1. Introduction
Liquid-phase processing (LPP) is currently the preferred route for building up advanced layered film devices such as environmental, physical or biological sensors, logic circuits, radiofrequency transmitters or screens [
1]. The cornerstone of this field is to integrate high-performance electronic materials into functional systems in a low-cost configuration, with high performance and ease of manufacturing [
2]. Therefore, the wide diversity of deposition methods in the liquid phase are very suitable for this purpose, and able to provide high-resolution patterns through liquid inks in a fully scalable manner [
3,
4]. Inks are complex mixtures of certain components and additives within a liquid medium (generally an organic and high boiling point solvent) whose concentrations and chemical nature determine their physical properties, namely rheology, surface tension and conductivity. The development of inks based on electrically conductive species is therefore critical to progress in this field of work [
4,
5].
Conductive nanomaterials have attracted considerable interest in this regard, as they offer excellent electronic properties and high compatibility with LPP [
5]. Among the most studied nanostructures, those based upon carbon, such as carbon nanotubes (CNTs) and graphene derivatives, stand out. They possess extraordinary electrical, thermal and mechanical properties [
5], as well as being extremely light and prone to biocompatibility. Recent efforts of the scientific community in the area of LPP of carbon nanostructures have focused on the development of inks, showing enormous potential in technological applications and some advantages like the abundance of the source material (graphite) [
6]. Beyond the graphene materials obtained by direct graphite exfoliation [
7], the scientific community has also successfully employed its related chemical derivatives, such as graphene oxide (GO) or reduced GO.
Traditionally, noble metals have been incorporated into conductive inks, at concentrations of ~60% of conductive metal to reach acceptable conductivity values. In addition to the high cost involved, their high concentration generates problems of chemical stability and reaction with other neighboring species such as air and solvents. Graphene-based nanostructures can solve this drawback due to their high chemical stability [
3,
8]. Moreover, conductive aqueous inks with metals can cause toxicity [
9], while inks based on aqueous solutions of graphene have been tested in human skin cells, resulting in neither toxicity nor morphological changes at a cellular level [
10]. Therefore, these inks may be safe if the rest of the additives are harmless. In this sense, GO, as a hydrophilic derivative of graphene, has shown excellent performance when processed from water-based dispersions into graphene-based conductive films [
11]. Thus, to date, graphene material-based inks have demonstrated their superiority in a wide range of functionalities, such as flexible interconnections, electrodes, transparent conductors and supercapacitors [
12]. Surface electrical resistance values in the range of ~100 Ω/□ are required for acting as electrode materials in organic or perovskite solar cell devices [
13,
14]. Thus, in order to establish versatility in the application of a certain conductive material by use of LPP, it is necessary to control the resistivity of the deposited layer. Furthermore, its roughness and compaction mainly depend on the deposition method, influenced in turn by the viscosity of the ink. The preparation of inks made of graphene-based nanomaterials is hence a challenging task, since several rheological properties of the ink (namely density, surface tension and viscosity) have a great impact [
15].
As a matter of fact, high-viscosity inks (hereafter called pastes), with viscosities higher than 500 cP, would be suitable to form thicker layers (for instance, by screen printing techniques), while those with less viscosity would be more suitable for spray or inkjet deposition, allowing for a finer patterning and, in particular, for the case of spray coating technologies, the coverage of large areas. In general, these values can be adjusted by experimental parameters such as the concentration of the conductive additive or the dispersant, and also by the solvent choice. As mentioned earlier, typical liquid media in inks are non-volatile organic solvents. The most used ones for the production graphene-based liquid suspensions are
N-methyl-2-pyrrolidone (NMP),
N,
N-dimethylformamide (DMF) and dimethylsulfoxide (DMSO), which are the ones that behave best as liquid-phase exfoliants [
16]. These are very polluting solvents, with a boiling point of >170 °C, posing a serious risk of toxicity in humans. However, the use of water does not automatically solve these problems either, since it requires the incorporation of high concentrations of surfactants and other additives [
9,
17,
18], indefinitely remaining in the ink, possibly leading to environmental and toxicity problems. Thus, new methods compatible with lower boiling point solvents (such as water or alcohols), together with non-toxic dispersants, are in demand in order to attain a truly environmentally friendly LPP, without raising the manufacturing cost or jeopardizing the overall electric/optoelectronic device performance once the deposition method takes place. Graphene-based nanostructures have promising potential, amongst currently known nanomaterials, to fulfill this purpose [
19]. In particular, the GO derivatives have advantageous features for their use in conductive inks, such as affordable commercial availability, and the facile LPP due to the huge content of oxygen groups, in turn responsible for the higher interlayer spacing between planes. As stated by many authors, the GO LPP in a myriad of solvents and media does not need the addition of stabilizers, meaning a processing benefit [
19]. For this reason, we have chosen GO as a target of interest for the preparation of aqueous inks. The only drawback is that GO inks require a subsequent reduction step to turn those inks into conductive material, be it by chemical, thermal or electrochemical means, usually entailing acceptable but poorer conductive properties than pristine graphene due to a larger number of structural defects [
19]. Therefore, in the present work, the joint action of GO and CNTs was pursued to optimize the eventual conductive properties.
However, if one wishes to process carbon nanostructures from the liquid phase with greener approaches, avoiding toxic solvents or surfactants, a game-changing strategy is needed. In such a scenario, nanocrystalline cellulose (NCC) in particular acquires great relevance because of its sustainability. This nanomaterial is obtained from natural cellulose sources, by selective hydrolysis of the non-crystalline domains [
20], resulting in fibrillar or needle-like nanostructures with widths and thicknesses around 3–20 nm and lengths of a few hundred nanometers. Due to its intrinsic chemical nature and the sustainability of the source material, nanocellulose may be considered an environmentally friendly nanomaterial. Despite the scarcity of scientific studies, there are already some examples showing the enormous potential that nanocellulose has as an aqueous dispersing agent of reduced GO and carbon nanotubes [
21,
22]. The structural diversity of NCC is defined by its crystalline allomorphs, among which types I and II stand out [
22]. While type I NCC (exhibiting cellulose chains parallel to each other) is dominant in nature, type II is artificially synthesized, presenting polymer chains in antiparallel arrangements and typically requiring extreme caustic conditions or recrystallization processes for its synthesis. However, we have recently implemented a method to synthesize both NCC allomorphs by one-pot acid hydrolysis with sulfuric acid without any post-treatment step [
22]. We also demonstrated the feasibility of dispersing CNTs in NCC, without any previous chemical modification on the NCC, leading to very stable aqueous colloids with proven bioactivity towards colon cancer (Caco-2) cells. In fact, the combination of carbon nanostructures with nanocellulose is an emerging trend, leading to useful hybrid nanomaterials with potential applications in biomedicine [
23]. Beyond their biological response, nanocellulose paves the way towards new conductive inks based on carbon nanostructures, both dispersible in water and obeying green principles.
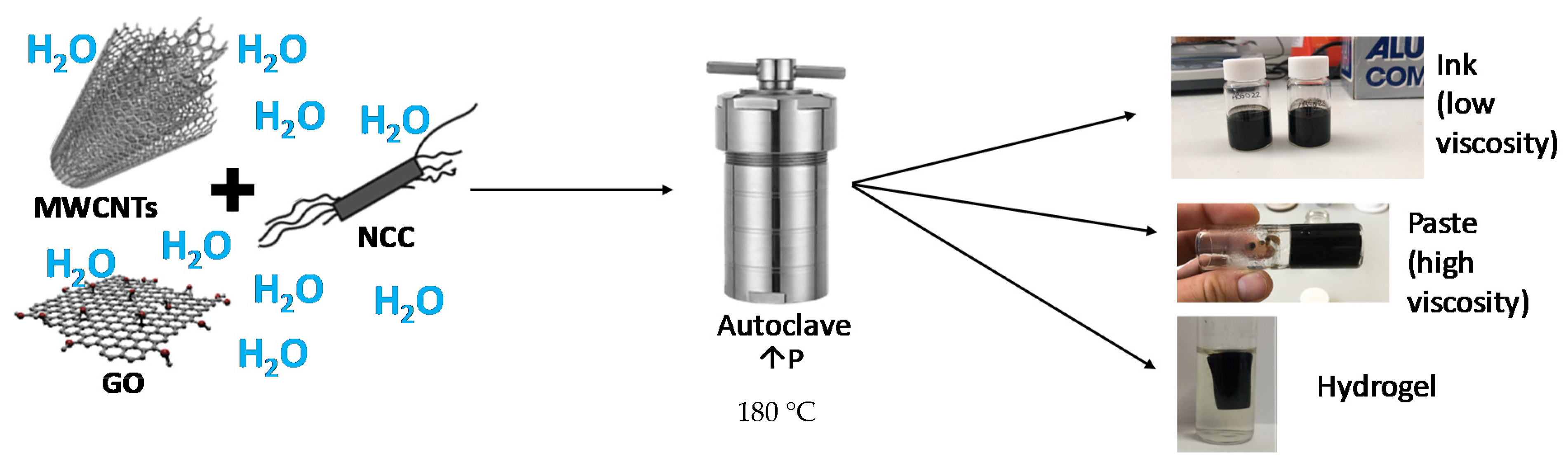
In this work, we disclose the development of carbon nanostructure-based low-viscosity inks and high-viscosity pastes able to be processed into films, by taking advantage of the impressive properties of NCC, standing out as a sustainable and green dispersing agent in water. We herein present a parametric study of ternary inks or pastes, or even self-standing hydrogels, by combining GO, CNTs and NCC and using a hydrothermal method in an autoclave. Further, conductive films were fabricated by different deposition techniques, and also hydrogel-derived porous materials, with the potential to become reference components as LPP electrodes and interfaces in electric/optoelectronic layered film device structures, such as batteries, supercapacitors, sensors and solar cells, among others.
3. Results and Discussion
3.1. Hydrothermal Development of Inks, Pastes and Hydrogels: Unraveling Critical Parameters
As stated earlier, different experiments were carried out at different concentrations of NCC and CNTs, whereas the GO concentration remained fixed. Different hydrothermal treatment times were applied (always at 180 °C), and pH was also varied by adding NH
4OH or not to the medium. The systematic combination of such variables provided a roadmap for this ternary system (CNTs, GO and NCC type I) in water upon hydrothermal treatment in an autoclave. The two main possibilities pursued in the present work were liquid inks and viscous pastes, but it is worth recalling that the hydrothermal treatment of aqueous GO suspensions can also provide self-standing hydrogels, even for short times (generally beyond 30–45 min at 180 °C), based on the crosslinking of the GO sheets [
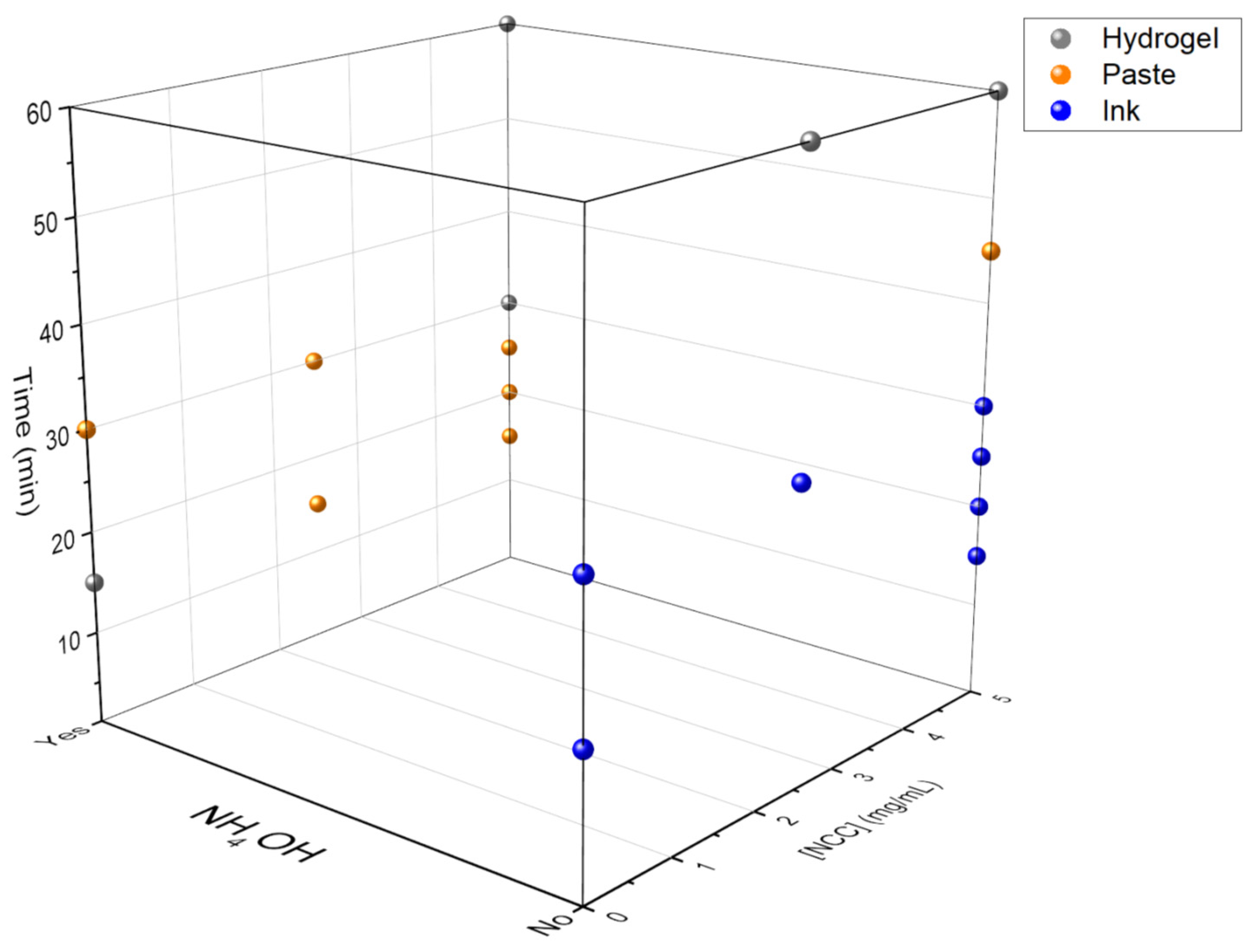
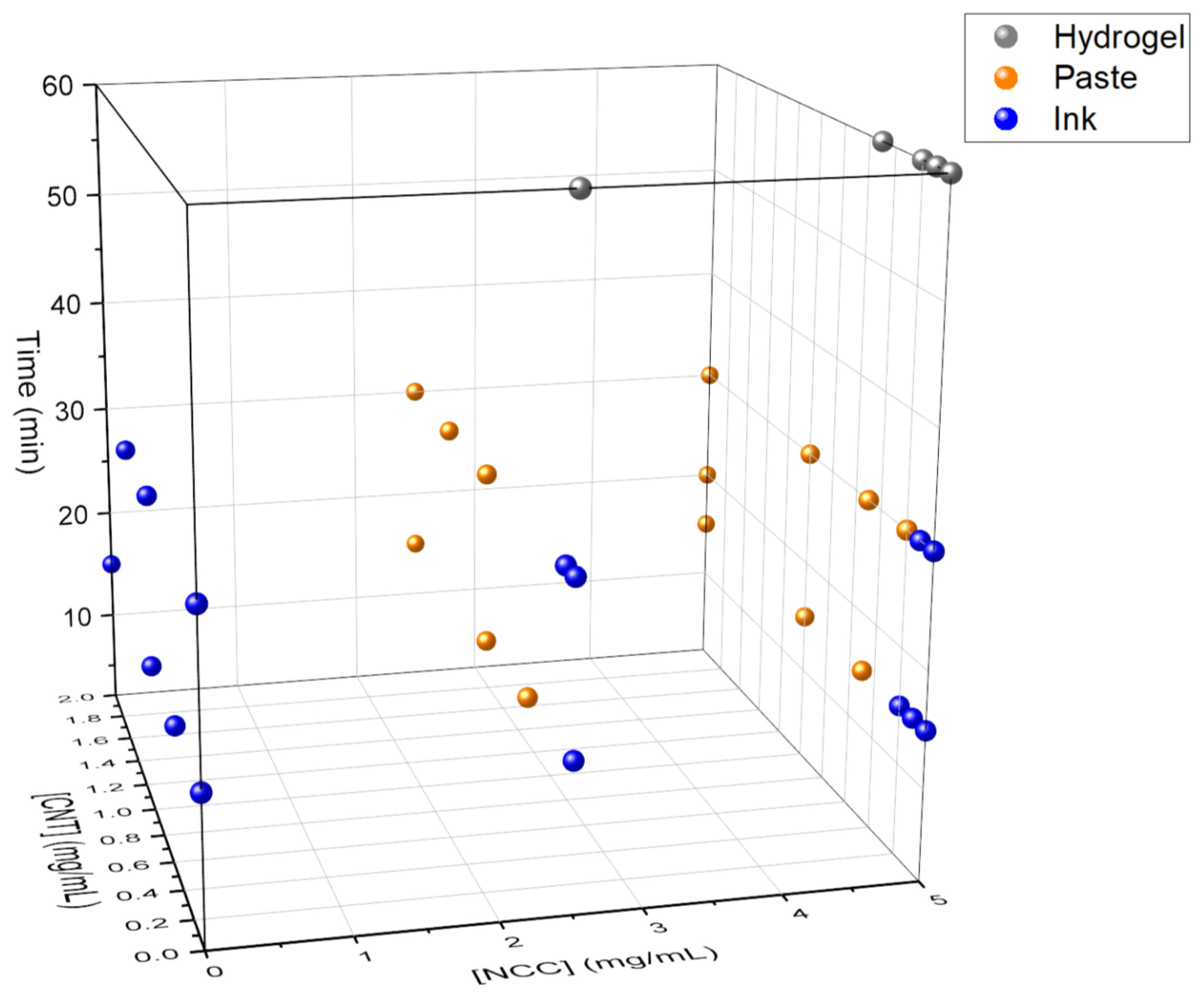
28]. The viscosity of the medium increases progressively with the treatment time, also aided by the presence of basic pH. Thus, by controlling the thermal treatment time, homogeneous liquid dispersions, pastes or hydrogels can be obtained (
Figure 2 and
Figure 3).
As observed in
Figure 2 and
Figure 3, hydrogels are always obtained for hydrothermal treatment times longer than 30 min, regardless of the other parameters. This suggests that treatment time is the dominant variable. This is consistent with our previous studies on the hydrothermal treatment of GO suspensions, with or without basic medium, in the absence of any other additive [
28]. However, at 30 min of treatment time, the determining variable is the basicity of the medium. Samples containing NH
4OH result in pastes or hydrogels, and those without NH
4OH result in inks or pastes depending on the presence of CNTs. In fact, the joint presence of CNTs and NCC while adding NH
4OH seems to be responsible for the rise in viscosity, leading to pastes.
For the experiments carried out for 15 min, the importance of the pH is observed again. Samples containing NH4OH give rise to pastes or hydrogels, and those without NH4OH give rise to inks. Again, the presence of NCC is decisive, since (at a given time of hydrothermal treatment with NH4OH) it leads to a paste, but in the absence of NCC the resulting outcome is a hydrogel. It can be reasonably postulated that the interactions between NCC and GO during hydrothermal treatment partly prevent the self-crosslinking of the GO and lead to viscous pastes instead of fully crosslinked hydrogels. Finally, it was observed that the concentration of NCC in the system was not a critical variable for the kind of aqueous formulations obtained. Therefore, in subsequent tests, this variable was set at 5 mg/mL.
In order to unravel the effect of crystalline polymorphism of NCC in the hydrothermal process, a series of experiments was also carried out with type II NCC. In this case, all experiments were performed for 15 min (since in the abovementioned results, there were no significant differences between 15 and 30 min). When NCC type II is incorporated into the system instead of type I, surprisingly, all formulations obtained in each experiment are low-viscosity inks (
Table 1). This may be related to the aforesaid hindrance of GO crosslinking, as type II NCC could experience stronger interactions with the functional groups on the surface of GO, impeding its aggregation and thus leading to low-viscosity inks. This effect is stronger than that observed for type I NCC, which is consistent with the higher content of ester sulfate groups in type II NCC [
22], responsible for its negative surface charge. As in the case for type I NCC, above 30 min of treatment time, in the presence of NH
4OH, hydrogels are always obtained with type II NCC.
3.2. Morphology of Films Derived from Inks and Pastes
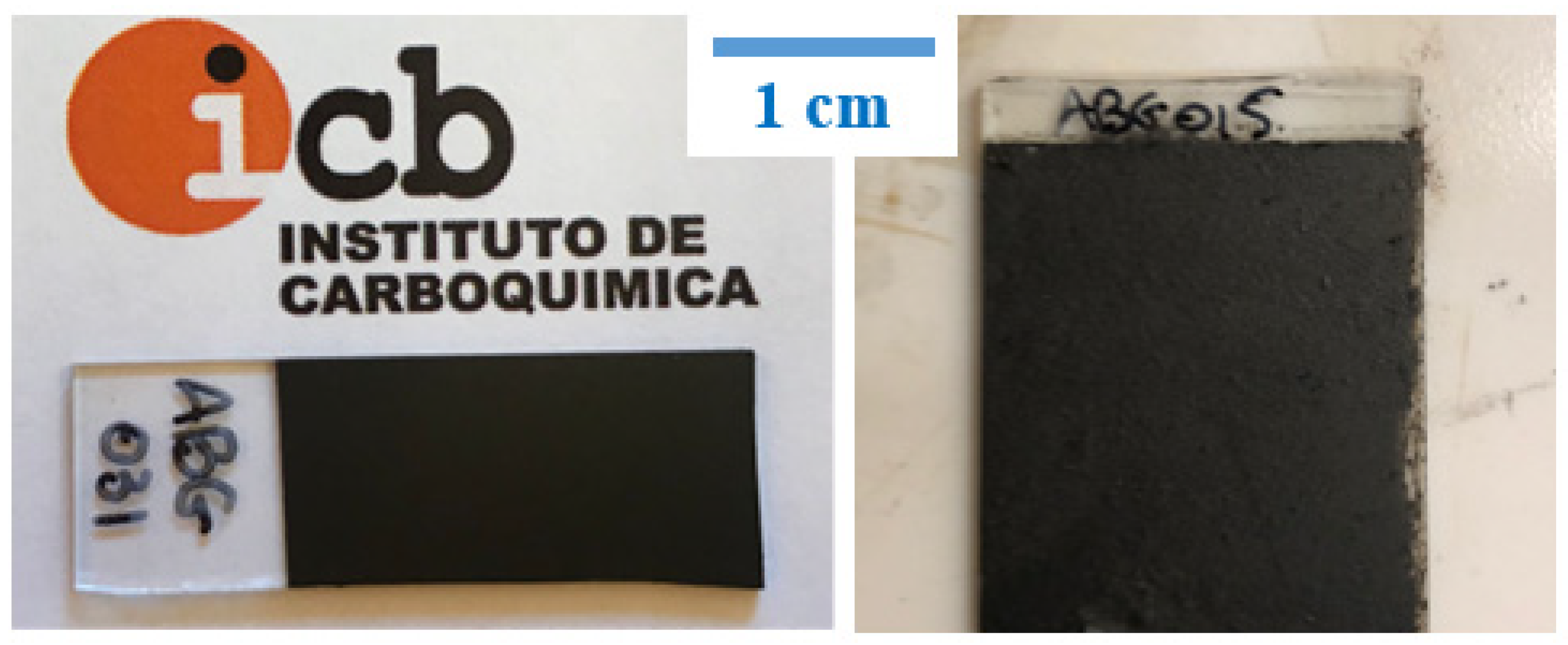
Low-viscosity inks and high-viscosity pastes require the use of different deposition methods to attain conductive films over glass substrates. Inks were deposited by means of spray coating, while pastes were processed using the rod-coating method. The general appearance of such films is depicted in
Figure 4. Films made from inks had a very compact aspect, because spray coating allowed for a tight coverage. Viscous pastes could not be deposited by spraying, with the rod coating method being the one showing the highest effectiveness, leading to films with an apparently more porous aspect. Deeper insights into the surface morphology of these films were obtained by both optical and scanning electron microscopies (
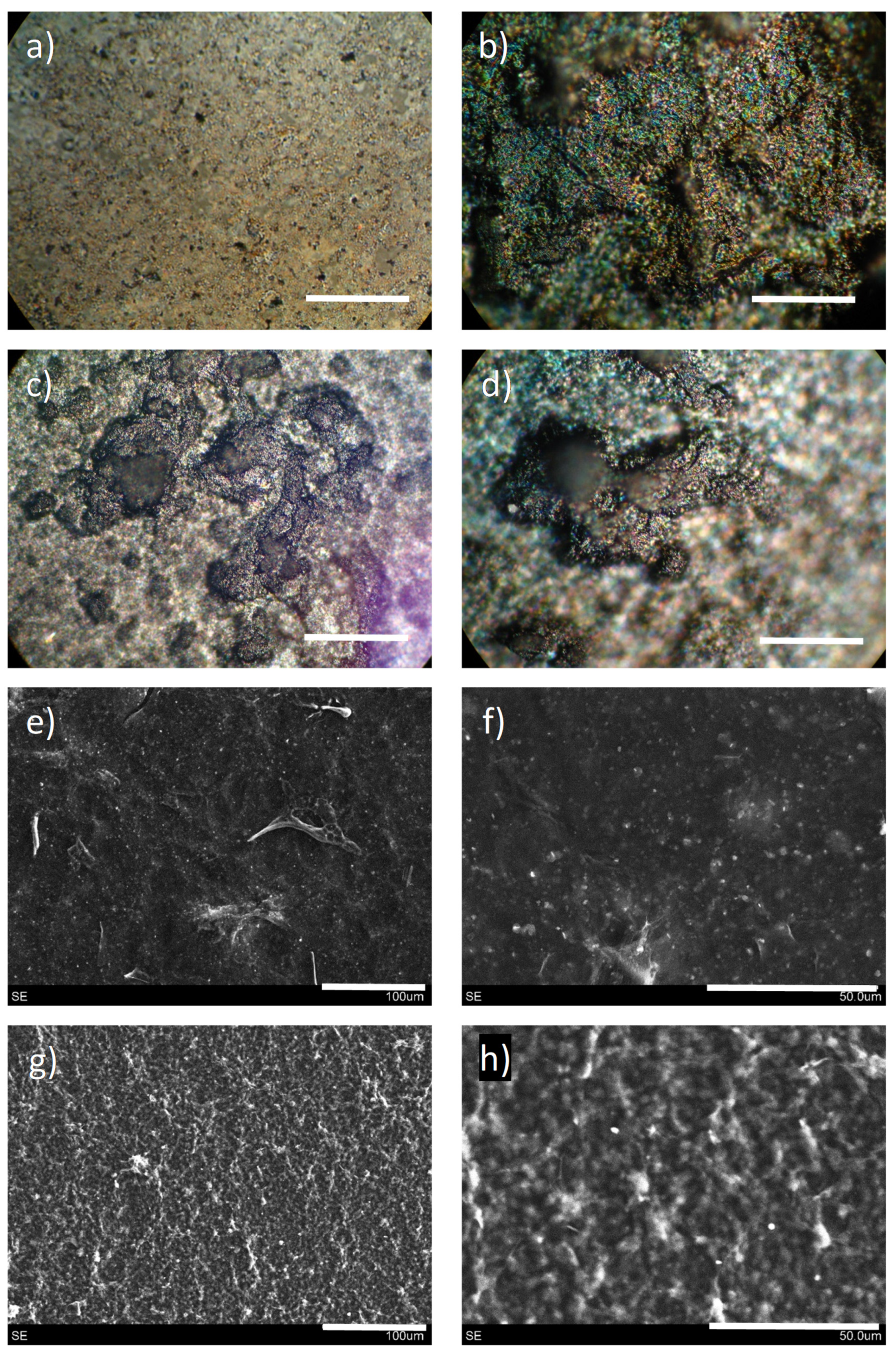
Figure 5).
As confirmed by microscopy images, films derived from liquid inks and viscous pastes have a very distinct morphology both at the millimeter and the micrometer scale. According to the millimeter scale, films derived from inks exhibit no major irregularities, and a negligible presence of pores. In contrast, those coming from rod-coated pastes show the presence of large pores, together with more irregularities. These pores may be important for subsequent processing of such films, such as liquid-phase infiltration or interfacing with other species. As for the film surface microstructure, unraveled by SEM, the observation from optical microscopy is corroborated. Films derived from inks present higher homogeneity and compaction, while those coming from pastes are more topographically irregular. In essence, both kinds of films display a very unique topography.
Additional results were obtained through the profilometer, by which thickness and roughness were quantified. The mean values for the films studied in the present work are shown in
Figure 6. Inks fabricated with type I NCC are able to generate films of a low thickness (~10 µm on average) up to a certain CNT content. From 0.5 mg/mL CNTs and up, the sprayed films in identical conditions drastically increase in thickness, reaching values in the range of ~30–45 µm. Conversely, inks containing type II NCC present the opposite trend; at a null content of CNTs, the sprayed films display an average thickness of ~25 µm and progressively decrease with increasing content of CNTs. Films made from pastes showed a steady value regardless of the CNT content, with an average of ~10–15 µm thickness. Film roughness shows an identical trend as thickness for inks with type I NCC; low roughness (~1–2 µm) until reaching 0.5 mg/mL CNTs, after which this value becomes 3- or 4-fold larger. Inks from type II NCC and pastes lead to films of comparable roughness, in the range of ~2–3 µm. All of these data may be related to the different interaction that NCC has with carbon nanostructures. In a previous work [
24], we reported that type I NCC hybrids with CNTs presented a discrete distribution of cellulose nanocrystals adsorbed on the sidewalls, while type II NCC led to a heavily wrapped nanohybrid. In addition, type I cellulose nanocrystals are much longer and needle-like whereas the type II ones are much shorter and slightly thicker [
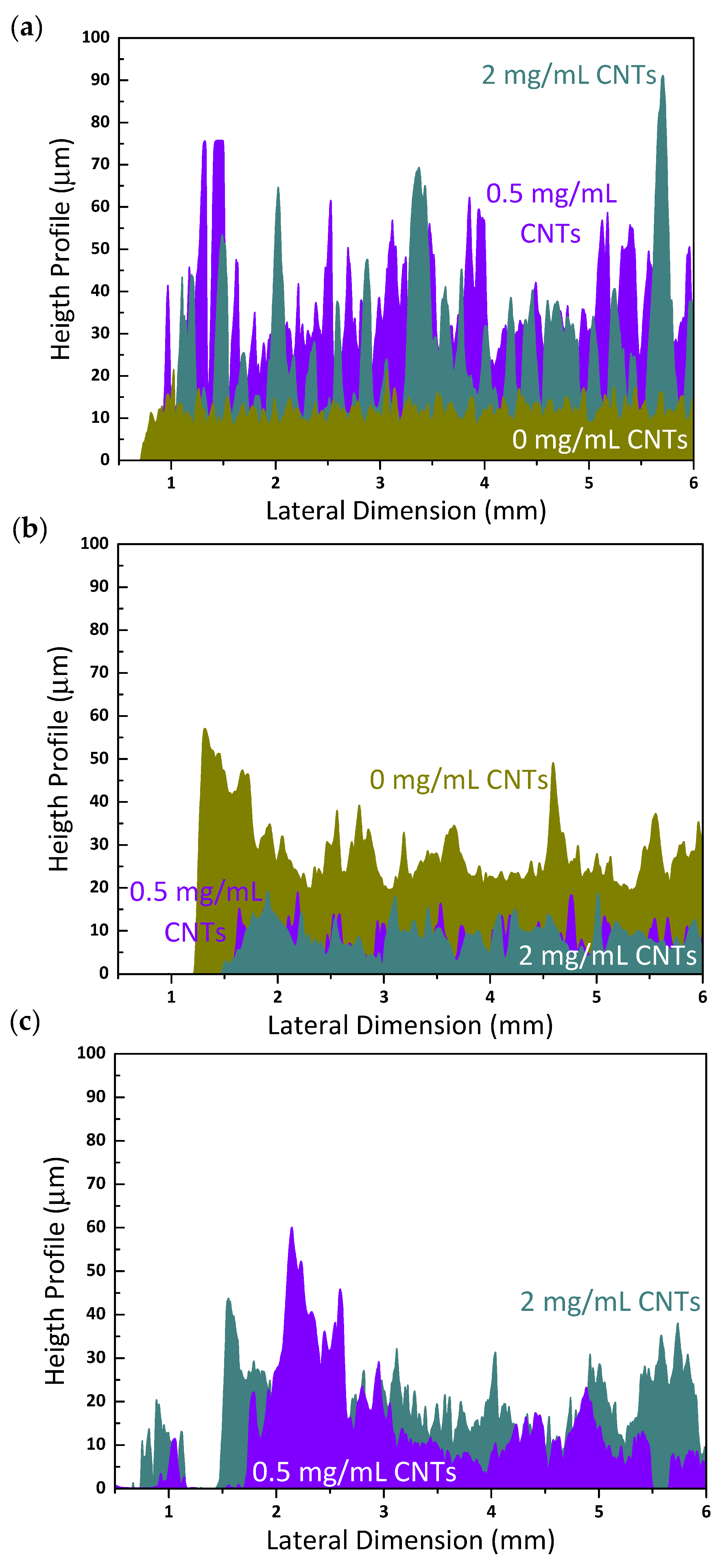
22]. The kind of interaction among nanostructures in the reaction mixture during the hydrothermal treatment could determine their packing upon film deposition. Spraying liquid inks with type I NCC may provide a less efficient packing of nanostructures when the CNT content is high enough, causing the thickness and roughness to increase. In contrast, type II NCC, could have led to efficient packing regardless of the CNT content, given its very distinct structure. As for pastes, the explanation could lie in the nature of the deposition technique, as rod-coating of viscous formulations may not provide a tight packing nor attain highly thick or rough surfaces. Additionally, the rod-coating method also exhibited a visible thickening of the film edges. These observations can be better understood by observing some representative profiles of each case (
Figure 7). Films coming from both inks show a more regular aspect with periodic spikes in the presence of CNTs, which determine the higher or lower mean roughness, while pastes present a more irregular profile, with some visible pores in the millimeter scale, as observed by optical microscopy. The profilometer also served as a means to perform a scratching test on selected film samples (see
Supplementary Materials, Video S1). The conclusions drawn from these tests is that the films have a high adhesion and mechanical resistance, since they are not damaged at all when scratched with high local pressures (3.75 MPa).
A final surface characterization of these films was conducted through Raman spectroscopy (
Supplementary Materials, Figure S4). In the observed spectra, it is visible how the D-band (~1349 cm
−1) and the G-band (~1590 cm
−1) correspond to both multi-walled CNTs and reduced GO indistinguishably, but are different from the starting GO due to the better definition of the band at 2700 cm
−1 (2D) in the films, and the rougher profile of GO. The D/G intensity ratio is lower than 1 for GO and films without CNTs, while in the presence of the latter, this D/G ratio may reach values of ≥1.
3.3. Characterization of Electrical Properties
The four-probe electrical measurements performed on the prepared films allowed us to obtain their surface resistivity (
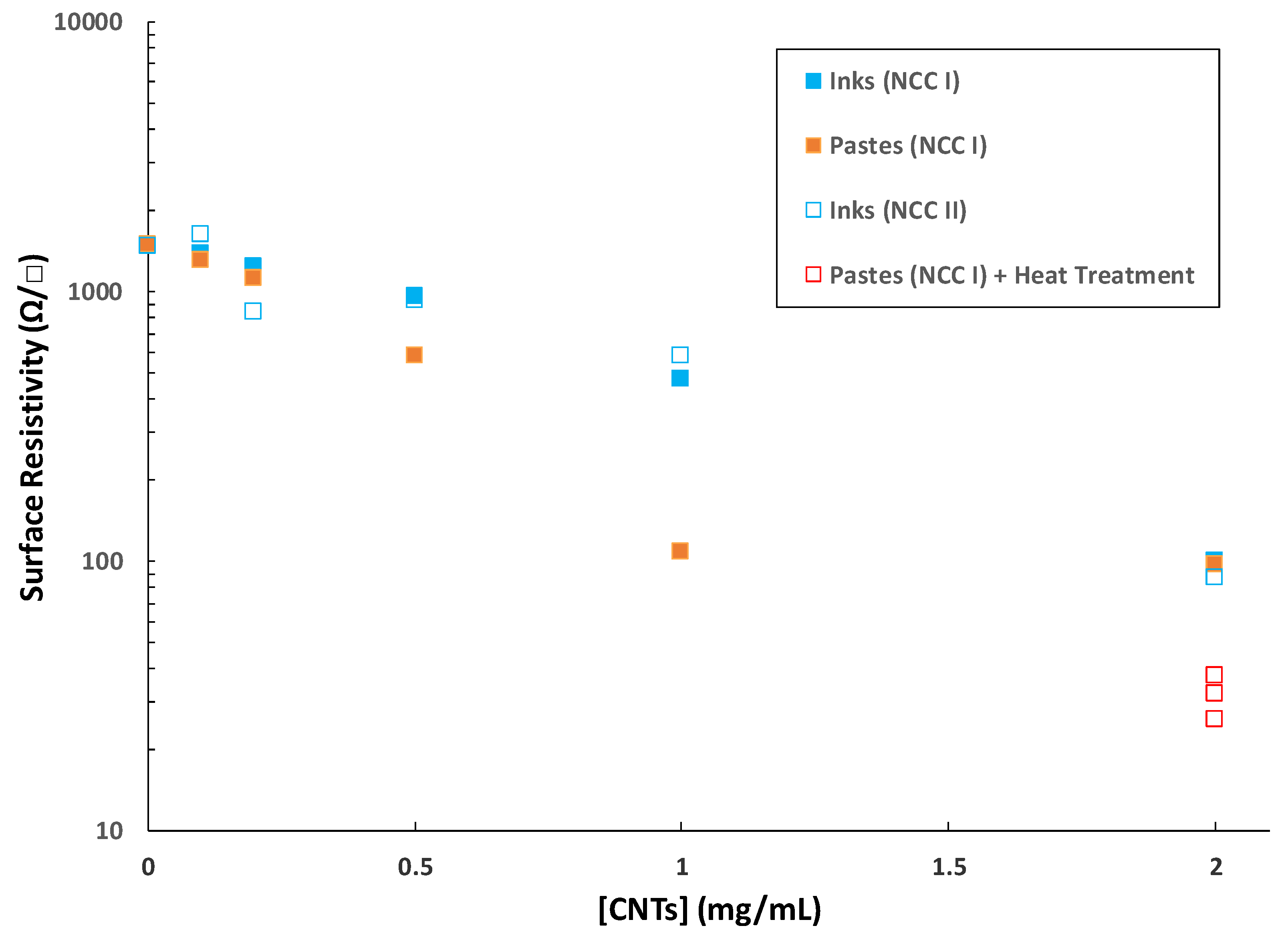
Figure 8). It is observed that the surface resistivity values are lower as the concentration of CNTs in the liquid formulation (ink or paste) increases. Indeed, if the presence of GO is the basis for the hydrothermal aggregation, and the incorporation of NCC exerts control over the viscosity of the medium, the control over the conductive behavior of the derived films can be ascribed to CNTs. Those films without CNTs present very similar resistivity values amongst them (~1.5·10
3 Ω/□), regardless of whether they come from more or less viscous formulations before deposition, most likely owing to the lone effect of hydrothermally reduced GO. In fact, NCC does not generate any kind of char in the working conditions (
Figure S3, Supplementary Materials). Regarding the inks, there are no significant differences in surface resistivity between those films coming from type I or II NCC. Both kinds of inks provide films with surface resistivities in the range of ~10
3–10
2 Ω/□ up to 1 mg/mL CNTs, reaching further values below 100 Ω/□ at 2 mg/mL CNTs. All these values decrease almost linearly on a logarithmic scale, typical for a behavior beyond the percolation threshold in the studied conditions. Films made from pastes exhibit a steeper decrease in the surface resistivity with an increasing amount of CNTs, attaining ~100 Ω/□ at 1 mg/mL CNTs. This seems to be a ‘plateau’ value as resistivity does not change at 2 mg/mL CNTs. It is worth pointing out that these films could become perfect candidates for metal-free electrode components or current collectors in liquid-phase processed electric/optoelectronic layered film device structures. In order to account for the variation trends in film thickness with increasing CNT content (
Figure 6), the bulk conductivity of the samples could also be calculated (see
Figure S5, Supplementary Materials). These results also show a generally direct proportionality between both parameters.
3.4. Post-Synthesis Processing Versatility
Up to this point, we have presented a green approach to water-based inks with carbon nanostructures. This has led to formulations of varied viscosity able to be deposited by different means, leading to conductive films with good surface resistivity, unique surface morphologies and a potential feasibility to be applied as electrodes. Nonetheless, the properties of such films may be still improved, in terms of electrical conductivity and tolerance to organics, upon heat treatment. As a proof of concept, we chose a candidate film presenting one of the lowest values of surface resistivity (97.4 Ω/□, coming from a rod-coated paste with 2 mg/mL GO, 5 mg/mL NCC and 2 mg/mL CNTs), and subjected it to heat treatment and organic solvent exposure.
In one experiment, the selected film was inserted into an oven and heated at 400 °C for 4h under air atmosphere, and the outcome was a film with intact integrity and lower surface resistivity (
Figure 8). The production of three different replicas provided values in the range of ~25–35 Ω/□, being of special interest for the construction of conductive carbon layers in layered film optoelectronic devices [
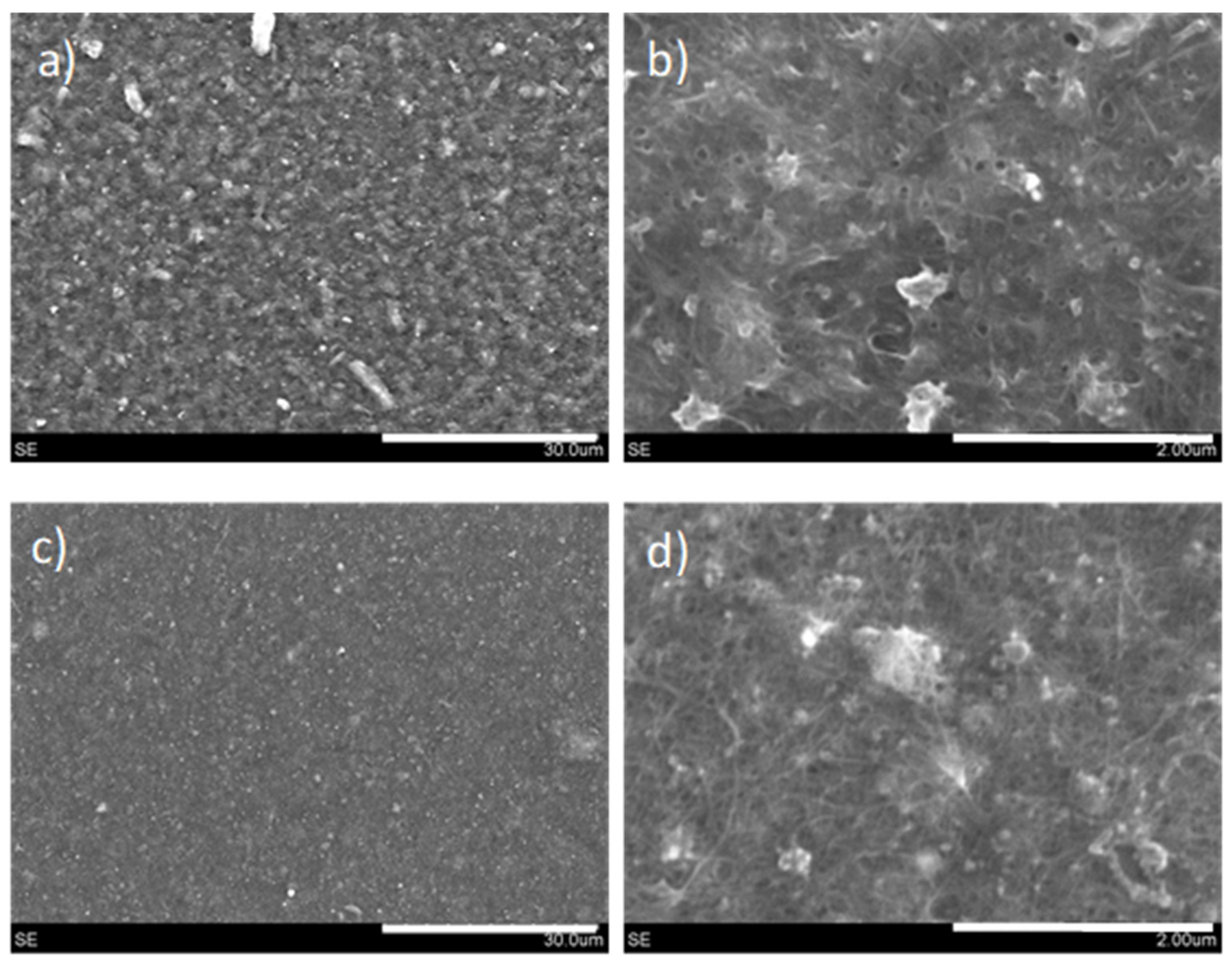
29]. The morphology of the films before and after heat treatment was assessed again by SEM (
Figure 9). It becomes clear that the effect of heat treatment is to smoothen the surface topography, probably together with the burning of NCC. In the heat-treated films, the presence of CNTs is better discerned, very probably entailing an improved contact between CNTs and reduced GO, thus leading to lower interparticle contact resistance. These results are very encouraging for the replacement of commercial carbon pastes with many toxic additives and binders, as these pastes have been reported to peel off and deform when heated beyond 250–300 °C [
30].
An additional advantage is the stability over time of the conductive properties of the films. Along the course of this research, we corroborated the stability of the conductive properties of our films in a time frame of many hours or a few days, meaning that the measurement of the surface resistivity of a freshly prepared film is generally coincident with the measurement after a short–medium time frame. Additionally, these observations are also valid for long-term periods (months). All of this shows that the preservation of the conductive properties of these films is possible across lengthy time periods with regular shelf storage.
In another experiment, the films were subjected to a treatment with typical organic solvents in the LPP of carbon nanostructures (NMP, DMSO), in order to study the tolerance of the films to such solvents. For this, the films were heated at 60 °C for 5 min. Then, several droplets of one of these organic solvents in a volume of 45 μL were randomly scattered across different areas of the films, in order to evaluate their effect towards its integrity. The film was maintained at 60 °C for 10–15 min to ensure infiltration through the pores and placed in the oven at 60 °C for 4 h. The film perfectly resisted this treatment, as no evident damage was observed by eye nor the optical microscope, and no peeling off occurred either. In addition, its surface resistivity changed from 97.4 to 94.4 Ω/□, which could be considered negligible and within experimental error.
In essence, these tests reassert the robustness and versatility of our conductive films, as they can endure (and be improved in terms of surface resistivity by) thermal treatments at high temperatures and long durations, as well as withstand the exposure to high boiling point organic solvents in aggressive conditions without any morphological harm nor damage to the electrical properties. This latter fact is of special relevance for their future performance as electrode components, since the whole integrity and surface resistivity of the films are retained after aggressive treatments, and depending on the application in mind, the resistance of the films towards certain critical solvents could be an important advantage.
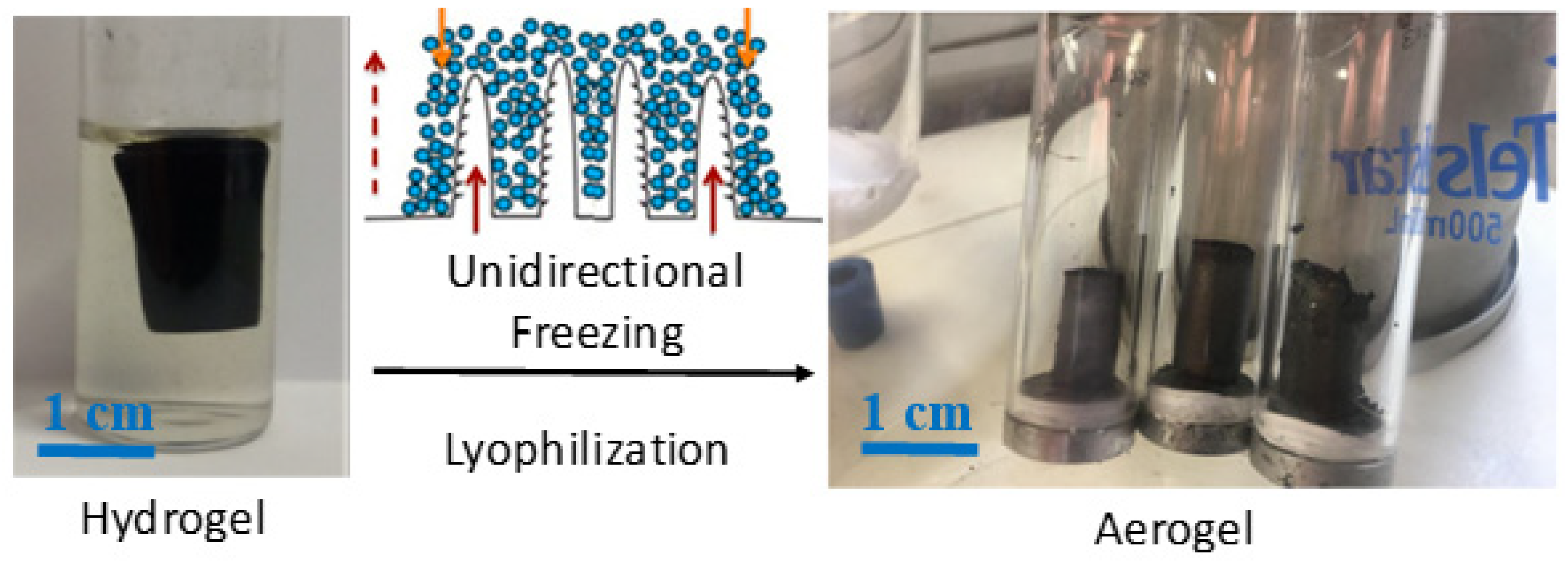
3.5. Properties of Hydrogel-Derived Aerogels
Some of the working conditions led to porous and light graphene-based aerogels [
26,
28]. We have taken advantage of the possibilities granted by unidirectional freezing, followed by lyophilization, which are able to create an anisotropic internal microstructure composed of parallel channels, with critical applications in energy and environmental remediation [
28,
31,
32]. In the present case, hydrogels were prepared under specific conditions and subjected to hydrothermal treatment with the ternary GO/NCC/CNT system in water (see
Section 3.1 and
Figure 10), and when subjected to unidirectional freezing prior to lyophilization, they also presented an anisotropic porous microstructure.
As inferred from the SEM images (
Figure 11), aerogels resulting from the unidirectional freeze-drying of hydrogels presented an anisotropic microstructure, with continuous straight pores parallel to the aerogel’s longitudinal axis. This demonstrates that not only can such a microstructure be obtained from the reduction of GO in hydrothermal conditions [
28], but also in the presence of NCC and CNTs. According to measurements of weight and dimensions, we elucidated that these aerogels presented an average density of 0.028 ± 0.006 g/cm
3, and axial resistivities (measured in a two-probe configuration) in the range of 10–100 Ω·m, for CNT concentrations in the range of 0.1 to 0.5 mg/mL. Aerogels obtained in similar conditions but without CNTs or NCC presented lower densities (~0.005 g/cm
3), but higher electrical resistivity (~1000 Ω·m). Parallel to the case of inks and pastes, the presence of CNTs governs the electrical properties of freeze-dried hydrogels, but in this case, NCC has a significant influence. When only GO and NCC are present in the hydrothermal medium, the density rises by one order of magnitude (~0.036 g/cm
3) with respect to GO-only aerogels, but the axial resistivity is lowered by one order of magnitude. Therefore, all aerogels with GO, CNTs and NCC display electrical resistivities from ~10
2 down to ~10
0 in the studied range (from 0.1 to 0.5 mg/mL), revealing the importance of NCC in the process, which seems to play a role in the GO reduction during the hydrothermal treatment. NCC seems to boost the GO hydrothermal reduction and the number of interparticle contacts, hence favoring the decrease in electrical resistance at the expense of aerogel density. In summary, it is possible to produce light and porous aerogels with a GO/CNT/NCC ternary system, with an anisotropic microstructure and fairly low electrical resistivity in the absence of any post-treatment, comparable to the ones with only GO [
32].


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}