
Electrochemical Properties of Laser-Printed Multilayer Anodes for Lithium-Ion Batteries



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
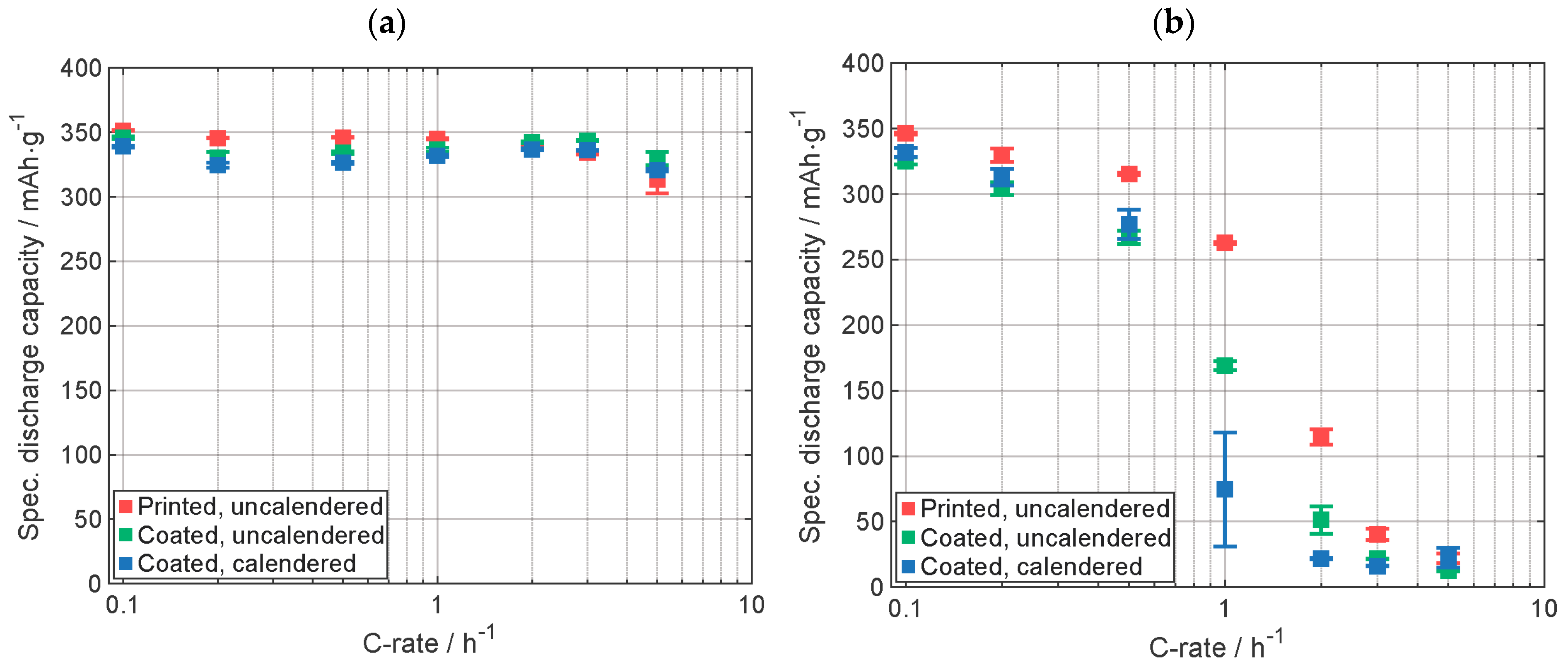
3.1. Printed Graphite Anodes
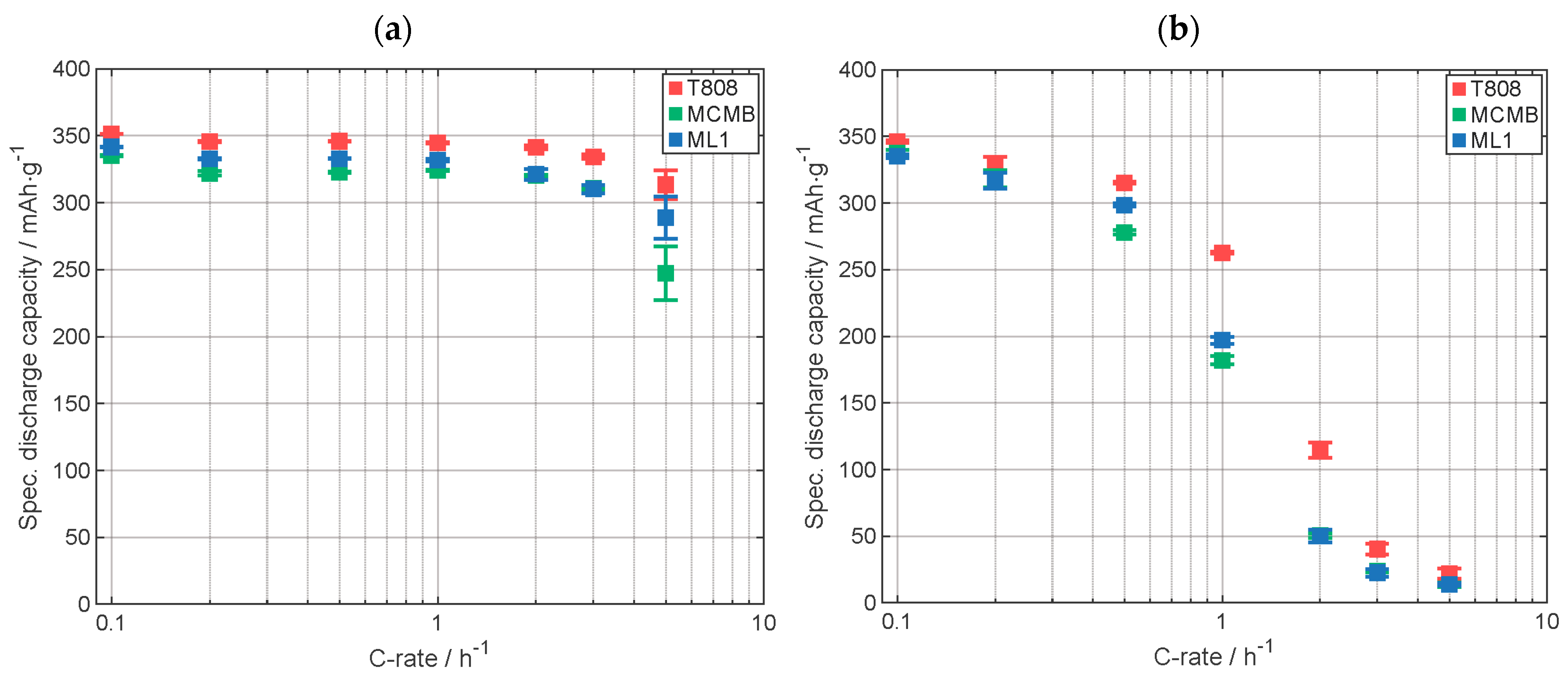
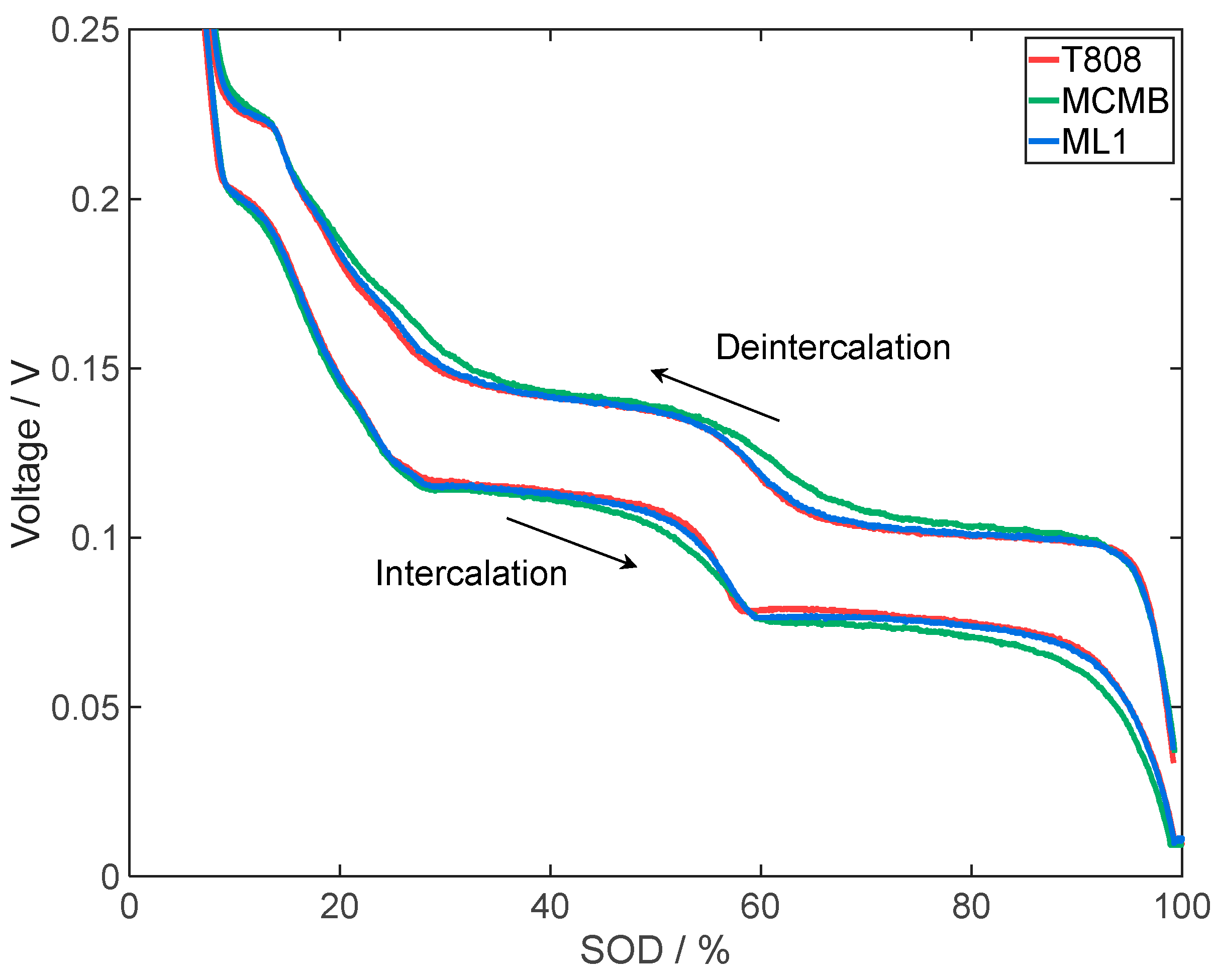
3.2. Multilayer Graphite Anode
3.3. Multilayer Silicon Anode
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrode | Measured Areal Capacity /mAh·cm−2 | Porosity /% | Capacity Retention /% | Initial Coulombic Efficiency /% | Electrode Thickness /µm | Ohmic Resistance 1 /Ω·cm2 |
|---|---|---|---|---|---|---|
| Printed, uncalendered | 1.68 | 49 | 101 | 91.6 | 50.0 | 99.5 |
| Coated, uncalendered | 1.60 | 48 | 100 | 91.7 | 47.9 | 82.0 |
| Coated, calendered | 1.56 | 40 | 102 | 91.2 | 40.9 | 109.7 |
| Electrode | Measured Areal Capacity /mAh·cm−2 | Porosity /% | Capacity Retention /% | Initial Coulombic Efficiency /% | Electrode Thickness /µm | Ohmic Resistance 1 /Ω·cm2 |
|---|---|---|---|---|---|---|
| Printed, uncalendered | 1.60 | 52 | 99 | 90.6 | 48.8 | 70.0 |
| Coated, uncalendered | 1.64 | 52 | 103 | 91.0 | 51.2 | 105.0 |
| Coated, calendered | 1.66 | 40 | 104 | 89.9 | 40.6 | 96.8 |



| Electrode | Deintercalation | Intercalation | ||||
|---|---|---|---|---|---|---|
| Peak I /V | Peak II /V | Peak III /V | Peak I /V | Peak II /V | Peak III /V | |
| T808 | 0.102 | 0.143 | 0.225 | 0.077 | 0.114 | 0.201 |
| MCMB | 0.104 | 0.144 | 0.226 | 0.072 | 0.112 | 0.198 |
| ML1 | 0.102 | 0.142 | 0.225 | 0.075 | 0.113 | 0.199 |
| Electrode | Measured Areal Capacity /mAh·cm−2 | Porosity /% | Capacity Retention /% | Initial Coulombic Efficiency /% | Electrode Thickness /µm | Ohmic Resistance 1 /Ω·cm2 |
|---|---|---|---|---|---|---|
| T808 | 1.60 | 52 | 99 | 90.6 | 48.8 | 70.0 |
| MCMB | 1.68 | 49 | 101 | 91.6 | 50.0 | 99.5 |
| ML1 | 1.78 | 53 | 100 | 90.4 | 57.8 | 78.4 |
| Electrode | Measured Areal Capacity /mAh·cm−2 | Silicon Content /% | Capacity Retention /% | Initial Coulombic Efficiency /% | Electrode Thickness /µm | Ohmic Resistance 1 /Ω·cm2 |
|---|---|---|---|---|---|---|
| T808 | 1.60 | 0 | 99 | 90.6 | 48.8 | 70.0 |
| MCMB | 1.68 | 0 | 101 | 91.6 | 50.0 | 99.5 |
| ML2 | 2.82 | 12 | 84 | 78 | 66.5 | 76.5 |

References
- Pfleging, W.; Gotcu, P.; Smyrek, P.; Zheng, Y.; Lee, J.K.; Seifert, H.J. Lithium-Ion Battery—3D Micro-/Nano-Structuring, Modification and Characterization; Springer International Publishing: Cham, Switzerland, 2020; Volume 309, pp. 313–347. [Google Scholar] [CrossRef]
- Yu, J.; Liu, S.; Duan, G.; Fang, H.; Hou, H. Dense and thin coating of gel polymer electrolyte on sulfur cathode toward high performance Li-sulfur battery. Compos. Commun. 2020, 19, 239–245. [Google Scholar] [CrossRef]
- Wen, X.; Luo, J.; Xiang, K.; Zhou, W.; Zhang, C.; Chen, H. High-performance monoclinic WO3 nanospheres with the novel NH4+ diffusion behaviors for aqueous ammonium-ion batteries. Chem. Eng. J. 2023, 458, 141381–141390. [Google Scholar] [CrossRef]
- Zhou, W.; Zeng, G.; Jin, H.; Jiang, S.; Huang, M.; Zhang, C.; Chen, H. Bio-Template Synthesis of V2O3@Carbonized Dictyophora Composites for Advanced Aqueous Zinc-Ion Batteries. Molecules 2023, 28, 2147. [Google Scholar] [CrossRef] [PubMed]
- Deng, W.; Xu, Y.; Zhang, X.; Li, C.; Liu, Y.; Xiang, K.; Chen, H. (NH4)2Co2V10O28·16H2O/(NH4)2V10O25·8H2O heterostructure as cathode for high-performance aqueous Zn-ion batteries. J. Alloys Compd. 2022, 903, 163824–163833. [Google Scholar] [CrossRef]
- Deng, W.-N.; Li, Y.-H.; Xu, D.-F.; Zhou, W.; Xiang, K.-X.; Chen, H. Three-dimensional hierarchically porous nitrogen-doped carbon from water hyacinth as selenium host for high-performance lithium–selenium batteries. Rare Met. 2022, 41, 3432–3445. [Google Scholar] [CrossRef]
- Minakshi, M.; Mitchell, D.R.G.; Munnangi, A.R.; Barlow, A.J.; Fichtner, M. New insights into the electrochemistry of magnesium molybdate hierarchical architectures for high performance sodium devices. Nanoscale 2018, 10, 13277–13288. [Google Scholar] [CrossRef]
- Xiao, J.; Li, H.; Zhang, H.; He, S.; Zhang, Q.; Liu, K.; Jiang, S.; Duan, G.; Zhang, K. Nanocellulose and its derived composite electrodes toward supercapacitors: Fabrication, properties, and challenges. J. Bioresour. Bioprod. 2022, 7, 245–269. [Google Scholar] [CrossRef]
- Meyer, A.; Ball, F.; Pfleging, W. The Effect of Silicon Grade and Electrode Architecture on the Performance of Advanced Anodes for Next Generation Lithium-Ion Cells. Nanomaterials 2021, 11, 3448. [Google Scholar] [CrossRef]
- Baasner, A.; Reuter, F.; Seidel, M.; Krause, A.; Pflug, E.; Härtel, P.; Dörfler, S.; Abendroth, T.; Althues, H.; Kaskel, S. The Role of Balancing Nanostructured Silicon Anodes and NMC Cathodes in Lithium-Ion Full-Cells with High Volumetric Energy Density. J. Electrochem. Soc. 2020, 167, 20516–20527. [Google Scholar] [CrossRef]
- Pfleging, W. Recent progress in laser texturing of battery materials: A review of tuning electrochemical performances, related material development, and prospects for large-scale manufacturing. Int. J. Extreme Manuf. 2021, 3, 12002–12022. [Google Scholar] [CrossRef]
- Pfleging, W. A review of laser electrode processing for development and manufacturing of lithium-ion batteries. Nanophotonics 2018, 7, 549–573. [Google Scholar] [CrossRef]
- Ohzuku, T.; Iwakoshi, Y.; Sawai, K. Formation of Lithium-Graphite Intercalation Compounds in Nonaqueous Electrolytes and Their Application as a Negative Electrode for a Lithium Ion (Shuttlecock) Cell. J. Electrochem. Soc. 1993, 140, 2490–2498. [Google Scholar] [CrossRef]
- Habedank, J.B.; Endres, J.; Schmitz, P.; Zaeh, M.F.; Huber, H.P. Femtosecond laser structuring of graphite anodes for improved lithium-ion batteries: Ablation characteristics and process design. J. Laser Appl. 2018, 30, 32205–32212. [Google Scholar] [CrossRef]
- Park, J.; Jeon, C.; Kim, W.; Bong, S.-J.; Jeong, S.; Kim, H.-J. Challenges, laser processing and electrochemical characteristics on application of ultra-thick electrode for high-energy lithium-ion battery. J. Power Sources 2021, 482, 228948–228956. [Google Scholar] [CrossRef]
- Zheng, Y.; Seifert, H.J.; Shi, H.; Zhang, Y.; Kübel, C.; Pfleging, W. 3D silicon/graphite composite electrodes for high-energy lithium-ion batteries. Electrochim. Acta 2019, 317, 502–508. [Google Scholar] [CrossRef]
- Rist, U.; Reif, A.; Pfleging, W. Laser-Based Micro- and Nanoprocessing XVI; Kling, R., Watanabe, A., Eds.; SPIE: San Francisco, CA, USA, 2022; Volume 11989, pp. 119890C1–119890C10. [Google Scholar] [CrossRef]
- Song, Z.; Zhu, P.; Pfleging, W.; Sun, J. Electrochemical Performance of Thick-Film Li(Ni0.6Mn0.2Co0.2)O2 Cathode with Hierarchic Structures and Laser Ablation. Nanomaterials 2021, 11, 2962. [Google Scholar] [CrossRef]
- Gottschalk, L.; Oertel, C.; Strzelczyk, N.; Müller, J.; Krüger, J.; Haselrieder, W.; Kwade, A. Improving the Performance of Lithium-Ion Batteries Using a Two-Layer, Hard Carbon-Containing Silicon Anode for Use in High-Energy Electrodes. Energy Technol. 2022, 11, 2200858–2200868. [Google Scholar] [CrossRef]
- Moldovan, D.; Choi, J.; Choo, Y.; Kim, W.-S.; Hwa, Y. Laser-based three-dimensional manufacturing technologies for rechargeable batteries. Nano Converg. 2021, 8, 23–38. [Google Scholar] [CrossRef]
- Smyrek, P.; Kim, H.; Zheng, Y.; Seifert, H.J.; Piqué, A.; Pfleging, W. Laser 3D Manufacturing III; Gu, B., Helvajian, H., Piqué, A., Eds.; SPIE Proceedings; SPIE: San Francisco, CA, USA, 2016; Volume 9738, pp. 9738061–9738065. [Google Scholar] [CrossRef]
- Serra, P.; Piqué, A. Laser-Induced Forward Transfer: Fundamentals and Applications. Adv. Mater. Technol. 2019, 4, 1800099–1800132. [Google Scholar] [CrossRef]
- Fernández-Pradas, J.M. Laser Printing of Functional Materials: Electronics, 3D Microfabrication and Biomedicine; Piqué, A., Serra, P., Eds.; John Wiley & Sons Incorporated: Newark, NJ, USA, 2018; pp. 63–89. [Google Scholar]
- Palla-Papavlu, A.; Córdoba, C.; Patrascioiu, A.; Fernández-Pradas, J.M.; Morenza, J.L.; Serra, P. Deposition and characterization of lines printed through laser-induced forward transfer. Appl. Phys. A 2013, 110, 751–755. [Google Scholar] [CrossRef]
- Rapp, L.; Ailuno, J.; Alloncle, A.P.; Delaporte, P. Pulsed-laser printing of silver nanoparticles ink: Control of morphological properties. Opt. Express 2011, 19, 21563–21574. [Google Scholar] [CrossRef] [PubMed]
- Ashuri, M.; He, Q.; Shaw, L.L. Silicon as a potential anode material for Li-ion batteries: Where size, geometry and structure matter. Nanoscale 2016, 8, 74–103. [Google Scholar] [CrossRef] [PubMed]
- Hille, L.; Toepper, H.-C.; Schriever, C.; Kriegler, J.; Keilhofer, J.; Noecker, M.P.; Zaeh, M.F. Influence of Laser Structuring and Calendering of Graphite Anodes on Electrode Properties and Cell Performance. J. Electrochem. Soc. 2022, 169, 60518–60529. [Google Scholar] [CrossRef]
- Nowak, C.; Froboese, L.; Winter, M.; Placke, T.; Haselrieder, W.; Kwade, A. Designing Graphite-Based Positive Electrodes and Their Properties in Dual-Ion Batteries Using Particle Size-Adjusted Active Materials. Energy Technol. 2019, 7, 1900528–1900535. [Google Scholar] [CrossRef]
- Fang, M.-D.; Ho, T.-H.; Yen, J.-P.; Lin, Y.-R.; Hong, J.-L.; Wu, S.-H.; Jow, J.-J. Preparation of Advanced Carbon Anode Materials from Mesocarbon Microbeads for Use in High C-Rate Lithium Ion Batteries. Materials 2015, 8, 3550–3561. [Google Scholar] [CrossRef]
- Xie, L.; Tang, C.; Bi, Z.; Song, M.; Fan, Y.; Yan, C.; Li, X.; Su, F.; Zhang, Q.; Chen, C. Hard Carbon Anodes for Next-Generation Li-Ion Batteries: Review and Perspective. Adv. Energy Mater. 2021, 11, 2101650–2101671. [Google Scholar] [CrossRef]
- Dou, X.; Hasa, I.; Saurel, D.; Vaalma, C.; Wu, L.; Buchholz, D.; Bresser, D.; Komaba, S.; Passerini, S. Hard carbons for sodium-ion batteries: Structure, analysis, sustainability, and electrochemistry. Mater. Today 2019, 23, 87–104. [Google Scholar] [CrossRef]
- Jiang, F.; Peng, P. Elucidating the Performance Limitations of Lithium-ion Batteries due to Species and Charge Transport through Five Characteristic Parameters. Sci. Rep. 2016, 6, 32639–32657. [Google Scholar] [CrossRef]
- Liu, Q.; Li, S.; Wang, S.; Zhang, X.; Zhou, S.; Bai, Y.; Zheng, J.; Lu, X. Kinetically Determined Phase Transition from Stage II (LiC12) to Stage I (LiC6) in a Graphite Anode for Li-Ion Batteries. J. Phys. Chem. Lett. 2018, 9, 5567–5573. [Google Scholar] [CrossRef]
- Mukai, K.; Inoue, T. Magnetic susceptibility measurements on Li-intercalated graphite: Paramagnetic to diamagnetic transitions in C12Li induced by magnetic field. Carbon 2017, 123, 645–650. [Google Scholar] [CrossRef]
- Olson, J.Z.; López, C.M.; Dickinson, E.J.F. Differential Analysis of Galvanostatic Cycle Data from Li-Ion Batteries: Interpretative Insights and Graphical Heuristics. Chem. Mater. 2023, 35, 1487–1513. [Google Scholar] [CrossRef]
- Bin, H.; Shkrob, I.A.; Zhang, S.; Zhang, L.; Zhang, J.; Liao, C.; Zhang, Z.; Lu, W.; Zhang, L. The existence of optimal molecular weight for poly(acrylic acid) binders in silicon/graphite composite anode for lithium-ion batteries. J. Power Sources 2018, 378, 671–676. [Google Scholar] [CrossRef]
- Kasinathan, R.; Marinaro, M.; Axmann, P.; Wohlfahrt-Mehrens, M. Influence of the Molecular Weight of Poly-Acrylic Acid Binder on Performance of Si-Alloy/Graphite Composite Anodes for Lithium-Ion Batteries. Energy Technol. 2018, 6, 2256–2263. [Google Scholar] [CrossRef] [PubMed]
- Shi, H.; Liu, X.; Wu, R.; Zheng, Y.; Li, Y.; Cheng, X.; Pfleging, W.; Zhang, Y. In Situ SEM Observation of Structured Si/C Anodes Reactions in an Ionic-Liquid-Based Lithium-Ion Battery. Appl. Sci. 2019, 9, 956. [Google Scholar] [CrossRef]
- Huang, H. The Effect of Commercialized Binders on Silicon Oxide Anode Material for High Capacity Lithium ion Batteries. Int. J. Electrochem. Sci. 2016, 11, 8697–8708. [Google Scholar] [CrossRef]
- Koo, B.; Kim, H.; Cho, Y.; Lee, K.T.; Choi, N.-S.; Cho, J. A Highly Cross-Linked Polymeric Binder for High-Performance Silicon Negative Electrodes in Lithium Ion Batteries. Angew. Chem. 2012, 124, 8892–8897. [Google Scholar] [CrossRef]
- Magasinski, A.; Zdyrko, B.; Kovalenko, I.; Hertzberg, B.; Burtovyy, R.; Huebner, C.F.; Fuller, T.F.; Luzinov, I.; Yushin, G. Toward Efficient Binders for Li-Ion Battery Si-Based Anodes: Polyacrylic Acid. ACS Appl. Mater. Interfaces 2010, 2, 3004–3010. [Google Scholar] [CrossRef]
- Pieczonka, N.P.W.; Borgel, V.; Ziv, B.; Leifer, N.; Dargel, V.; Aurbach, D.; Kim, J.-H.; Liu, Z.; Huang, X.; Krachkovskiy, S.A.; et al. Lithium Polyacrylate (LiPAA) as an Advanced Binder and a Passivating Agent for High-Voltage Li-Ion Batteries. Adv. Energy Mater. 2015, 5, 1501008–1501017. [Google Scholar] [CrossRef]
- Nguyen, C.C.; Yoon, T.; Seo, D.M.; Guduru, P.; Lucht, B.L. Systematic Investigation of Binders for Silicon Anodes: Interactions of Binder with Silicon Particles and Electrolytes and Effects of Binders on Solid Electrolyte Interphase Formation. ACS Appl. Mater. Interfaces 2016, 8, 12211–12220. [Google Scholar] [CrossRef]
- Ruther, R.E.; Hays, K.A.; An, S.J.; Li, J.; Wood, D.L.; Nanda, J. Chemical Evolution in Silicon–Graphite Composite Anodes Investigated by Vibrational Spectroscopy. ACS Appl. Mater. Interfaces 2018, 10, 18641–18649. [Google Scholar] [CrossRef]
- Schmidt, J.P. Verfahren zur Charakterisierung und Modellierung von Lithium-Ionen Zellen; Schriften des Instituts für Werkstoffe der Elektrotechnik, Karlsruher Institut für Technologie; KIT Scientific Publishing: Karlsruhe, Germany, 2013; Volume 25, ISBN 3731501155. [Google Scholar]












| Material Graphite Ink | Mass Fraction /wt % | Material Silicon Ink | Mass Fraction /wt % |
|---|---|---|---|
| Graphite | 85 | Silicon | 40 |
| PVDF | 10 | PVDF | 20 |
| Carbon black | 5 | Carbon black | 40 |
| Ink | Viscosity (@ 50 s−1) /Pa·s | Laser Fluence /J·cm−2 |
|---|---|---|
| T808 graphite | 23.41 | 1.30 |
| MCMB graphite | 16.47 | 1.06 |
| Silicon | 3.30 | 0.52 |
| C-rate | C/50 | C/20 | C/10 | C/5 | C/2 | 1C | 2C | 3C | 5C | C/5 |
| Cutoff current (CV) | C/100 | C/50 | C/20 | C/10 | C/10 | C/10 | C/10 | C/10 | C/10 | C/10 |
| Number of cycles | 1 | 3 | 5 | 5 | 10 | 10 | 10 | 10 | 10 | 5 |
| Element | Coated | Printed | Printed Excl. Copper | |||
|---|---|---|---|---|---|---|
| Atomic % | Weight % | Atomic % | Weight % | Atomic % | Weight % | |
| C | 71.877 | 53.5 | 68.929 | 48.6 | 69.671 | 51.3 |
| O | 2.723 | 2.7 | 3.620 | 3.4 | 3.713 | 3.6 |
| F | 1.359 | 1.6 | 1.255 | 1.4 | 1.287 | 1.5 |
| Si | 23.953 | 41.7 | 24.620 | 40.6 | 25.252 | 43.1 |
| Cu | - | - | 1.501 | 5.6 | - | - |
| Zr | 0.088 | 0.5 | 0.075 | 0.4 | 0.077 | 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rist, U.; Falkowski, V.; Pfleging, W. Electrochemical Properties of Laser-Printed Multilayer Anodes for Lithium-Ion Batteries. Nanomaterials 2023, 13, 2411. https://doi.org/10.3390/nano13172411
Rist U, Falkowski V, Pfleging W. Electrochemical Properties of Laser-Printed Multilayer Anodes for Lithium-Ion Batteries. Nanomaterials. 2023; 13(17):2411. https://doi.org/10.3390/nano13172411
Chicago/Turabian StyleRist, Ulrich, Viktoria Falkowski, and Wilhelm Pfleging. 2023. "Electrochemical Properties of Laser-Printed Multilayer Anodes for Lithium-Ion Batteries" Nanomaterials 13, no. 17: 2411. https://doi.org/10.3390/nano13172411
APA StyleRist, U., Falkowski, V., & Pfleging, W. (2023). Electrochemical Properties of Laser-Printed Multilayer Anodes for Lithium-Ion Batteries. Nanomaterials, 13(17), 2411. https://doi.org/10.3390/nano13172411