 14, 170–173. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Organic Acid | Molecular Weight | Membrane Type/Salt Rejection | Feed Solution | Organic Acid Rejection | Conditions | Reference |
|---|---|---|---|---|---|---|
| Acetic acid | 60.05 | Suez (GE Osmonics) AG (Aromatic polyamide)/99.5% NaCl | 7% acetic acid | 25% 32% | 26 Bar 40 Bar | [23] |
| 7% acetic acid and 15% glucose | 0% 0% | 26 Bar 40 Bar | ||||
| Acetic acid | 60.05 | Suez (GE Osmonics) CE (Cellulose acetate)/97% NaCl | 7% acetic acid | −5% 0% | 26 Bar 40 Bar | [23] |
| Boric acid | 61.83 | BW30LE (polyamide) | 4 mg/L boron | 70% 98% | 12 Bar pH 4 pH 10.5 | [24] |
| Ethyl acetate | 88.10 | Poly (ether/amide) membrane | 366 ppm ethyl acetate | 95.3% | 69 Bar pH 6.0 | [25] |
| Phenol | 94.11 | Poly (ether/amide) membrane | 100 ppm phenol | 93% ˃99% | 69 Bar pH 4.9 pH 12.0 | [25] |
| Benzoic acid | 122.12 | Cellulose acetate membranes/91.7% NaCl | 20% 90% | 10 Bar pH 3 pH 7 | [26] | |
| Citric acid | 192.12 | Poly (ether/amide) membrane | 10,000 ppm citric acid | 99.9% | 69 Bar pH 2.6 | [25] |
| Initial Lactic Acid to KCl Mass Ratio | 0.5:1 | 1:1 | 2:1 | |
|---|---|---|---|---|
| Initial concentration in the diluate (g/L) | K | 0.99 | 1.01 | 1.01 |
| Lactic acid | 1.25 | 2.42 | 4.92 | |
| Concentration at 70% DR (g/L) | K | 0.21 | 0.24 | 0.23 |
| Lactic acid | 1.19 | 2.38 | 4.84 | |
| Lactic acid to K+ molar ratio | Initial | 0.55 | 1.0 | 2.1 |
| 70% DR | 2.5 | 4.3 | 9.1 | |
| Lactate to lactic acid ratio | Initial | 0.07 | 0.04 | 0.03 |
| 70% DR | 0.32 | 0.18 | 0.11 | |
| Percentage loss in lactic acid (%) | 4.8 | 1.7 | 1.6 | |
| Initial Lactic Acid to Salt Mass Ratio | 1:1 | |
|---|---|---|
| Initial concentration in the diluate (g/L) | Na | 0.27 |
| K | 0.77 | |
| Lactic acid | 2.46 | |
| Concentration at 70% DR (g/L) | Na | 0.24 |
| K | 0.15 | |
| Lactic acid | 2.31 | |
| Lactic acid to cations molar ratio | Initial | 0.87 |
| 70% DR | 1.8 | |
| Lactate to lactic acid ratio | Initial | 0.05 |
| 70% DR | 0.26 | |
| Percentage loss in lactic acid (%) | 6 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Talebi, S.; Garthe, M.; Roghmans, F.; Chen, G.Q.; Kentish, S.E. Lactic Acid and Salt Separation Using Membrane Technology. Membranes 2021, 11, 107. https://doi.org/10.3390/membranes11020107
Talebi S, Garthe M, Roghmans F, Chen GQ, Kentish SE. Lactic Acid and Salt Separation Using Membrane Technology. Membranes. 2021; 11(2):107. https://doi.org/10.3390/membranes11020107
Chicago/Turabian StyleTalebi, Sahar, Michael Garthe, Florian Roghmans, George Q. Chen, and Sandra E. Kentish. 2021. "Lactic Acid and Salt Separation Using Membrane Technology" Membranes 11, no. 2: 107. https://doi.org/10.3390/membranes11020107
APA StyleTalebi, S., Garthe, M., Roghmans, F., Chen, G. Q., & Kentish, S. E. (2021). Lactic Acid and Salt Separation Using Membrane Technology. Membranes, 11(2), 107. https://doi.org/10.3390/membranes11020107