
Enhancing the Strengthening Effect of Graphene-Nanoplates in Al Matrix Composites by Heterogeneous Matrix Design


 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
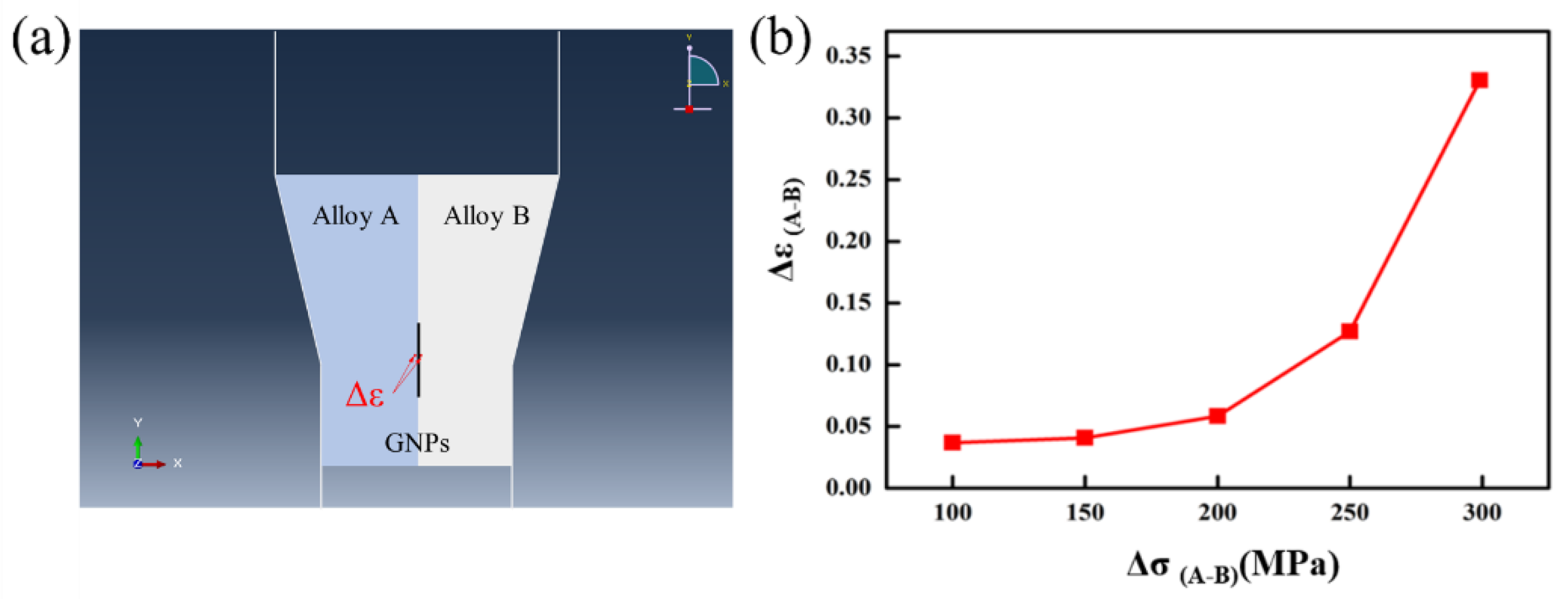
2.1. Finite Element Method (FEM) Simulation
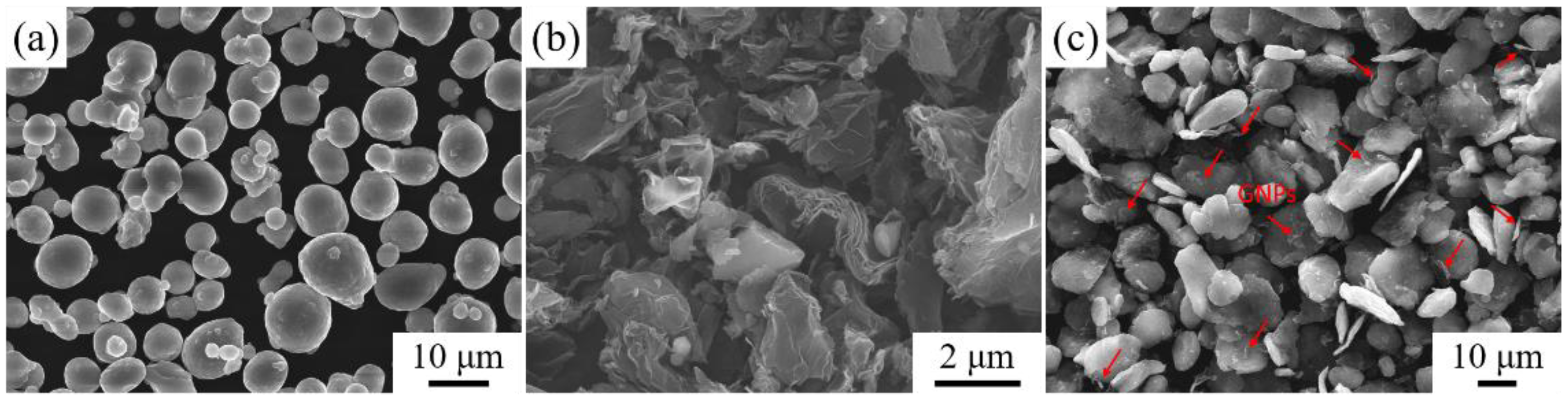
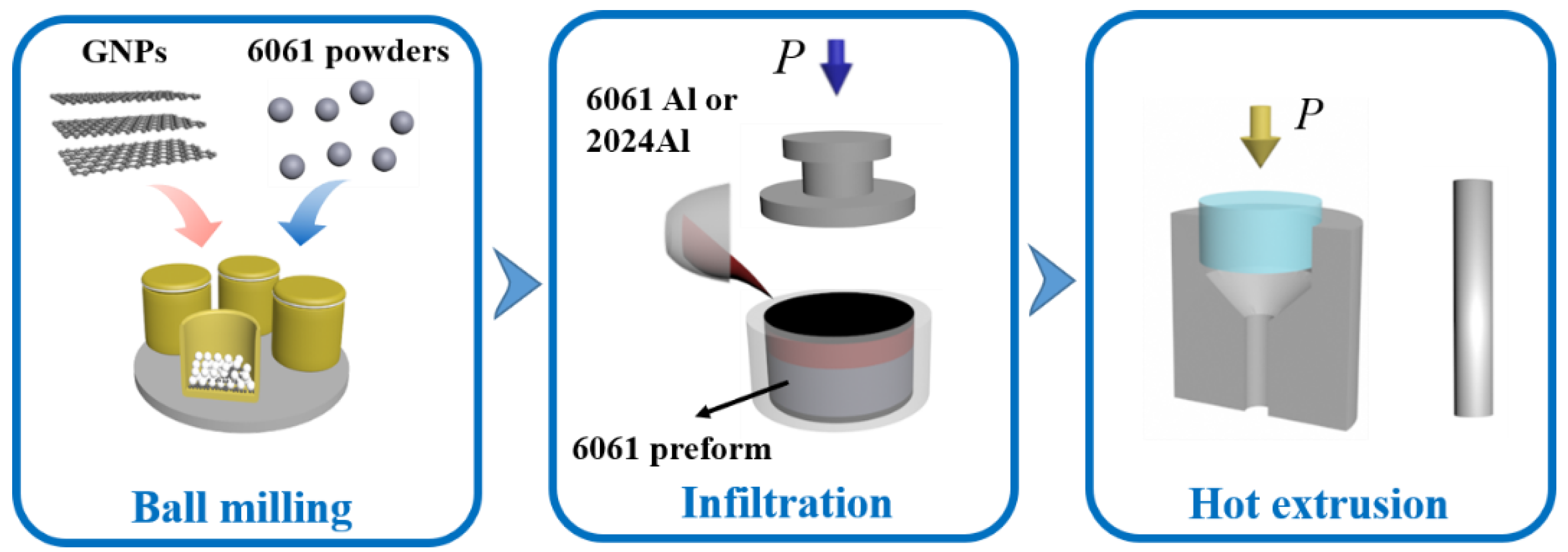
2.2. Materials and Preparations
2.3. Characterizations and Mechanical Tests
3. Results and Discussion
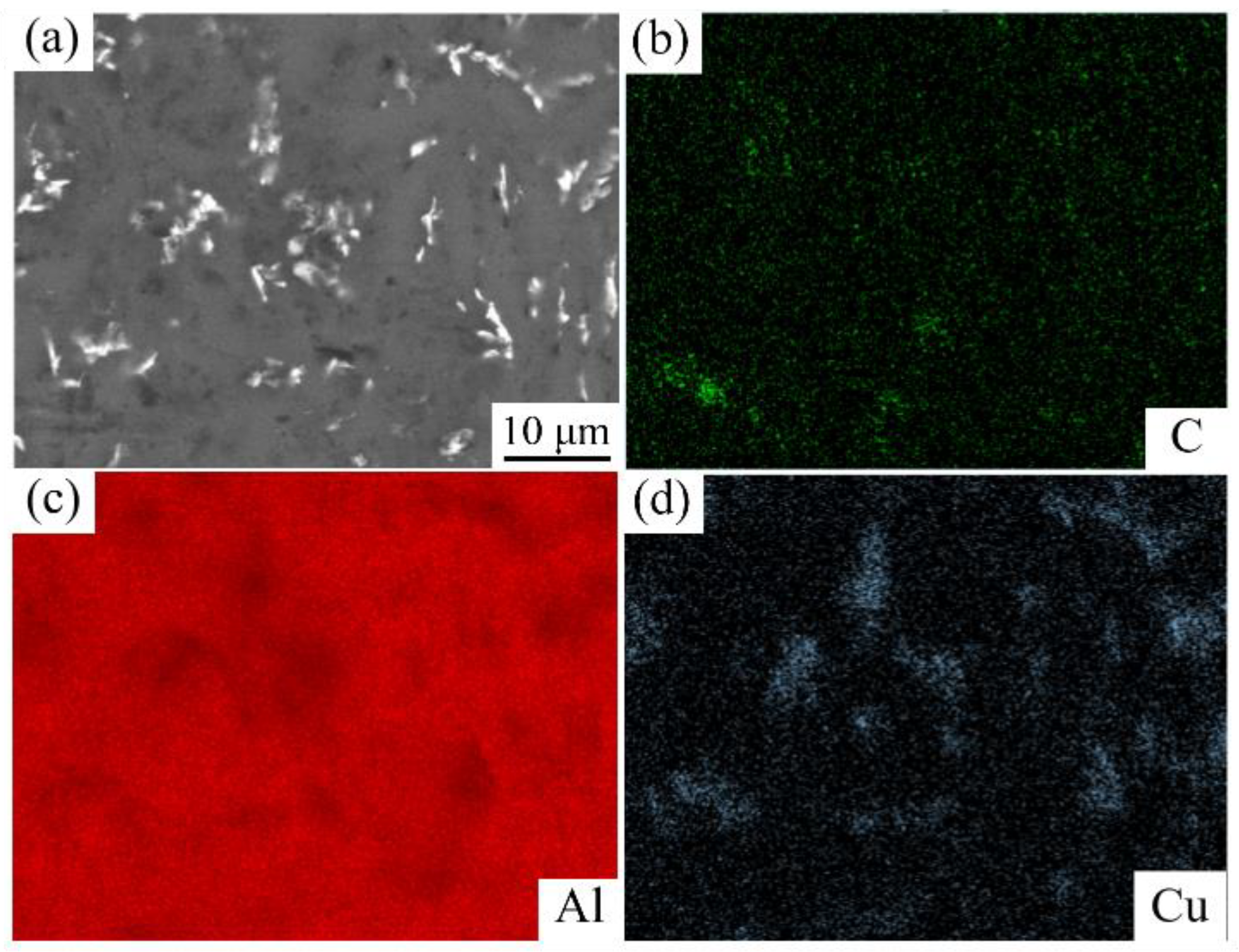
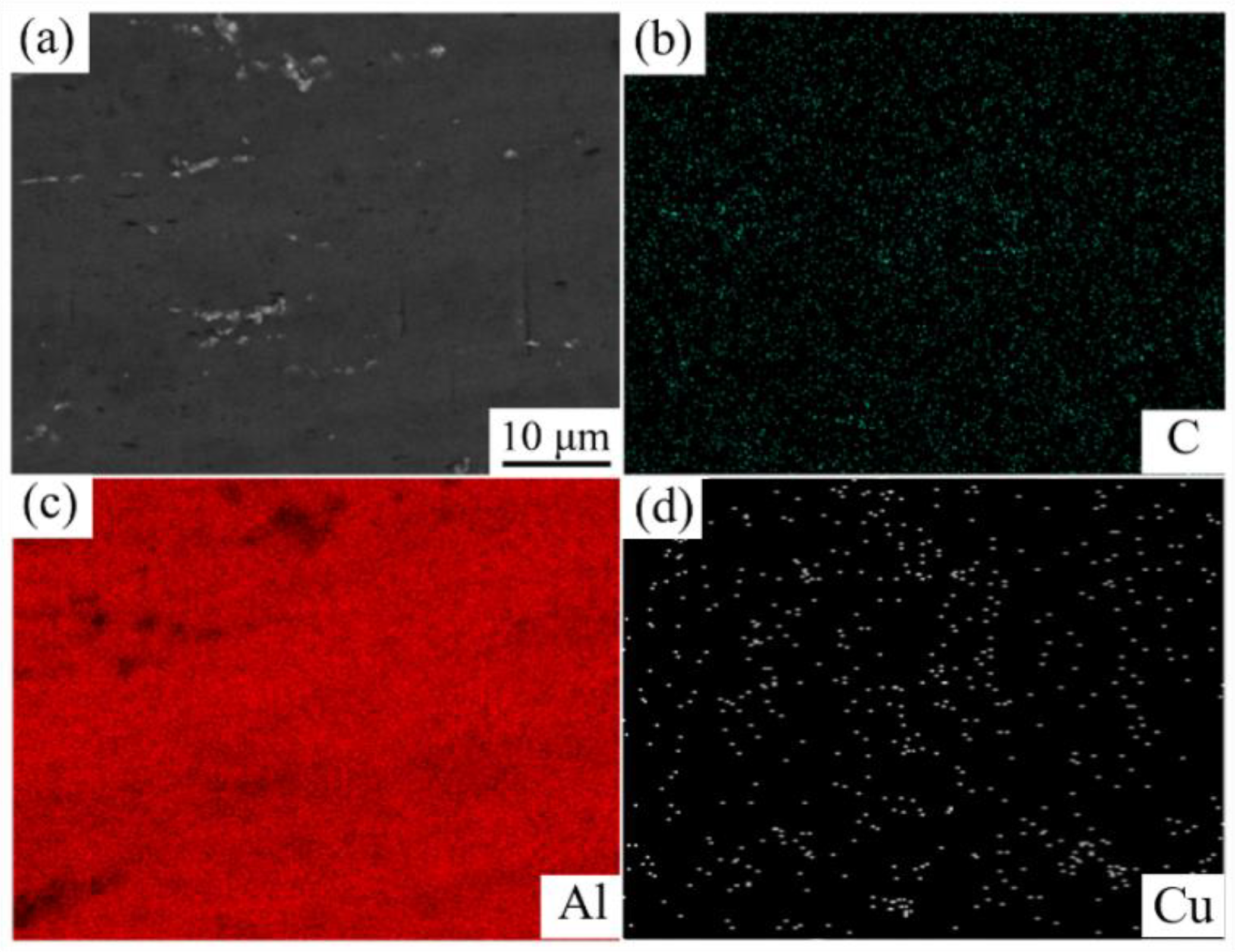
3.1. FEM Simulation and Microstructure Investigation of As-Cast Composites
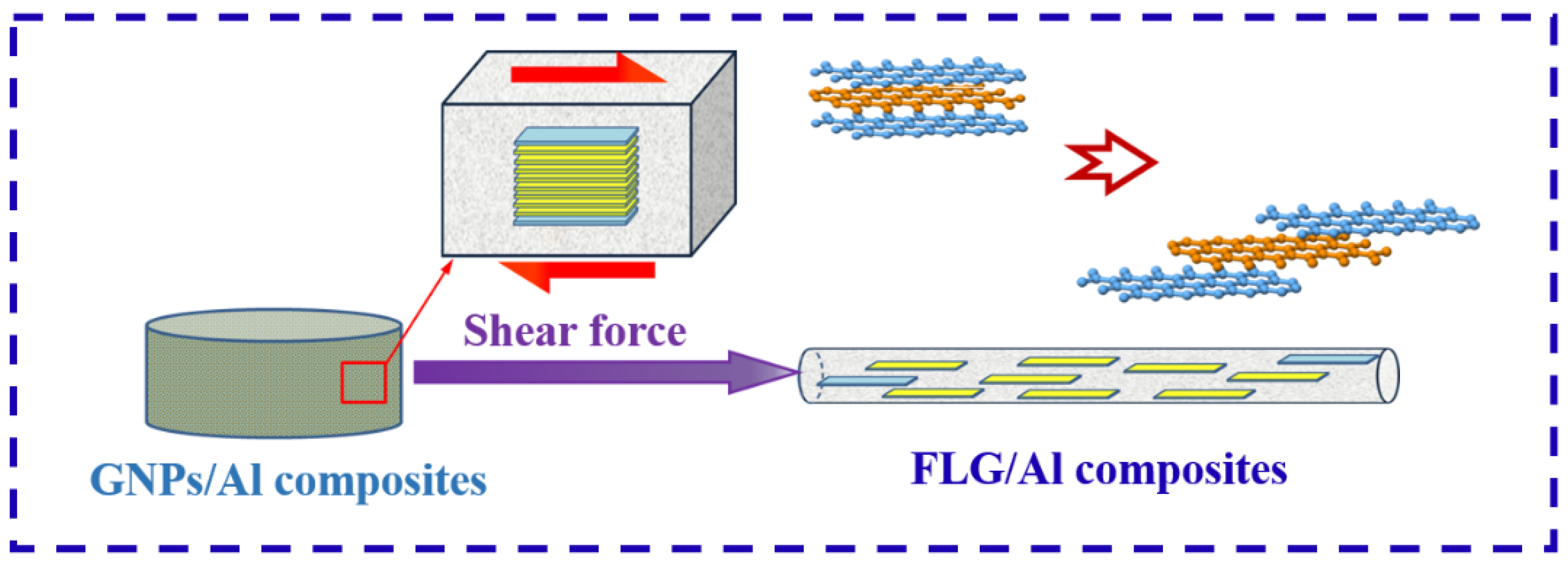
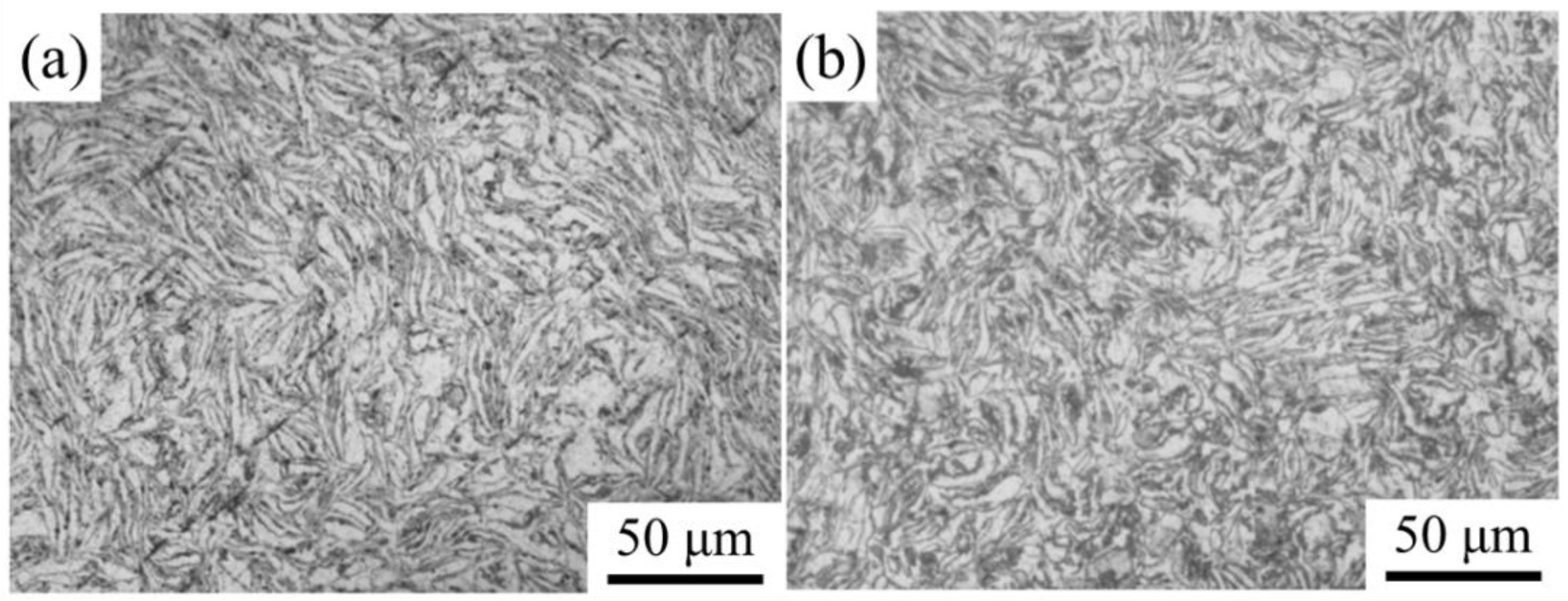
3.2. Microstructure Evolution of Composites after Deformation Treatment
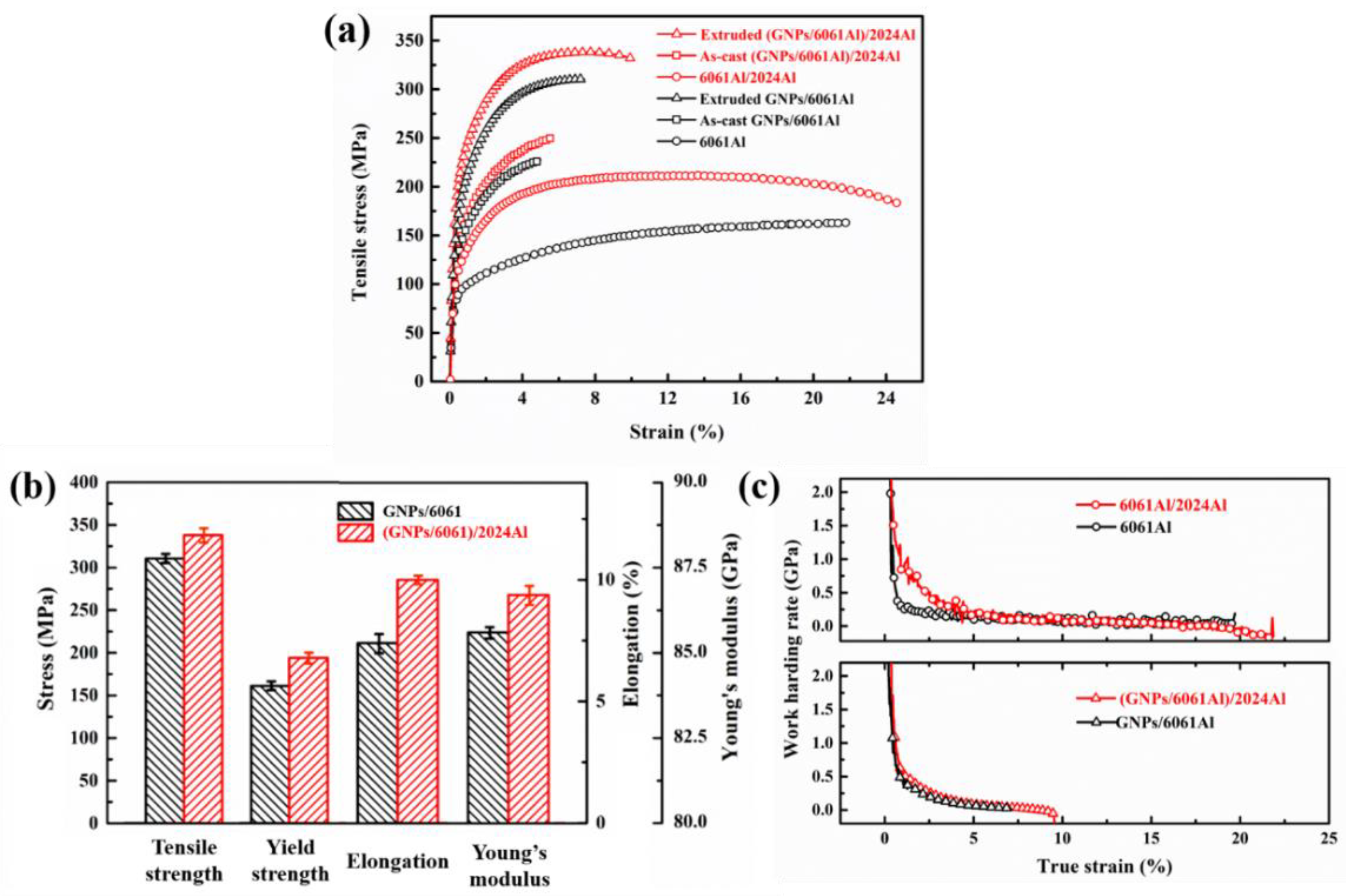
3.3. Mechanical Properties of Composites
3.4. Strengthening Mechanism of GNPs/Al Composites
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tabandeh, M.K.; Ferguson, J.B.; Schultz, B.F.; Kim, C.S.; Cho, K.; Rohatgi, P.K. Strengthening mechanisms of graphene- and Al2O3 reinforced aluminum nanocomposites synthesized by room temperature milling. Mater. Des. 2015, 92, 79–87. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Tang, A.; Asif, M. Effect of graphene nanoplatelets addition on mechanical properties of pure aluminum using a semi-powder method. Prog. Nat. Sci. 2014, 24, 101–108. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Lu, H.; Gao, Z. Microstructure and mechanical properties of Al/graphene composite produced by high-pressure torsion. Adv. Eng. Mater. 2014, 17, 976–981. [Google Scholar] [CrossRef]
- Yan, S.J.; Dai, S.L.; Zhang, X.Y.; Yang, C.; Hong, Q.H.; Chen, J.Z.; Lin, Z.M. Investigating aluminum alloy reinforced by graphene nanoflakes. Mater. Sci. Eng. A 2014, 612, 440–444. [Google Scholar] [CrossRef]
- Zhang, Z.W.; Liu, Z.Y.; Xiao, B.L.; Ni, D.R.; Ma, Z.Y. High efficiency dispersal and strengthening of graphene reinforced aluminum alloy composites fabricated by powder metallurgy combined with friction stir processing. Carbon 2018, 135, 215–223. [Google Scholar] [CrossRef]
- Wang, J.; Li, Z.; Fan, G.; Pan, H.; Chen, Z.; Zhang, D. Reinforcement with graphene nanosheets in aluminum matrix composites. Scripta Mater. 2012, 66, 594–597. [Google Scholar] [CrossRef] [Green Version]
- Liu, G.; Zhao, N.Q.; Shi, C.S.; Liu, E.Z.; He, F.; Ma, L.Y.; Li, Q.Y.; Li, J.J.; He, C.N. In-situ synthesis of graphene decorated with nickel nanoparticles for fabricating reinforced 6061Al matrix composites. Mater. Sci. Eng. A 2017, 699, 185–193. [Google Scholar] [CrossRef]
- Hardy, A.; Dix, J.; Williams, C.D.; Siperstein, F.R.; Carbone, P.; Bock, H. Design rules for graphene and carbon-nanotube solvents and dispersants. ACS Nano. 2018, 12, 1043–1049. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Yu, Z.; Asif, M.; Lin, H.; Pan, R. Investigation on microstructural, mechanical and electrochemical properties of aluminum composites reinforced with graphene nanoplatelets. Prog. Nat. Sci. 2015, 25, 460–470. [Google Scholar] [CrossRef] [Green Version]
- Shin, S.E.; Choi, H.J.; Shin, J.H.; Bae, D.H. Strengthening behavior of few-layered graphene/aluminum composites. Carbon 2015, 82, 143–151. [Google Scholar] [CrossRef]
- Yang, W.; Zhao, Q.; Xin, L.; Qiao, J.; Zou, J.; Shao, P.; Yu, Z.; Zhang, Q.; Wu, G. Microstructure and mechanical properties of graphene nanoplates reinforced pure Al matrix composites prepared by pressure infiltration method. J. Alloy. Compd. 2018, 732, 748–758. [Google Scholar] [CrossRef]
- Huang, Y.; Bazarnik, P.; Wan, D.Q.; Luo, D.; Pereira, P.H.R.; Lewandowska, M.; Yao, J.; Hayden, B.E.; Langdon, T.G. The fabrication of graphene-reinforced Al-based nanocomposites using high-pressure torsion. Acta Mater. 2019, 164, 499–511. [Google Scholar] [CrossRef]
- Mei, Y.; Shao, P.; Sun, M.; Chen, G.Q.; Hussain, M.; Huang, F.L.; Zhang, Q.; Gao, X.S.; Pei, Y.Y.; Zhong, S.J.; et al. Deformation treatment and microstructure of graphene-reinforced metal matrix nanocomposites: A review of graphene post-dispersion. Int. J. Miner. Metal. Mater. 2020, 27, 888–899. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, C.; Xiao, W.; Ameyama, K.; Ma, C. Enhanced mechanical properties of Al5083 alloy with graphene nanoplates prepared by ball milling and hot the extrusion. Mater. Sci. Eng. A 2016, 658, 8–15. [Google Scholar] [CrossRef]
- El-Ghazaly, A.; Anis, G.; Salem, H.G. Effect of graphene addition on the mechanical and tribological behavior of nanostructured AA2124 self-lubricating metal matrix composite. Compos. Part A Appl. Sci. Manuf. 2017, 95, 325–336. [Google Scholar] [CrossRef]
- Han, T.; Li, J.; Zhao, N.; He, C. Microstructure and properties of copper coated graphene nanoplates reinforced Al matrix composites developed by low temperature ball milling. Carbon 2020, 159, 311–323. [Google Scholar] [CrossRef]
- Bartolucci, S.F.; Paras, J.; Rafiee, M.A.; Rafiee, J.; Lee, S.; Kapoor, D.; Koratkar, N. Graphene–aluminum nanocomposites. Mater. Sci. Eng. A. 2011, 528, 7933–7937. [Google Scholar] [CrossRef]
- Hwang, J.; Yoon, T.; Jin, S.H.; Lee, J.; Kim, T.S.; Hong, S.H.; Jeon, S. Enhanced mechanical properties of graphene/copper nanocomposites using a molecular-level mixing process. Adv. Mater. 2013, 25, 6724–6729. [Google Scholar] [CrossRef]
- Liu, X.; Li, J.; Sha, J.; Liu, E.; Li, Q.; He, C.; Shi, C.; Zhao, N. In-situ synthesis of graphene nanosheets coated copper for preparing reinforced aluminum matrix composites. Mater. Sci. Eng. A 2018, 709, 65–71. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, X.; Liu, E.; He, C.; Han, Y.; Li, Q.; Nash, P.; Zhao, N. Fabrication of three-dimensional graphene/Cu composite by in-situ CVD and its strengthening mechanism. J. Alloy. Compd. 2016, 688, 69–76. [Google Scholar] [CrossRef]
- Chen, M.; Fan, G.; Tan, Z.; Xiong, D.; Guo, Q.; Su, Y.; Zhang, J.; Li, Z.; Naito, M.; Zhang, D. Design of an efficient flake powder metallurgy route to fabricate CNT/6061Al composites. Mater. Des. 2018, 142, 288–296. [Google Scholar] [CrossRef]
- Bastwros, M.; Kim, G.; Zhu, C.; Zhang, K.; Wang, S.; Tang, X.; Wang, X. Effect of ball milling on graphene reinforced Al6061 composite fabricated by semi-solid sintering. Compos. Part B Eng. 2014, 60, 111–118. [Google Scholar] [CrossRef]
- Jiang, Y.; Tan, Z.; Xu, R.; Fan, G.; Xiong, D.B.; Guo, Q.; Su, Y.; Li, Z.; Zhang, D. Tailoring the structure and mechanical properties of graphene nanosheet/aluminum composites by flake powder metallurgy via shift-speed ball milling. Compos. Part A Appl. Sci. Manuf. 2018, 111, 73–82. [Google Scholar] [CrossRef]
- Turan, M.E. Investigation of mechanical properties of carbonaceous (MWCNT, GNPs and C60) reinforced hot-extruded aluminum matrix composites. J. Alloy. Compd. 2019, 788, 352–360. [Google Scholar] [CrossRef]
- Shao, P.; Yang, W.; Zhang, Q.; Meng, Q.; Tan, X.; Xiu, Z.; Qiao, J.; Yu, Z.; Wu, G. Microstructure and tensile properties of 5083 Al matrix composites reinforced with graphene oxide and graphene nanoplates prepared by pressure infiltration method. Compos. Part A Appl. Sci. Manuf. 2018, 109, 151–162. [Google Scholar] [CrossRef]
- Shin, S.E.; Choi, H.J.; Hwang, J.Y.; Bae, D.H. Strengthening behavior of carbon/metal nanocomposites. Sci. Rep. 2015, 5, 16114. [Google Scholar] [CrossRef] [Green Version]
- Tabandeh, M.K.; Ajay, K.; Omrani, E.; Kim, C.; Rohatgi, P. Synthesis, characterization, and properties of graphene reinforced metal-matrix nanocomposites. Compos. Part B Eng. 2020, 183, 107664. [Google Scholar] [CrossRef]
- Salama, E.I.; Abbas, A.; Esawi, A.M.K. Preparation and properties of dual-matrix carbon nanotube-reinforced aluminum composites. Compos. Part A Appl. Sci. Manuf. 2017, 99, 84–93. [Google Scholar] [CrossRef]
- Wu, G.; Chan, K.; Zhu, L. Dual-phase nanostructuring as a route to high-strength magnesium alloys. Nature 2017, 545, 80. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.X.; Huang, L.J.; Kaveendran, B.; Geng, L.; Cui, X.P.; Wei, S.L.; Yin, F.X. Tensile and bending behaviors and characteristics of laminated Ti-(TiBw/Ti) composites with different interface status. Compos. Part B Eng. 2017, 108, 377–385. [Google Scholar] [CrossRef]
- Huang, L.J.; Geng, L.; Peng, H.X. Microstructurally inhomogeneous composites: Is a homogeneous reinforcement distribution optimal? Prog. Mater. Sci. 2015, 71, 93–168. [Google Scholar] [CrossRef]
- Shao, P.; Chen, G.; Ju, B.; Yang, W.; Zhang, Q.; Wang, Z.; Tan, X.; Pei, Y.; Zhong, S.; Hussain, M.; et al. Effect of hot extrusion temperature on graphene nanoplatelets reinforced Al6061 composite fabricated by pressure infiltration method. Carbon 2020, 162, 455–464. [Google Scholar] [CrossRef]
- Jiang, L.; Fan, G.; Li, Z.; Kai, X.; Zhang, D.; Chen, Z.; Humphries, S.; Heness, G.; Yeung, W.Y. An approach to the uniform dispersion of a high-volume fraction of carbon nanotubes in aluminum powder. Carbon 2011, 49, 1965–1971. [Google Scholar] [CrossRef]
- Zhao, R.; Xu, R.; Fan, G.; Chen, K.; Tan, Z.; Xiong, D.B.; Li, Z.; Kaloshkin, S.D.; Zhang, D. Reinforcement with in-situ synthesized carbon nano-onions in aluminum composites fabricated by flake powder metallurgy. J. Alloy. Compd. 2015, 650, 217–223. [Google Scholar] [CrossRef]
- Li, Z.; Fu, X.; Guo, Q.; Zhao, L.; Fan, G.; Li, Z.; Xiong, D.B.; Su, Y.; Zhang, D. Graphene quality dominated interface deformation behavior of graphene-metal composite: The defective is better. Int. J. Plast. 2018, 111, 253–265. [Google Scholar] [CrossRef]
- Tan, X.; Zhang, B.; Liu, K.; Yan, X.; Han, J.; Liu, X.; Yang, W.; Zhou, C.; Yu, Z.; Shao, P.; et al. Microstructure and mechanical property of the 2024Al matrix hybrid composite reinforced with recycled SiCp/2024Al composite particles. J. Alloy Compd. 2020, 815, 152330. [Google Scholar] [CrossRef]
- Gupta, A.; Chen, G.; Joshi, P.; Tadigadapa, S.; Eklund, P.C. Raman scattering from high-frequency phonons in supported n-graphene layer films. Nano Lett. 2006, 6, 2667–2673. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Chen, Z.; Zhang, F.; Ji, G.; Ma, Y.; Wang, M.; Zhong, S.; Li, J.; Wang, H.; Wang, H. Improved structural homogeneity and mechanical properties of nanoparticles reinforced Al composites after orthogonal thermomechanical processes. J. Alloy. Comp. 2018, 767, 293–301. [Google Scholar] [CrossRef]
- Li, J.; Zhang, X.; Geng, L. Improving graphene distribution and mechanical properties of GNP/Al composites by cold drawing. Mater. Des. 2018, 144, 159–168. [Google Scholar] [CrossRef]
- Shin, S.E.; Bae, D.H. Deformation behavior of aluminum alloy matrix composites reinforced with few-layer graphene. Compos. Part A Appl. Sci. Manuf. 2015, 78, 42–47. [Google Scholar] [CrossRef]
- Ma, E.; Wu, X. Tailoring heterogeneities in high-entropy alloys to promote strength–ductility synergy. Nat. Commun. 2019, 10, 5623. [Google Scholar] [CrossRef] [Green Version]
- Wei, Y.; Li, Y.; Zhu, L.; Liu, Y.; Lei, X.; Wang, G.; Wu, Y.; Mi, Z.; Liu, J.; Wang, H.; et al. Evading the strength-ductility trade-off dilemma in steel through gradient hierarchical nanotwins. Nat. Commun. 2014, 5, 3580. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.; Ouyang, H.; Su, Y.; Guo, Q.; Xiong, D.-B.; Zhuang, Q.; Yue, Z.; Li, Z.; Zhang, D. Heterostructured bulk aluminum with controllable gradient structure: Fabrication strategy and deformation mechanisms. Scr. Mater. 2021, 196, 113762. [Google Scholar] [CrossRef]
- Munir, K.; Li, Y.; Lin, J.; Wen, C. Interdependencies between graphitization of carbon nanotubes and strengthening mechanisms in titanium matrix composites. Materialia 2018, 3, 122–138. [Google Scholar] [CrossRef]
- Nam, D.H.; Cha, S.I.; Lim, B.K.; Park, H.M.; Han, D.S.; Hong, S.H. Synergistic strengthening by load transfer mechanism and grain refinement of CNT/Al-Cu composites. Carbon 2012, 50, 2417–2423. [Google Scholar] [CrossRef]
- Zhang, X.; Li, S.; Pan, B.; Pan, D.; Zhou, S.; Yang, S.; Jia, L.; Kondoh, K. A novel strengthening effect of in-situ nano Al2O3w on CNTs reinforced aluminum matrix nanocomposites and the matched strengthening mechanisms. J. Alloy. Compds. 2018, 764, 279–288. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stress (MPa) | ||||
|---|---|---|---|---|
| Plastic strain | 0 | 0.5 | 1.5 | 2 |
| Young’s Modulus | Poisson’s Ratio | Density | |
|---|---|---|---|
| GNPs | 1000 GPa | 0.1 | 2.25 g/cm3 |
| Al alloy | 70 GPa | 0.3 | 2.7 g/cm3 |
| Element | Mg | Si | Cu | Fe | Zn | Al |
| 6061Al powder | 1.12 | 0.75 | 0.32 | 0.65 | 0.22 | Bal. |
| Element | Cu | Mg | Mn | Zn | Cr | Al |
| 2024Al | 4.05 | 1.65 | 0.75 | 0.22 | 0.07 | Bal. |
| Process | Ball Milling | Pressure Infiltration |
|---|---|---|
| (GNPs/6061Al)/2024Al | 6061Al powder + GNPs | 2024Al |
| GNPs/6061Al | 6061Al powder + GNPs | 6061Al |
| Specimen | Condition | YS (MPa) | UTS (MPa) | EI. (%) | E (GPa) |
|---|---|---|---|---|---|
| 0.6 wt.%(GNPs/6061Al)/2024Al | Extruded | 194.2 ± 7.3 | 338.1 ± 9.2 | 10.0 ± 1.1 | 87.2 ± 0.2 |
| 0.6 wt.%GNPs/6061Al | Extruded | 161.1 ± 5.2 | 310.5 ± 4.5 | 7.4 ± 1.4 | 86.7 ± 0.3 |
| 0.6 wt.%(GNPs/6061Al)/2024Al | As-cast | 125.8 ± 2.6 | 249.5 ± 6.1 | 5.7 ± 0.8 | 83.2 ± 0.2 |
| 0.6 wt.%GNPs/6061Al | As-cast | 119.3 ± 3.8 | 227.3 ± 3.2 | 5.0 ± 1.1 | 82.8 ± 0.1 |
| 6061Al/2024Al | Extruded | 102.8 ± 6.1 | 207.4 ± 5.7 | 24.8 ± 1.6 | 82.5 ± 0.3 |
| 6061Al alloy | Extruded | 71.3 ± 5.8 | 161.5 ± 7.1 | 21.9 ± 2.7 | 79.6 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shao, P.; Sun, K.; Zhu, P.; Liu, K.; Zhang, Q.; Yang, W.; Wang, Z.; Sun, M.; Zhang, D.; Kidalov, S.; et al. Enhancing the Strengthening Effect of Graphene-Nanoplates in Al Matrix Composites by Heterogeneous Matrix Design. Nanomaterials 2022, 12, 1833. https://doi.org/10.3390/nano12111833
Shao P, Sun K, Zhu P, Liu K, Zhang Q, Yang W, Wang Z, Sun M, Zhang D, Kidalov S, et al. Enhancing the Strengthening Effect of Graphene-Nanoplates in Al Matrix Composites by Heterogeneous Matrix Design. Nanomaterials. 2022; 12(11):1833. https://doi.org/10.3390/nano12111833
Chicago/Turabian StyleShao, Puzhen, Kai Sun, Ping Zhu, Kai Liu, Qiang Zhang, Wenshu Yang, Zhijun Wang, Ming Sun, Dingyue Zhang, Sergey Kidalov, and et al. 2022. "Enhancing the Strengthening Effect of Graphene-Nanoplates in Al Matrix Composites by Heterogeneous Matrix Design" Nanomaterials 12, no. 11: 1833. https://doi.org/10.3390/nano12111833
APA StyleShao, P., Sun, K., Zhu, P., Liu, K., Zhang, Q., Yang, W., Wang, Z., Sun, M., Zhang, D., Kidalov, S., Xiao, H., & Wu, G. (2022). Enhancing the Strengthening Effect of Graphene-Nanoplates in Al Matrix Composites by Heterogeneous Matrix Design. Nanomaterials, 12(11), 1833. https://doi.org/10.3390/nano12111833