
Micromechanical Properties of Nanostructured Clay-Oxide Multilayers Synthesized by Layer-by-Layer Self-Assembly



Abstract
:1. Introduction
2. Materials and Method
2.1. Sample Preparation
2.2. Nanoindentation Testing
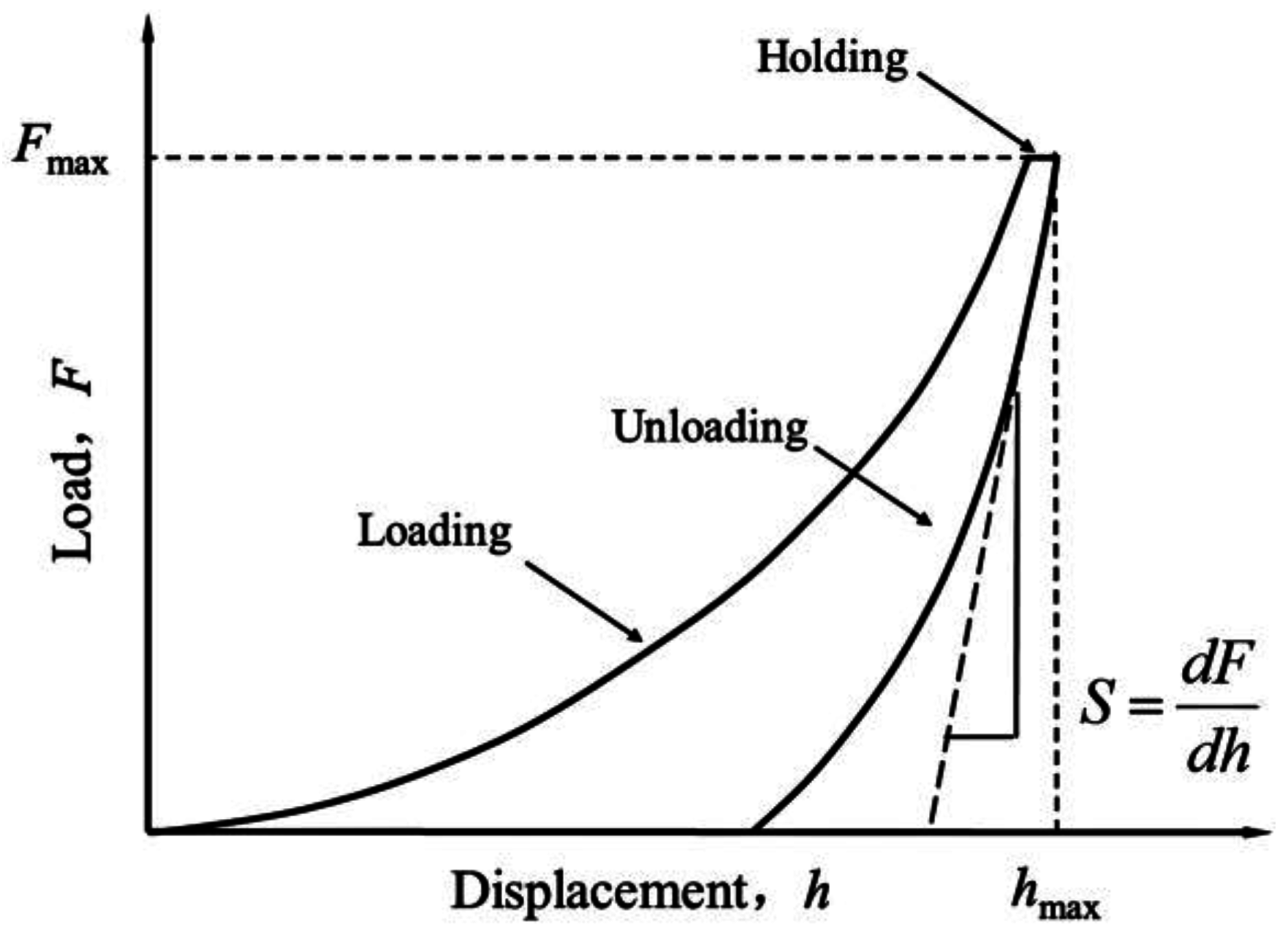
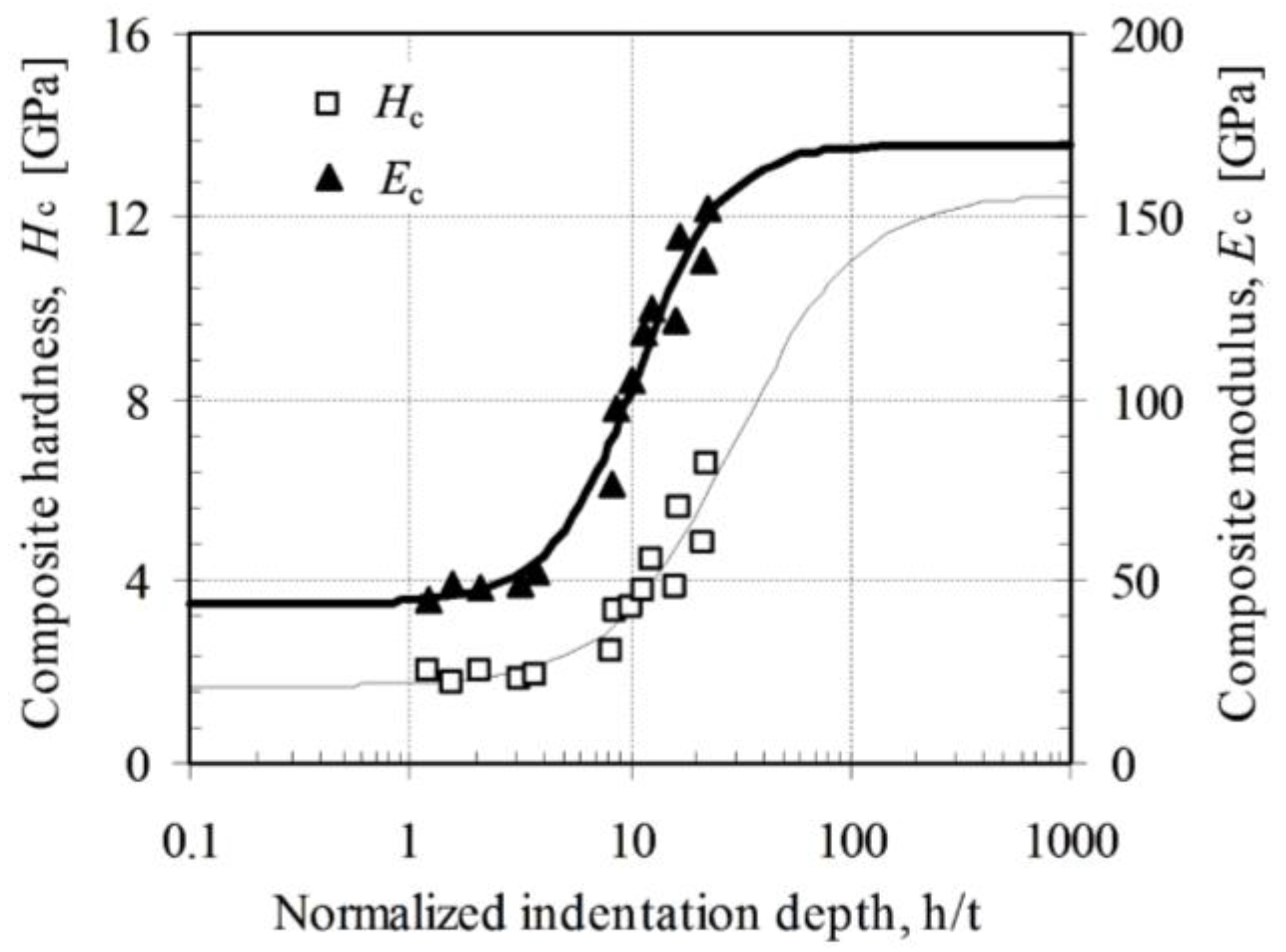
2.3. Data Analysis Method
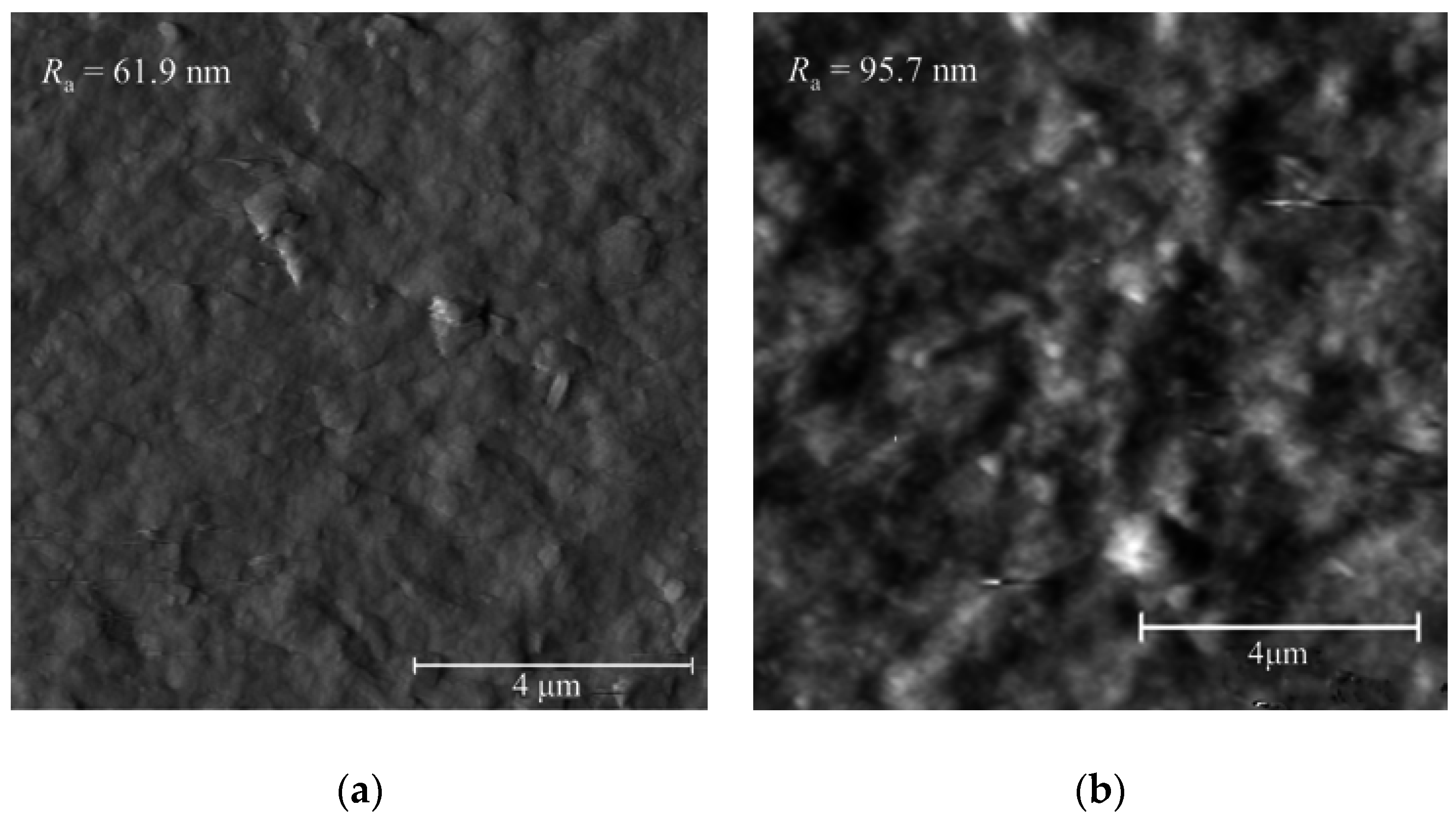
2.4. Atomic Force Microscopy (AFM) Images
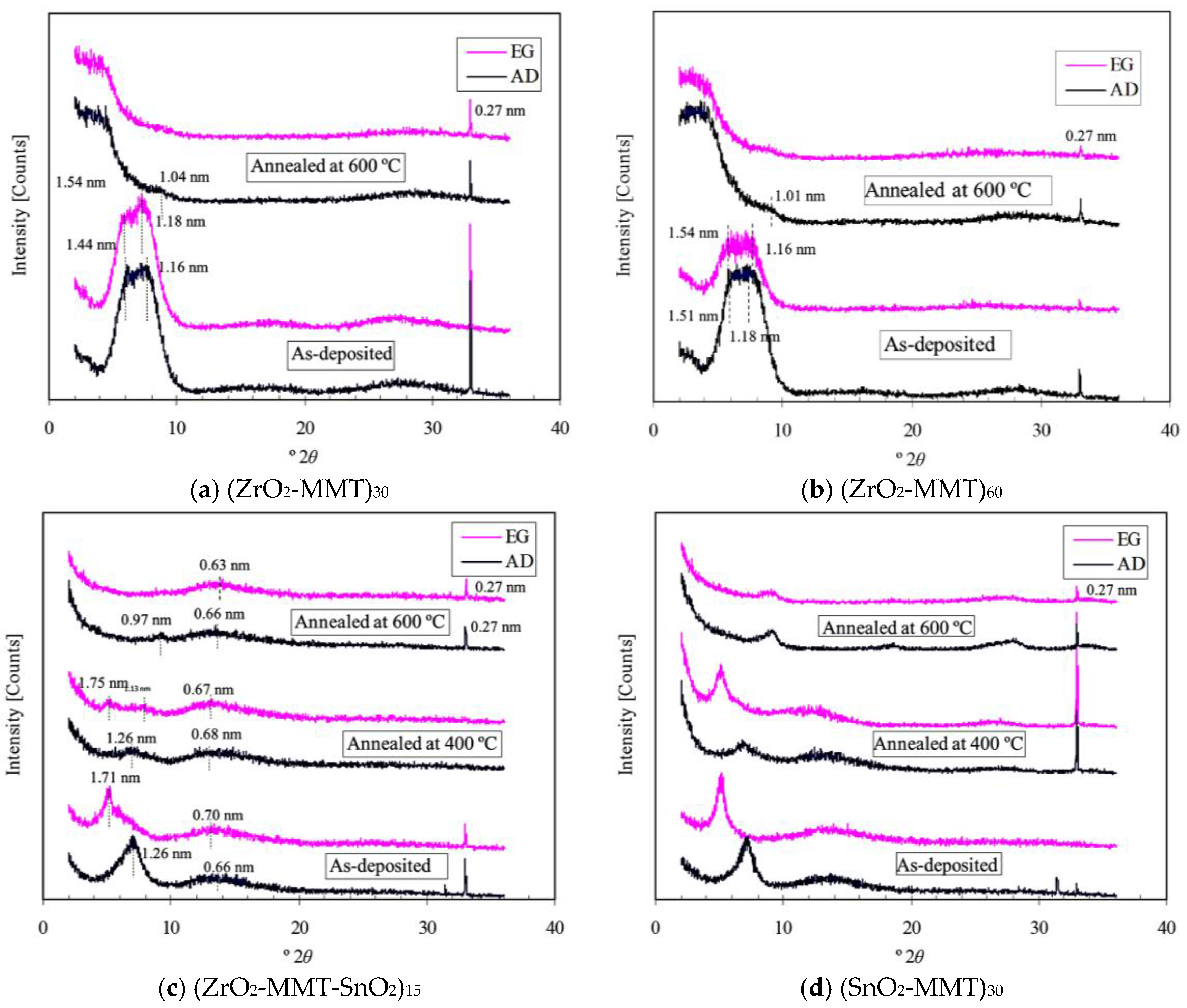
2.5. X-ray Diffraction (XRD)
3. Results and Analysis
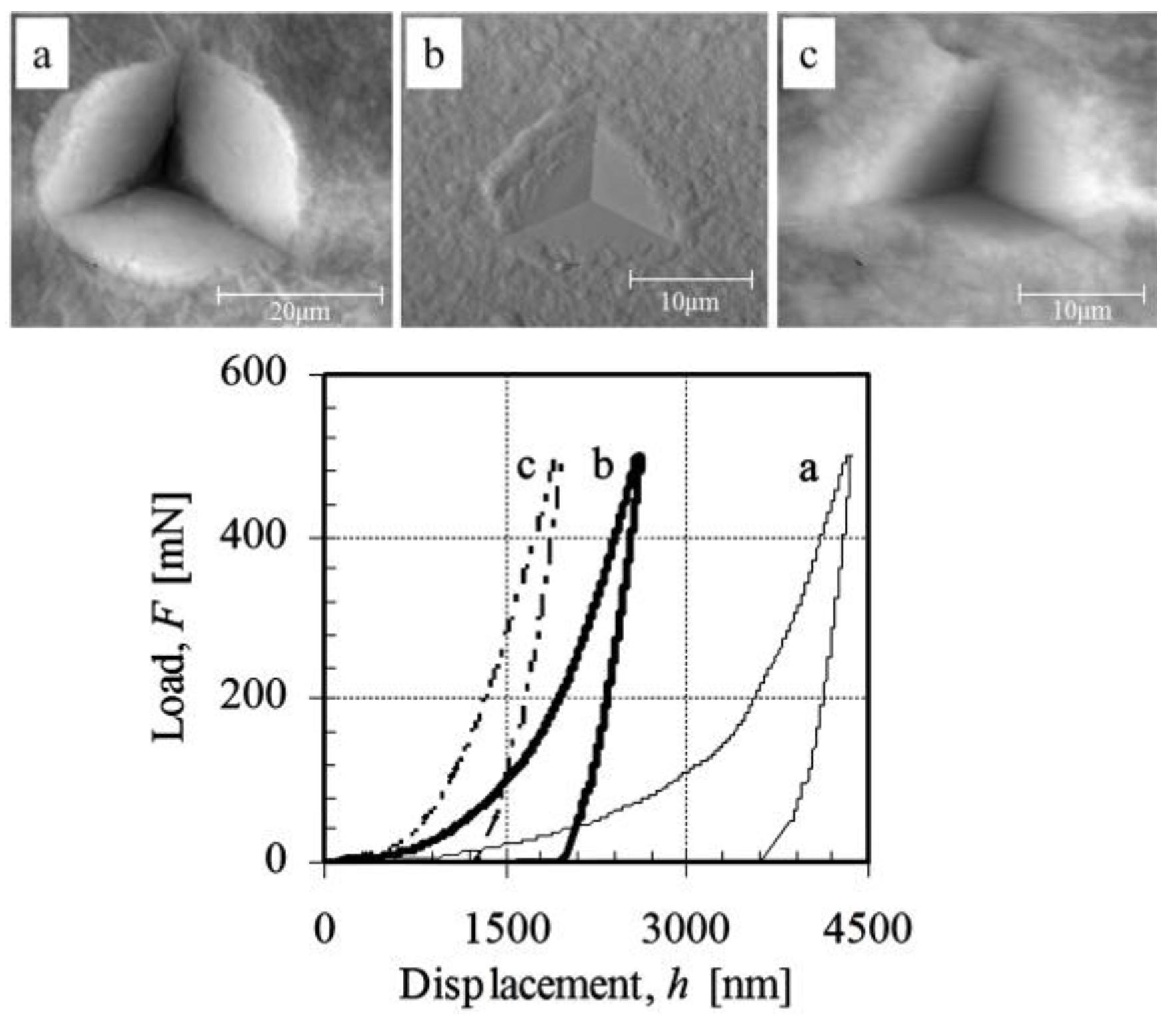
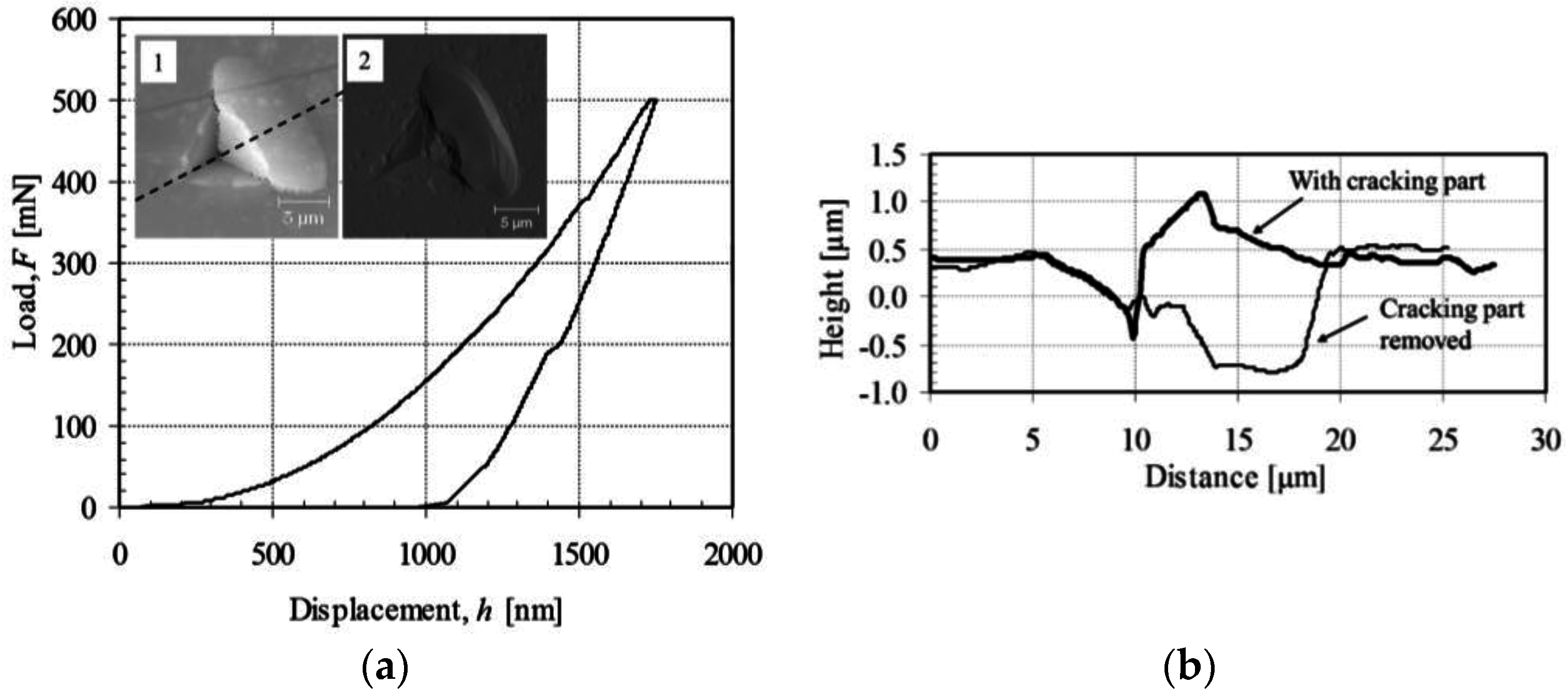
3.1. Typical F–h Curves and Residual Images
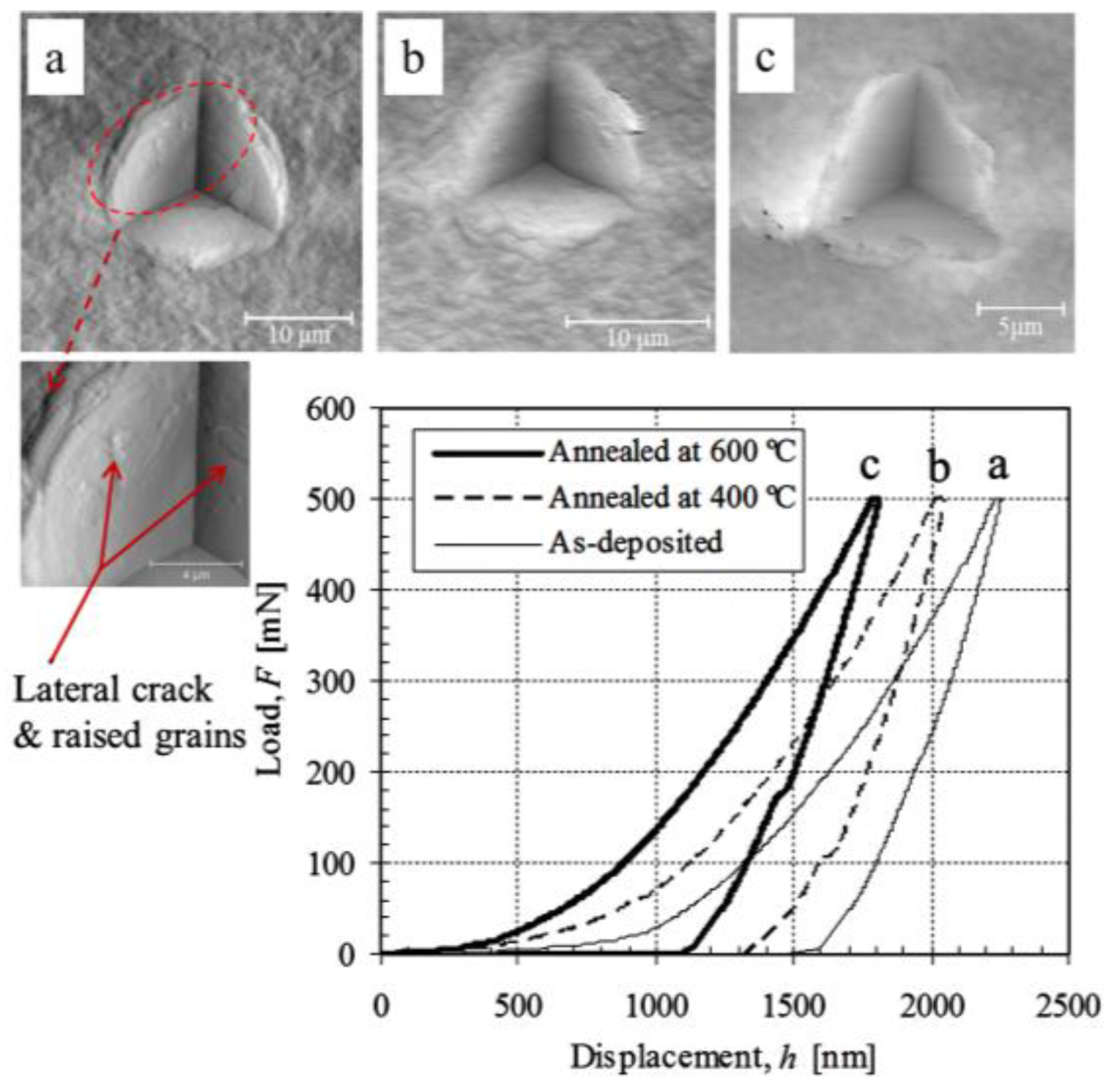
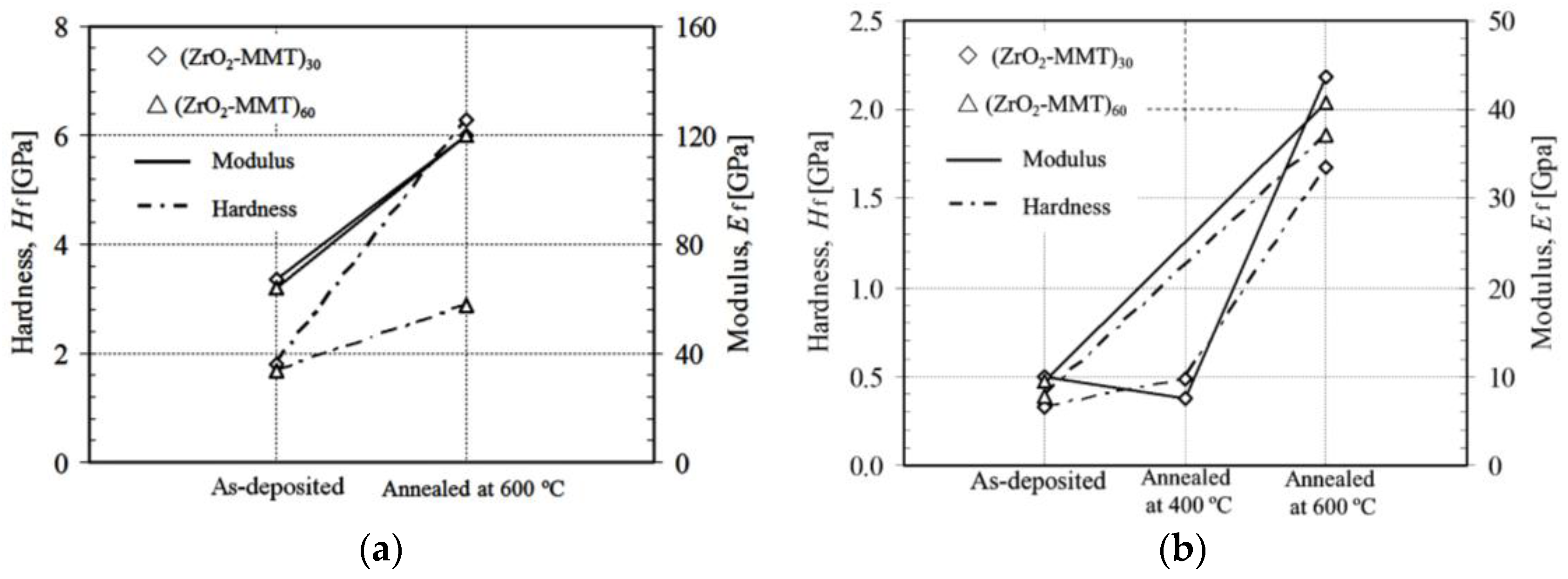
3.2. Effect of As-Deposited and Annealing Procedure
3.3. Effect of Annealing Temperature
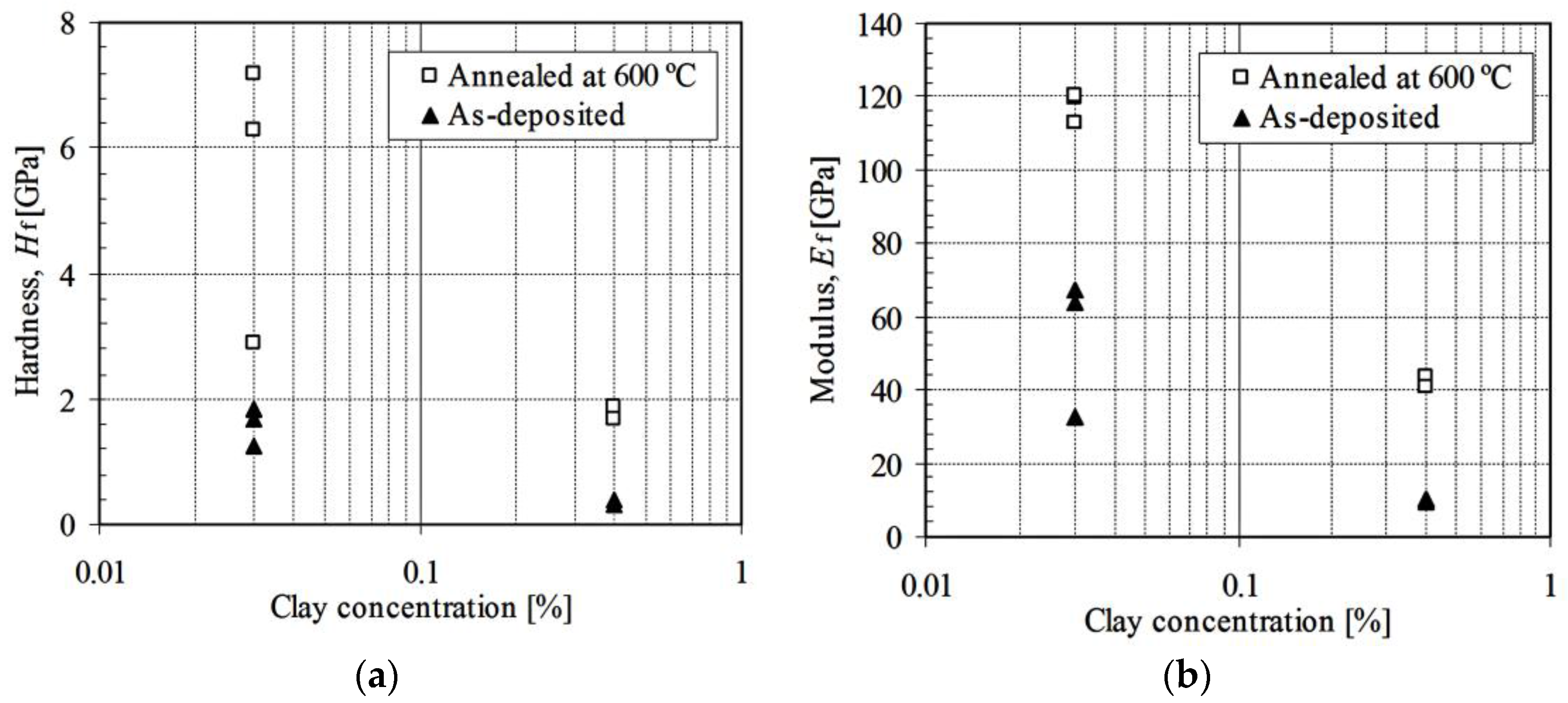
3.4. Effect of Clay Concentration
3.5. Expandability vs. Forming Conditions
4. Discussion
4.1. Analytical Method
4.2. Multilayer Design
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lan, T.; Kaviratna, P.D.; Pinnavaia, T.J. Mechanism of clay tactoid exfoliation in epoxy-clay nanocomposites. Chem. Mater. 1995, 7, 2144–2150. [Google Scholar] [CrossRef]
- Theng, B.K.G.; Walker, G.F. Interactions of clay minerals with organic monomers. Isr. J. Chem. 1970, 8, 417–424. [Google Scholar] [CrossRef]
- Theng, B.K.G. Interactions of clay minerals with organic polymers. Some practical applications. Clays Clay Miner. 1970, 18, 357–362. [Google Scholar] [CrossRef]
- Uskov, I.A.; Galinskaya, V.I.; Artyukh, L.V. Calorimetric method of determining the interaction energy of polymers with fillers. Polym. Sci. USSR 1966, 8, 2048. [Google Scholar] [CrossRef]
- Joly, S.; Garnaud, G.; Ollitrault, R.; Bokobza, L.; Mark, J.E. Organically modified layered silicates as reinforcing fillers for natural rubber. Chem. Mater. 2002, 14, 4202–4208. [Google Scholar] [CrossRef]
- Kolliopoulou, S.; Dimitrakis, P.; Normand, P.; Zhang, H.-L.; Cant, N.; Evans, S.D.; Paul, S.; Pearson, C.; Molloy, A.; Petty, M.C.; et al. Hybrid silicon-organic nanoparticle memory device. J. Appl. Phys. 2003, 94, 5234. [Google Scholar] [CrossRef]
- Ulman, A. An Introduction to Ultrathin Organic Films: From Langmuir—Blodgett to Self—Assembly; Academic Press: San Deogo, CA, USA, 2013. [Google Scholar]
- Decher, G.; Hong, J.-D. Buildup of ultrathin multilayer films by a self-assembly process, 1 consecutive adsorption of anionic and cationic bipolar amphiphiles on charged surfaces. Makromol. Chem. Macromol. Symp. 1991, 46, 321–327. [Google Scholar] [CrossRef]
- Kleinfeld, E.R.; Ferguson, G.S. Stepwise formation of multilayered nanostructural films from macromolecular precursors. Sci. China Technol. Sci. 1994, 265, 370–373. [Google Scholar] [CrossRef] [PubMed]
- Decher, G. Fuzzy nanoassemblies: Toward layered polymeric multicomposites. Science 1997, 277, 1232–1237. [Google Scholar] [CrossRef]
- Podsiadlo, P.; Kaushik, A.K.; Arruda, E.M.; Waas, A.M.; Shim, B.S.; Xu, J.; Nandivada, H.; Pumplin, B.G.; Lahann, J.; Ramamoorthy, A.; et al. Ultrastrong and stiff layered polymer nanocomposites. Science 2007, 318, 80–83. [Google Scholar] [CrossRef] [PubMed]
- Whitesides, G.M.; Grzybowski, B. Self-assembly at all scales. Science 2002, 295, 2418–2421. [Google Scholar] [CrossRef] [PubMed]
- Whitesides, G.M.; Kriebel, J.K.; Mayers, B.T. Self-assembly and nanostructured materials. In Nanostructure Science and Technology; Springer: New York, NY, USA, 2005; pp. 217–239. [Google Scholar]
- Bowden, N. Self-assembly of mesoscale objects into ordered two-dimensional arrays. Science 1997, 276, 233–235. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Zhang, G.; Richardson, K.; Luo, J. Synthesis of nanostructured nanoclay-zirconia multilayers: A feasibility study. J. Nanomater. 2008, 2008, 1–8. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, G.; Wei, Z.; Cooke, K.M.; Luo, J. Layer-by-layer assembly of sol-gel oxide “glued” montmorillonite-zirconia multilayers. J. Mater. Chem. 2010, 20, 4925. [Google Scholar] [CrossRef]
- Arcot, P.K.; Luo, J. Solution-based synthesis of oxide thin films via a layer-by-layer deposition method: Feasibility and a phenomenological film growth model. Surf. Coat. Technol. 2008, 202, 2690–2697. [Google Scholar] [CrossRef]
- Fendler, J.H. Self-assembled nanostructured materials. Chem. Mater. 1996, 8, 1616–1624. [Google Scholar] [CrossRef]
- Ferguson, G.S.; Kleinfeld, E.R. Mosaic tiling in molecular dimensions. Adv. Mater. 1995, 7, 414–416. [Google Scholar] [CrossRef]
- Kotov, N.A.; Dekany, I.; Fendler, J.H. Layer-by-layer self-assembly of polyelectrolyte-semiconductor nanoparticle composite films. J. Phys. Chem. 1995, 99, 13065–13069. [Google Scholar] [CrossRef]
- Kotov, N.A.; Haraszti, T.; Turi, L.; Zavala, G.; Geer, R.E.; Dekany, I.; Fendler, J.H. Mechanism of and defect formation in the self-assembly of polymeric polycation-montmorillonite ultrathin films. J. Am. Chem. Soc. 1997, 119, 6821–6832. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic-modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Pharr, G.M.; Oliver, W.C.; Brotzen, F.R. On the generality of the relationship among contact stiffness, contact area, and elastic modulus during indentation. J. Mater. Res. 1992, 7, 613–617. [Google Scholar] [CrossRef]
- ISO 14577. Metallic Materials-Instrumented Indentation Test for Hardness and Materials Parameters, 2002.
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Li, X.; Bhushan, B. A review of nanoindentation continuous stiffness measurement technique and its applications. Mater. Charact. 2002, 48, 11–36. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1985; p. 452. [Google Scholar]
- Doerner, M.F.; Nix, W.D. A method for interpreting the data from depth-sensing indentation instruments. J. Mater. Res. 1986, 1, 601–609. [Google Scholar] [CrossRef]
- King, R.B. Elastic analysis of some punch problems for a layered medium. Int. J. Solids Struct. 1987, 23, 1657–1664. [Google Scholar] [CrossRef]
- Saha, R.; Nix, W.D. Effects of the substrate on the determination of thin film mechanical properties by nanoindentation. Acta Mater. 2002, 50, 23–38. [Google Scholar] [CrossRef]
- Gao, H.; Chiu, C.-H.; Lee, J. Elastic contact versus indentation modeling of multi-layered materials. Int. J. Solids Struct. 1992, 29, 2471–2492. [Google Scholar]
- Menčík, J.; Munz, D.; Quandt, E.; Weppelmann, E.R.; Swain, M.V. Determination of elastic modulus of thin layers using nanoindentation. J. Mater. Res. 1997, 12, 2475–2484. [Google Scholar] [CrossRef]
- Fisher-Cripps, A. Nanoindentation; Springer: New York, NY, USA, 2002. [Google Scholar]
- Fischer-Cripps, A.C.; Nicholson, D.W. Nanoindentation. Mechanical engineering series. Appl. Mech. Rev. 2004, 57, 12. [Google Scholar] [CrossRef]
- Hu, X.Z.; Lawn, B.R. A simple indentation stress–strain relation for contacts with spheres on bilayer structures. Thin Solid Films 1998, 322, 225–232. [Google Scholar] [CrossRef]
- Jung, Y.-G.; Lawn, B.R.; Martyniuk, M.; Huang, H.; Hu, X.Z. Evaluation of elastic modulus and hardness of thin films by nanoindentation. J. Mater. Res. 2004, 19, 3076–3080. [Google Scholar] [CrossRef]
- Korsunsky, A.M.; McGurk, M.R.; Bull, S.J.; Page, T.F. On the hardness of coated systems. Surf. Coat. Technol. 1998, 99, 171–183. [Google Scholar] [CrossRef]
- Tuck, J.R.; Korsunsky, A.M.; Bhat, D.G.; Bull, S.J. Indentation hardness evaluation of cathodic arc deposited thin hard coatings. Surf. Coat. Technol. 2001, 139, 63–74. [Google Scholar] [CrossRef]
- Wei, Z.; Zhang, G.; Chen, H.; Luo, J.; Liu, R.; Guo, S. A simple method for evaluating elastic modulus of thin films by nanoindentation. J. Mater. Res. 2009, 24, 801–815. [Google Scholar] [CrossRef]
- Zhang, G.; Wei, Z.; Ferrell, R. Elastic modulus and hardness of muscovite and rectorite determined by nanoindentation. Appl. Clay Sci. 2009, 43, 271–281. [Google Scholar] [CrossRef]
- Zhang, G.; Wei, Z.; Ferrell, R.E.; Guggenheim, S.; Cygan, R.T.; Luo, J. Evaluation of the elasticity normal to the basal plane of non-expandable 2:1 phyllosilicate minerals by nanoindentation. Am. Mineral. 2010, 95, 863–869. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Film | Clay wt % | Formed Condition | Film Hardness Hf (GPa) | Film Modulus Ef (GPa) |
|---|---|---|---|---|
| (ZrO2-MMT)30 | 0.03 | As-deposited | 1.82 | 67.06 |
| 0.03 | Annealed at 600 °C | 6.29 | 119.90 | |
| (ZrO2-MMT)60 | 0.03 | As-deposited | 1.67 | 63.78 |
| 0.03 | Annealed at 600 °C | 2.89 | 120.10 | |
| (ZrO2-MMT)60 * | 0.03 | As-deposited | 1.26 | 32.35 |
| 0.03 | Annealed at 600 °C | 7.19 | 113.10 | |
| (ZrO2-MMT)30 | 0.40 | As-deposited | 0.33 | 9.94 |
| 0.40 | Annealed at 400 °C | 0.49 | 7.74 | |
| 0.40 | Annealed at 600 °C | 1.68 | 43.75 | |
| (ZrO2-MMT)60 | 0.40 | As-deposited | 0.39 | 9.36 |
| 0.40 | Annealed at 600 °C | 1.86 | 40.69 | |
| (SnO2-MMT)30 | 0.40 | As-deposited | 0.38 | 8.80 |
| 0.40 | Annealed at 400 °C | 1.67 | 77.20 | |
| 0.40 | Annealed at 600 °C | 0.77 | 9.09 | |
| (ZrO2-MMT-SnO2-MMT)15 | 0.40 | As-deposited | 0.43 | 6.20 |
| 0.40 | Annealed at 400 °C | 1.32 | 19.4 | |
| 0.40 | Annealed at 600 °C | 1.50 | 30.72 | |
| (ZrO2)30 | 0.03 | Annealed at 600 °C | 10.30 | 118.60 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, D.; Zhang, G.; Pant, R.R.; Wei, Z.; Shen, S. Micromechanical Properties of Nanostructured Clay-Oxide Multilayers Synthesized by Layer-by-Layer Self-Assembly. Nanomaterials 2016, 6, 204. https://doi.org/10.3390/nano6110204
Hou D, Zhang G, Pant RR, Wei Z, Shen S. Micromechanical Properties of Nanostructured Clay-Oxide Multilayers Synthesized by Layer-by-Layer Self-Assembly. Nanomaterials. 2016; 6(11):204. https://doi.org/10.3390/nano6110204
Chicago/Turabian StyleHou, Dongwei, Guoping Zhang, Rohit Raj Pant, Zhongxin Wei, and Shuilong Shen. 2016. "Micromechanical Properties of Nanostructured Clay-Oxide Multilayers Synthesized by Layer-by-Layer Self-Assembly" Nanomaterials 6, no. 11: 204. https://doi.org/10.3390/nano6110204
APA StyleHou, D., Zhang, G., Pant, R. R., Wei, Z., & Shen, S. (2016). Micromechanical Properties of Nanostructured Clay-Oxide Multilayers Synthesized by Layer-by-Layer Self-Assembly. Nanomaterials, 6(11), 204. https://doi.org/10.3390/nano6110204