Advancing the Use of High-Performance Graphene-Based Multimodal Polymer Nanocomposite at Scale

 , ,
, , 
Abstract
:1. Introduction
2. Experimental
2.1. Materials
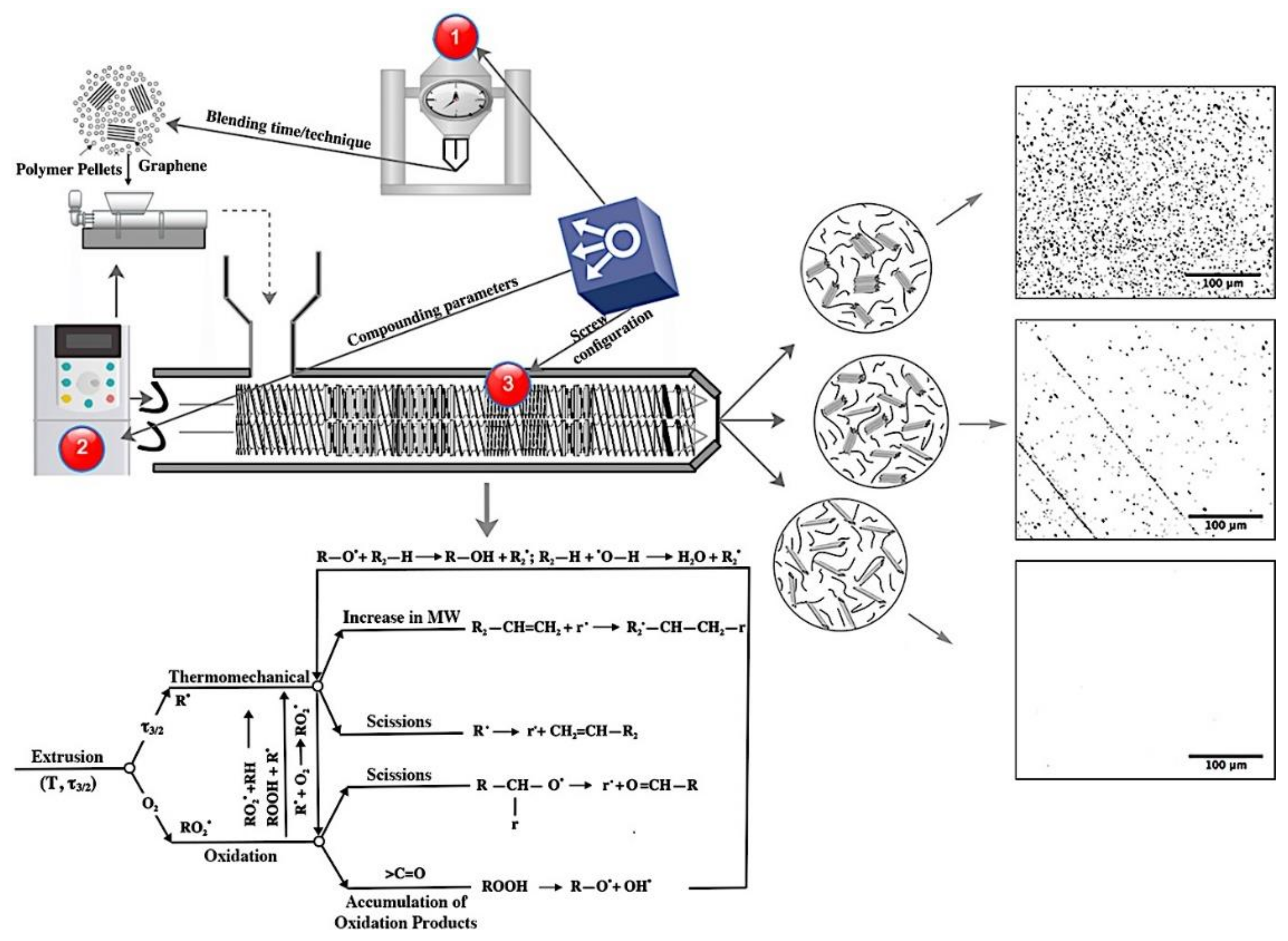
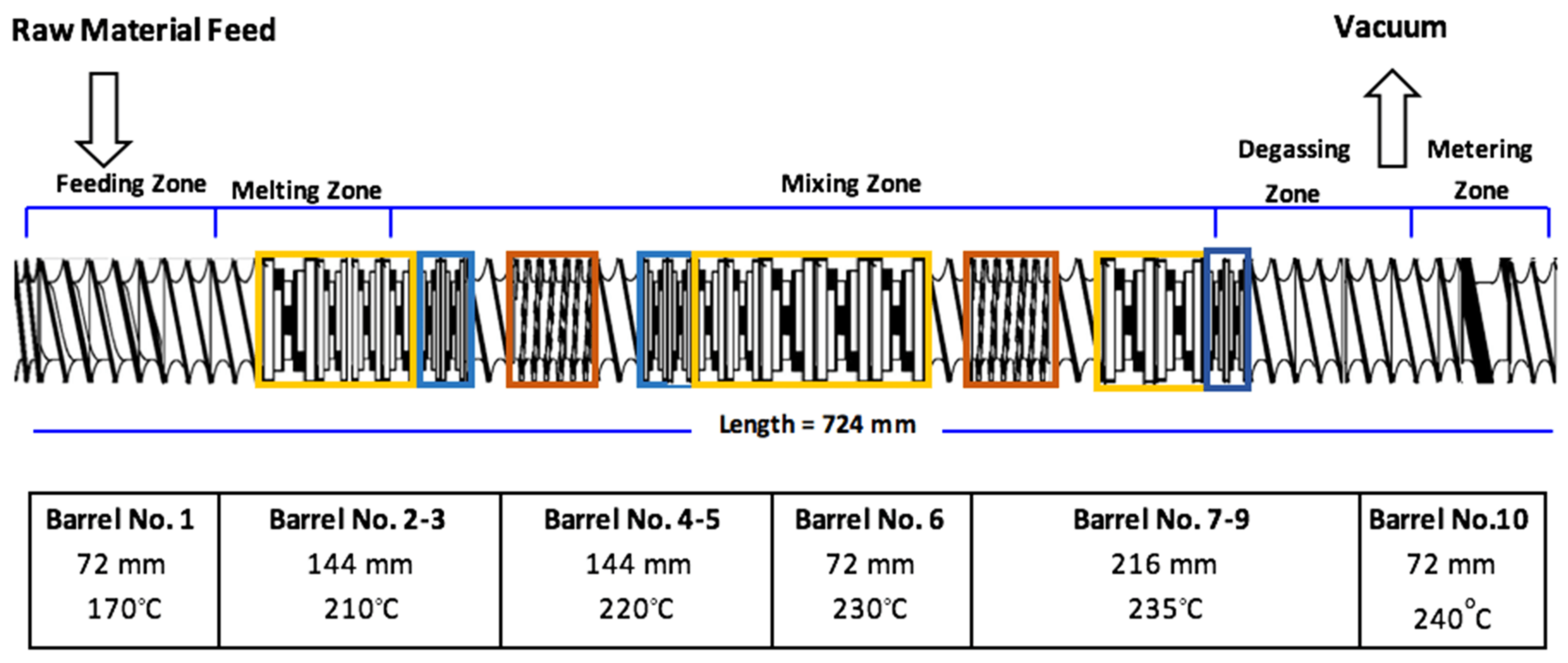
2.2. Nanocomposite Preparation
2.3. Characterization
2.3.1. Polarized Light Microscope (PLM)
2.3.2. Transmission Electron Microscope (TEM)
2.3.3. Density Measurement
2.3.4. Raman Spectroscopy
2.3.5. X-ray Diffraction (XRD)
2.3.6. Scanning Electron Microscope (SEM)
2.3.7. Tensile Testing
2.3.8. Thermomechanical Analyzer (TMA)
2.3.9. Rheology Analysis
2.3.10. Thermogravimetric Analysis (TGA)
3. Results and Discussion
3.1. Morphology of Graphene Sheets in a Nanocomposite Matrix
3.2. Dispersion and Distribution of Graphene Platelets Within the Nananocomposite Matrix
3.3. Interfacial Adhesion Strength between Graphene and Polymer Matrix
3.4. Rheology and Thermal Stability Performance of a Nanocomposite
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chatzidoukas, C.; Kanellopoulos, V.; Kiparissides, C. On the production of polyolefins with bimodal molecular weight and copolymer composition distributions in catalytic gas-phase fluidized-bed reactors. Macromol. Theor. Simul. 2007, 16, 755–769. [Google Scholar] [CrossRef]
- DesLauriers, P.J.; McDaniel, M.P.; Rohlfing, D.C.; Krishnaswamy, R.K.; Secora, S.J.; Benham, E.A.; Maeger, P.L.; Wolfe, A.R.; Sukhadia, A.M.; Beaulieu, B.B. A comparative study of multimodal vs. bimodal polyethylene pipe resins for PE-100 applications. Polym. Eng. Sci. 2005, 45, 1203–1213. [Google Scholar] [CrossRef]
- Chen, K.; Tian, Z.; Luo, N.; Liu, B. Modeling and simulation of borstar bimodal polyethylene process based on a rigorous PC-SAFT equation of state model. Ind. Eng. Chem. Res. 2014, 53, 19905–19915. [Google Scholar] [CrossRef]
- Young, R.J.; Lovell, P.A. Introduction to Polymers, 3rd ed.; CRC Press: New York, NY, USA, 2011. [Google Scholar]
- Polyolefin Market Analysis and Segment Forecast to 2025, 1st ed.; Grand View Research, Inc.: San Francisco, CA, USA, 2018.
- Bhattacharya, M. Polymer nanocomposites-A comparison between carbon nanotubes, graphene, and clay as nanofillers. Materials 2016, 9, 262. [Google Scholar] [CrossRef] [PubMed]
- Deveci, S.; Fang, D. Correlation of molecular parameters, strain hardening modulus and cyclic fatigue test performances of polyethylene materials for pressure pipe applications. Polym. Test. 2017, 62, 246–253. [Google Scholar] [CrossRef]
- Yi, X.S.; Wu, G.; Ma, D. Property balancing for polyethylene-based carbon black-filled conductive composites. J. Appl. Polym. Sci. 1998, 67, 131–138. [Google Scholar] [CrossRef]
- Michael, T. Additives for Polyolefins: Getting the Most out of Polypropylene, Polyethylene and TPO, 2nd ed.; William Andrew: Oxford, UK, 2009. [Google Scholar]
- Xanthos, M. Part One: Polymers and fillers. In Functional Fillers for Plastics, Ed. ed; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2010. [Google Scholar]
- Hawkins, W.L.; Hansen, R.H.; Matreyek, W.; Winslow, F.H. The effect of carbon black on thermal antioxidants for polyethylene. J. Appl. Polym. Sci. 1959, 1, 37–42. [Google Scholar] [CrossRef]
- Deveci, S.; Antony, N.; Eryigit, B. Effect of carbon black distribution on the properties of polyethylene pipes—Part 1: Degradation of post yield mechanical properties and fracture surface analyses. Polym. Degrad. Stab. 2018, 148, 75–85. [Google Scholar] [CrossRef]
- Pircheraghi, G.; Sarafpour, A.; Rashedi, R.; Afzali, K.; Adibfar, M. Correlation between rheological and mechanical properties of black PE100 compounds—Effect of carbon black masterbatch. Express Polym. Lett. 2017, 11, 622–634. [Google Scholar] [CrossRef]
- The Global Market for Carbon Black Report, 5st ed.; Future Markets, Inc.: Edinburgh, Scotland, 2017.
- Salavagione, H.J.; Martínez, G.; Ellis, G. Recent advances in the covalent modification of graphene with polymers. Macromol. Rapid Commun. 2011, 32, 1771–1789. [Google Scholar] [CrossRef] [PubMed]
- Potts, J.R.; Dreyer, D.R.; Bielawski, C.W.; Ruoff, R.S. Graphene-based polymer nanocomposites. Polymer 2011, 52, 5–25. [Google Scholar] [CrossRef] [Green Version]
- Kuilla, T.; Bhadra, S.; Yao, D.; Hoon, N.; Bose, S.; Hee, J. Recent advances in graphene based polymer composites. Prog. Polym. Sci 2010, 35, 350–1375. [Google Scholar] [CrossRef]
- Zurutuza, A.; Marinelli, C. Challenges and opportunities in graphene commercialization. Nat. Nanotechnol. 2014, 9, 730–734. [Google Scholar] [CrossRef] [PubMed]
- Huang, X.; Yin, Z.; Wu, S.; Qi, X.; He, Q.; Zhang, Q.; Yan, Q.; Boey, F.; Zhang, H. Graphene-based materials: Synthesis, characterization, properties, and applications. Small 2011, 7, 1876–1902. [Google Scholar] [CrossRef] [PubMed]
- Tripathi, S.N.; Rao, G.S.S.; Mathur, A.B.; Jasra, R. Polyolefin/graphene nanocomposites: A review. RSC Adv. 2017, 7, 23615–23632. [Google Scholar] [CrossRef]
- Phiri, J.; Gane, P.; Maloney, T.C. General overview of graphene: Production, properties and application in polymer composites. Mater. Sci. Eng. B 2017, 215, 9–28. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Bonaccorso, F.; Fal’ko, F.; Novoselov, K.S.; Roche, S.; Bøggild, P.; Borini, S.; Koppens, F.H.L.; Palermo, V.; Pugno, N.; et al. Science and technology roadmap for graphene, related two-dimensional crystals, and hybrid systems. Nanoscale 2015, 7, 4598–4810. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vasile, C.; Pascu, M. Practical Guide to Polyethylene; Rapra Technology Limited: Shropshire, UK, 2005. [Google Scholar]
- El’darov, E.G.; Mamedov, F.V.; Gol’dberg, V.M.; Zaikov, G.E. A kinetic model of polymer degradation during extrusion. Polym. Degrad. Stab. 1996, 51, 271–279. [Google Scholar] [CrossRef]
- Gol’dberg, V.M.; Zaikov, G.E. Kinetics of mechanical degradation in melts under model conditions and during processing of polymers-A review. Polym. Degrad. Stab. 1987, 19, 221–250. [Google Scholar] [CrossRef]
- Schonfeld, S. Compounding of Filled Polymers with the Co-rotating Twin Screw Extruder ZSK; Coperion: Stuttgart, Germany, 2013. [Google Scholar]
- Rauwendaal, C. Polymer Extrusion, 5th ed.; Hanser Gardner Publications: Munich, Germany, 2014. [Google Scholar]
- Sakai, T. Screw extrusion technology—Past, present and future. Polimery 2013, 58, 847–857. [Google Scholar] [CrossRef]
- Chiruvella, R.V.; Jaluria, Y.; Karwe, M.V.; Sernas, V. Transport in a twin-screw extruder for the processing of polymers. Polym. Eng. Sci. 1996, 36, 1531–1540. [Google Scholar] [CrossRef]
- Montiel, R.; Patiño-Herrera, R.; Gonzalez-Calderón, J.A.; Pérez, E. Novel twin screw co-extrusion-electrospinning apparatus. Am. J. Biomed. Eng. 2016, 6, 19–24. [Google Scholar]
- Yuan, B.; Bao, C.; Song, L.; Hong, N.; Liew, K.M.; Hu, Y. Preparation of functionalized graphene oxide/polypropylene nanocomposite with significantly improved thermal stability and studies on the crystallization behavior and mechanical properties. Chem. Eng. 2014, 237, 411–420. [Google Scholar] [CrossRef]
- Yang, H.H.; Manas-Zloczower, I. Flow field analysis of the kneading disc region in a co-rotating twin screw extruder. Polym. Eng. Sci. 1992, 32, 1411–1417. [Google Scholar] [CrossRef]
- Mezger, T.G. The Rheology Handbook, 4th ed.; Vincentz Network: Hanover, Germany, 2014. [Google Scholar]
- Nair, R.R.; Blake, P.; Grigorenko, A.N.; Novoselov, K.S.; Booth, T.J.; Stauber, T.; Peres, N.M.R.; Geim, A.K. Fine structure constant defines visual transparency of graphene. Science 2008, 320, 1308. [Google Scholar] [CrossRef] [PubMed]
- Cote, L.J.; Kim, J.; Zhang, Z.; Sun, C.; Huang, J. Tunable assembly of graphene oxide surfactant sheets: Wrinkles, overlaps and impacts on thin film properties. Soft Matter. 2010, 6, 6096–6101. [Google Scholar] [CrossRef]
- Stobinski, L.; Lesiak, B.; Malolepszy, A.; Mazurkiewicz, M.; Mierzwa, B.; Zemek, J.; Jiricek, P.; Bieloshapka, I. Graphene oxide and reduced graphene oxide studied by the XRD, TEM and electron spectroscopy methods. J. Electron. Spectrosc. Relat. Phenomena 2014, 195, 145–154. [Google Scholar] [CrossRef]
- Biris, A.S.; Pruneanu, S.M.; Pogacean, F.; Lazar, M.D.; Borodi, G.; Ardelean, S.; Dervishi, E.; Watanabe, F. Few-layer graphene sheets with embedded gold nanoparticles for electrochemical analysis of adenine. Int. J. Nanomed. 2013, 8, 1429–1438. [Google Scholar] [CrossRef] [PubMed]
- Kuila, T.; Bose, S.; Mishra, A.K.; Khanra, P.; Kim, N.H.; Lee, J.H. Effect of functionalized graphene on the physical properties of linear low density polyethylene nanocomposites. Polym. Test. 2012, 31, 31–38. [Google Scholar] [CrossRef]
- Khan, Q.A.; Shaur, A.; Khan, T.A.; Joya, Y.F.; Awan, M.S. Characterization of reduced graphene oxide produced through a modified Hoffman method. Cogent. Chem. 2017, 3, 1298980. [Google Scholar] [CrossRef]
- Song, P.; Cao, Z.; Cai, Y.; Zhao, L.; Fang, Z.; Fu, S. Fabrication of exfoliated graphene-based polypropylene nanocomposites with enhanced mechanical and thermal properties. Polymer 2011, 52, 4001–4010. [Google Scholar] [CrossRef]
- Patwary, F.; Mittal, V. Degradable polyethylene nanocomposites with silica, silicate and thermally reduced graphene using oxo-degradable pro-oxidant. Heliyon 2015, 1, e00050. [Google Scholar] [CrossRef] [PubMed]
- Wei, P.; Bai, S. Fabrication of a high-density polyethylene/graphene composite with high exfoliation and high mechanical performance via solid-state shear milling. RSC Adv. 2015, 5, 93697–93705. [Google Scholar] [CrossRef]
- Malard, L.M.; Pimenta, M.A.; Dresselhaus, G.; Dresselhaus, M.S. Raman spectroscopy in graphene. Phys. Rep. 2009, 473, 51–87. [Google Scholar] [CrossRef]
- Ferrari, A.C. Raman spectroscopy of graphene and graphite: Disorder, electron–phonon coupling, doping and nonadiabatic effects. Solid State Commun. 2007, 143, 47–57. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Basko, D.M. Raman spectroscopy as a versatile tool for studying the properties of graphene. Nat. Nanotechnol. 2013, 8, 235. [Google Scholar] [CrossRef] [PubMed]
- Lin, Z.; Ye, X.; Han, J.; Chen, Q.; Fan, P.; Zhang, H.; Xie, D.; Zhu, H.; Zhong, M. Precise Control of the Number of Layers of Graphene by Picosecond Laser Thinning. Sci. Rep 2015, 5, 11662. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dervishi, E.; Li, Z.; Watanabe, F.; Biswas, A.; Xu, Y.; Biris, A.R.; Saini, V.; Biris, A.S. Large-scale graphene production by RF-cCVD method. Chem. Commun. 2009, 27, 4061–4063. [Google Scholar] [CrossRef] [PubMed]
- Choi, W.; Lee, J.W. Graphene: Synthesis and Applications, 1st ed.; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Albers, P.; Maier, M.; Reisinger, M.; Hannebauer, B.; Weinand, R. Physical boundaries within aggregates-Differences between amorphous, para-crystalline, and crystalline Structures. Cryst. Res. Technol. 2015, 50, 846–865. [Google Scholar] [CrossRef]
- Istrate, O.M.; Paton, K.R.; Khan, U.; O’Neill, A.; Bell, A.P.; Coleman, J.N. Reinforcement in melt-processed polymer–graphene composites at extremely low graphene loading level. Carbon 2014, 78, 243–249. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Bai, J.; Zhang, Y.; Fang, H.; Wang, Z. Shear-induced enhancements of crystallization kinetics and morphological transformation for long chain branched polylactides with different branching degrees. Sci. Rep. 2016, 6, 26560. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Phillips, D.C.; Tetelman, A.S. The fracture toughness of fibre composites. Composites 1972, 3, 216–223. [Google Scholar] [CrossRef]
- Panzavolta, S.; Bracci, B.; Gualandi, C.; Letizia, M.; Treossi, E.; Kouroupis-agalou, K.; Rubini, K.; Bosia, F.; Brely, L.; Pugno, N.M.; et al. Structural reinforcement and failure analysis in composite nanofibers of graphene oxide and gelatin. Carbon 2014, 78, 566–577. [Google Scholar] [CrossRef] [Green Version]
- Rafiee, M.A.; Rafiee, J.; Srivastava, I.; Wang, Z.; Song, H.; Yu, Z.; Koratkar, N. Fracture and Fatigue in Graphene Nanocomposites. Small 2010, 6, 179–183. [Google Scholar] [CrossRef] [PubMed]
- Butler, T.I. The Influence of Extruder Residence Time. J. Plast. Film Sheeting 1990, 6, 247–259. [Google Scholar] [CrossRef]
- Qiu, Y.; Wang, Z.; Owens, A.C.E.; Kulaots, I.; Chen, Y.; Kane, A.B.; Hurt, R.H. Antioxidant chemistry of graphene-based materials and its role in oxidation protection technology. Nanoscale 2014, 6, 11744–11755. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Proctor, J.E.; Gregoryanz, E.; Novoselov, K.S.; Lotya, M.; Coleman, J.N.; Halsall, M.P. High-pressure Raman spectroscopy of graphene. Phys. Rev. B 2009, 80, 73408. [Google Scholar] [CrossRef]
- Srivastava, I.; Mehta, R.J.; Yu, Z.Z.; Schadler, L.; Koratkar, N. Raman study of interfacial load transfer in graphene nanocomposites. Appl. Phys. Lett. 2011, 98, 63102. [Google Scholar] [CrossRef]
- Shin, Y.; Lozada, H.M.; Sambricio, J.L.; Grigorieva, I.V.; Geim, A.K.; Casiraghi, C. Raman spectroscopy of highly pressurized graphene membranes. Appl. Phys. Lett. 2016, 108, 221907. [Google Scholar] [CrossRef] [Green Version]
- Gong, L.; Young, R.J.; Kinloch, I.A.; Riaz, I.; Jalil, R.; Novoselov, K.S. Optimizing the Reinforcement of Polymer-Based Nanocomposites by Graphene. ACS Nano 2012, 6, 2086–2095. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Rastogi, S.; Chen, D.; Lippits, D.; Lemstra, P.J. Low percolation threshold in single-walled carbon nanotube/high density polyethylene composites prepared by melt processing technique. Carbon 2006, 44, 778–785. [Google Scholar] [CrossRef]
- Adhikari, A.R.; Lozano, K.; Chipara, M. Non-isothermal crystallization kinetics of polyethylene/carbon nanofiber composites. J. Compos. Mater. 2012, 46, 823–832. [Google Scholar] [CrossRef]
- Jiasheng, Q.; Pingsheng, H. Non-isothermal crystallization of HDPE/nano-SiO2 composite. J. Mater. Sci. 2003, 38, 2299–2304. [Google Scholar] [CrossRef]
- Foroozan, T.; Soto, F.A.; Yurkiv, V.; Sharifi, A.S.; Deivanayagam, R.; Huang, Z.; Rojaee, R.; Mashayek, F.; Balbuena, P.B.; Shahbazian, Y.R. Synergistic Effect of Graphene Oxide for Impeding the Dendritic Plating of Li. Adv. Funct. Mater. 2018, 28, 1705917. [Google Scholar] [CrossRef]
- Sarabia, R.R.; Ramos, F.G.; Martin, G.I.; Weisenberger, M.C. Synergistic effect of graphene oxide and wet-chemical hydrazine/deionized water solution treatment on the thermoelectric properties of PEDOT:PSS sprayed films. Synth. Met. 2016, 222, 330–337. [Google Scholar] [CrossRef]
- Achaby, M.E.; Arrakhiz, F.E.; Vaudreuil, S.; el Kacem Qaiss, A.; Bousmina, M.; Fassi, F.O. Mechanical, thermal, and rheological properties of graphene-based polypropylene nanocomposites prepared by melt mixing. Polym. Compos. 2012, 33, 733–744. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Du, F.; Douglas, J.F.; Winey, K.I.; Harris, R.H.; Shields, J.R. Nanoparticle networks reduce the flammability of polymer nanocomposites. Nat. Mater. 2005, 4, 928–933. [Google Scholar] [Green Version]
- Kashiwagi, T. Polymer combustion and flammability—Role of the condensed phase. Symp. Combust. 1994, 25, 1423–1437. [Google Scholar] [CrossRef]
- Andersson, T.; Wesslén, B.; Sandström, J. Degradation of low density polyethylene during extrusion. I. Volatile compounds in smoke from extruded films. J. Appl. Polym. Sci. 2002, 86, 1580–1586. [Google Scholar] [CrossRef]
- Mounet, N.; Marzari, N. First-principles determination of the structural, vibrational and thermodynamic properties of diamond, graphite, and derivatives. Phys. Rev. B 2005, 71, 205214. [Google Scholar] [CrossRef]
- Zakharchenko, K.V.; Katsnelson, M.I.; Fasolino, A. Finite Temperature Lattice Properties of Graphene beyond the Quasiharmonic Approximation. Phys. Rev. Lett. 2009, 102, 46808. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yoon, D.; Son, Y.W.; Cheong, H. Negative Thermal Expansion Coefficient of Graphene Measured by Raman Spectroscopy. Nano Lett. 2011, 11, 3227–3231. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bao, W.; Miao, F.; Chen, Z.; Zhang, H.; Jang, W.; Dames, C.; Lau, C.N. Controlled ripple texturing of suspended graphene and ultrathin graphite membranes. Nat. Nanotechnol. 2009, 4, 562–566. [Google Scholar] [CrossRef] [PubMed] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tonset, (°C) | T5%, (°C) | T30%, (°C) | T50%, (°C) | T80%, (°C) |
|---|---|---|---|---|---|
| Neat multimodal-HDPE | 400 | 405 | 406.8 | 409 | 419.3 |
| PE-g-1% | 433.4 | 435 | 437 | 437 | 437.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, I.A.; Koziol, K.K.K.; Deveci, S.; Kim, H.-K.; Kumar, R.V. Advancing the Use of High-Performance Graphene-Based Multimodal Polymer Nanocomposite at Scale. Nanomaterials 2018, 8, 947. https://doi.org/10.3390/nano8110947
Ahmad IA, Koziol KKK, Deveci S, Kim H-K, Kumar RV. Advancing the Use of High-Performance Graphene-Based Multimodal Polymer Nanocomposite at Scale. Nanomaterials. 2018; 8(11):947. https://doi.org/10.3390/nano8110947
Chicago/Turabian StyleAhmad, Ibrahim A., Krzysztof K. K. Koziol, Suleyman Deveci, Hyun-Kyung Kim, and Ramachandran Vasant Kumar. 2018. "Advancing the Use of High-Performance Graphene-Based Multimodal Polymer Nanocomposite at Scale" Nanomaterials 8, no. 11: 947. https://doi.org/10.3390/nano8110947
APA StyleAhmad, I. A., Koziol, K. K. K., Deveci, S., Kim, H. -K., & Kumar, R. V. (2018). Advancing the Use of High-Performance Graphene-Based Multimodal Polymer Nanocomposite at Scale. Nanomaterials, 8(11), 947. https://doi.org/10.3390/nano8110947