1. Introduction
Along with SiO
2 and ZnO nanoparticles, TiO
2 nanoparticles are one of the most abundantly produced nanomaterials. Annually, approximately 3 million tons of TiO
2 are produced industrially across the world for use in photocatalysts, self-cleaning agents, UV-protection agents, self-cleaning ceramics, antibacterial air purifiers, water treatment catalysts, cosmetics, inks, and packing materials [
1,
2]. Because of their wide range of applicability, controlling particle dispersion and agglomeration in the colloids is crucial for determining the properties and characteristics of the TiO
2 nanoparticles for controlling product performance. Compared with microparticles, nanoparticles exhibit a stronger attraction between particles (van der Waals force); thus, they possess enough energy to form agglomerates [
3]. Due to this issue, the size and surface treatment of each particle is different, depending on the relevant application field; however, ideally, the physicochemical properties of the surface should remain unaltered. A typical example is that of sunscreen lotion. Based on the current production process, the particles in sunscreen must be uniformly dispersed at a size <100 nm and in a non-re-agglomerated colloidal state to maintain stability. However, to prepare such suspensions, surfactants or dispersing agents are often used, which alter the physical and chemical properties of TiO
2 surfaces; this necessitates the addition of viscosity controlling agents, which are detrimental to the environment and human body. The addition of these agents also results in additional production costs.
Conventional physical and mechanical dispersion methods, such as ball and jet milling, contaminate the dispersion because of a high milling speed and are ineffective in achieving complete dispersion of the nanoparticles [
4,
5]. As a result, contactless dispersion methods using ultrasonic dispersion equipment are frequently employed. Ultrasonic dispersion is an effective tool for controlling aggregation, and considerable research has been conducted on the irradiation and measurement conditions of ultrasonic waves [
6,
7]. However, despite the growing interest in ultrasonic dispersion, there is lack of sufficient systematic research regarding these methods [
3].
The most common ultrasound dispersion methods bath, horn, and cup dispersions are not conducive to nanoscale applications because of their low energy, non-uniform dispersions, and uncontrollable heating during operation [
8,
9,
10], necessitating the use of surfactants for commercial products due to their significantly low dispersion stability [
11,
12]. Since TiO
2 is a relatively cost-efficient material used in a wide variety of applications, dispersion methods that can maintain the stability of TiO
2 colloids play an important role in increasing its potential for use in large industrial applications. Therefore, it is essential to investigate the influence of ultrasonic radiation on the dispersion and stability of TiO
2 colloidal nanoparticles [
13,
14]. This study focuses on the effects of ultrasonic irradiation on the dispersion properties of TiO
2 colloids by evaluating the dispersion stability and further suggests optimal TiO
2 dispersion protocols.
This study investigated a novel surfactant-free water dispersion technique on TiO2 nanoparticles using focused ultrasound and proposed an optimum TiO2 dispersion protocol. By using the proposed protocol to prepare waterborne TiO2 nanoparticles, this study prepared waterborne TiO2 nanoparticles with a particle size distribution of ≤100 nm that resisted re-agglomeration for up to 30 days, demonstrating their excellent dispersion stability.
3. Theory/Calculation
3.1. Particle Mobility in a Colloid
Particles in an aqueous solution exhibit several behaviors, which can be classified into gravitational behavior and particle molecular motion, i.e., Brownian motion. Particles with a specific gravity greater than that of water move from the top to the bottom of a suspension over time via a process referred to as precipitation. In addition, particles in an aqueous solution have their own molecular velocity that must be considered when describing their physical properties and the viscosity of the aqueous solution. The sedimentation rate due to gravity (Equation (1)) and the velocity of Brownian motion (Equation (2)) are described below [
20].
Here, V is the distance moved by the particle in t seconds, g is the gravity, r is the particle radius, is the density difference between the dispersed phase and dispersion medium, η is the viscosity of the dispersion medium (continuous phase), Δ is the distance at which particles start moving in t seconds, k is the Boltzmann integer, and T is the absolute temperature of the dispersion medium (solvent).
Equations (1) and (2) show that the behavior of the particles in an aqueous solution is affected by particle size. The sedimentation rate of particles with a higher specific gravity than that of water is proportional to the square of the particle radius. On the other hand, the Brownian motion velocity is inversely proportional to the particle radius. It can be predicted that particles with higher specific gravity than that of water will exhibit faster sedimentation and slower Brownian motion with increasing particle size in an aqueous solution, whereas smaller particles will exhibit slower sedimentation and faster Brownian motion. By controlling the particle size, the behavior of the particles as well as dispersion stability in an aqueous solution can be controlled. Therefore, controlling particle size is a key factor in producing a stable colloid. As previously discussed, although particle size can be controlled using surfactants or other chemical dispersants, they can also alter the particle properties. Thus, dispersing particles in a suspension without using dispersants would be a key breakthrough.
3.2. Mechanisms of Ultrasonic Dispersion
Cavitation, which is used in ultrasonic dispersion, is generated by the application of a repeated amount of sound pressure per second. An ultrasonic wave is generated, and cavitation bubbles become enlarged while the sound pressure is repeatedly applied. When the bubbles grow to the critical value, they collapse. The temperature and pressure of the generated bubbles can vary from hundreds to thousands of degrees Kelvin and atmospheres, respectively. The temperature and atmospheric pressure generated during bubble collapse are referred to as the collapse power, and their values vary depending on the given frequency, ultrasonic irradiation time, temperature, medium type, and voltage.
Figure 5 shows a schematic of the process of bubble generation and collapse during ultrasonic irradiation in a liquid medium. Ultrasonic waves irradiated through the liquid medium produce compressive and tensile stresses that cause the microbubbles to shrink and expand, respectively.
The energy generated by collapsing bubbles can deliver a constant or varying energy to its surrounding medium [
21,
22], depending on the frequency, temperature, power, and viscosity of the medium. This energy can be used to clean surfaces, disperse agglomerated particles, and emulsify water and oil. It is crucial to ascertain the conditions for ultrasonic dispersion because the temperature and pressure generated during collapse vary according to different conditions.
3.3. Calculations
3.3.1. Calibration of Ultrasonic Energy by the Calorimetric Method
Ultrasonic energy may be calculated using the calorimetric method, which determines the energy based on temperature changes in the solvent. The energy generated through the ultrasonic wave, or more precisely, the power of the ultrasonic wave generated per second, can be calculated by using Equation (3) [
23,
24].
Here, T is the solution temperature (K), Cp is the heat capacity of water (4.186 J/g °K), and M is the mass of the solution (g = mL). The dT/dt values were calculated using twenty temperature plots during the 30-min-long temperature convergence. The input frequency (f) and power (Pset) used for dispersion were 396 kHz and 102 W, respectively, while the ultrasonic energy (Pult) was calculated to be 27.048 W (J/s).
3.3.2. Deliveries of Sonic and Critical Sonic Energies
It is important to ensure that small particles are uniformly present in the colloid and that no re-agglomeration occurs during dispersion. The critical ultrasonic energy required to obtain the most stable colloid with the most uniform and narrow particle size distribution depends on the properties of the material and the colloid. Delivery of sonic energy (DSE, J/mL) is the final ultrasonic energy imparted to the dispersion medium, which may be calculated using Equation (4) according to the ultrasonic irradiation time [
25].
Here, DSE is the delivery of s.nic energy (J/mL), P is the ultrasonic energy determined by calorimetric method (J/s), t is the irradiation time (sec), and V is the solution volume (g = mL).
The DSE value can be obtained according to the ultrasonic irradiation time. When the colloid maintains a stable state without re-agglomeration at a specific DSE value, this value becomes the delivery of the critical sonic energy (DSEcr, J/mL) of the colloid [
25]. DSEcr (critical delivered sonication energy) refers to the optimum energy to maintain dispersion stability without damaging the material. In the ultrasonic dispersion experiment, research on selection of the optimal DSEcr value through analysis of dispersion stability and properties of the material after dispersion for various ultrasonic irradiation energies should always be conducted together. Research in selecting the optimal DSEcr value via dispersion stability analysis and properties of the material after dispersion for various ultrasonic irradiation energies should always be conducted together. If energy above this value is applied to the colloid, the material may be damaged. Therefore, it is crucial to determine the appropriate DSEcr for the material in order to obtain a stable dispersion without deforming the material [
25].
4. Results and Discussion
4.1. SEM and TEM
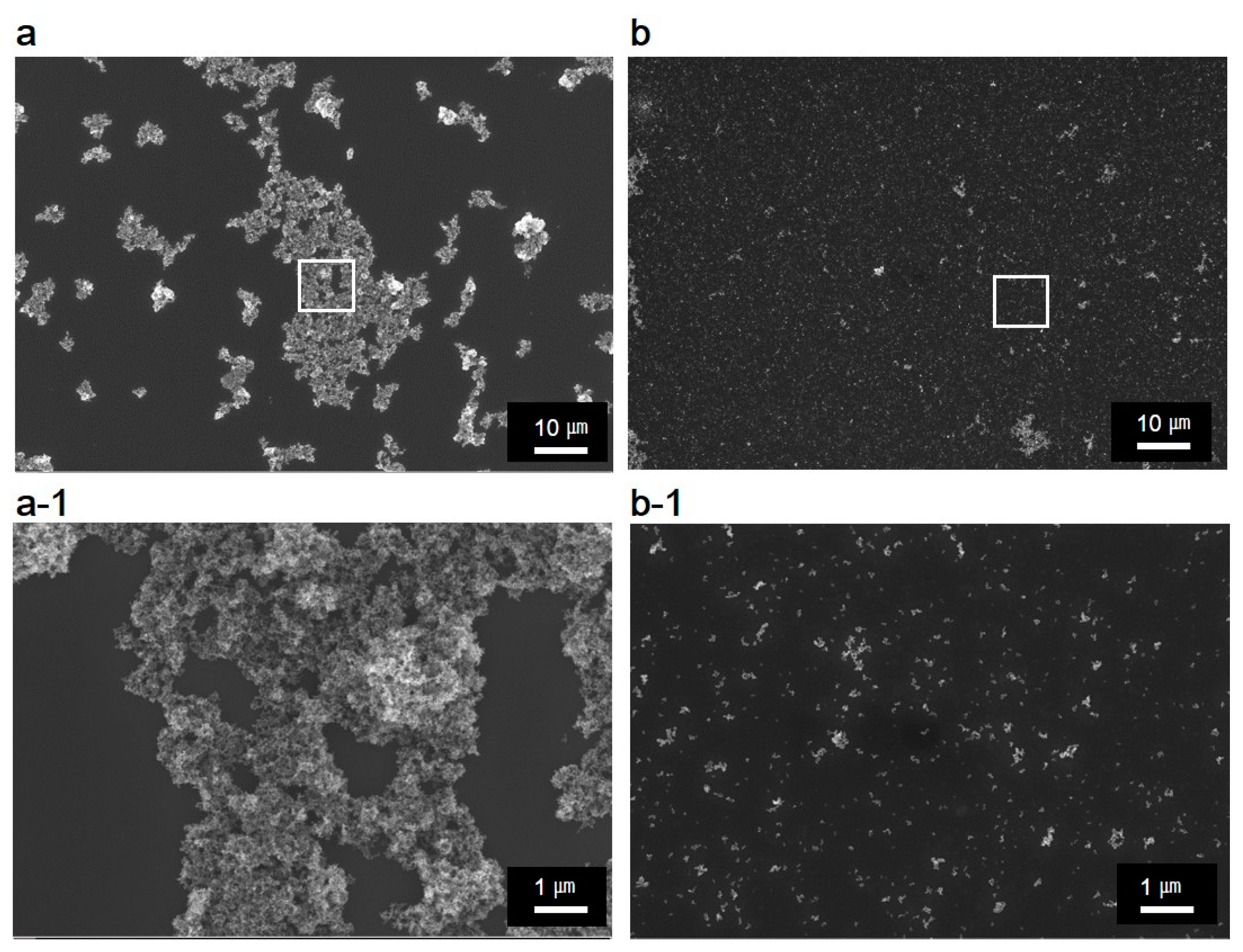
Figure 6 shows the SEM images of the TiO
2 colloidal nanoparticles before and after ultrasonic dispersion;
Figure 6a,b show 1000-times magnified images of the TiO
2 nanoparticles recorded at an acceleration voltage of 10 kV. The region marked with a white box was further observed at a 10,000-times magnification and an acceleration voltage of 5 kV (
Figure 6(a-1,b-1)). As shown in the magnified images, the samples predominantly contained agglomerations before the ultrasonic dispersion. On the other hand, the TiO
2 nanoparticles were well-distributed after ultrasonic dispersion, and the corresponding magnified image (
Figure 6(b-1)) shows a less agglomerated distribution than that observed before the ultrasonic dispersion.
The SEM images (
Figure 6) clearly reveal that TiO
2 nanoparticles were more evenly distributed after ultrasonic dispersion than those before the dispersion.
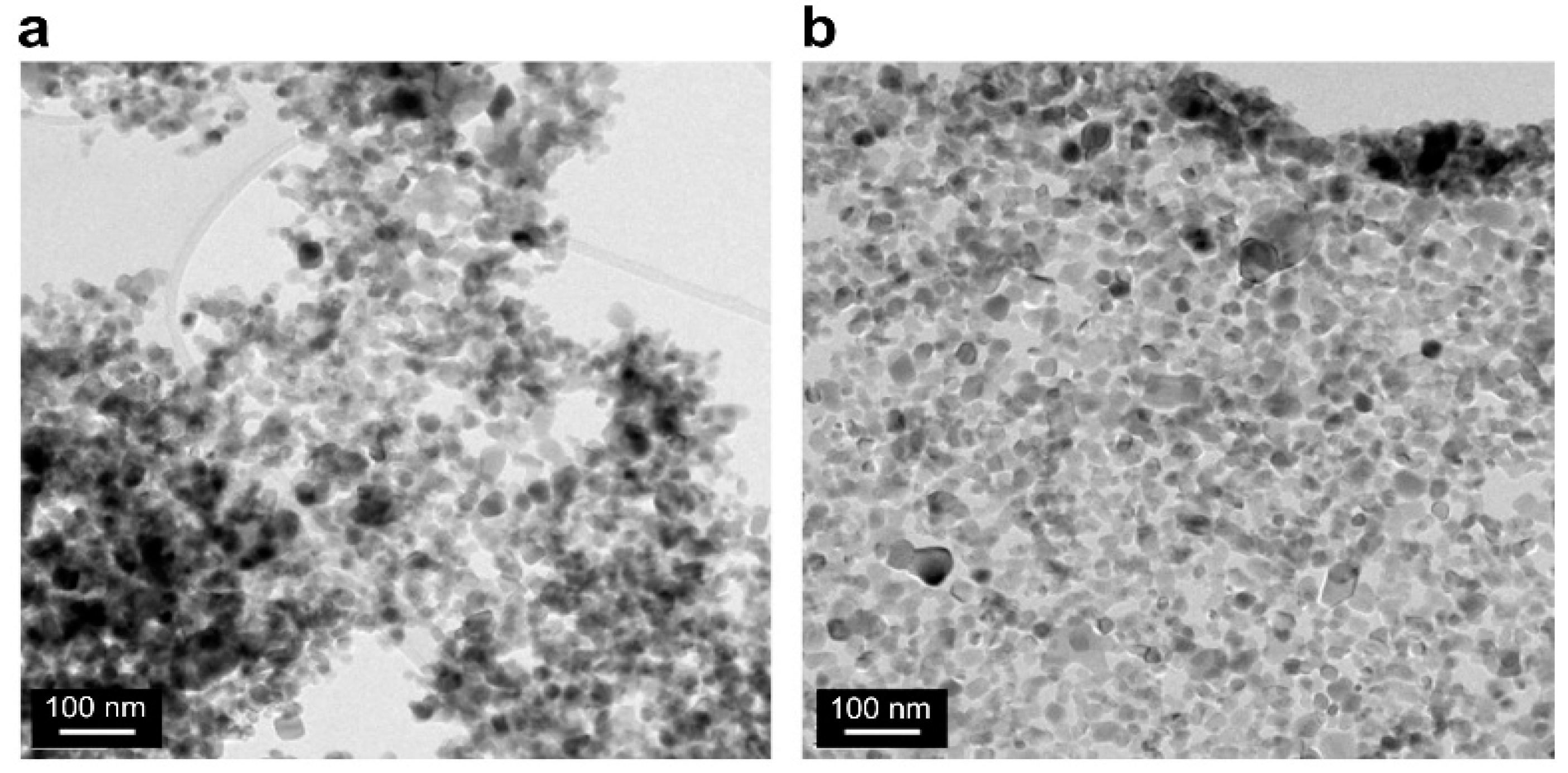
Figure 7 shows the TEM images of the TiO
2 nanoparticles before and after ultrasonic dispersion. While the SEM images show the overall agglomeration changes before and after dispersion, the TEM images allow a more detailed observation of particle agglomeration with magnifications at the 100 nm scale. As
Figure 7a suggests, most of the nanoparticles agglomerated as colloids by van der Waals forces. However, the agglomeration was diminished significantly after ultrasonic dispersion, as shown in
Figure 7b, where the particles seldom overlap. This was due to the focused, high-intensity ultrasound waves, which deagglomerated the nanoparticles and induced an even distribution.
As shown in
Figure 6 and
Figure 7, the focused ultrasound technique is a powerful method that can disassemble nanoparticle agglomeration. Thus, ultrasonic dispersed nanoparticles were also analyzed using XRD not only because the particles could become separated, but also because a change in their crystal structures was a concern. It was observed that the crystal structures of the TiO
2 nanoparticles did not alter after ultrasonic dispersion and that the ratio between anatase and rutile also remained unchanged. XRD results are provided in
Figure S1 (Supplementary Materials).
4.2. Particle Size Distribution
The degree of colloidal dispersion was determined by particle size distribution measurements, according to the duration of ultrasound exposure.
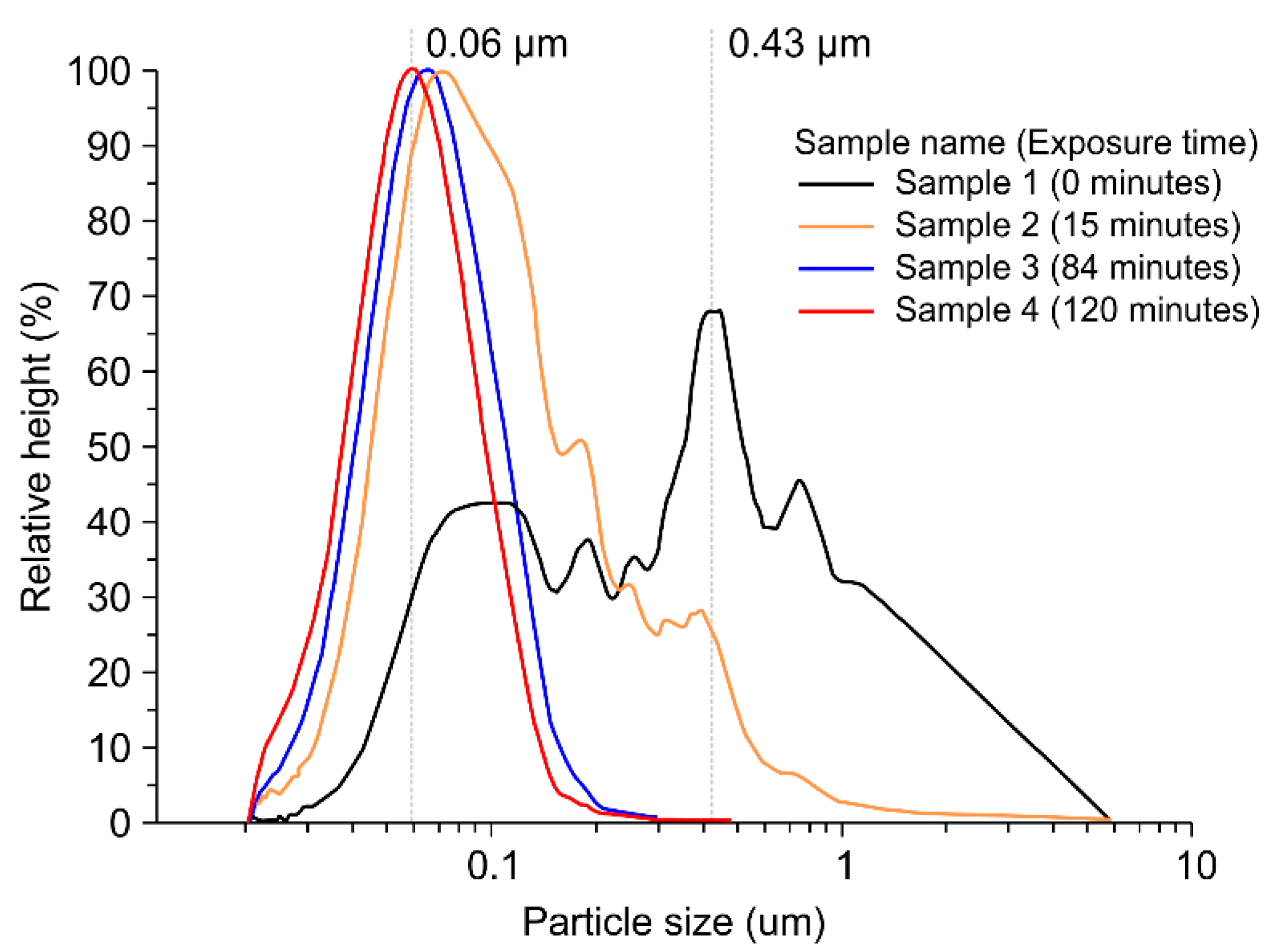
Figure 8 shows the size distributions of TiO
2 nanoparticles measured before and after ultrasonic dispersion.
The ultrasonic wave exposure time increased in the following order: 0 min (black line), 15 min (yellow line), 84 min (blue line), and 120 min (red line). The range of the particle size distribution became narrower, and the modal value decreased with increasing exposure time to ultrasonic waves. The particle sizes before ultrasonic dispersion (black line) were broadly distributed in a coagulated state, with particles 0.03−6 μm in diameter. In particular, the particles existed in a variety of sizes in the colloid, and the agglomerate sizes were distributed over several microns, which was unsuitable for a process requiring a uniform dispersion. Because of their distribution, the attraction between the particles was so high that they were extremely unstable and possessed a high probability of re-agglomeration or precipitation. With increasing exposure time to ultrasonic waves, the particle size distribution became narrow, and the particle size decreased. The sample with complete dispersion (sample 4) exhibited an extremely narrow and highly uniform particle size distribution compared with the other samples, and its modal value of 0.06 μm exhibited a single peak. The distribution of several small particles can be maintained for an extended amount of time without being precipitated by increasing the speed of Brownian motion beyond the settling velocity of particles in the colloid; this implies that the probability of re-agglomeration of sample 4 is extremely small compared with that of sample 1 as it can be maintained in a highly stable state for a long time.
Table 2 shows the DSE, average particle size, and polydispersity index (PDI) of the TiO
2 colloids according to the focused ultrasonic exposure times.
The changes in the DSE values and particle sizes were determined based on the samples collected from TiO
2 colloids (1 wt%) at six different ultrasound exposure times ranging from 15 min to 120 min. The average particle size before ultrasonic dispersion was 0.783 µm, and the PDI value was 24.263, indicating the formation of colloids with a broad particle size distribution. However, as the ultrasound exposure time increased, the average particle size decreased. As shown in
Table 2, re-aggregation occurred over time after the DSE of the irradiated ultrasonic dispersion in the colloids reached up to 1753 J/mL, while the colloids irradiated with a
DSE of 1947 J/mL maintained stability without any change in the average particle size. This result suggests that the DSEcr, which is the energy required for manufacturing stable waterborne TiO
2 (1 wt%) nanoparticles, is 1947 J/mL. Furthermore, as the ultrasonic dispersion time increased, the particle size and size distribution, as well as the PDI, decreased, indicating that the nanoparticles were distributed as TiO
2 colloids with better dispersity and narrow particle size distribution. Thus, by using these optimal conditions (120 min of exposure with a DSEcr = 1947 J/mL, f = 396 kHz, and Pset = 102 W) for the ultrasonic dispersion method, stable TiO
2 (1 wt%) colloids (an average particle size of 0.068 μm and PDI of 1.51) were obtained.
4.3. Zeta Potential and pH
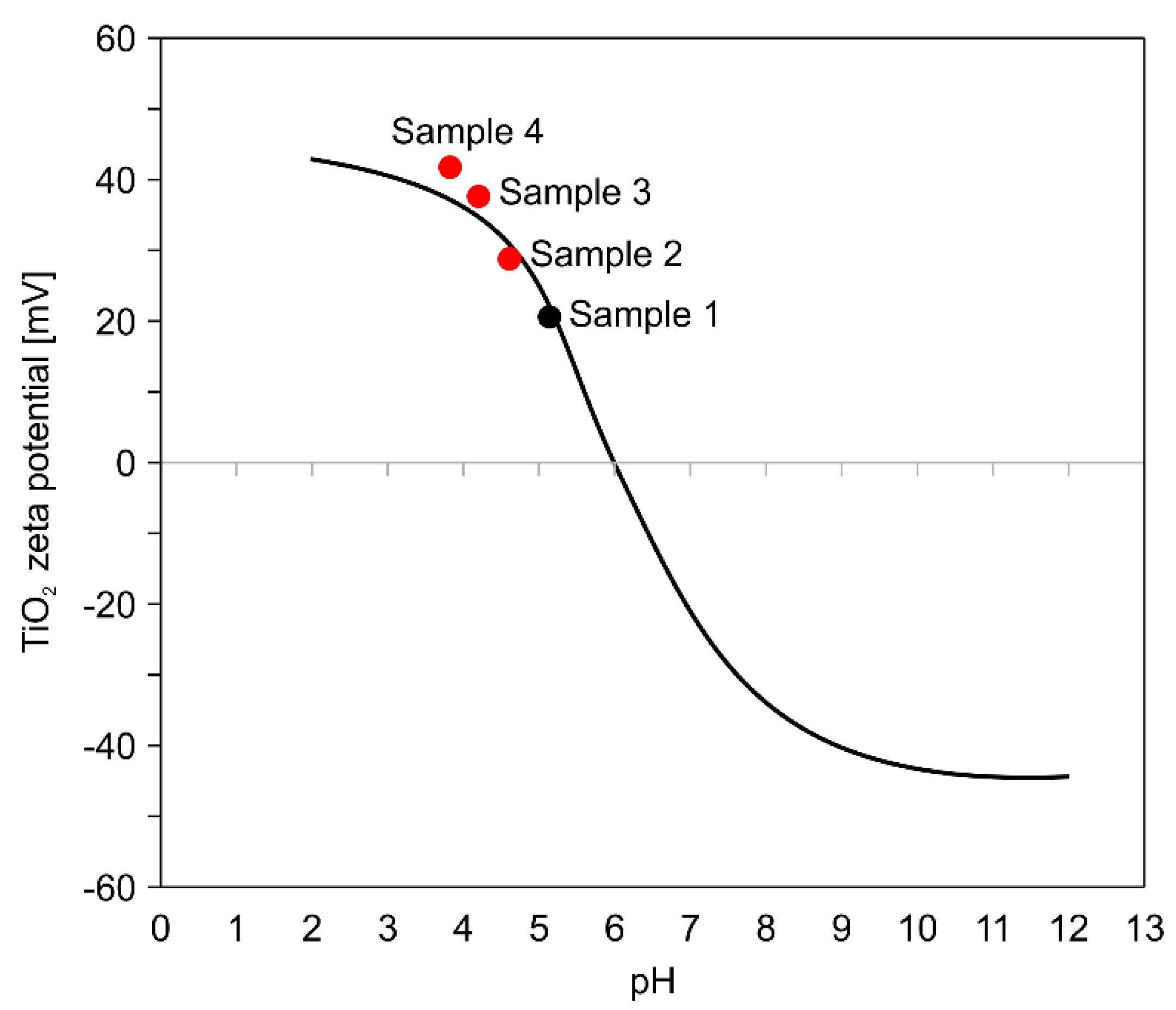
The zeta potential is a major indicator of colloidal dispersion stability. The magnitude of the zeta potential indicates the degree of electrostatic repulsion between similarly charged adjacent particles in the dispersed system. A high zeta potential will stabilize small molecules and particles; thus, a colloid with a high zeta potential can resist agglomeration. If the zeta potential is small, the attractive force can exceed the repulsive force, thereby breaking the suspension and leading to agglomeration. When the zeta potential is less than ~35 mV, cohesion or stability is generally broken, and when the potential is between ±40 and ±60 mV, the stability is evaluated to be excellent [
26,
27]. The curve in
Figure 9 shows the relationship between the pH and zeta potential of the TiO
2 colloid [
28]. The four points represent the pH and zeta potentials of the colloid before and after dispersion.
Sample 1 represents the zeta potential value before ultrasonic dispersion and samples 2–4 represent the zeta potential values after exposure to ultrasound for 15 min, 84 min, and 120 min, respectively. For sample 4, the zeta potential is expected to be ~40 mV at pH 3.8; however, it lies above the curve (43.1 mV) because of its more stable state due to ultrasonic dispersion. Ultrasonic dispersion ensures that particles are dispersed into particles of sufficiently small size in the colloid and that the double-layer formation between the solvent and particles creates a repulsive force between the particles, thus maintaining the colloids in a stable state of without prolonged re-agglomeration.
As shown in
Table 3, the zeta potential increases from 19.6 to 43.1 mV with increasing DSE. The TiO
2 colloid can maintain its stable state after ultrasonic dispersion, and colloids exposed to a DSE of 1947 J/mL exhibit excellent dispersion. Detailed information for each colloid can be found in
Table 3.
4.4. Stability of TiO2 Colloids
The purpose of dispersion is to obtain an extremely small and uniform hydrodynamic diameter of the particles in the colloid, while increasing the duration of its stability by preventing changes and re-agglomeration. Employing the optimal ultrasonic radiation conditions for a particular material can maximize particle dispersion; thus, it is crucial to determine the ultrasonic irradiation energy required to generate a stable state using ultrasonic dispersion. The stability of TiO
2 colloids was investigated for different DSE values. The occurrence of particle re-agglomeration was determined by analyzing the particle size distribution over time.
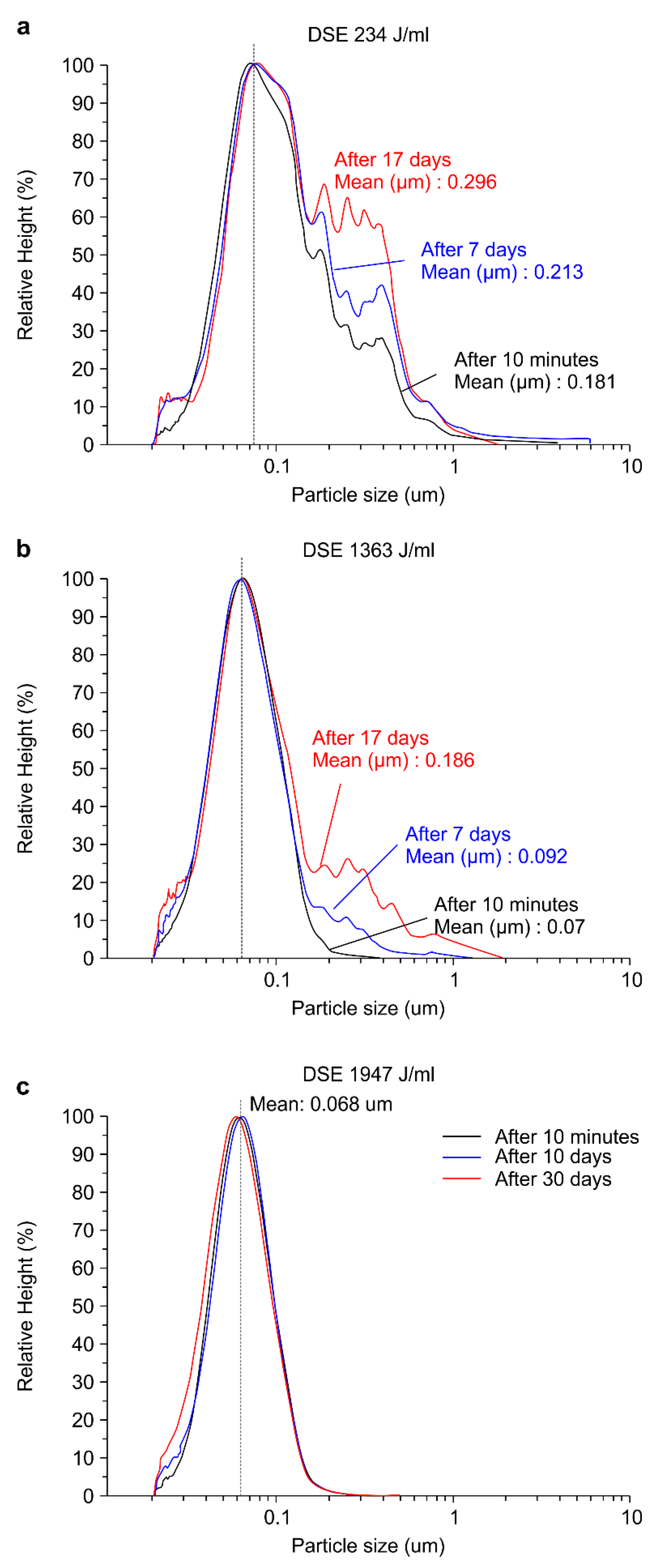
Figure 10 shows the particle size distribution of the TiO
2 colloids for various DSE values, where each DSE value corresponds to a different exposure time.
Figure 10a displays the particle size distribution of the TiO
2 colloid at an ultrasonic exposure time of 15 min and DSE of 234 J/mL. The average particle size immediately after 10 min of ultrasonic irradiation was 0.181 μm. After seven days of ultrasonic dispersion, the particle sizes increased to between 0.2 and 1 μm. After 17 days, the average particle size was 0.296 μm, suggesting that the particle should be agglomerated. These results indicate that a dispersion time of 15 min with a DSE value of 234 J/mL is insufficient to maintain the dispersion stability of the TiO
2 colloid (1 wt%). There was a significant number of sub-micron size particles in the particle size distribution immediately after dispersion, which suggests that 234 J/mL is not the DSEcr value of the TiO
2 colloid (1 wt%).
Figure 10b shows the particle size distribution of the TiO
2 colloid with an ultrasonic exposure time of 84 min and a DSE value of 1363 J/mL.
Table 2 shows the average particle size for each sample. The average particle size immediately after 84 min of ultrasonic irradiation was 0.07 μm, which increased to 0.2−1 μm after seven days; further, an average particle size of 0.092 μm was observed, which basically implied an increase of 0.02 μm. After 17 days, the average particle size was 0.186 μm, suggesting that more agglomerated particles were distributed in the sample. We may conclude that a DSE value of 1363 J/mL, corresponding to 84 min of ultrasound exposure, was also insufficient to maintain the dispersion stability of the TiO
2 colloid.
Figure 10c shows the particle size distribution of the TiO
2 colloid with an ultrasonic exposure time of 120 min and a DSE value of 1947 J/mL. After irradiating the dispersion of the TiO
2 colloid with an ultrasonic wave energy of 1947 J/mL, the stability of the sample was assessed for up to 30 days to check if the stability lasted longer. The distribution was uniform in this case, with an average particle size of 0.068 μm, showing that agglomeration does not occur over time. It could be concluded that the TiO
2 colloid (1 wt%) maintains dispersion stability under these conditions. Therefore, the DSEcr of the TiO
2 colloid (mean particle size = 0.068 μm) can be concluded to be 1947 J/mL.
Thus, ultrasonic dispersion, triggered by the energy generated during the collapse of cavitation, disintegrated the agglomerated particles in the colloid and distributed them into small and uniform particles. As a result, the Brownian motion was faster than the settling velocity of the particles, which limited the time period of precipitation and re-agglomeration and facilitated maintaining the dispersion stability.
5. Conclusions
This study used a focused ultrasound technique to investigate a method for manufacturing surfactant-free waterborne TiO2 nanoparticles. The optimal conditions for preparing the surfactant-free waterborne 1 wt% TiO2 nanoparticles at the 100 nm scale with a dispersion stability of 30 days were determined to be 396 kHz and 102 W with the DSEcr value of 1947 J/mL. Because the focused ultrasound technique uses a strong sound field focused at the center, it is highly efficient in dispersing nanoparticles; this results in a well-dispersed and narrow particle size distribution of the waterborne nanoparticles with a long-term dispersion stability and an average particle size of ≤100 nm, in contrast with conventional ultrasound dispersion methods. After focused ultrasound dispersion, a stable zeta potential was obtained, and a stable colloidal state was maintained without any re-aggregation of nanoparticles in the colloid. The TiO2 colloids dispersed under these conditions can be applied to various products, such as cosmetics, paints, inks, and foods. Furthermore, as the TiO2 colloids are dispersed as nanoparticles under surfactant-free conditions, they can be used in high-performance products. Because the results are highly affected by the temperature and handling of the ultrasound equipment, subsequent studies will be conducted to further optimize and standardize the equipment.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}