Integrated Design and Control of Various Hydrogen Production Flowsheet Configurations via Membrane Based Methane Steam Reforming


 ,
,  and
and 
Abstract
:1. Introduction
2. Integrated Process Design and Control
2.1. Optimization Problem Formulation
| (1) | ||||
| s.t.: | ||||
| s.t.: | ||||
2.2. Model Predictive Control
2.3. Dynamic Performance Evaluation
2.4. Direction of Maximum Variability
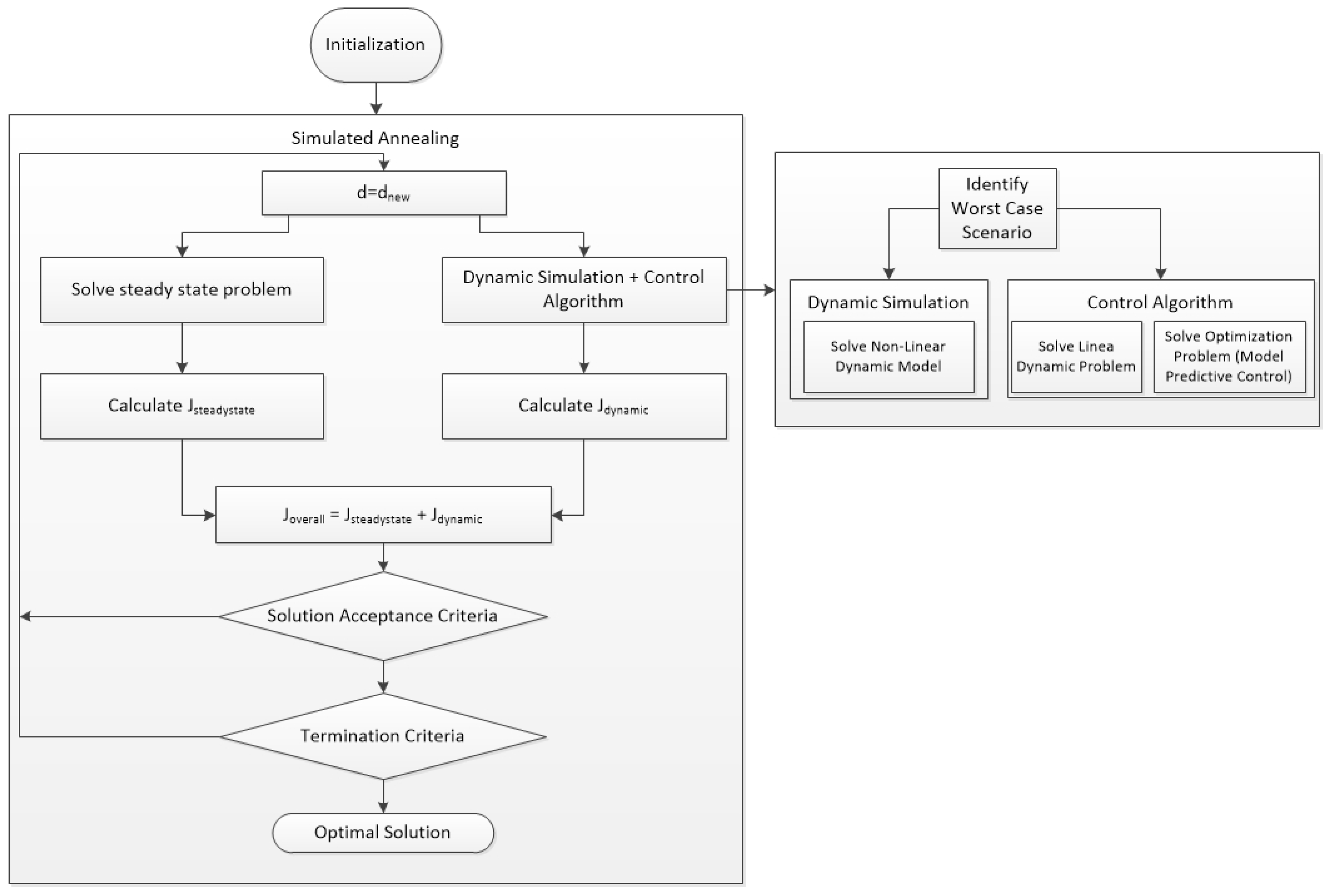
2.5. Solution Procedure
3. Results
3.1. Case Study: Hydrogen Production via Methane Steam Reforming
3.1.1. Alternative Process Flowsheets
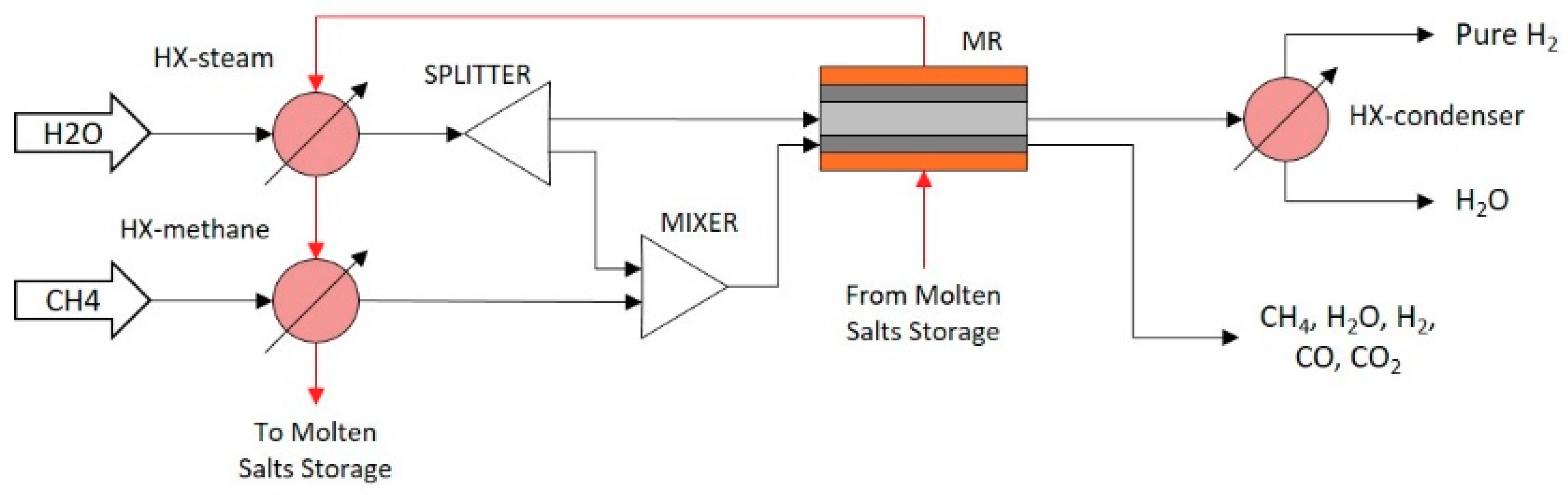
Integrated Membrane Reactor Configuration (IMR)
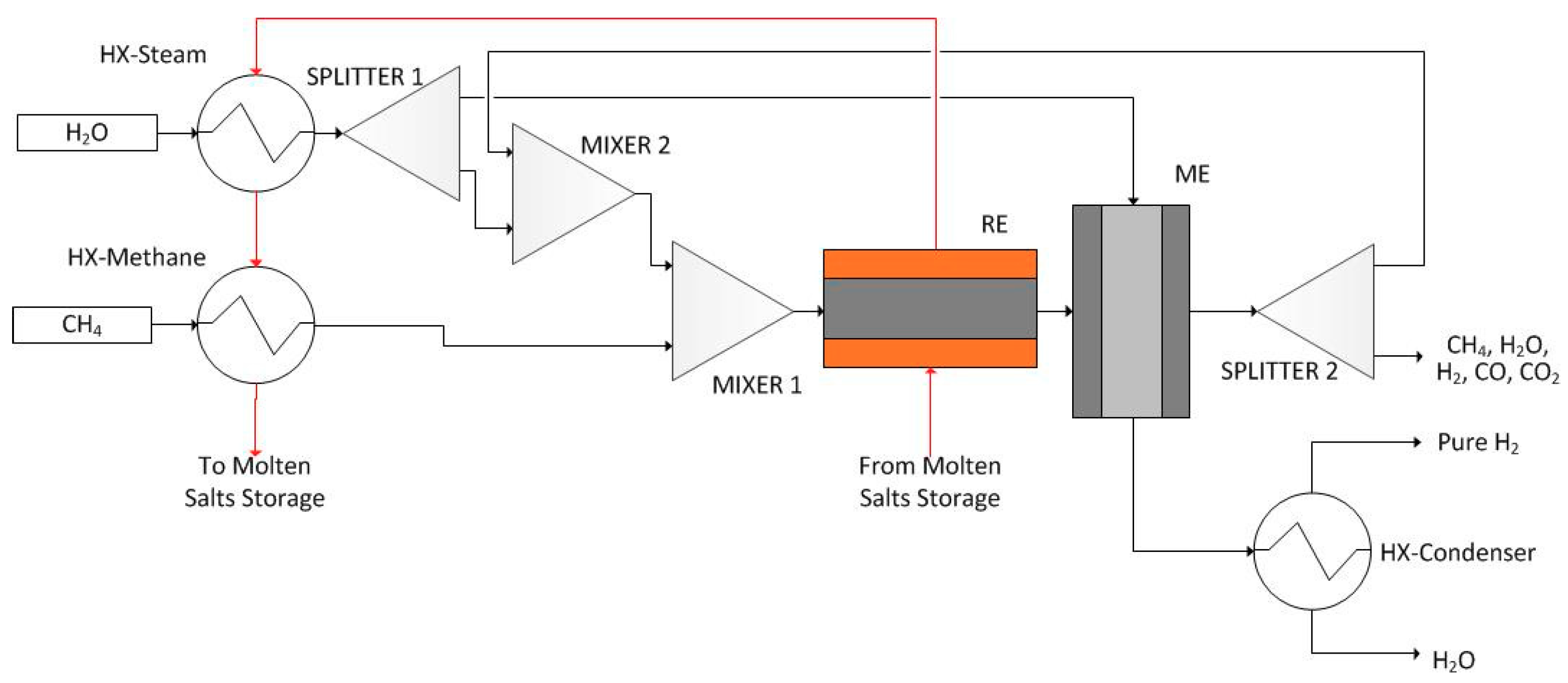
Cascaded Reactor and Membrane Modules (CRM)
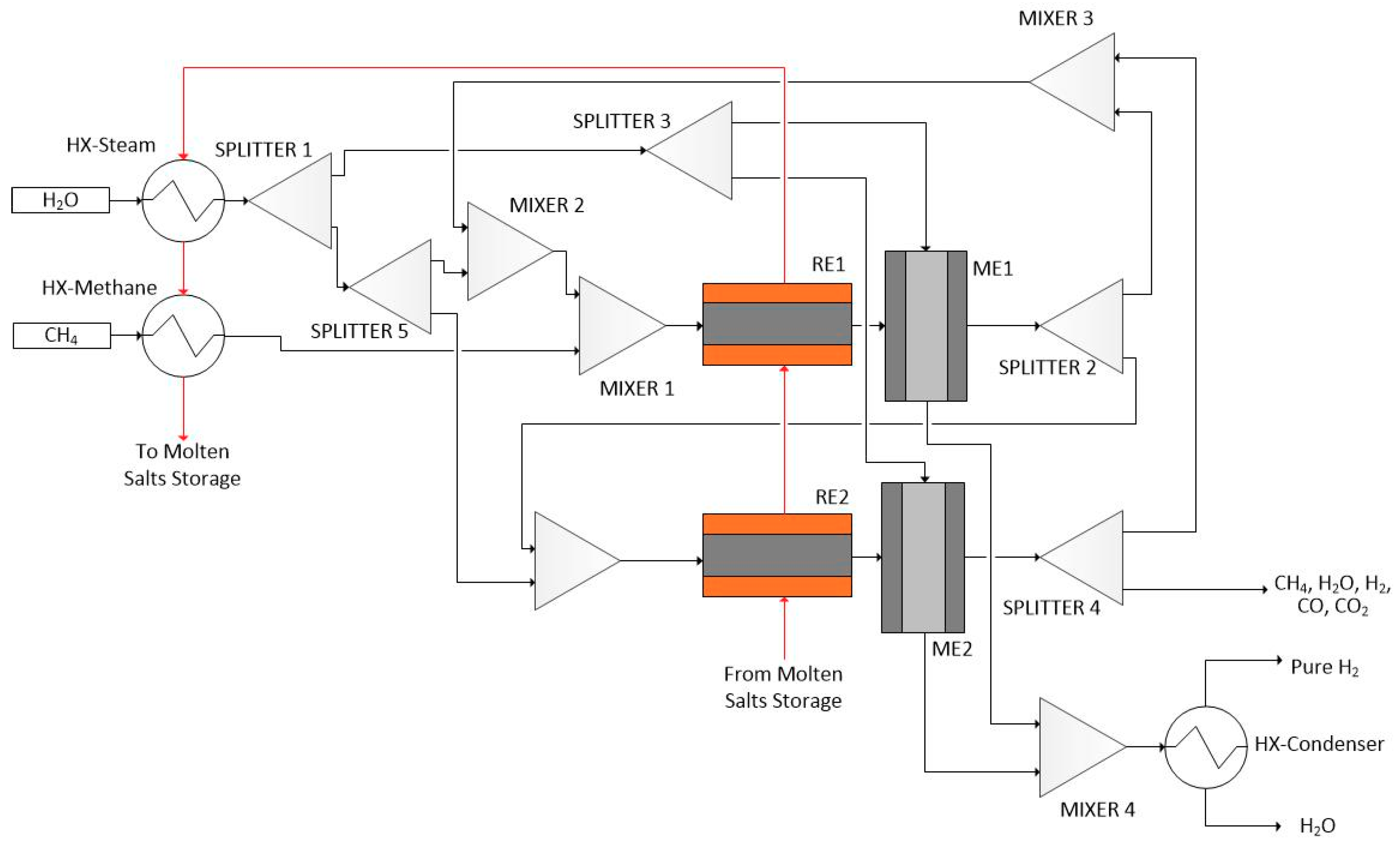
Cascaded Multiple Reactor and Membrane Modules (CRMRM)
3.1.2. Mathematical Modeling of the Alternative Flowsheets
3.1.3. Optimal Design of Process Flowsheet
Design Optimization Problem Formulation
Design Optimization Results
3.1.4. Integrated Design and Control Framework Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ajah, A.; Grievink, J. Delft design matrix: A framework for conceptual process design of future plants. In Proceedings of the Netherlands Process Technology Symposium-NPS3, Veldhoven, The Netherlands, 3–5 November 2003. [Google Scholar]
- Biegler, L.T.; Grossman, I.E.; Westerberg, A.W. Systematic Methods for Chemical Process Design; Prentice Hall PRT: Upper Saddle River, NJ, USA, 1997. [Google Scholar]
- Van De Wal, M.; De Jager, B. A review of methods for input/output selection. Automatica 2001, 37, 487–510. [Google Scholar] [CrossRef] [Green Version]
- Bristol, E. On a new measure of interaction for multivariable process control. IEEE Trans. Autom. Control 1966, 11, 133–134. [Google Scholar] [CrossRef]
- Zhuang, M.; Atherton, D.P. Automatic tuning of optimum PID controllers. IEE Proc.-D Control Theory Appl. 1993, 140, 216–224. [Google Scholar] [CrossRef]
- Cominos, P.; Munro, N. PID controllers: Recent tuning methods and design to specification. IEE Proc. Control Theory Appl. 2002, 149, 46–53. [Google Scholar] [CrossRef]
- Garriga, J.L.; Soroush, M. Model predictive control tuning methods: A review. Ind. Eng. Chem. Res. 2010, 49, 3505–3515. [Google Scholar] [CrossRef]
- Freeman, R.A.; Gaddy, J.L. Quantitative overdesign of chemical processes. AIChE J. 1975, 21, 436–440. [Google Scholar] [CrossRef]
- Seferlis, P.; Georgiadis, M.C. Computer Aided Chemical Engineering—The Integration of Process Design and Control; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Yuan, Z.; Chen, B.; Sin, G.; Gani, R. State-of-the-art and progress in the optimization-based simultaneous design and control for chemical processes. AIChE J. 2012, 58, 1640–1659. [Google Scholar] [CrossRef]
- Sharifzadeh, M. Integration of process design and control: A review. Chem. Eng. Res. Des. 2013, 91, 2515–2549. [Google Scholar] [CrossRef] [Green Version]
- Vega, P.; De Rocco, R.L.; Revollar, S.; Francisco, M. Integrated design and control of chemical processes—Part I: Revision and classification. Comput. Chem. Eng. 2014, 71, 602–617. [Google Scholar] [CrossRef]
- Narraway, L.T.; Perkins, J.D.; Barton, G.W. Integration between process design and process control: Economic analysis of process dynamics. J. Process Control 1991, 1, 243–250. [Google Scholar] [CrossRef]
- Narraway, L.T.; Perkins, J.D. Selection of process control structure based on linear dynamic economics. Ind. Eng. Chem. Res. 1993, 32, 2681–2692. [Google Scholar] [CrossRef]
- Kookos, I.K.; Perkins, J.D. An algorithm for simultaneous process design and control. Ind. Eng. Chem. Res. 2001, 40, 4079–4088. [Google Scholar] [CrossRef]
- Heath, J.A.; Kookos, I.K.; Perkins, J.D. Process control structure selection based on economics. AIChE J. 2000, 46, 1998–2016. [Google Scholar] [CrossRef]
- Mehta, S.; Ricardez-Sandoval, L.A. Integration of design and control of dynamic systems under uncertainty: A new back-off approach. Ind. Eng. Chem. Res. 2016, 55, 485–498. [Google Scholar] [CrossRef]
- Mohideen, J.M.; Perkins, J.D.; Pistikopoulos, E.N. Optimal Design of Dynamic Systems under Uncertainty. AIChE J. 1996, 42, 2251–2272. [Google Scholar] [CrossRef]
- Ricardez-Sandoval, L.A.; Budman, H.M.; Douglas, P.L. Simultaneous design and control of processes under uncertainty: A robust modelling approach. J. Process Control 2008, 18, 735–752. [Google Scholar] [CrossRef]
- Sanchez-Sanchez, K.B.; Ricardez-Sandoval, L.A. Simultaneous design and control under uncertainty using model predictive control. Ind. Eng. Chem. Res. 2013, 52, 4815–4833. [Google Scholar] [CrossRef]
- Gutierrez, G.; Ricardez-Sandoval, L.A.; Budman, H.; Prada, C. An MPC-based control structure selection approach for simultaneous process and control design. Comput. Chem. Eng. 2014, 70, 11–21. [Google Scholar] [CrossRef]
- International Energy Agency (IEAEnergy Technology Perspectives 2012: Pathway to Clean Energy System). Available online: http://www.iea.org/publications/freepublications/publication/ETP2012_free.pdf (accessed on 14 March 2018).
- Valdes, A.; Brillet, J.; Grätzel, M.; Gudmundsdottir, H.; Hansen, H.A.; Jonsson, H.; Klüpfel, P.; Kroes, G.J.; Le Formal, F.; Man, I.C.; et al. Solar hydrogen production with semiconductor metal oxides: New directions in experiment and theory. Phys. Chem. Chem. Phys. 2012, 14, 49–70. [Google Scholar] [CrossRef]
- Zhang, X.; Bieberle-Hütter, A. Modeling and simulations in photoelectrochemical water oxidation: From single level to multiscale modeling. ChemSusChem 2016, 9, 1223–1242. [Google Scholar] [CrossRef]
- Zhang, X.; Klaver, P.; van Santen, R.; Van De Sanden, M.C.M.; Bieberle-Hütter, A. Oxygen evolution at hematite surfaces: The impact of structure and oxygen vacancies on lowering the overpotential. J. Phys. Chem. C 2016, 120, 18201–18208. [Google Scholar] [CrossRef]
- Kyriakides, A.-S.; Rodríguez-García, L.; Voutetakis, S.; Ipsakis, D.; Seferlis, P.; Papadopoulou, S. Enhancement of pure hydrogen production through the use of membrane reactor. Int. J. Hydrogen Energy 2014, 39, 4749–4760. [Google Scholar] [CrossRef]
- Kyriakides, A.-S.; Voutetakis, S.; Papadopoulou, S.; Seferlis, P. Optimization of an experimental membrane reactor for low temperature methane steam reforming. Clean Technol. Environ. 2016, 39, 1–11. [Google Scholar] [CrossRef]
- Spallina, V.; Matturro, G.; Ruocco, C.; Meloni, E.; Palma, V.; Fernandez, E.; Melendez, J.; Pacheco Tanaka, A.D.; Viviente Sole, J.L.; van Sint Annaland, M.; et al. Direct route from ethanol to pure hydrogen through autothermal reforming in a membrane reactor: Experimental demonstration, reactor modelling and design. Energy 2008, 143, 666–681. [Google Scholar] [CrossRef]
- Murmura, M.A.; Cerbeli, S.; Annessini, M.C. Transport-reaction-permeation regimes in catalytic membrane reactors for hydrogen production. The steam reforming of methane as a case study. Chem. Eng. Sci. 2017, 162, 88–103. [Google Scholar] [CrossRef]
- Murmura, M.A.; Cerbeli, S.; Annessini, M.C. Design the optimal geometry of membrane reactor for hydrogen production from a pre-reformed gas mixture based on the extent of the reaction boundary layer. Chem. Eng. Process. 2017, 162, 88–103. [Google Scholar] [CrossRef]
- Patrascu, M.; Sheintuch, M. Design concept of scaled-down autothermal membrane reformer for on board hydrogen production. Chem. Eng. J. 2015, 282, 123–136. [Google Scholar] [CrossRef]
- Silva, J.D. Dynamic Simulation of the Steam Reforming of methane for the production of hydrogen in a catalytic Fixed Bed Membrane Reactor. Chem. Eng. Trans. 2014, 39, 961–966. [Google Scholar] [CrossRef]
- Ghouse, J.H.; Adams, T.A. A multi-scale dynamic two-dimensional heterogeneous model for catalytic steam methane reforming reactors. Int. J. Hydrogen Energy 2013, 38, 9984–9999. [Google Scholar] [CrossRef]
- Wu, Z.; Aguirre, A.; Tran, A.; Durand, H.; Ni, D.; Christofides, P.D. Model predictive control of a steam methane reforming reactor described by a computational fluid dynamics model. Int. Eng. Chem. Res. 2017, 56, 6002–6011. [Google Scholar] [CrossRef]
- Kyriakides, A.S.; Seferlis, P.; Voutetakis, S.; Papadopoulou, S. Model Predictive Control for Hydrogen Production in a Membrane Methane Steam Reforming Reactor. Chem. Eng. Trans. 2016, 52, 991–996. [Google Scholar] [CrossRef]
- Ricardez-Sandoval, L.A.; Budman, H.M.; Douglas, P.L. Application of robust control tools to the simultaneous design and control of dynamic systems. Ind. Eng. Chem. Res. 2008, 48, 801–813. [Google Scholar] [CrossRef]
- Seferlis, P.; Grievink, J. Process design and control structure evaluation and screening using nonlinear sensitivity analysis. In Computer Aided Chemical Engineering—The Integration of Process Design and Control; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Seferlis, P.; Grievink, J. Process design and control structure screening based on economic and static controllability criteria. Comput. Chem. Eng. 2001, 25, 177–188. [Google Scholar] [CrossRef]
- Seferlis, P. System poles and zeros sensitivity for dynamic process controllability. In Proceedings of the American Control Conference; Baltimore, MD, USA, 30 June–2 July 2010, pp. 1868–1873.
- MathWorks (MATLAB, Simulannealbnd—Find Minimum of Function Using Simulated Annealing Algorithm); The Mathworks Inc.: Natick, MA, USA, 2007; Available online: https://www.mathworks.com/help/gads/simulated-annealing.html (accessed on 3 August 2018).
- Caravella, A.; Di Maio, F.P.; Di Renzo, A. Optimization of membrane area and catalyst distribution in a permeative-stage membrane reactor for methane steam reforming. J. Membr. Sci. 2008, 321, 209–221. [Google Scholar] [CrossRef]
- Kyriakides, A.-S.; Seferlis, P.; Voutetakis, S.; Papadopoulou, S. Investigating the Simultaneous Process Design and Control of a Membrane Reactor for Hydrogen Production via Methane Steam Reforming. Chem. Eng. Trans. 2017, 61, 1375–1380. [Google Scholar] [CrossRef]
- Marechal, F.; Palazzi, F.; Godat, J.; Favrat, D. Thermo-Economic Modelling and Optimisation of Fuel Cell Systems. Fuel Cells 2005, 5, 5–24. [Google Scholar] [CrossRef]
- Sanusi, Y.S.; Mokheimer, E.M.; Habib, M.A. Thermo-economic analysis of integrated membrane-SMR ITM-oxy-combustion hydrogen and power production plant. Appl. Energy 2017, 204, 626–640. [Google Scholar] [CrossRef]
- Walas, S. Chemical Process Equipment: Selection and Design; Butterworth-Heinemann: Newton, MA, USA, 1988. [Google Scholar]
- MathWorks (MATLAB, Gamultiobj—Find Pareto Front of Multiple Fitness Functions Using Genetic Algorithm); The Mathworks, Inc.: Natick, MA, USA, 2007; Available online: https://www.mathworks.com/help/gads/gamultiobj.html (accessed on 10 August 2018).
- Farsi, M.; Shahhosseini, H. A modified membrane SMR reactor to produce large-scale syngas modeling and multi objective optimization. Chem. Eng. Process Process Intensif. 2015, 97, 169–179. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Decision Variable | Limits | |||||
|---|---|---|---|---|---|---|
| IMR | CRM | CRMRM | ||||
| Lower | Upper | Lower | Upper | Lower | Upper | |
| Membrane diameter (m) | 10−4 | 0.1 | - | - | - | - |
| Reactor outer diameter (m) | 10−4 | 0.1 | - | - | - | - |
| Molten Salt outer diameter (m) | 10−4 | 0.1 | - | - | - | - |
| Reactor i diameter (m) | - | - | 10−4 | 0.1 | 10−4 | 0.2 |
| Molten salt i outer diameter (m) | - | - | 10−4 | 0.2 | 10−4 | 0.5 |
| Membrane i diameter (m) | - | - | 10−4 | 0.1 | 10−4 | 0.2 |
| Separator i outer diameter (m) | - | - | 10−4 | 0.2 | 10−4 | 0.5 |
| Reactor i length (m) | 10−2 | 1.0 | 10−2 | 1.0 | 10−2 | 5.0 |
| Separator length (m) | - | - | 10−2 | 1.0 | 10−2 | 5.0 |
| Water inlet flowrate (×10−5 m3/s) | 0.0224 | 2.24 | 0.0224 | 22.4 | 0.0224 | 560 |
| Methane inlet flowrate (×10−5 m3/s) | 0.0224 | 2.24 | 0.0224 | 22.4 | 0.0224 | 224 |
| Splitter i ratio (-) | 0.1 | 0.9 | 0.1 | 0.9 | 0.1 | 0.99 |
| Steamer heat exchanger area (m2) | 0.01 | 1.0 | 0.01 | 1.0 | 0.01 | 1.0 |
| Heat exchanger area (m2) | 0.01 | 1.0 | 0.01 | 1.0 | 0.01 | 1.0 |
| Condenser heat exchanger area (m2) | 0.01 | 1.0 | 0.01 | 1.0 | 0.01 | 1.0 |
| Cost | IMR | CRM | CRMRM |
|---|---|---|---|
| Equipment | 1.0 | 1.03 | 2.96 |
| Operational | 1.0 | 3.10 | 10.64 |
| Decision Variable | IMR | ||
|---|---|---|---|
| OD | IDC | ||
| JCOST | JMPC | ||
| Steamer HEX area (m2) | 0.04 | 0.30 | 0.25 |
| HEX area (m2) | 0.23 | 0.45 | 0.30 |
| Membrane diameter (m) | 0.013 | 0.017 | 0.014 |
| Reactor outer diameter (m) | 0.036 | 0.093 | 0.070 |
| Molten salt outer diameter (m) | 0.078 | 0.139 | 0.099 |
| Reactor length (m) | 0.157 | 0.583 | 0.478 |
| Condenser HEX area (m2) | 0.04 | 0.38 | 0.49 |
| Water inlet flow (×10−5 m3/s) | 1.90 | 1.76 | 1.77 |
| Methane inlet flow (×10−5 m3/s) | 0.37 | 0.43 | 0.43 |
| Splitter 1 ratio (-) | 0.60 | 0.86 | 0.84 |
| Decision Variable | CRM | CRMRM | ||||
|---|---|---|---|---|---|---|
| OD | IDC | OD | IDC | |||
| JCOST | JMPC | JCOST | JMPC | |||
| Steamer HEX area (m2) | 0.15 | 0.38 | 0.39 | 0.46 | 0.43 | 0.43 |
| HEX area (m2) | 0.24 | 0.46 | 0.42 | 0.33 | 0.36 | 0.35 |
| Condenser HEX area (m2) | 0.05 | 0.12 | 0.04 | 0.06 | 0.08 | 0.03 |
| Water inlet flow (×10−5 m3/s) | 6.70 | 6.68 | 6.79 | 200.20 | 238.56 | 239.8 |
| Methane inlet flow (×10−5 m3/s) | 1.10 | 1.70 | 1.75 | 39.00 | 45.42 | 56.39 |
| Reactor 1 Ri (m) | 0.030 | 0.063 | 0.055 | 0.028 | 0.089 | 0.088 |
| Reactor 1 Ro (m) | 0.126 | 0.159 | 0.160 | 0.369 | 0.212 | 0.209 |
| Reactor 1 L (m) | 0.144 | 0.696 | 0.644 | 0.661 | 1.341 | 1.346 |
| Separator 1 Ri (m) | 0.006 | 0.024 | 0.012 | 0.046 | 0.004 | 0.009 |
| Separator 1 Ro (m) | 0.121 | 0.188 | 0.174 | 0.085 | 0.127 | 0.130 |
| Separator 1 L (m) | 0.267 | 0.416 | 0.547 | 0.179 | 0.600 | 0.609 |
| Reactor 2 Ri (m) | - | - | - | 0.096 | 0.078 | 0.070 |
| Reactor 2 Ro (m) | - | - | - | 0.297 | 0.373 | 0.374 |
| Reactor 2 L (m) | - | - | - | 2.188 | 2.710 | 2.729 |
| Separator 2 Ri (m) | - | - | - | 0.037 | 0.055 | 0.059 |
| Separator 2 Ro (m) | - | - | - | 0.128 | 0.066 | 0.066 |
| Separator 2 L (m) | - | - | - | 0.323 | 0.653 | 0.649 |
| Splitter 1 ratio (-) | 0.59 | 0.87 | 0.87 | 0.80 | 0.70 | 0.69 |
| Splitter 2 ratio (-) | 0.42 | 0.17 | 0.16 | 0.41 | 0.91 | 0.90 |
| Splitter 3 ratio (-) | - | - | - | 0.32 | 0.49 | 0.50 |
| Splitter 4 ratio (-) | - | - | - | 0.08 | 0.77 | 0.78 |
| Splitter 5 ratio (-) | - | - | - | 0.81 | 0.58 | 0.58 |
| Variable | IMR | CRM | CRMRM | ||||||
|---|---|---|---|---|---|---|---|---|---|
| OD | IDC | OD | IDC | OD | IDC | ||||
| J1 + J2 | J1 + J2 + JCOST | J1 + J2 + JMPC | J1 + J2 | J1 + J2 + JCOST | J1 + J2 + JMPC | J1 + J2 | J1 + J2 + JCOST | J1 + J2 + JMPC | |
| Equipment cost | 1 | 1.07 | 1.09 | 1.03 | 1.14 | 1.25 | 2.96 | 3.17 | 3.23 |
| Operational cost | 1 | 1.21 | 1.23 | 3.10 | 5.40 | 5.44 | 10.64 | 12.09 | 12.46 |
| Dynamic cost | 1 | 0.83 | 0.84 | 0.63 | 0.49 | 0.55 | 0.63 | 0.47 | 0.45 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kyriakides, A.-S.; Voutetakis, S.; Papadopoulou, S.; Seferlis, P. Integrated Design and Control of Various Hydrogen Production Flowsheet Configurations via Membrane Based Methane Steam Reforming. Membranes 2019, 9, 14. https://doi.org/10.3390/membranes9010014
Kyriakides A-S, Voutetakis S, Papadopoulou S, Seferlis P. Integrated Design and Control of Various Hydrogen Production Flowsheet Configurations via Membrane Based Methane Steam Reforming. Membranes. 2019; 9(1):14. https://doi.org/10.3390/membranes9010014
Chicago/Turabian StyleKyriakides, Alexios-Spyridon, Spyros Voutetakis, Simira Papadopoulou, and Panos Seferlis. 2019. "Integrated Design and Control of Various Hydrogen Production Flowsheet Configurations via Membrane Based Methane Steam Reforming" Membranes 9, no. 1: 14. https://doi.org/10.3390/membranes9010014
APA StyleKyriakides, A. -S., Voutetakis, S., Papadopoulou, S., & Seferlis, P. (2019). Integrated Design and Control of Various Hydrogen Production Flowsheet Configurations via Membrane Based Methane Steam Reforming. Membranes, 9(1), 14. https://doi.org/10.3390/membranes9010014