
Effect of Cu Ion Concentration on Microstructures and Mechanical Properties of Nanotwinned Cu Foils Fabricated by Rotary Electroplating



Abstract
:1. Introduction
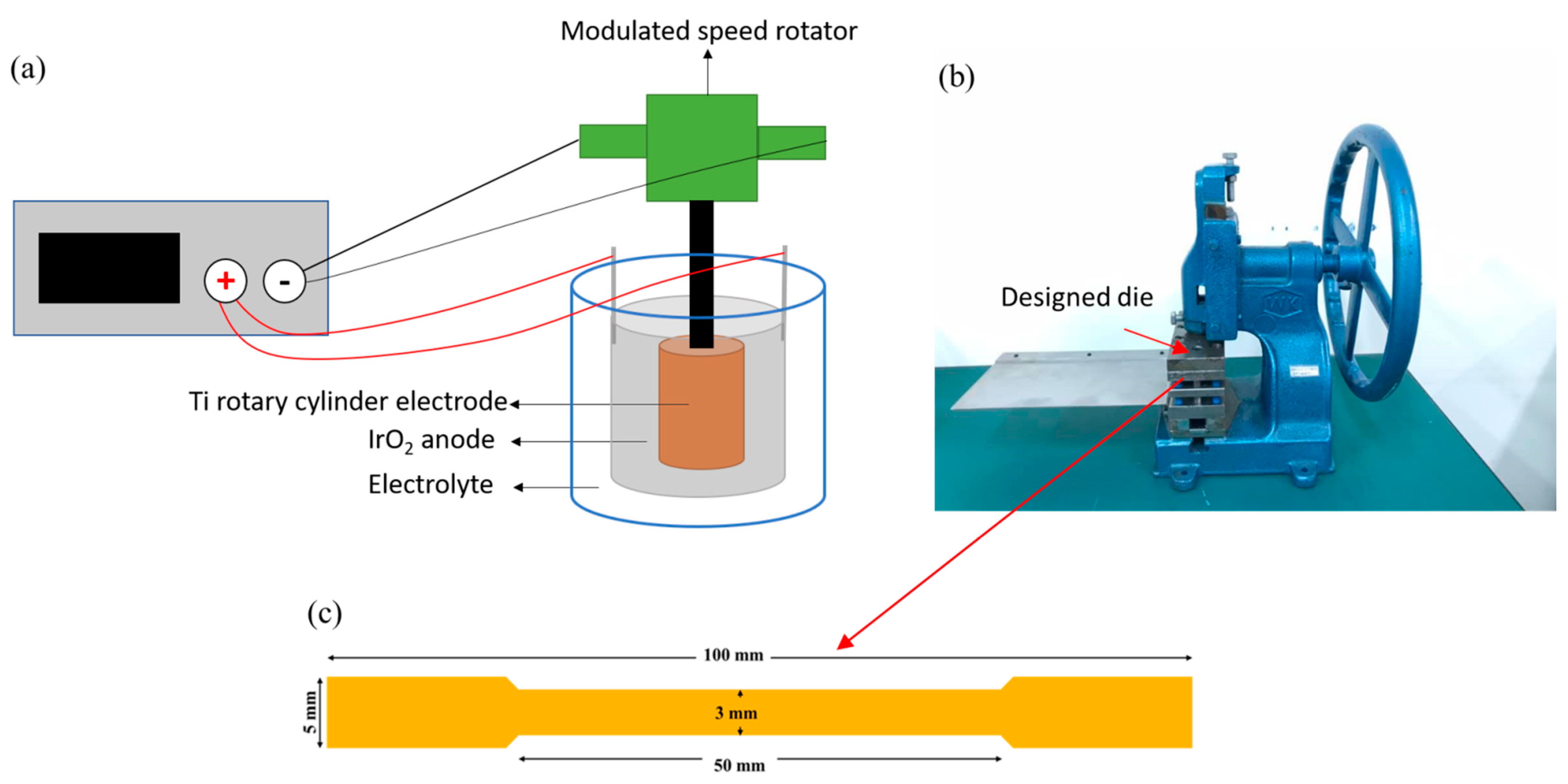
2. Experimental
3. Results and Discussion
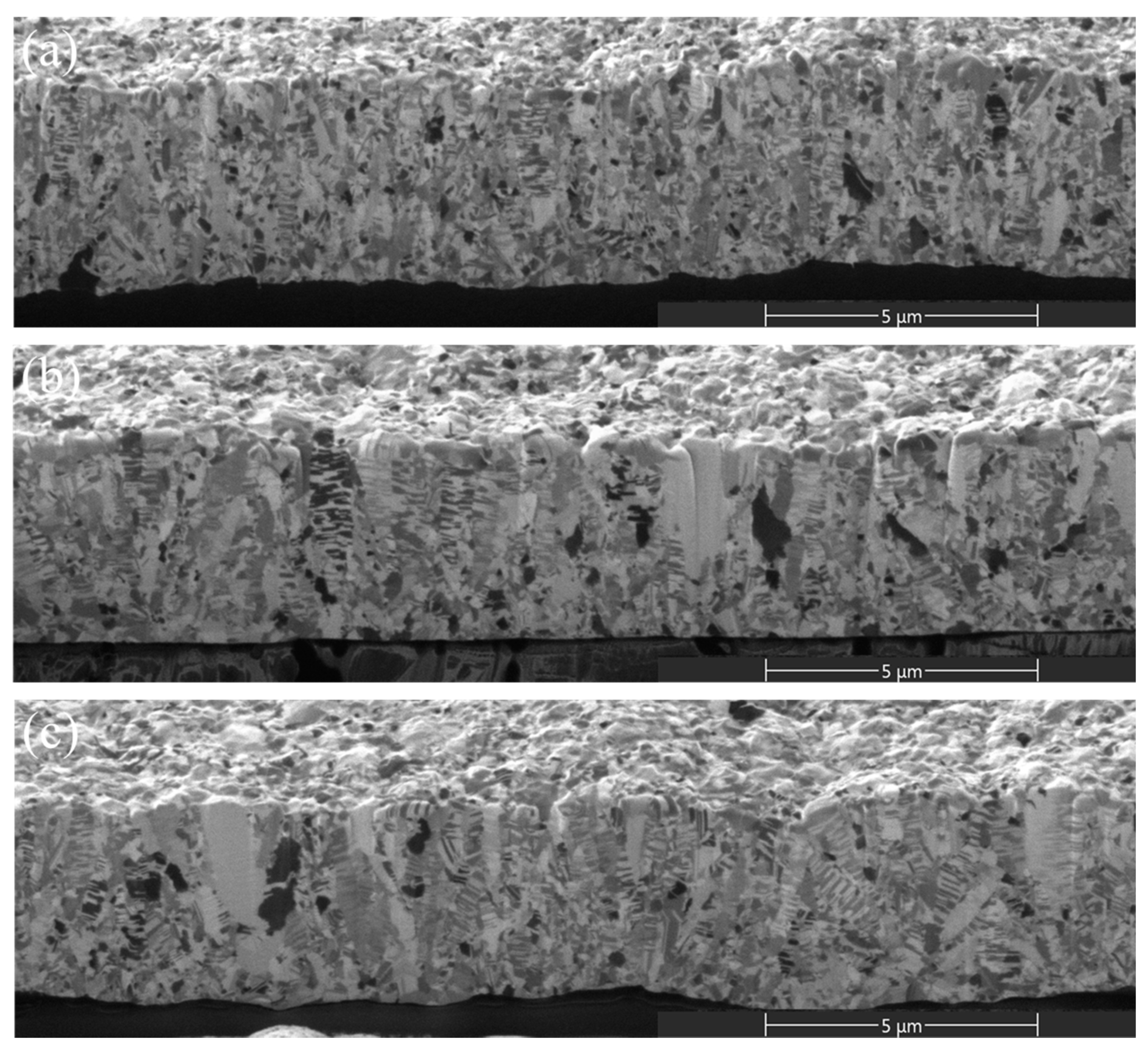
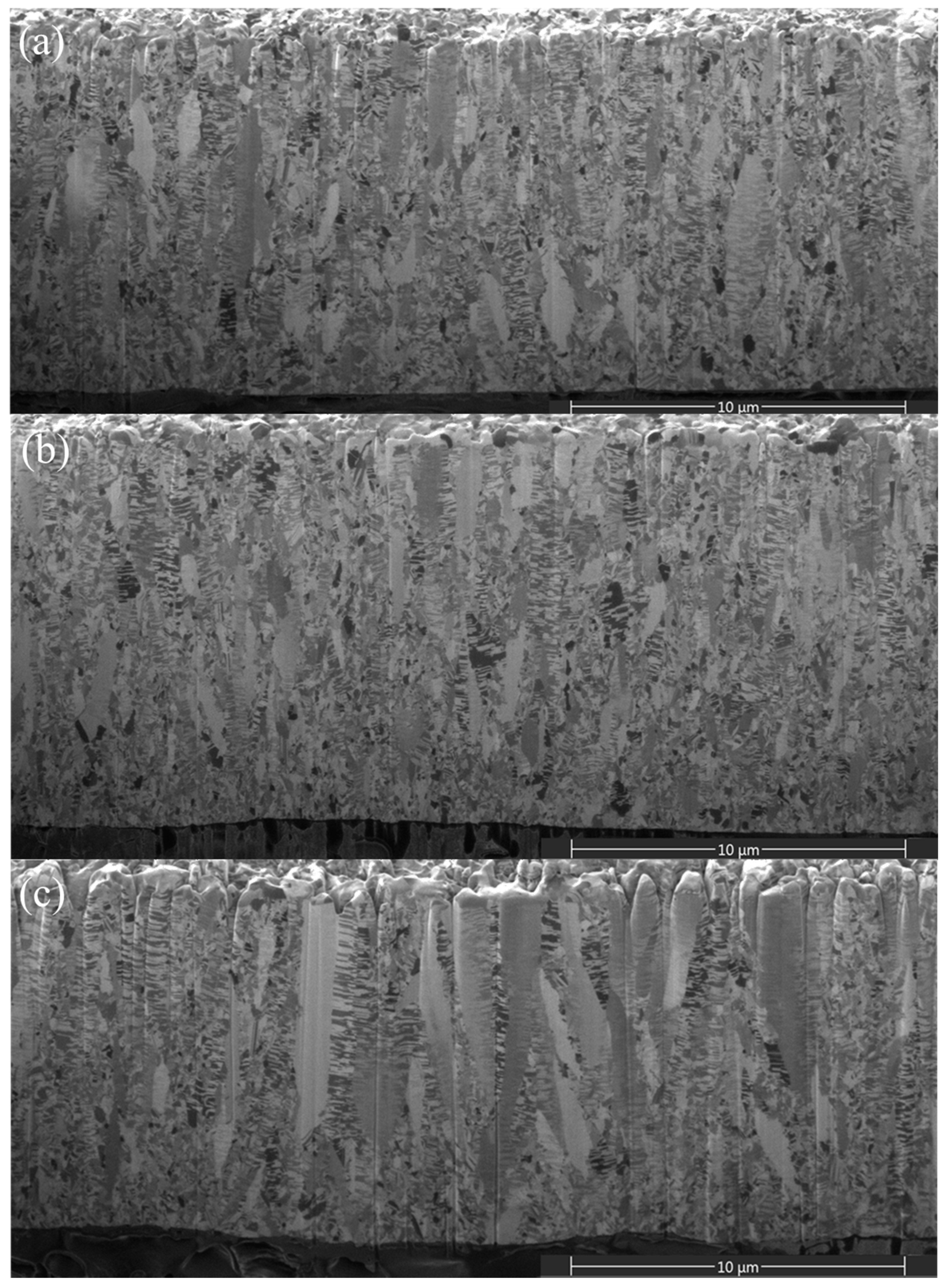
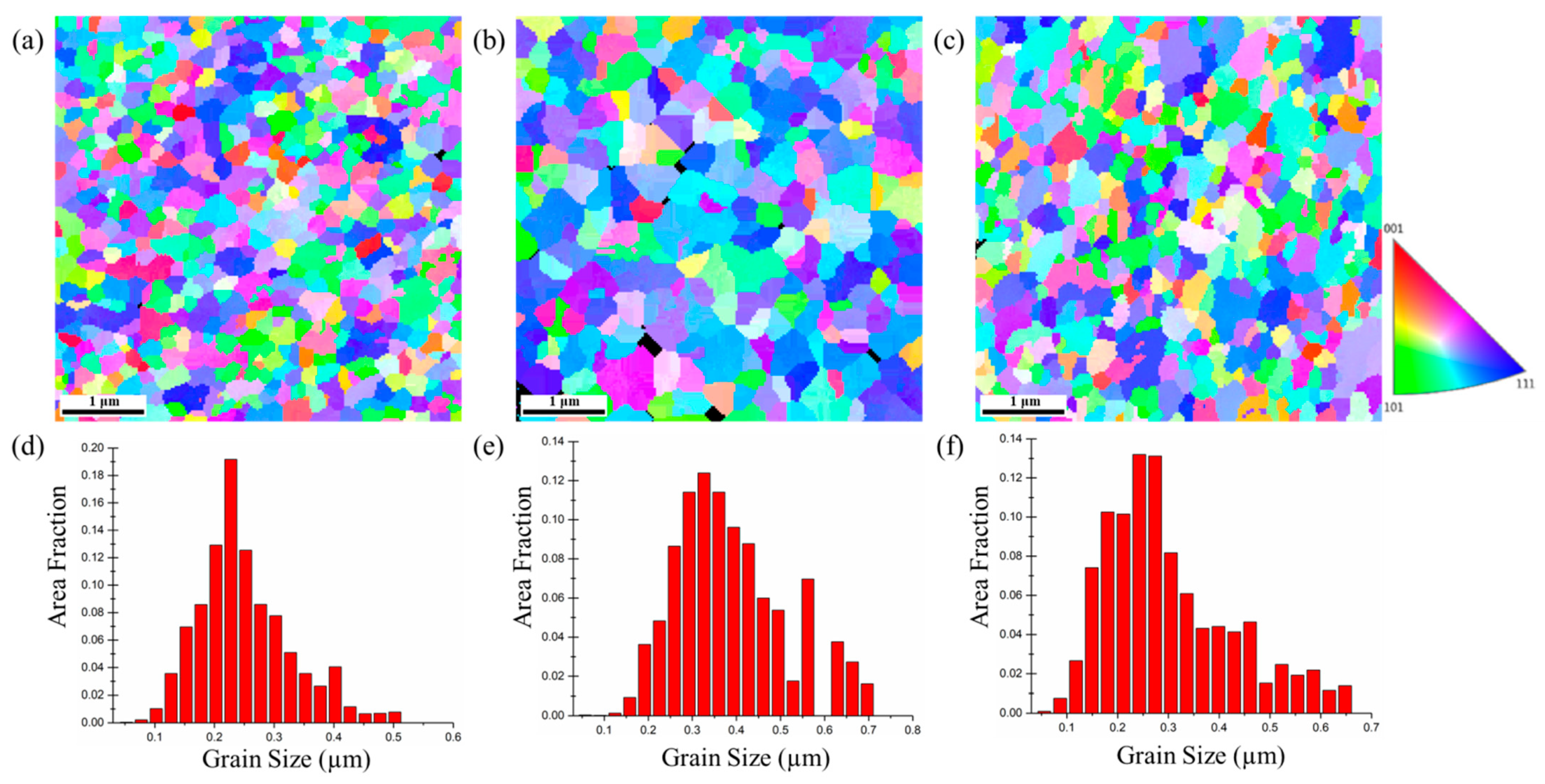
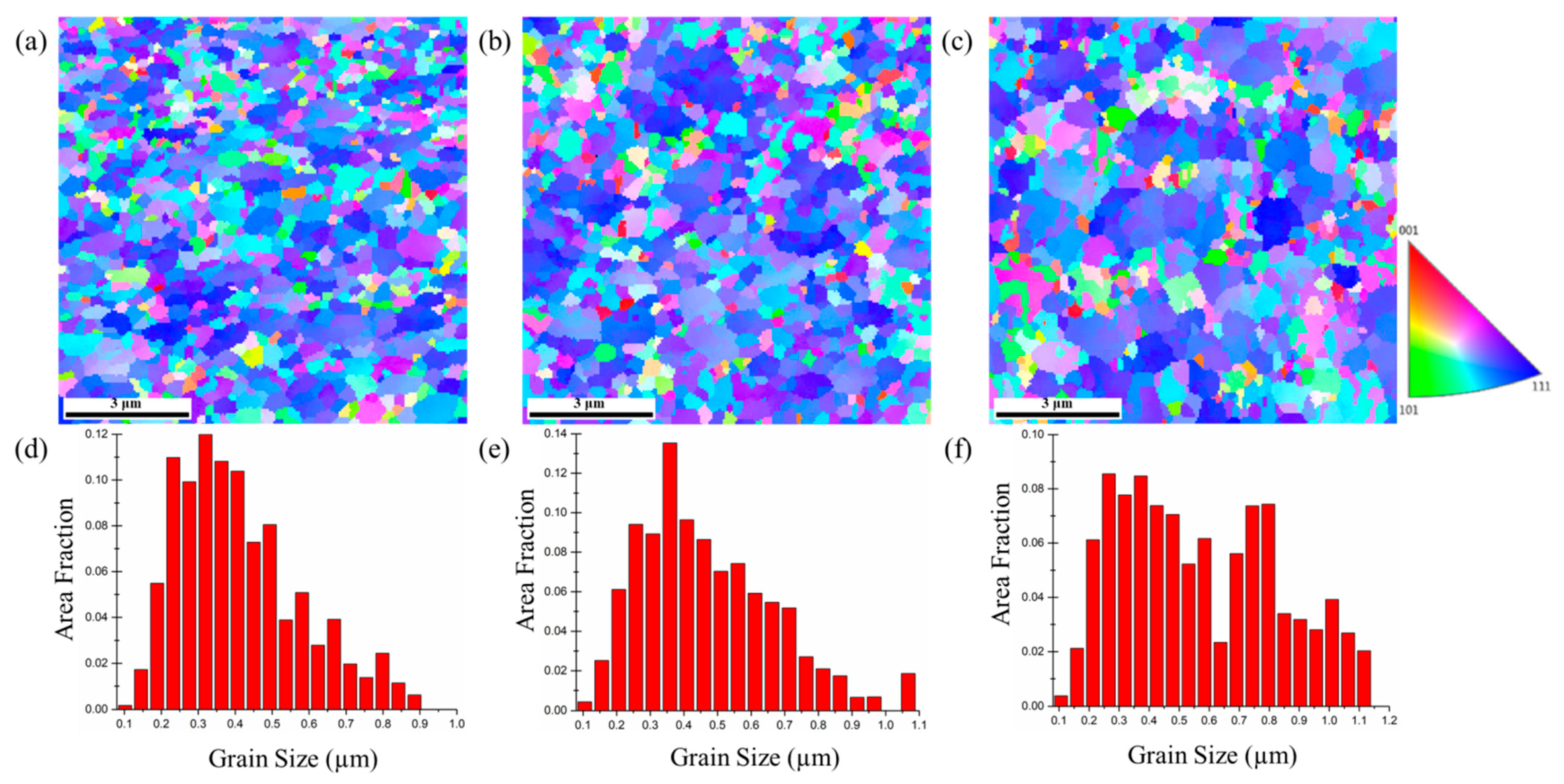
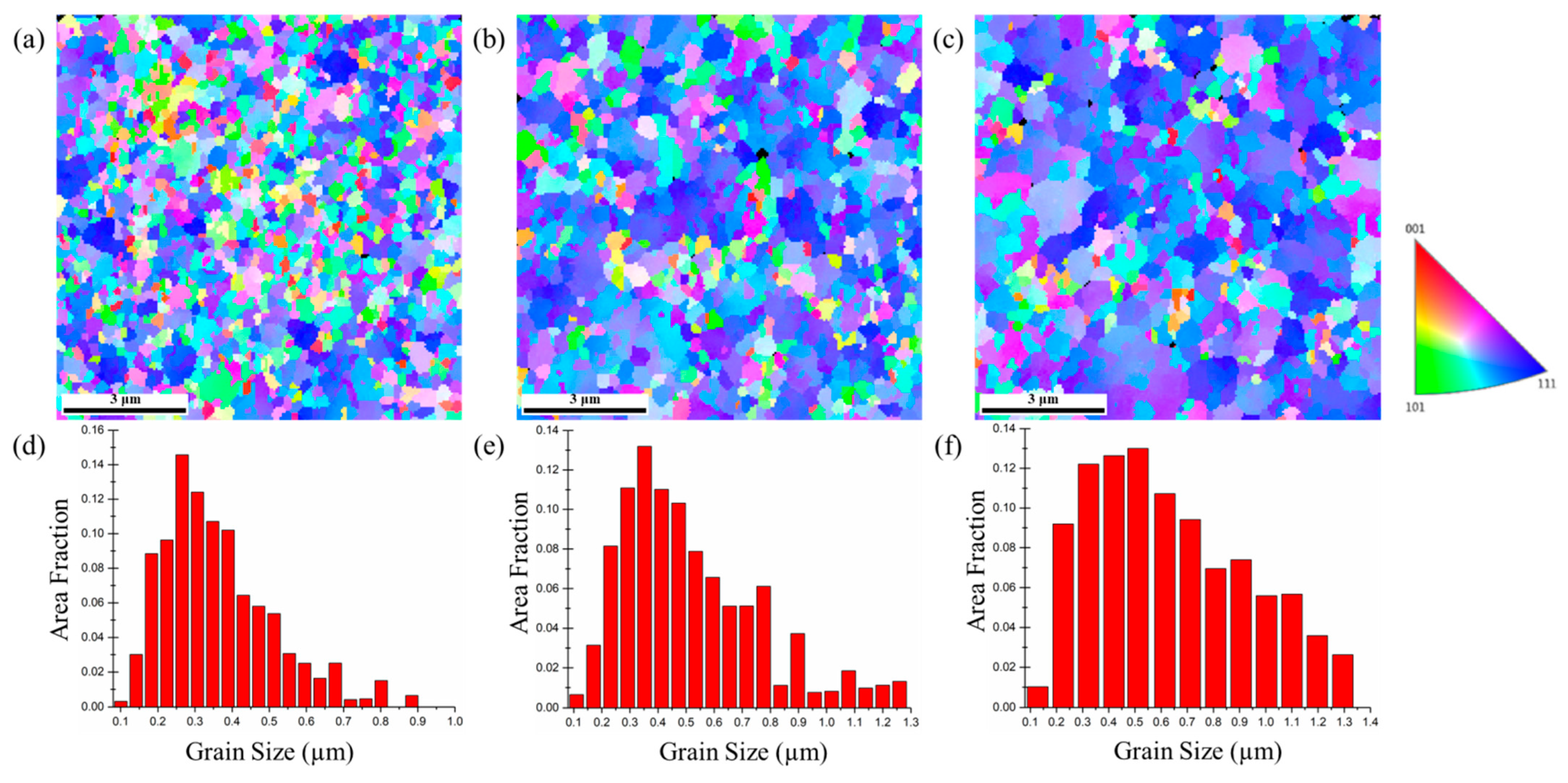
3.1. Effect of Cu2+ Concentration on Microstructure and Grain Size
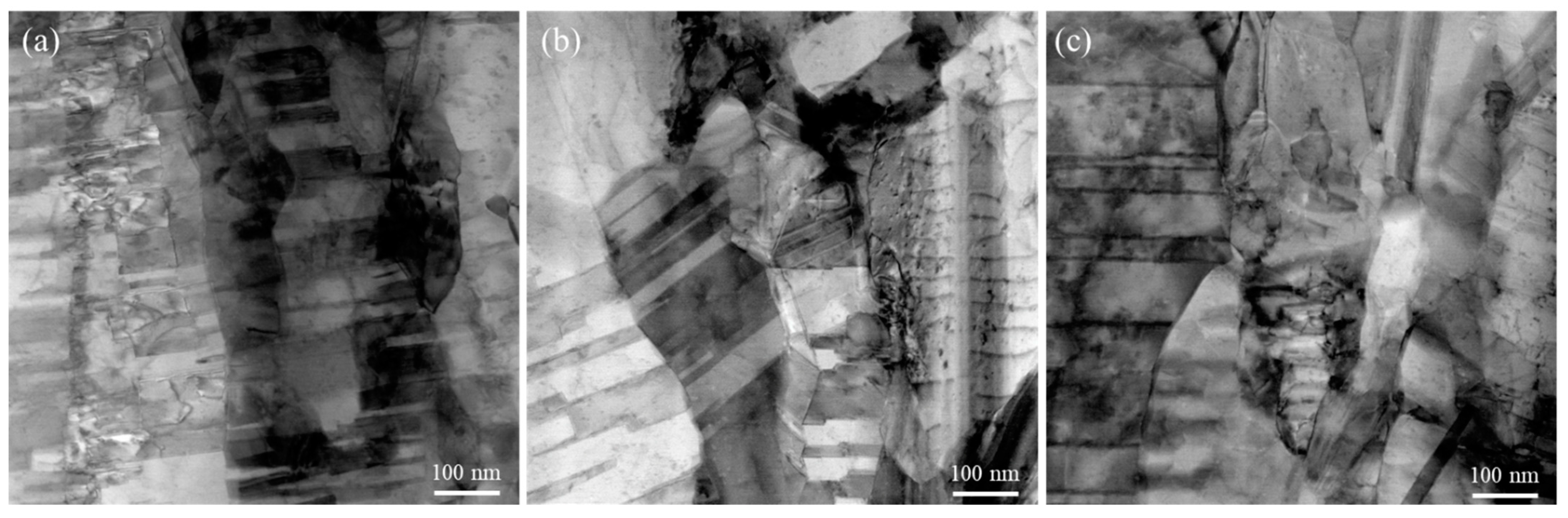
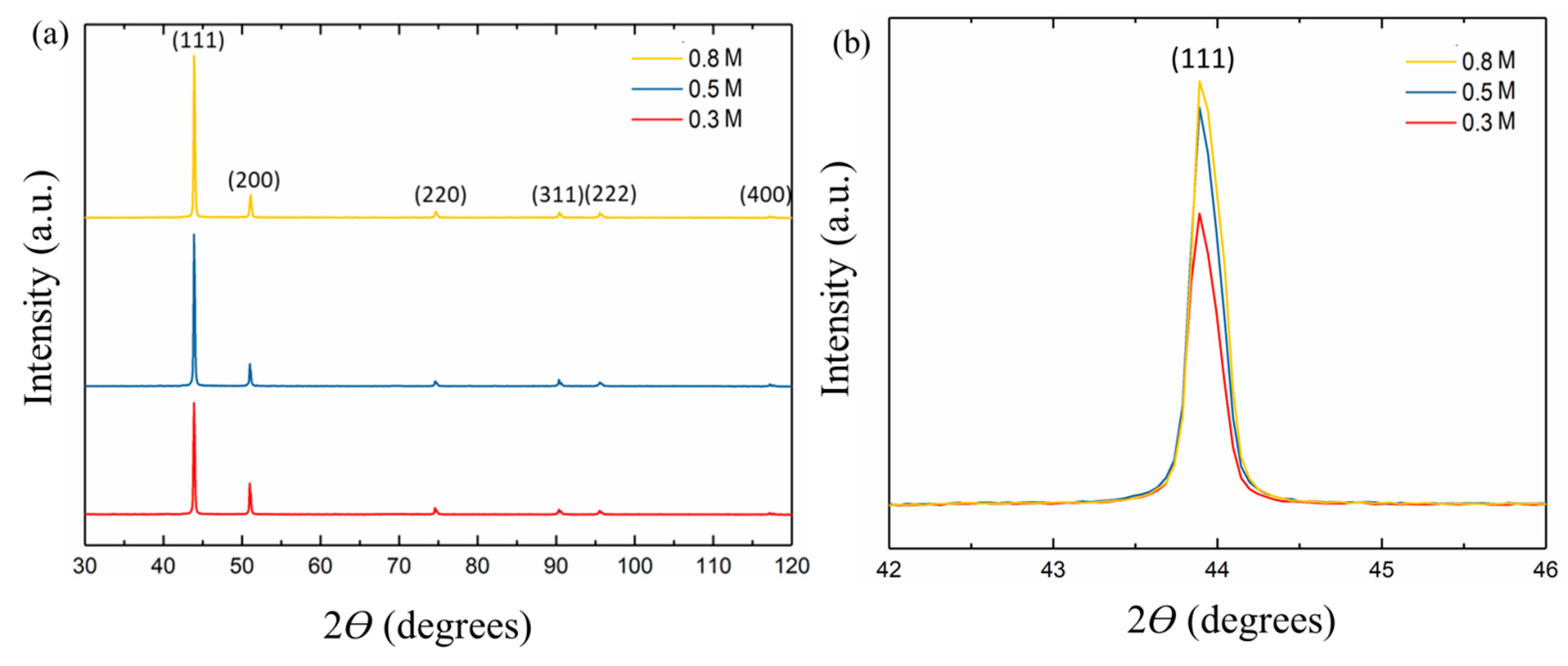
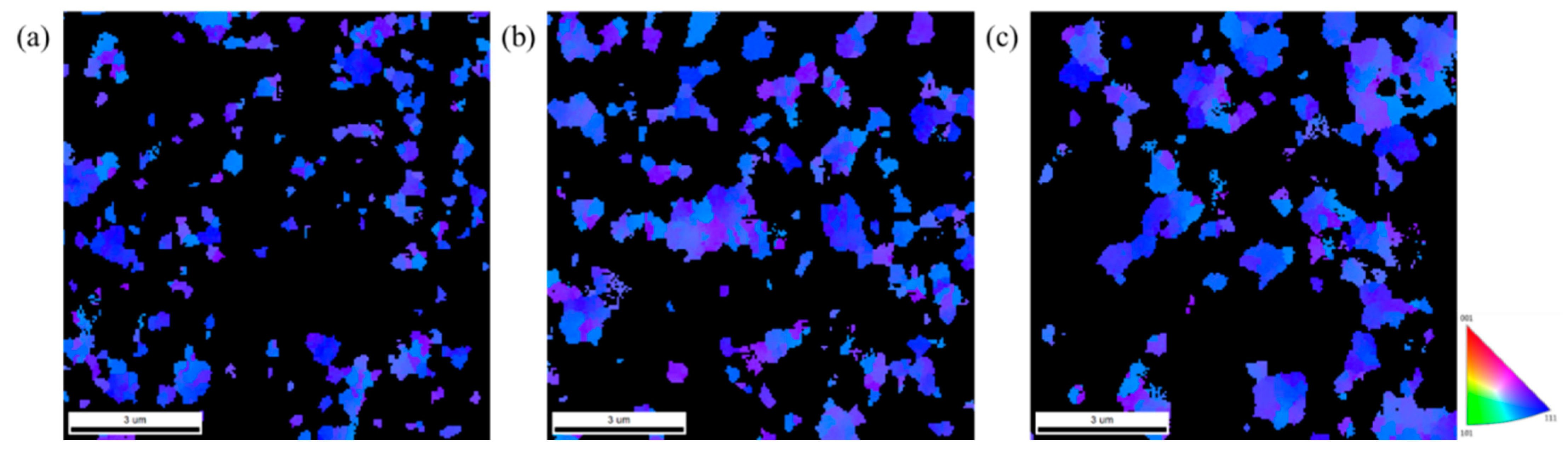
3.2. Effect of Cu2+ Concentration on Crystal Orientation
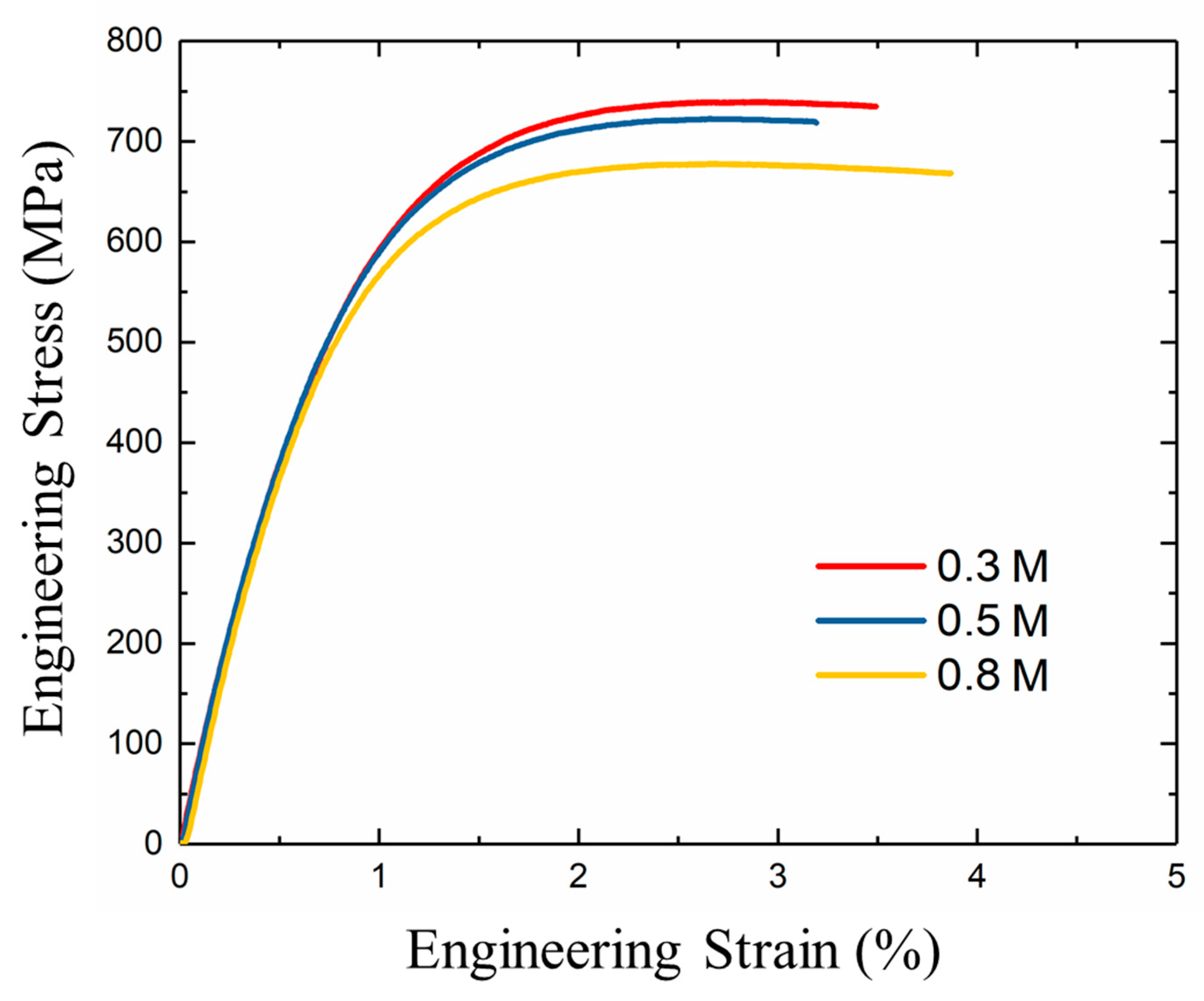
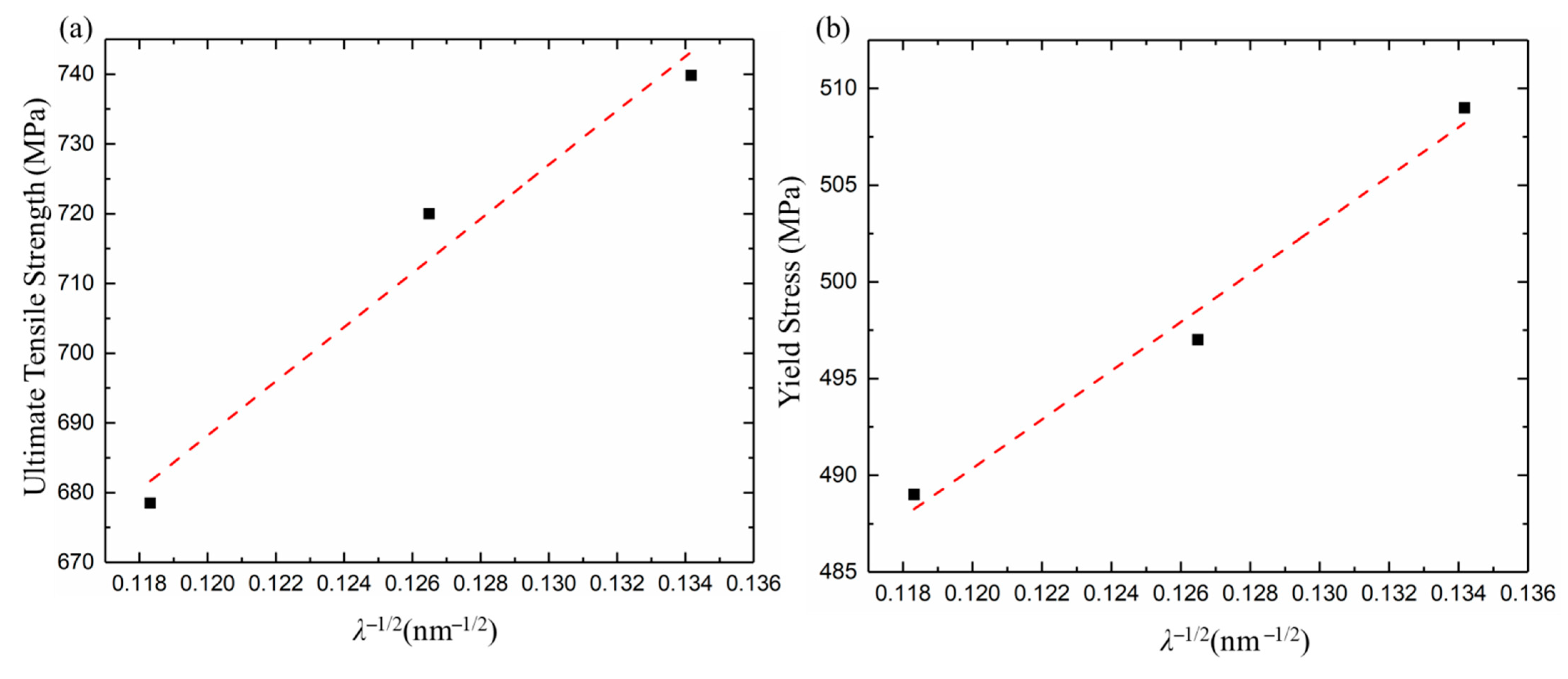
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tarascon, J.-M.; Armand, M. Issues and challenges facing rechargeable lithium batteries. Nat. Cell Biol. 2001, 414, 359–367. [Google Scholar] [CrossRef]
- Armand, M.; Tarascon, J.M. Building better batteries. Nature 2008, 451, 652–657. [Google Scholar] [CrossRef]
- Chan, C.K.; Zhang, A.X.F.; Cui, Y. High Capacity Li Ion Battery Anodes Using Ge Nanowires. Nano Lett. 2008, 8, 307–309. [Google Scholar] [CrossRef]
- Zuo, X.; Zhu, J.; Müller-Buschbaum, P.; Cheng, Y.-J. Silicon based lithium-ion battery anodes: A chronicle perspective review. Nano Energy 2017, 31, 113–143. [Google Scholar] [CrossRef]
- Edstrom, K.; Gustafsson, T.; Thomas, J.O. The cathode–electrolyte interface in the Li-ion battery. Electrochim. Acta 2004, 50, 397–403. [Google Scholar] [CrossRef]
- Yoo, H.D.; Markevich, E.; Salitra, G.; Sharon, D.; Aurbach, D. On the challenge of developing advanced technologies for electrochemical energy storage and conversion. Mater. Today 2014, 17, 110–121. [Google Scholar] [CrossRef]
- Zhang, J.; Lee, J. A review on prognostics and health monitoring of Li-ion battery. J. Power Sour. 2011, 196, 6007–6014. [Google Scholar] [CrossRef]
- Harks, P.; Mulder, F.; Notten, P. In situ methods for Li-ion battery research: A review of recent developments. J. Power Sour. 2015, 288, 92–105. [Google Scholar] [CrossRef] [Green Version]
- Etacheri, V.; Marom, R.; Elazari, R.; Salitra, G.; Aurbach, D. Challenges in the development of advanced Li-ion batteries: A review. Energy Environ. Sci. 2011, 4, 3243–3262. [Google Scholar] [CrossRef]
- Nitta, N.; Wu, F.; Lee, J.T.; Yushin, G. Li-ion battery materials: Present and future. Mater. Today 2015, 18, 252–264. [Google Scholar] [CrossRef]
- Schweidler, S.; De Biasi, L.; Schiele, A.; Hartmann, P.; Brezesinski, T.; Janek, J. Volume Changes of Graphite Anodes Revisited: A Combined Operando X-ray Diffraction and In Situ Pressure Analysis Study. J. Phys. Chem. C 2018, 122, 8829–8835. [Google Scholar] [CrossRef]
- Kataoka, R.; Oda, Y.; Inoue, R.; Kitta, M.; Kiyobayashi, T. High-strength clad current collector for silicon-based negative electrode in lithium ion battery. J. Power Sour. 2016, 301, 355–361. [Google Scholar] [CrossRef]
- Narutani, T.; Takamura, J. Grain-size strengthening in terms of dislocation density measured by resistivity. Acta Met. Mater. 1991, 39, 2037–2049. [Google Scholar] [CrossRef]
- Li, X.; Lu, L.; Li, J.; Zhang, X.; Gao, H. Mechanical properties and deformation mechanisms of gradient nanostructured metals and alloys. Nat. Rev. Mater. 2020, 5, 706–723. [Google Scholar] [CrossRef]
- Bahena, J.A.; Juarez, T.; Velasco, L.; Hodge, A.M. Grain boundary evolution of highly nanotwinned alloys: Effect of initial twinned microstructure. Scr. Mater. 2021, 190, 27–31. [Google Scholar] [CrossRef]
- Bahena, J.A.; Heckman, N.M.; Barr, C.M.; Hattar, K.; Boyce, B.L.; Hodge, A.M. Development of a heterogeneous nanostructure through abnormal recrystallization of a nanotwinned Ni superalloy. Acta Mater. 2020, 195, 132–140. [Google Scholar] [CrossRef]
- Lu, L.; Shen, Y.; Chen, X.; Qian, L.; Lu, K. Ultrahigh Strength and High Electrical Conductivity in Copper. Science 2004, 304, 422–426. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lu, K. Stabilizing nanostructures in metals using grain and twin boundary architectures. Nat. Rev. Mater. 2016, 1, 16019. [Google Scholar] [CrossRef]
- Nakamichi, I. Electrical Resistivity and Grain Boundaries in Metals. Mater. Sci. Forum. 1996, 207–209, 47–58. [Google Scholar] [CrossRef]
- Lu, L.; Zhu, T.; Shen, Y.; Dao, M.; Lu, K.; Suresh, S. Stress relaxation and the structure size-dependence of plastic deformation in nanotwinned copper. Acta Mater. 2009, 57, 5165–5173. [Google Scholar] [CrossRef]
- You, Z.; Lu, L.; Lu, K. Tensile behavior of columnar grained Cu with preferentially oriented nanoscale twins. Acta Mater. 2011, 59, 6927–6937. [Google Scholar] [CrossRef]
- Shen, Y.; Lu, L.; Lu, Q.; Jin, Z.; Lu, K. Tensile properties of copper with nano-scale twins. Scr. Mater. 2005, 52, 989–994. [Google Scholar] [CrossRef]
- Li, Y.-J.; Tu, K.-N.; Chen, C. Tensile Properties and Thermal Stability of Unidirectionally-Oriented Nanotwinned and -Oriented Microtwinned Copper. Materials 2020, 13, 1211. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Y.-J.; Tu, K.-N.; Chen, C. Tensile Properties of -Oriented Nanotwinned Cu with Different Columnar Grain Structures. Materials 2020, 13, 1310. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cheng, H.-Y.; Tran, D.-P.; Tu, K.; Chen, C. Effect of deposition temperature on mechanical properties of nanotwinned Cu fabricated by rotary electroplating. Mater. Sci. Eng. A 2021, 811, 141065. [Google Scholar] [CrossRef]
- Tran, D.-P.; Chen, K.-J.; Tu, K.; Chen, C.; Chen, Y.-T.; Chung, S. Electrodeposition of slanted nanotwinned Cu foils with high strength and ductility. Electrochim. Acta 2021, 389, 138640. [Google Scholar] [CrossRef]
- Grujicic, D.; Pesic, B. Electrodeposition of copper: The nucleation mechanisms. Electrochim. Acta 2002, 47, 2901–2912. [Google Scholar] [CrossRef]
- Zhan, X.; Lian, J.; Li, H.; Wang, X.; Zhou, J.; Trieu, K.; Zhang, X. Preparation of highly (111) textured nanotwinned copper by medium-frequency pulsed electrodeposition in an additive-free electrolyte. Electrochim. Acta 2021, 365, 137391. [Google Scholar] [CrossRef]
- Winand, R. Electrodeposition of metals and alloys—New results and perspectives. Electrochim. Acta 1994, 39, 1091–1105. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y.; Lu, K. Ductility and strain hardening in gradient and lamellar structured materials. Scr. Mater. 2020, 186, 321–325. [Google Scholar] [CrossRef]
- Cheng, Z.; Lu, L. The effect of gradient order on mechanical behaviors of gradient nanotwinned Cu. Scr. Mater. 2019, 164, 130–134. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Cordero, Z.C.; Knight, B.E.; Schuh, C.A. Six decades of the Hall–Petch effect—A survey of grain-size strengthening studies on pure metals. Int. Mater. Rev. 2016, 61, 495–512. [Google Scholar] [CrossRef]
- Lee, Y.-S.; Ha, S.; Park, J.-H.; Lee, S.-B. Structure-dependent mechanical behavior of copper thin films. Mater. Charact. 2017, 128, 68–74. [Google Scholar] [CrossRef]
- Korla, R.; Chokshi, A.H. Strain-rate sensitivity and microstructural evolution in a Mg-Al-Zn alloy. Scr. Mater. 2010, 63, 913–916. [Google Scholar] [CrossRef]
- Misra, A.; Hirth, J.; Hoagland, R. Length-scale-dependent deformation mechanisms in incoherent metallic multilayered composites. Acta Mater. 2005, 53, 4817–4824. [Google Scholar] [CrossRef]
- Ye, J.C.; Wang, Y.M.; Barbee, T.W., Jr.; Hamza, A.V. Orientation-dependent hardness and strain rate sensitivity in nanotwin copper. Appl. Phys. Lett. 2012, 100, 261912. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | 5 μm | 10 μm | 15 μm |
|---|---|---|---|
| [Cu2+] = 0.3 M | 0.21 μm | 0.24 μm | 0.26 μm |
| [Cu2+] = 0.5 M | 0.21 μm | 0.32 μm | 0.33 μm |
| [Cu2+] = 0.8 M | 0.21 μm | 0.33 μm | 0.37 μm |
| Sample | Yield Stress (MPa) | Calculated Yield Stress (MPa) | Ultimate Tensile Strength (MPa) | Fracture Elongation (%) |
|---|---|---|---|---|
| [Cu2+] = 0.3 M | 509.9 ± 5.6 | 260.3 | 739.8 ± 10.5 | 3.4 ± 0.3 |
| [Cu2+] = 0.5 M | 497.7 ± 6.1 | 233.9 | 720.1 ± 8.2 | 3.1 ± 0.4 |
| [Cu2+] = 0.8 M | 489.8 ± 6.6 | 222.3 | 678.5 ± 7.4 | 3.8 ± 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hung, Y.-W.; Tran, D.-P.; Chen, C. Effect of Cu Ion Concentration on Microstructures and Mechanical Properties of Nanotwinned Cu Foils Fabricated by Rotary Electroplating. Nanomaterials 2021, 11, 2135. https://doi.org/10.3390/nano11082135
Hung Y-W, Tran D-P, Chen C. Effect of Cu Ion Concentration on Microstructures and Mechanical Properties of Nanotwinned Cu Foils Fabricated by Rotary Electroplating. Nanomaterials. 2021; 11(8):2135. https://doi.org/10.3390/nano11082135
Chicago/Turabian StyleHung, Yu-Wen, Dinh-Phuc Tran, and Chih Chen. 2021. "Effect of Cu Ion Concentration on Microstructures and Mechanical Properties of Nanotwinned Cu Foils Fabricated by Rotary Electroplating" Nanomaterials 11, no. 8: 2135. https://doi.org/10.3390/nano11082135
APA StyleHung, Y.-W., Tran, D.-P., & Chen, C. (2021). Effect of Cu Ion Concentration on Microstructures and Mechanical Properties of Nanotwinned Cu Foils Fabricated by Rotary Electroplating. Nanomaterials, 11(8), 2135. https://doi.org/10.3390/nano11082135