
Red Fruit Juice Concentration by Osmotic Distillation: Optimization of Operating Conditions by Response Surface Methodology



Abstract
:1. Introduction
2. Materials and Methods
2.1. Red Fruit Juice and Pre-Treatment
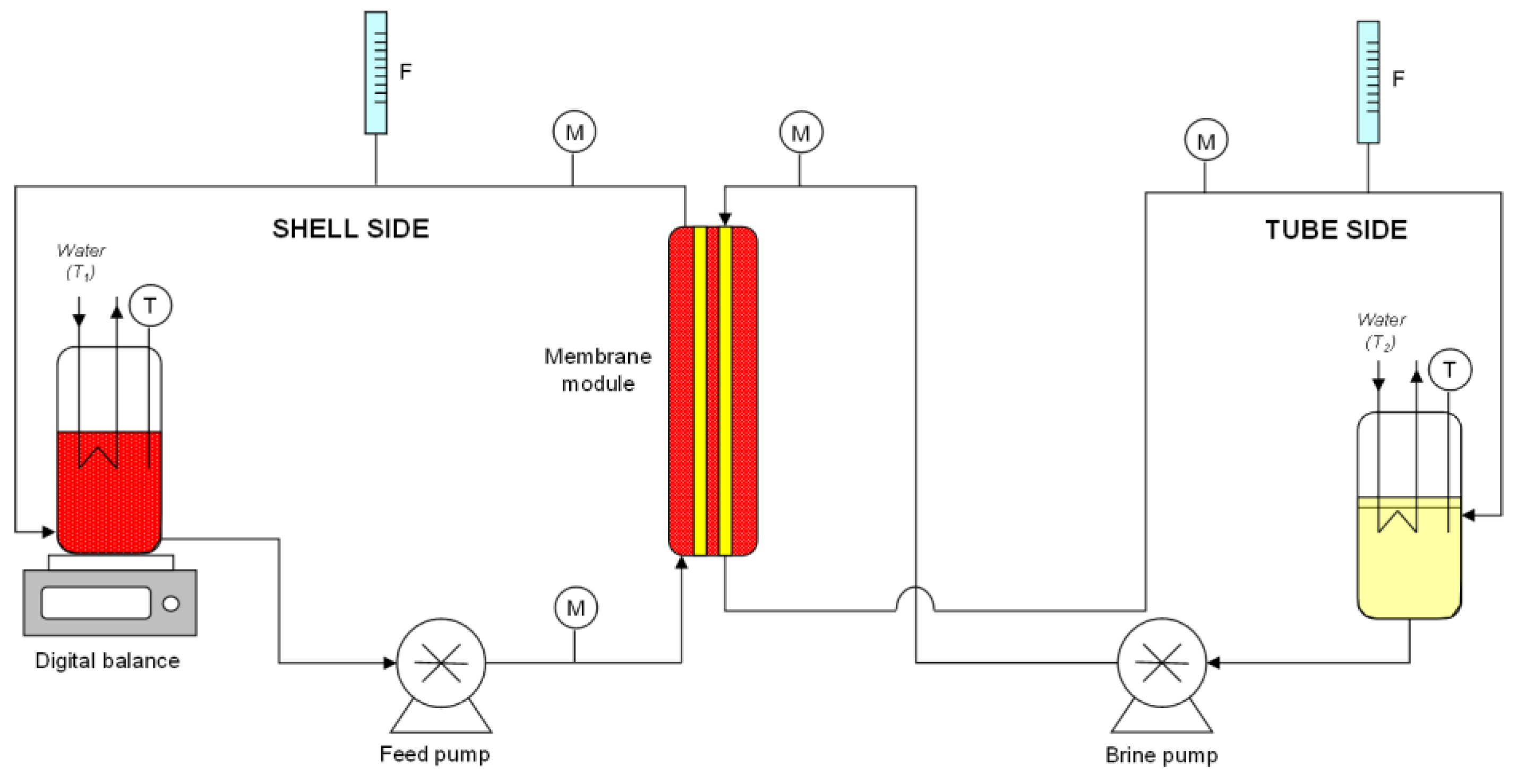
2.2. OD Equipment and Procedures
2.3. Experimental Design and Data Analysis
3. Results and Discussion
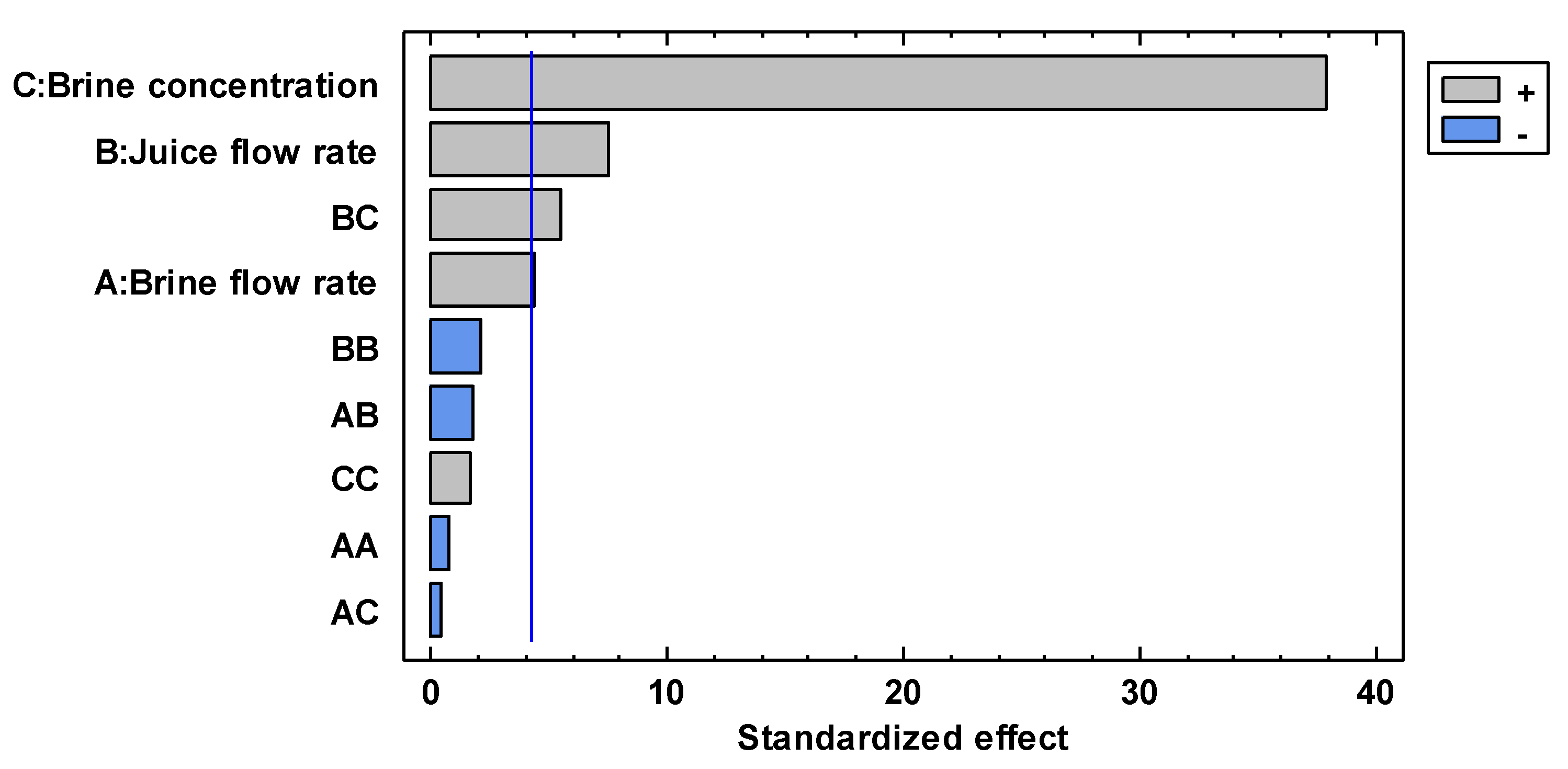
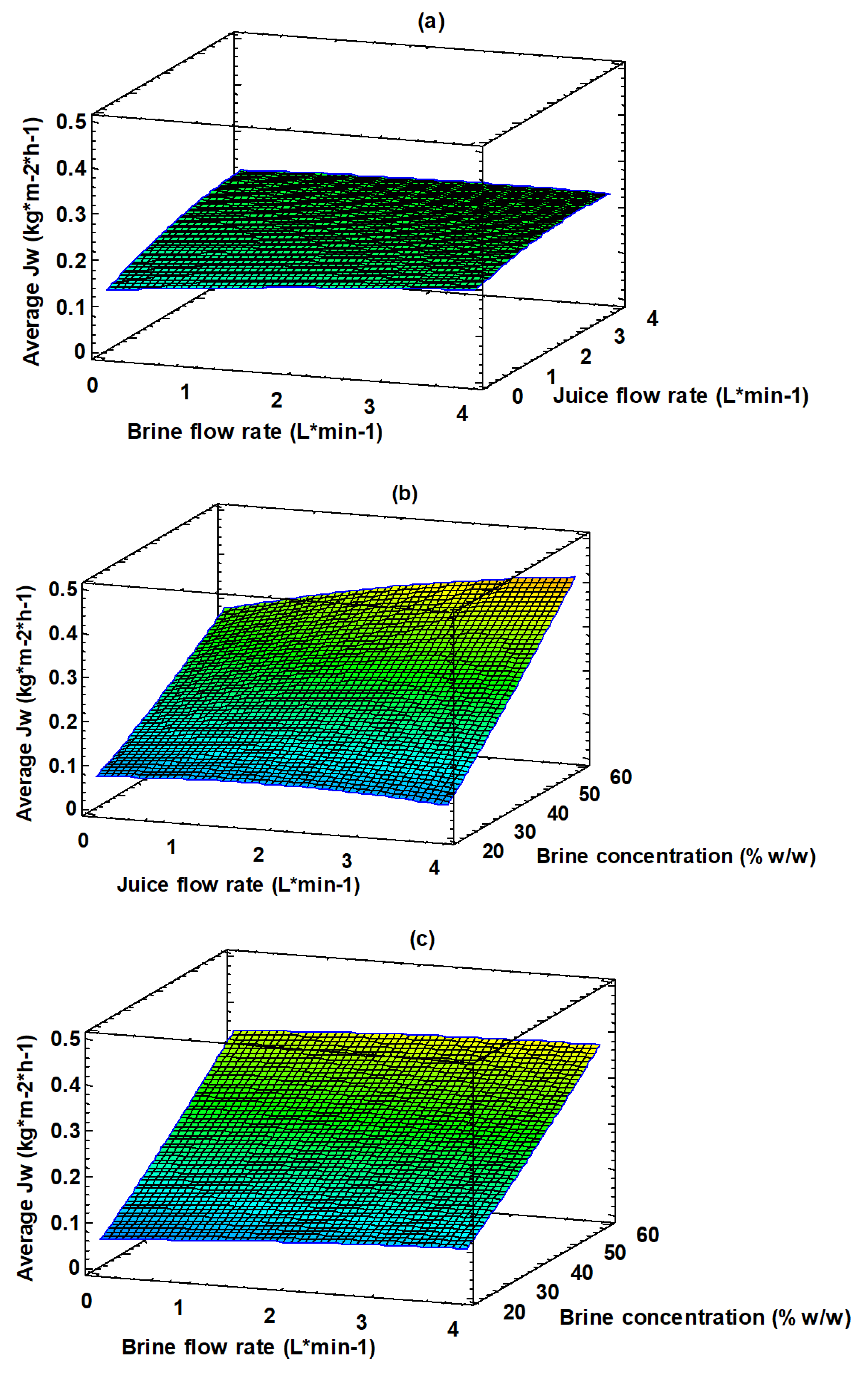
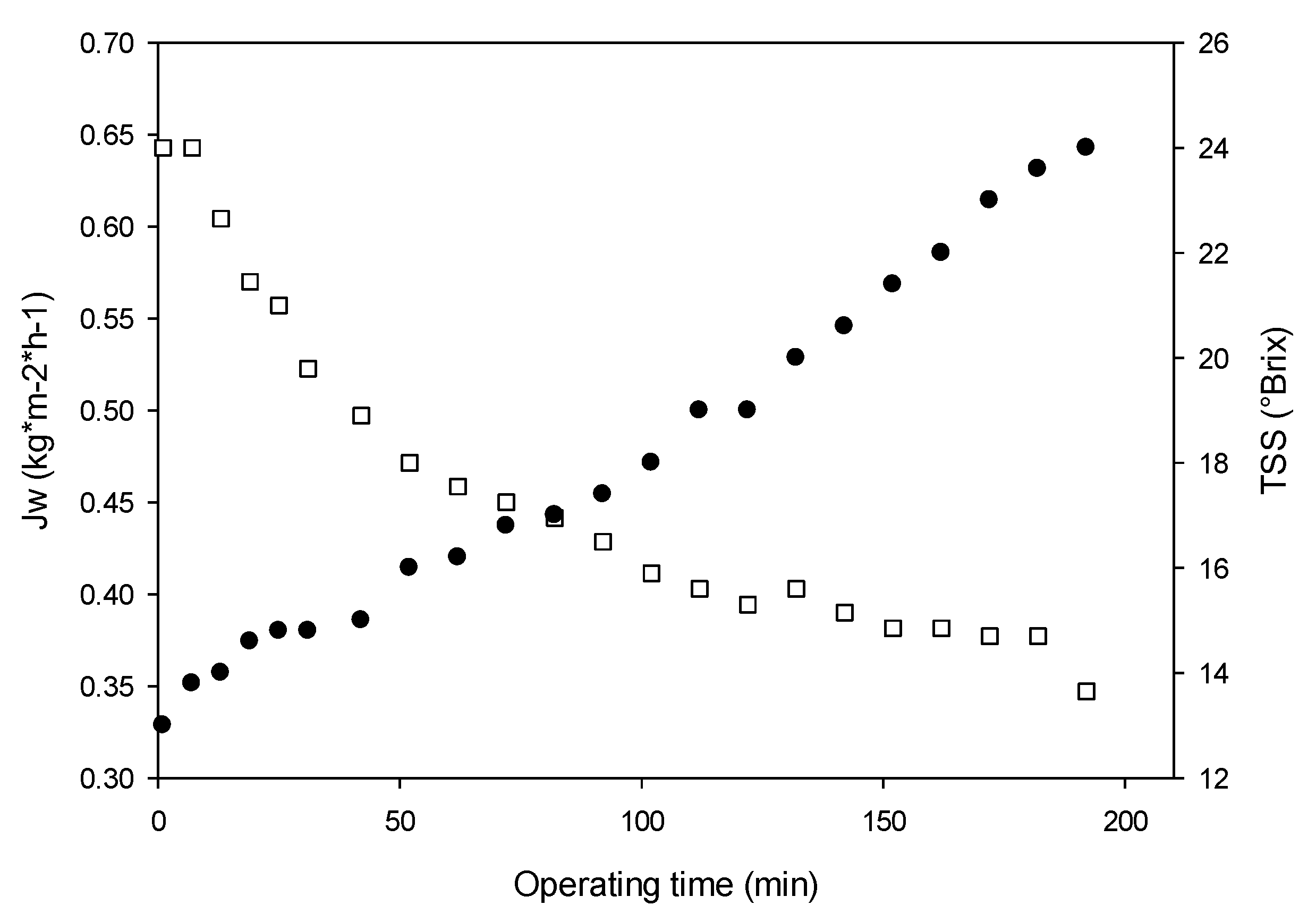
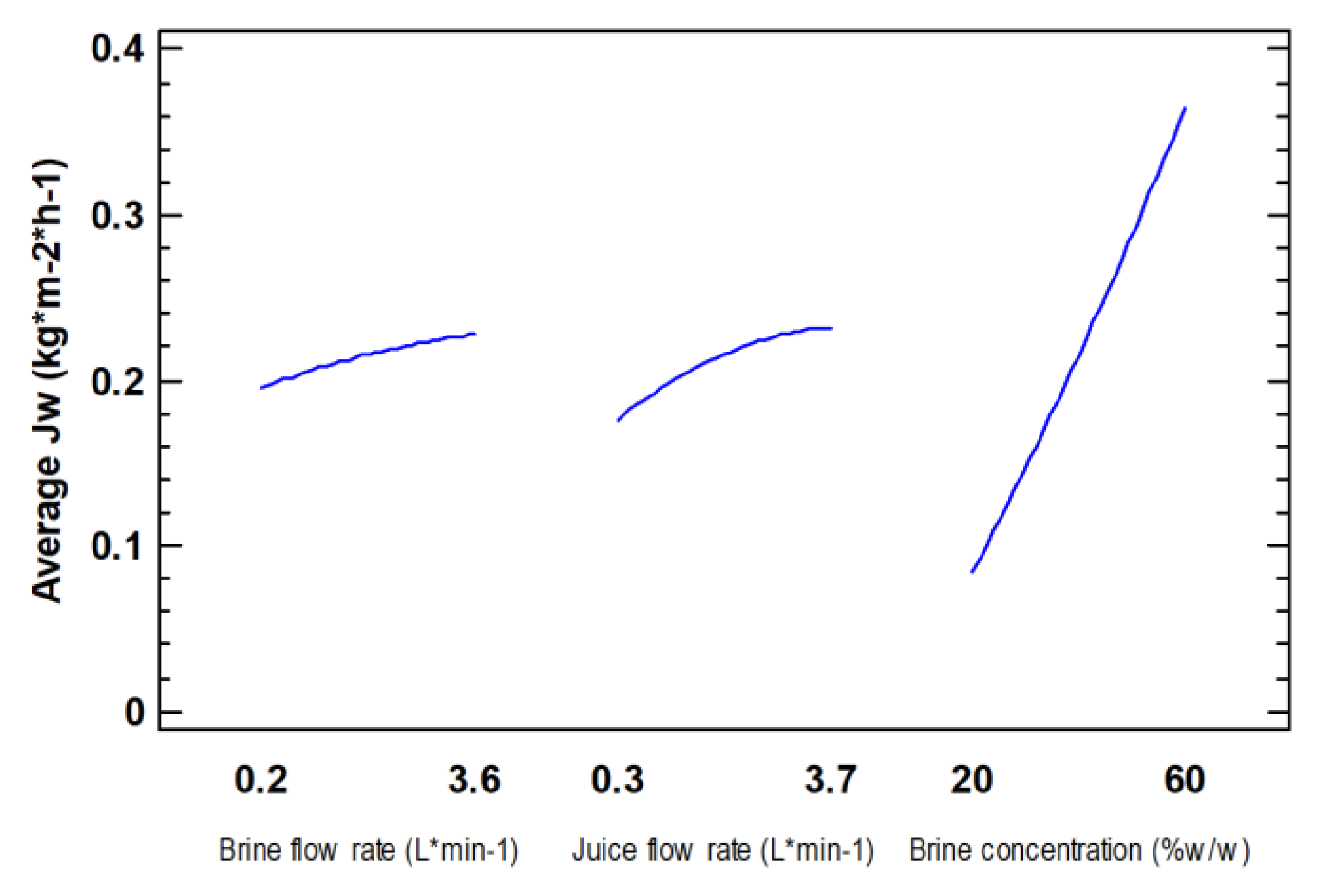
3.1. Effect of Operating Conditions on the Evaporation Flux
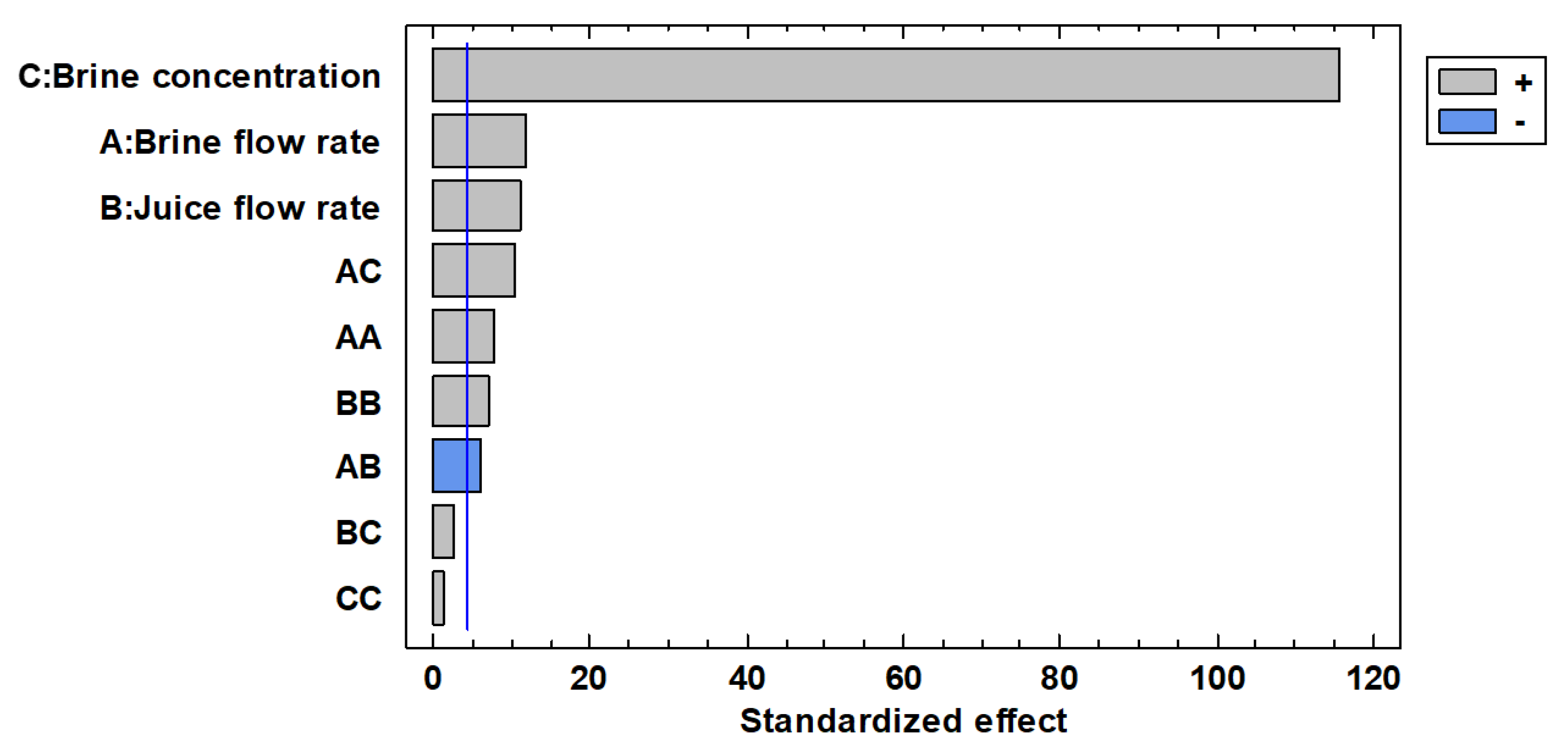
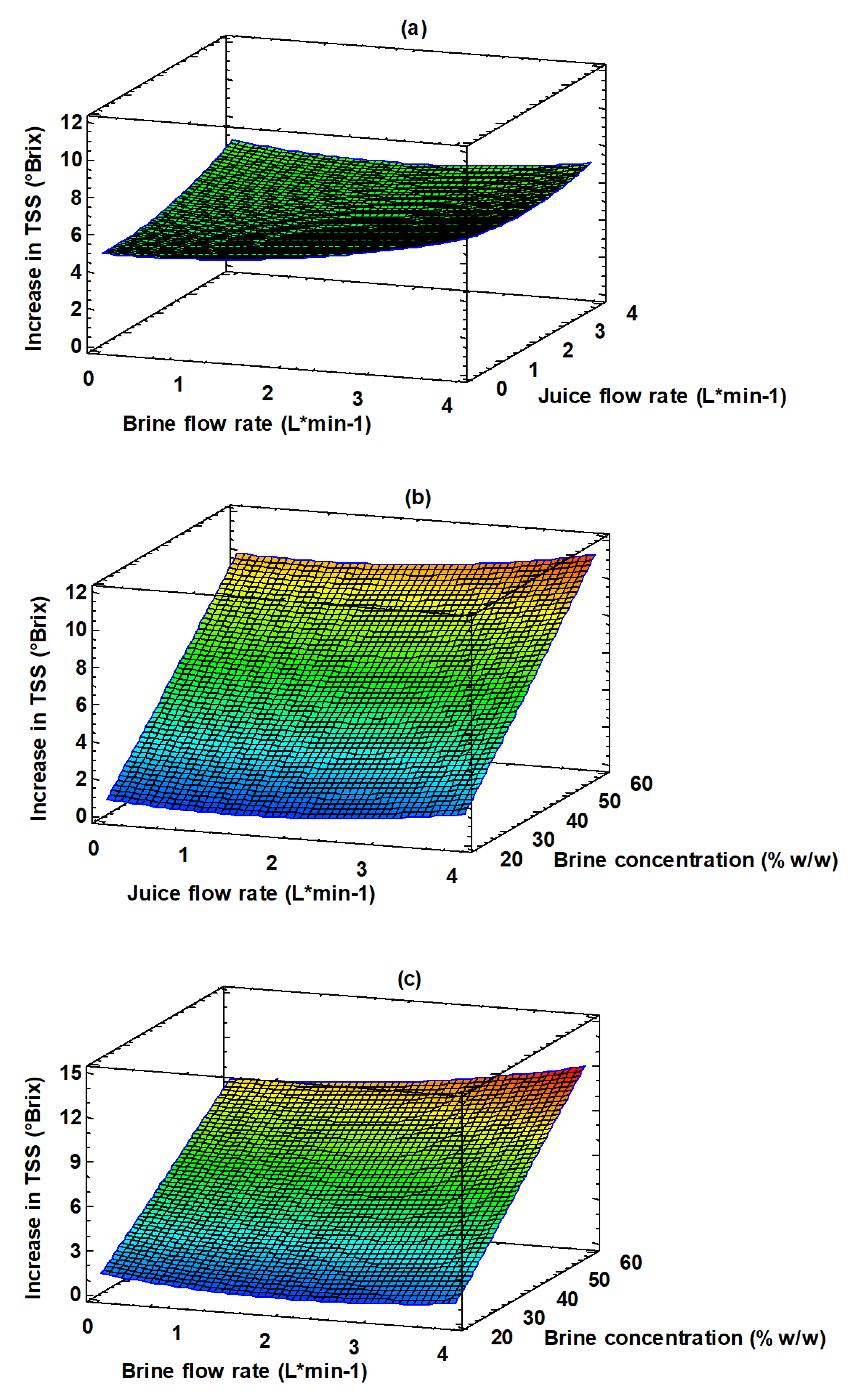
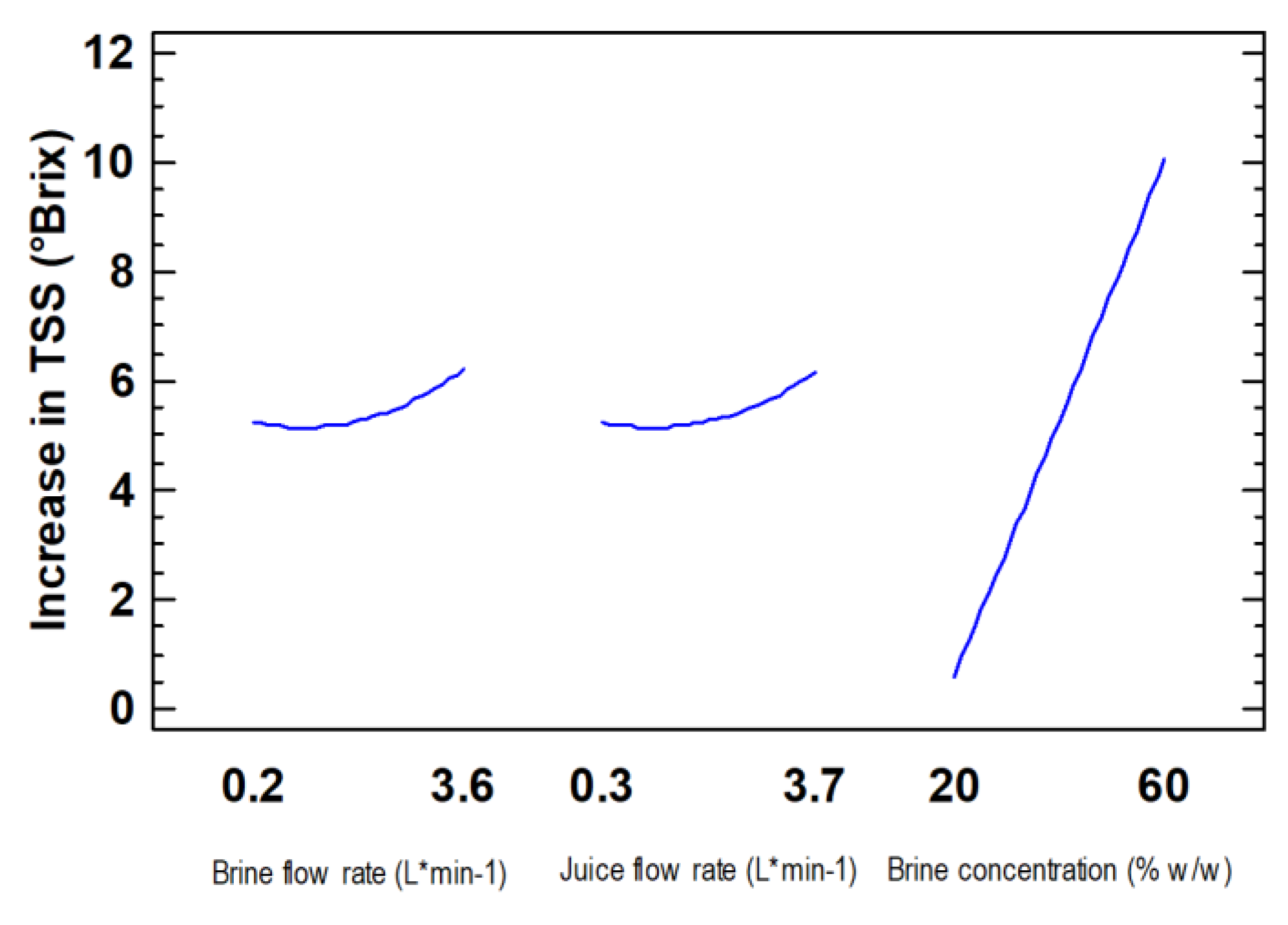
3.2. Effect of Operating Conditions on the Soluble Solid Content of the Juice
3.3. Optimization of Multiple Responses
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Appendix A


References
- Liu, R.H. Health-promoting components of fruits and vegetables in the diet. Adv. Nutr. 2013, 4, 384S–392S. [Google Scholar] [CrossRef]
- Aune, D.; Giovannucci, E.; Boffetta, P.; Fadnes, L.T.; Keum, N.; Norat, T.; Greenwood, D.C.; Riboli, E.; Vatten, L.J.; Tonstad, S. Fruit and vegetable intake and the risk of cardiovascular disease, total cancer and all-cause mortality-a systematic review and dose-response meta-analysis of prospective studies. Int. J. Epidemiol. 2017, 46, 1029–1056. [Google Scholar] [CrossRef] [PubMed]
- Agarwal, S.; Fulgoni, V.L.; Welland, D. Intake of 100% fruit juice is associated with improved diet quality of adults: NHANES 2013–2016 analysis. Nutrients 2019, 11, 2513. [Google Scholar] [CrossRef] [PubMed]
- Fruit and Vegetable Juice Market Report, 2022–2030. Available online: https://www.grandviewresearch.com/industry-analysis/fruit-vegetable-juice-market (accessed on 28 February 2023).
- Flores, F.P.; Singh, R.K.; Kong, F. Anthocyanin extraction, microencapsulation, and release properties during in vitro digestion. Food Rev. Int. 2016, 32, 46–67. [Google Scholar] [CrossRef]
- Ongkowijoyo, P.; Luna-Vital, D.A.; de Mejia, E.G. Extraction techniques and analysis of anthocyanins from food sources by mass spectrometry: An update. Food Chem. 2018, 250, 113–126. [Google Scholar] [CrossRef] [PubMed]
- Bermúdez-Soto, M.J.; Tomás-Barberán, F.A. Evaluation of commercial red fruit juice concentrates as ingredients for antioxidant functional juices. Eur. Food Res. Technol. 2004, 219, 133–141. [Google Scholar] [CrossRef]
- Adnan, A.; Mushtaq, M.; ul Islam, T. Fruit juice concentrates. In Fruit Juices: Extraction, Composition, Quality and Analysis, 1st ed.; Rajauria, G., Tiwari, B.K., Eds.; Academic Press: London, UK, 2018; pp. 217–240. [Google Scholar]
- Choi, L.H.; Nielsen, S.S. The effects of thermal and nonthermal processing methods on apple cider quality and consumer acceptability. J. Food Qual. 2005, 28, 13–29. [Google Scholar] [CrossRef]
- Petruzzi, L.; Campaniello, D.; Speranza, B.; Corbo, M.R.; Sinigaglia, M.; Bevilacqua, A. Thermal treatments for fruit and vegetable juices and beverages: A literature overview. Compr. Rev. Food Sci. Food Saf. 2017, 16, 668–691. [Google Scholar] [CrossRef]
- Bhattacharjee, C.; Saxena, V.K.; Dutta, S. Fruit juice processing using membrane technology: A review. Innov. Food Sci. Emerg. Technol. 2017, 43, 136–153. [Google Scholar] [CrossRef]
- Macedonio, F.; Drioli, E. Membrane engineering for green process engineering. Engineering 2017, 3, 290–298. [Google Scholar] [CrossRef]
- Matta, M.; Moretti, R.; Cabral, L. Microfiltration and reverse osmosis for clarification and concentration of acerola juice. J. Food Eng. 2004, 61, 477–482. [Google Scholar] [CrossRef]
- Jiao, B.; Cassano, A.; Drioli, E. Recent advances on membrane processes for the concentration of fruit juices: A review. J. Food Eng. 2004, 63, 303–324. [Google Scholar] [CrossRef]
- Aguiar, I.B.; Miranda, N.G.M.; Gomes, F.S.; Santos, M.C.S.; Freitas, D.G.C.; Tonon, R.V.; Cabral, L.M.C. Physicochemical and sensory properties of apple juice concentrated by reverse osmosis and osmotic evaporation. Innov. Food Sci. Emerg. Technol. 2012, 16, 137–142. [Google Scholar] [CrossRef]
- Cassano, A.; Conidi, C.; Drioli, E. A comprehensive review of membrane distillation and osmotic distillation in agro-food applications. J. Membr. Sci. Res. 2020, 6, 304–318. [Google Scholar]
- Hogan, P.A.; Canning, R.P.; Peterson, P.; Johnson, R.A.; Michaels, A.S. A new option: Osmotic distillation. Chem. Eng. Prog. 1998, 7, 49–61. [Google Scholar]
- Wang, L.; Min, J. Modeling and analyses of membrane osmotic distillation using non-equilibrium thermodynamics. J. Membr. Sci. 2011, 378, 462–470. [Google Scholar] [CrossRef]
- Cissé, M.; Vaillant, F.; Perez, A.; Dornier, M.; Reynes, M. The quality of orange juice processed by coupling crossflow microfiltration and osmotic evaporation. Int. J. Food Sci. Technol. 2005, 40, 105–116. [Google Scholar] [CrossRef]
- Rodrigues, R.B.; Menez, H.C.; Cabral, L.M.C.; Dornier, M.; Rios, G.M.; Reynes, M. Evaluation of reverse osmosis and osmotic evaporation to concentrate camu-camu juice (Myciaria dubia). J. Food Eng. 2004, 63, 97–102. [Google Scholar] [CrossRef]
- Bèlafi-Bakó, K.; Koroknai, B. Enhanced water flux in fruit juice concentration: Coupled operation of osmotic evaporation and membrane distillation. J. Membr. Sci. 2006, 269, 187–193. [Google Scholar] [CrossRef]
- Rehman, W.U.; Zeb, W.; Muhammad, A.; Ali, W.; Younas, M. Osmotic distillation and quality evaluation of sucrose, apple and orange juices in hollow fiber membrane contactor. Chem. Ind. Chem. Eng. Q. 2017, 23, 217–227. [Google Scholar] [CrossRef]
- Cissé, M.; Vaillant, F.; Bouquet, S.; Pallet, D.; Lutin, F.; Reynes, M.; Dornier, M. Athermal concentration by osmotic evaporation of roselle extract, apple and grape juices and impact on quality. Innov. Food Sci. Emerg. Technol. 2011, 12, 352–360. [Google Scholar] [CrossRef]
- Alves, V.D.; Coelhoso, I.M. Orange juice concentration by osmotic evaporation and membrane distillation: A comparative study. J. Food Eng. 2006, 74, 125–133. [Google Scholar] [CrossRef]
- Rehman, W.U.; Muhammad, A.; Khan, Q.A.; Younas, M.; Rezakazemi, M. Pomegranate juice concentration using osmotic distillation with membrane contactor. Sep. Purif. Technol. 2019, 224, 481–489. [Google Scholar] [CrossRef]
- Valdés, H.; Romero, J.; Saavedra, A.; Plaza, A.; Bubnovich, V. Concentration of noni juice by means of osmotic distillation. J. Membr. Sci. 2009, 330, 205–213. [Google Scholar] [CrossRef]
- Zambra, C.; Romero, J.; Pino, L.; Saavedra, A.; Sanchez, J. Concentration of cranberry juice by osmotic distillation process. J. Food Eng. 2015, 144, 58–65. [Google Scholar] [CrossRef]
- Onsekizoglu, P.; Bahceci, K.S.; Acar, M.J. Clarification and the concentration of apple juice using membrane processes: A comparative quality assessment. J. Membr. Sci. 2010, 352, 160–165. [Google Scholar] [CrossRef]
- Hongvaleerat, C.; Cabral, L.M.C.; Dornier, M.; Reynes, M.; Ningsanond, S. Concentration of pineapple juice by osmotic evaporation. J. Food Eng. 2008, 88, 548–552. [Google Scholar] [CrossRef]
- Oliveira, C.S.; Gomes, F.S.; Constant, L.S.; Silva, L.F.M.; Godoy, R.L.O.; Tonon, R.V.; Cabral, L.M.C. Integrated membrane separation processes aiming to concentrate and purify lycopene from watermelon juice. Innov. Food Sci. Emerg. Technol. 2016, 38, 149–154. [Google Scholar] [CrossRef]
- Cassano, A.; Jiao, B.; Drioli, E. Production of concentrated kiwifruit juice by integrated membrane process. Food Res. Int. 2004, 37, 139–148. [Google Scholar] [CrossRef]
- Cassano, A.; Conidi, C.; Timpone, R.; D’Avella, M.; Drioli, E. A membrane-based process for the clarification and the concentration of the cactus pear juice. J. Food Eng. 2007, 80, 914–921. [Google Scholar] [CrossRef]
- Vaillant, F.; Cissé, M.; Chaverri, M.; Perez, A.; Dornier, M.; Viquez, F.; Dhuique-Mayer, C. Clarification and concentration of melon juice using membrane processes. Innov. Food Sci. Emerg. Technol. 2005, 6, 213–220. [Google Scholar] [CrossRef]
- Kozák, A.; Bánvölgyi, S.Z.; Vincze, I.; Kiss, I.; Békássy Molnár, E.; Vatai, G. Comparison of integrated large-scale and laboratory scale membrane processes for the production of black currant juice concentrate. Chem. Eng. Process. 2008, 47, 1171–1177. [Google Scholar] [CrossRef]
- Koroknai, B.; Csanádi, Z.; Gubicza, L.; Bèlafi-Bakó, K. Preservation of antioxidant capacity and flux enhancement in concentration of red fruit juices by membrane processes. Desalination 2008, 228, 295–301. [Google Scholar] [CrossRef]
- Cassano, A.; Conidi, C.; Drioli, E. Clarification and concentration of pomegranate juice (Punica granatum L.) using membrane processes. J. Food Eng. 2011, 107, 366–373. [Google Scholar] [CrossRef]
- Onsekizoglu, P. Production of high quality clarified pomegranate juice concentrate by membrane processes. J. Membr. Sci. 2013, 442, 264–271. [Google Scholar] [CrossRef]
- Cassano, A.; Conidi, C.; Drioli, E. A membrane-based process for the valorization of the bergamot juice. Sep. Sci. Technol. 2013, 48, 537–546. [Google Scholar] [CrossRef]
- Forero Longas, F.; Velez Pasos, C.A. Optimization of the concentration by osmotic evaporation of passion fruit juice (Passiflora edullis). Dyna 2013, 80, 90–98. [Google Scholar]
- Babu, B.R.; Rastogi, N.K.; Raghavarao, K.S.M.S. Mass transfer in osmotic membrane distillation of phycocyanin colorant and sweet-lime juice. J. Membr. Sci. 2006, 272, 58–69. [Google Scholar] [CrossRef]
- Courel, M.; Dornier, M.; Herry, J.M.; Rios, G.M.; Reynes, M. Effect of operating conditions on water transport during the concentration of sucrose solutions by osmotic distillation. J. Membr. Sci. 2000, 170, 281–289. [Google Scholar] [CrossRef]
- Nagaraj, N.; Patil, G.; Babu, B.R.; Hebbar, U.H.; Raghavarao, K.S.M.S.; Nene, S. Mass transfer in osmotic membrane distillation. J. Membr. Sci. 2006, 268, 48–56. [Google Scholar] [CrossRef]
- Anjum, M.F.; Tasadduq, I.; Al-Sultan, K. Response surface methodology: A neutral network approach. Eur. J. Oper. Res. 1997, 101, 65–73. [Google Scholar] [CrossRef]
- Askari, N.; Farhadian, M.; Razmjou, A. Simultaneous effects of pH, concentration, pressure on dye removal by a polyamide nanofilter membrane; optimization through response surface methodology. Environ. Nanotechnol. Monit. Manag. 2018, 10, 223–230. [Google Scholar] [CrossRef]
- Irfan, M.; Waqas, S.; Arshad, U.; Khan, J.A.; Legutko, S.; Kruszelnicka, I.; Ginter-Kramarczyk, D.; Rahman, S.; Skrzypczak, A. Response surface methodology and artificial neural network modelling of membrane rotating biological contactors for wastewater treatment. Materials 2022, 15, 1932. [Google Scholar] [CrossRef] [PubMed]
- Ruby-Figueroa, R.; Cassano, A.; Drioli, E. Ultrafiltration of orange press liquor: Optimization of operating conditions for the recovery of antioxidant compounds by response surface methodology. Sep. Purif. Technol. 2012, 98, 255–261. [Google Scholar] [CrossRef]
- Ruby-Figueroa, R.; Cassano, A.; Drioli, E. Ultrafiltration of orange press liquor: Optimization for permeate flux and fouling index by response surface methodology. Sep. Purif. Technol. 2011, 80, 1–10. [Google Scholar] [CrossRef]
- Cojocaru, C.; Khayet, M. Sweeping gas membrane distillation of sucrose aqueous solutions: Response surface modeling and optimization. Sep. Purif. Technol. 2011, 81, 12–24. [Google Scholar] [CrossRef]
- Onsekizoglu, P.; Bahceci, K.S.; Acar, J. The use of factorial design for modeling membrane distillation. J. Membr. Sci. 2010, 349, 225–230. [Google Scholar] [CrossRef]
- Romero, J.; Rios, G.M.; Sanchez, J.; Bocquet, S.; Saavedra, A. Modelling of heat and mass transfer in osmotic evaporation process. AIChE J. 2003, 49, 300–308. [Google Scholar] [CrossRef]
- 3M.com/Liqui Cel. Available online: https://multimedia.3m.com/mws/media/2282742O/pdf-of-the-cleaning-and-storage-guidelines-for-the-3m-liqui-cel-exf-membrane-contactors.pdf (accessed on 24 April 2023).
- Bahceci, K.S.; Akillioglu, H.G.; Gokmen, V. Osmotic and membrane distillation for the concentration of tomato juice: Effects on quality and safety characteristics. Innov. Food Sci. Emerg. Technol. 2015, 31, 131–138. [Google Scholar] [CrossRef]
- Kujawa, J.; Burrieza, E.G.; Arafat, H.A.; Kurzawa, M.; Wolan, A.; Kujawski, W. Raw juice concentration by osmotic membrane distillation process with hydrophobic polymeric membranes. Food Bioproc. Technol. 2015, 8, 2146–2158. [Google Scholar] [CrossRef]
- Deshmukh, S.K.; Tajane, M.M. Distillation process in fruit juice concentration by membrane surface modification. Int. J. Chem. Biol. Eng. 2010, 3, 147–152. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | |
|---|---|---|
| Fresh Juice | Clarified Juice | |
| TSS (°Brix) | 13.8 ± 0.27 | 13.0 ± 0.25 |
| Suspended solids (%) | 7.93 ± 0.15 | n.d. |
| pH | 3.59 ± 0.07 | 3.65 ± 0.07 |
| Conductivity (mS/cm) | 3.89 ± 0.07 | 4.18 ± 0.08 |
| TPC (mg GAE L−1) | 1370.20 ± 27.27 | 1341.96 ± 46.72 |
| Flavonoids (ppm) | 422.31 ± 11.80 | 413.33 ± 13.81 |
| Anthocyanins (ppm) | 407.99 ± 66.74 | 362.51 ± 15.37 |
| TAA (mM Trolox) | 11.5 ± 2.2 | 11.5 ± 2.2 |
| Parameters | Real Values of the Coded Level | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| Brine flow rate (L min−1) | 0.2 | 1.9 | 3.6 |
| Feed flow rate (L min−1) | 0.3 | 2.0 | 3.7 |
| Brine concentration (% w/w) | 20 | 40 | 60 |
| Run | Brine Flow Rate (L min−1) | Juice Flow Rate (L min−1) | Brine Concentration (% w/w) | Average Jw (kg m−2 h−1) | Increase in TSS (°Brix) |
|---|---|---|---|---|---|
| X1 | X2 | X3 | Y1 | Y2 | |
| 1 | 0.2 (−1) | 0.3 (−1) | 40 (0) | 0.159 | 5.20 |
| 2 | 3.6 (1) | 0.3 (−1) | 40 (0) | 0.200 | 6.00 |
| 3 | 0.2 (−1) | 3.7 (1) | 40 (0) | 0.219 | 7.00 |
| 4 | 3.6 (1) | 3.7 (1) | 40 (0) | 0.223 | 6.40 |
| 5 | 0.2 (−1) | 2.0 (0) | 20 (−1) | 0.061 | 0.80 |
| 6 | 3.6 (1) | 2.0 (0) | 20 (−1) | 0.108 | 1.40 |
| 7 | 0.2 (−1) | 2.0 (0) | 60 (1) | 0.339 | 9.00 |
| 8 | 3.6 (1) | 2.0 (0) | 60 (1) | 0.376 | 12.00 |
| 9 | 1.9 (0) | 0.3 (−1) | 20 (−1) | 0.063 | 0.80 |
| 10 | 1.9 (0) | 3.7 (1) | 20 (−1) | 0.075 | 1.20 |
| 11 | 1.9 (0) | 0.3 (−1) | 60 (1) | 0.294 | 10.00 |
| 12 | 1.9 (0) | 3.7 (1) | 60 (1) | 0.422 | 11.00 |
| 13 | 1.9 (0) | 2.0 (0) | 40 (0) | 0.216 | 5.40 |
| 14 | 1.9 (0) | 2.0 (0) | 40 (0) | 0.205 | 5.20 |
| 15 | 1.9 (0) | 2.0 (0) | 40 (0) | 0.226 | 5.20 |
| Optimized coded level of variables | X1: Brine flow rate (L min−1) | 3.32 |
| X2: Juice flow rate (L min−1) | 3.69 | |
| X3: Brine concentration (mol L−1) | 10.2 | |
| Predicted responses | Average evaporation flux (kg m−2 h−1) | 0.41 |
| Increase in TSS (°Brix) | 12.0 | |
| Overall desirability | 0.985 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ruby-Figueroa, R.; Morelli, R.; Conidi, C.; Cassano, A. Red Fruit Juice Concentration by Osmotic Distillation: Optimization of Operating Conditions by Response Surface Methodology. Membranes 2023, 13, 496. https://doi.org/10.3390/membranes13050496
Ruby-Figueroa R, Morelli R, Conidi C, Cassano A. Red Fruit Juice Concentration by Osmotic Distillation: Optimization of Operating Conditions by Response Surface Methodology. Membranes. 2023; 13(5):496. https://doi.org/10.3390/membranes13050496
Chicago/Turabian StyleRuby-Figueroa, René, Rosanna Morelli, Carmela Conidi, and Alfredo Cassano. 2023. "Red Fruit Juice Concentration by Osmotic Distillation: Optimization of Operating Conditions by Response Surface Methodology" Membranes 13, no. 5: 496. https://doi.org/10.3390/membranes13050496
APA StyleRuby-Figueroa, R., Morelli, R., Conidi, C., & Cassano, A. (2023). Red Fruit Juice Concentration by Osmotic Distillation: Optimization of Operating Conditions by Response Surface Methodology. Membranes, 13(5), 496. https://doi.org/10.3390/membranes13050496