The Effect of the Laser Incidence Angle in the Surface of L-PBF Processed Parts




Abstract
:
1. Introduction
2. Materials and Methods
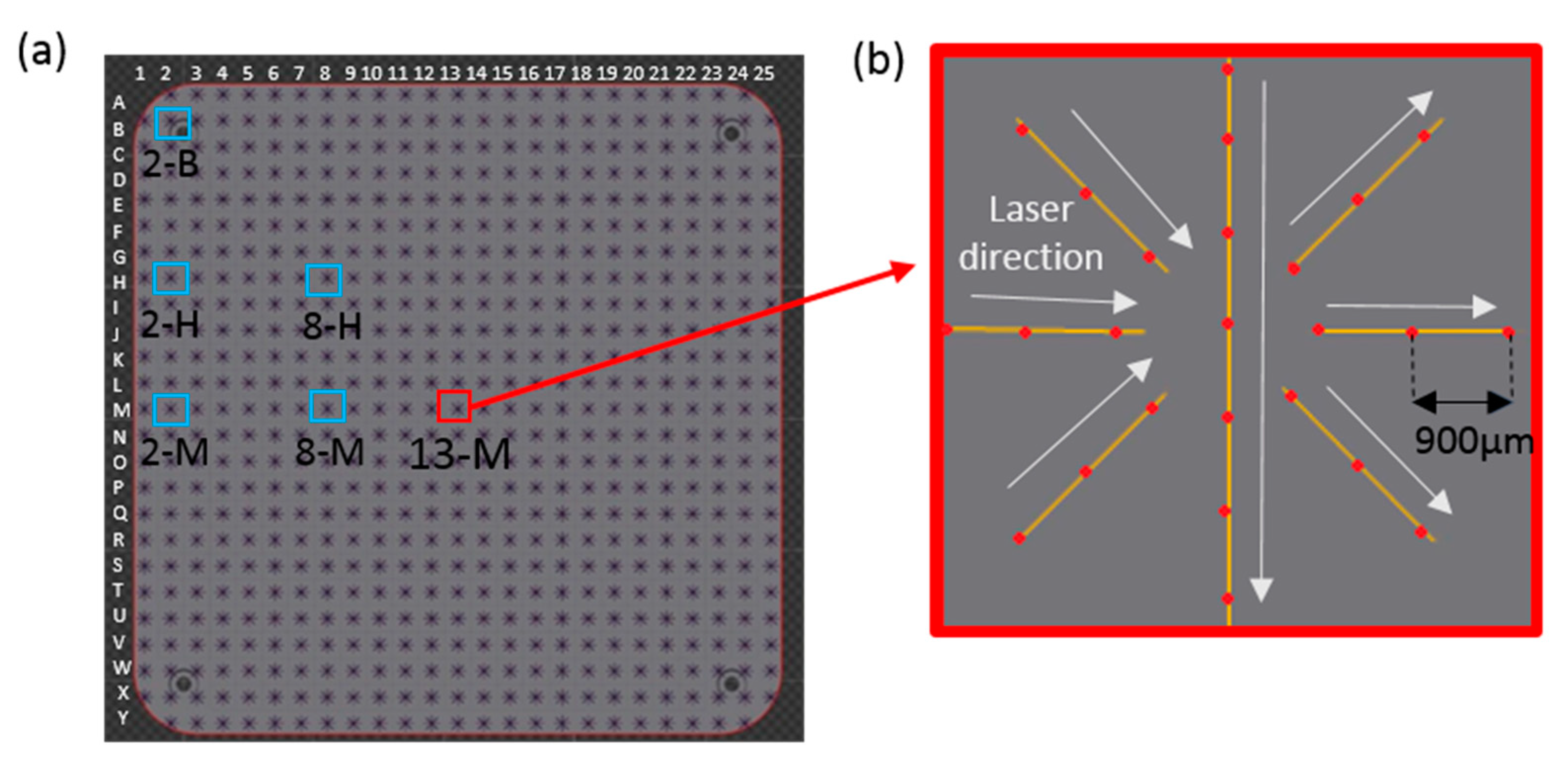
2.1. First Tests: Study of the Morphology of the Laser on the Platform
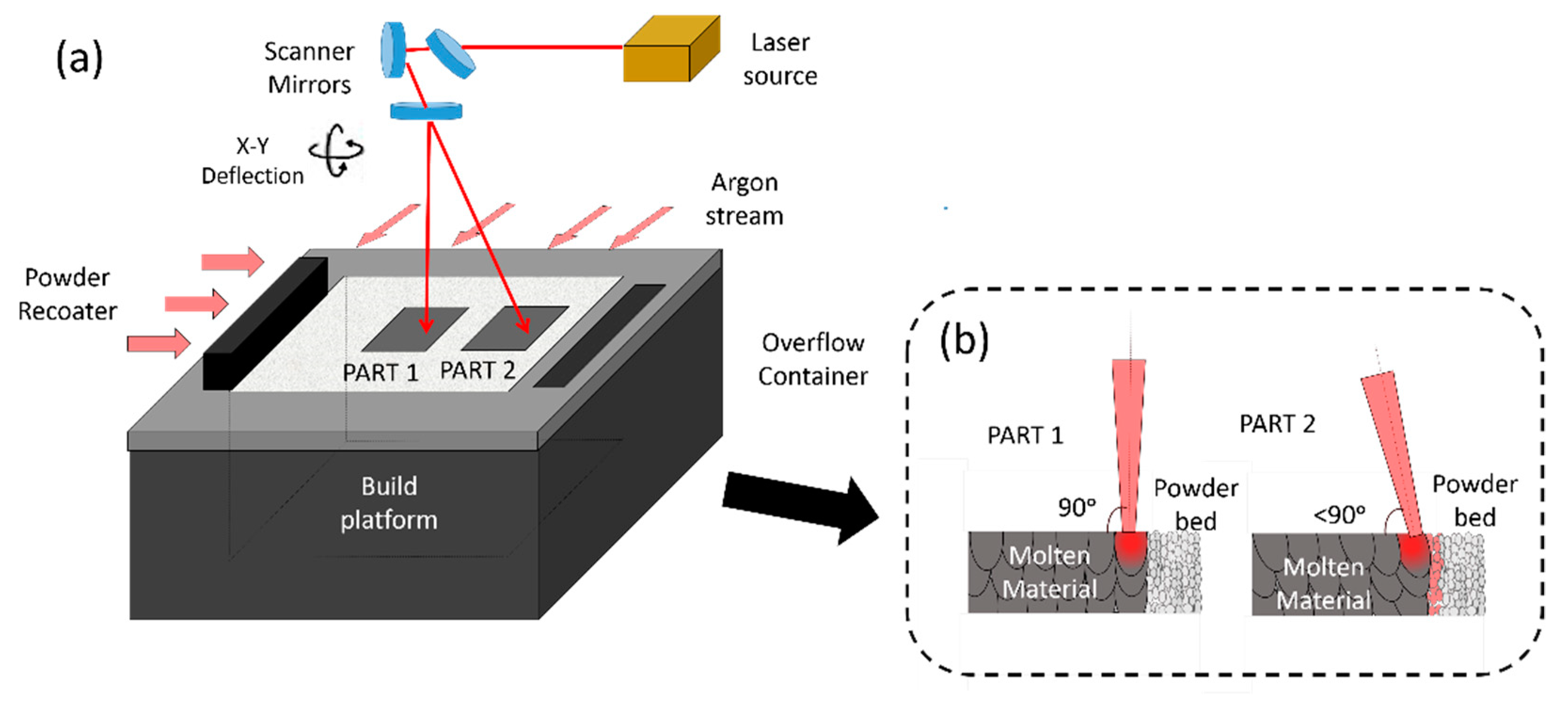
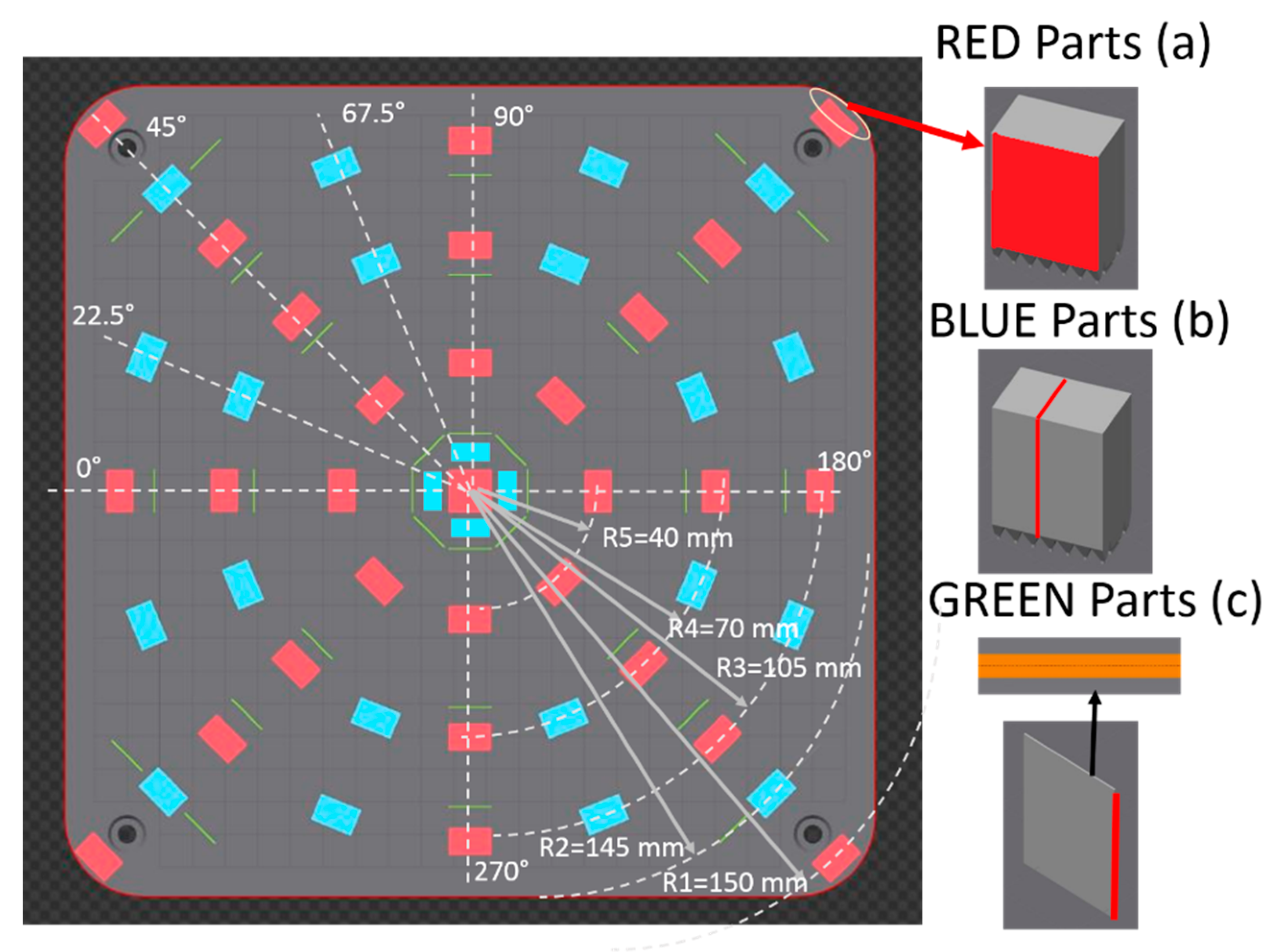
2.2. Second Test: Effect of the Angle of Incidence of the Laser on Parts Manufactured by L-PBF Technology
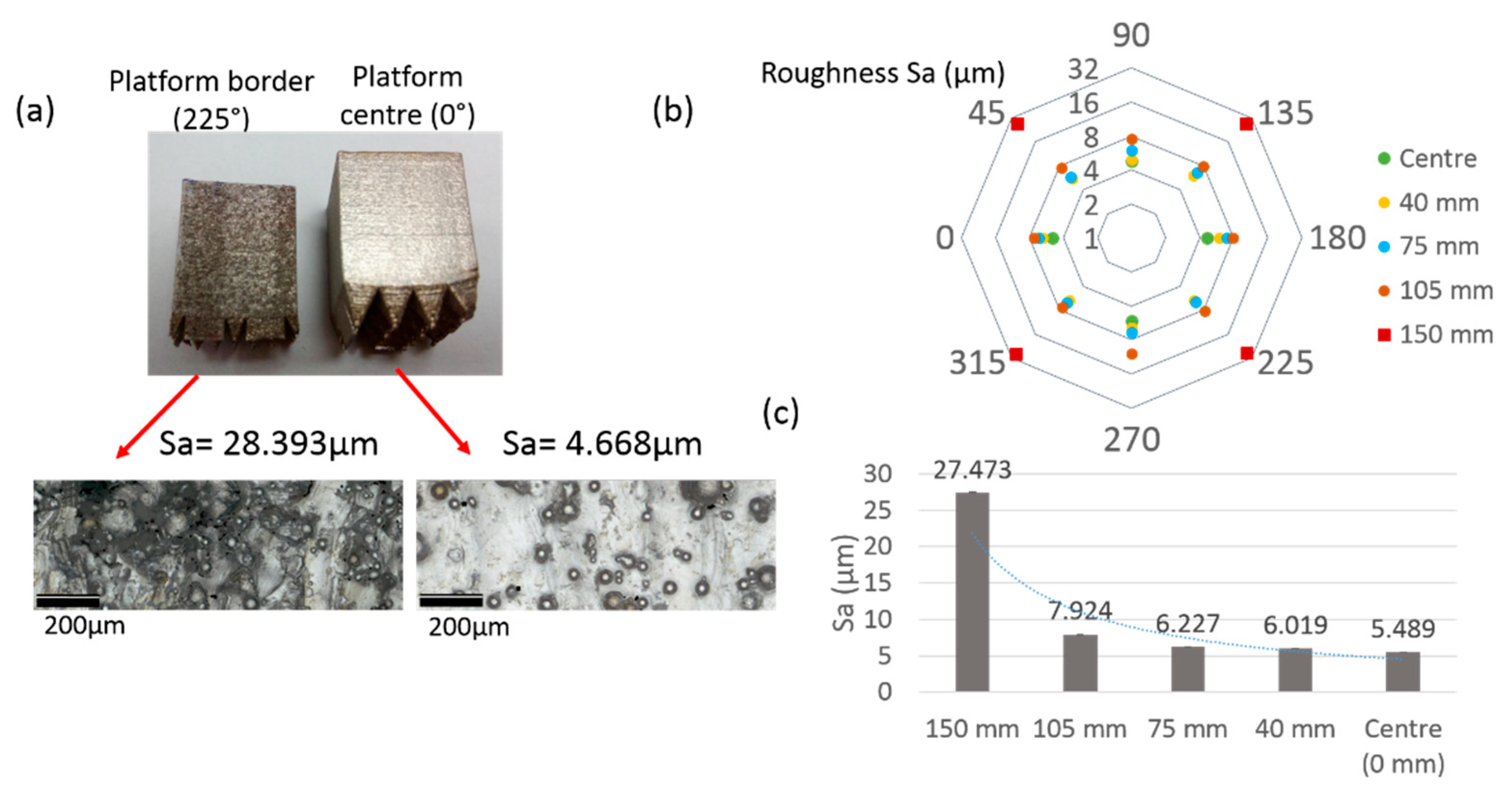
2.2.1. Test Part A: Roughness Measurement (Red Parts)
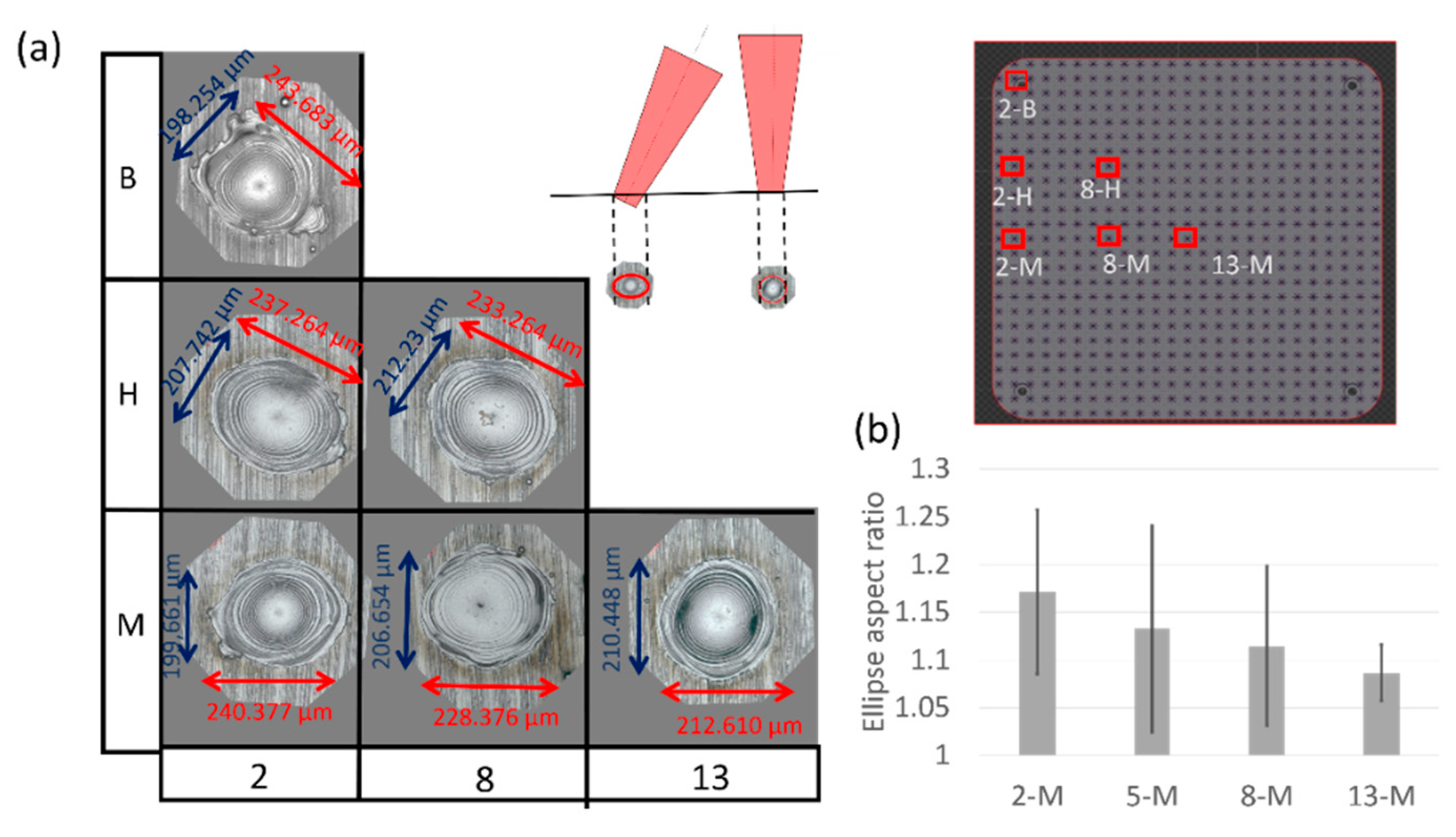
2.2.2. Test Part B: Microstructure Analysis (Blue Parts)
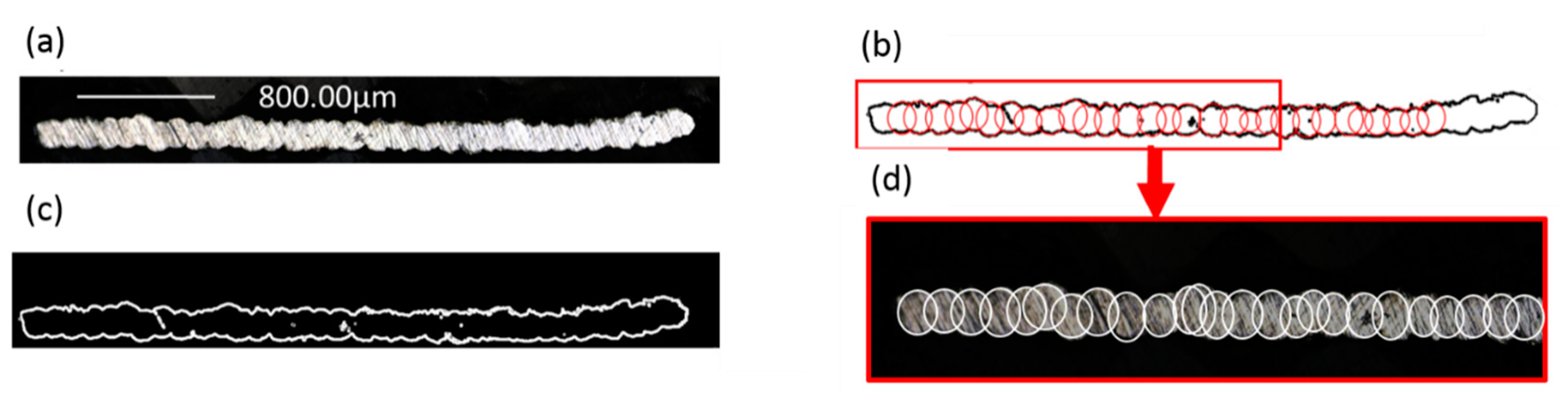
2.2.3. Test Part C: Thin Walls Thickness Measurements (Green Parts)
3. Results
3.1. First Tests: Study of the Morphology of the Laser on the Platform
3.2. Second Test: Effect of the Angle of Incidence on Parts Manufactured by L-PBF Technology
3.2.1. Test Part A: Roughness Measurement
3.2.2. Test Part B: Microstructure Analysis
3.2.3. Test Part C: Thin Walls Thickness Measurements
4. Discussion and Conclusions
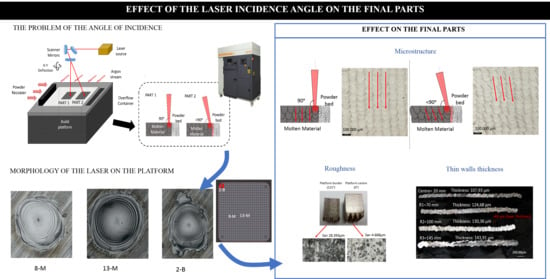
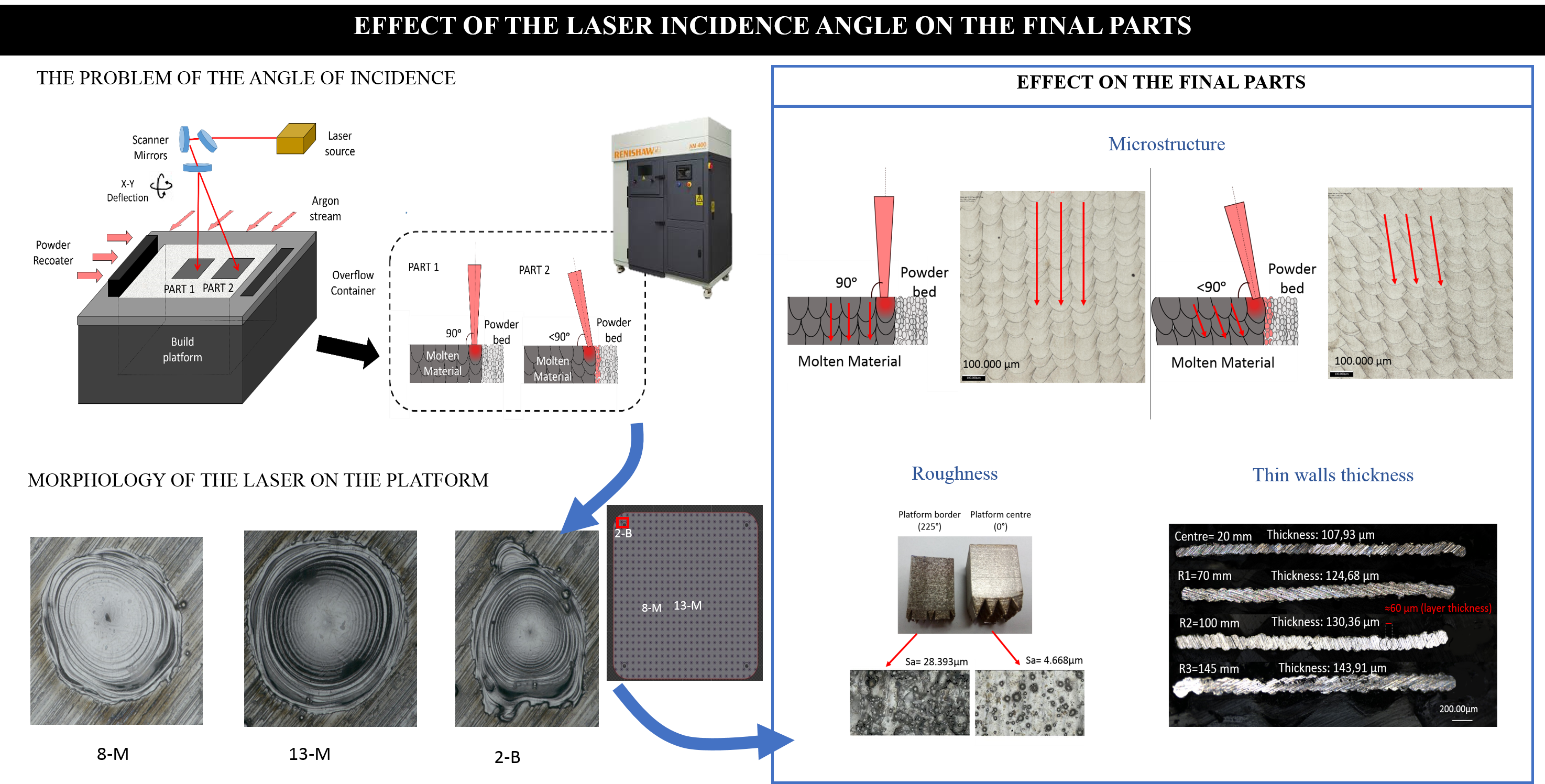
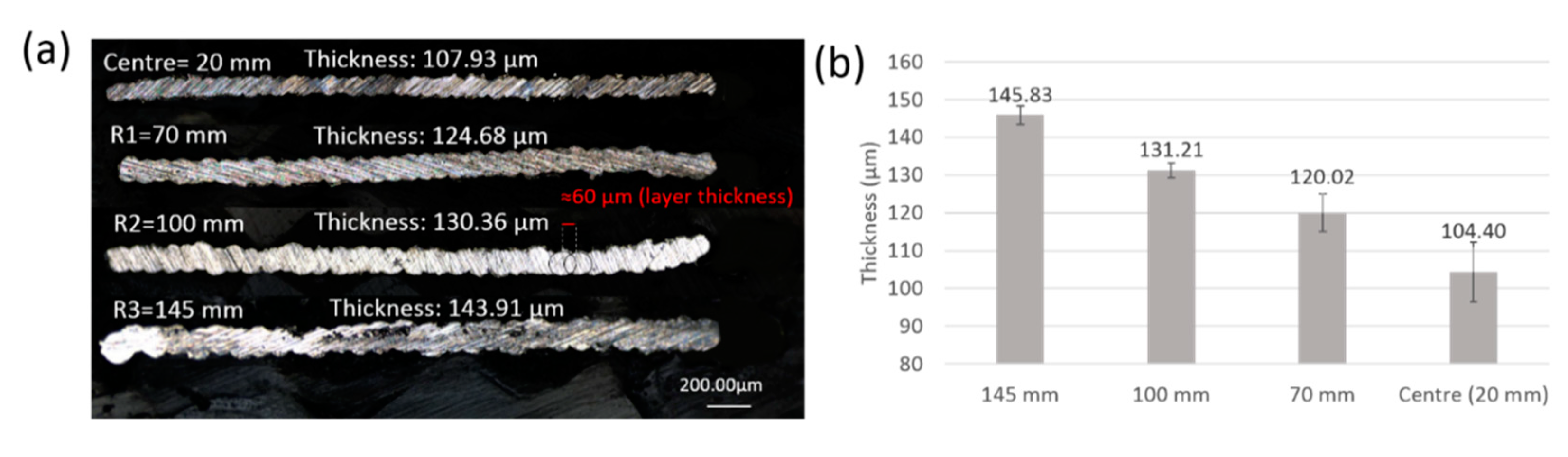
- Increase of the thickness of the thin walls: These walls were manufactured with a single laser track and the thickness increase was very similar to the laser spot size enlargement at the borders of the platform.
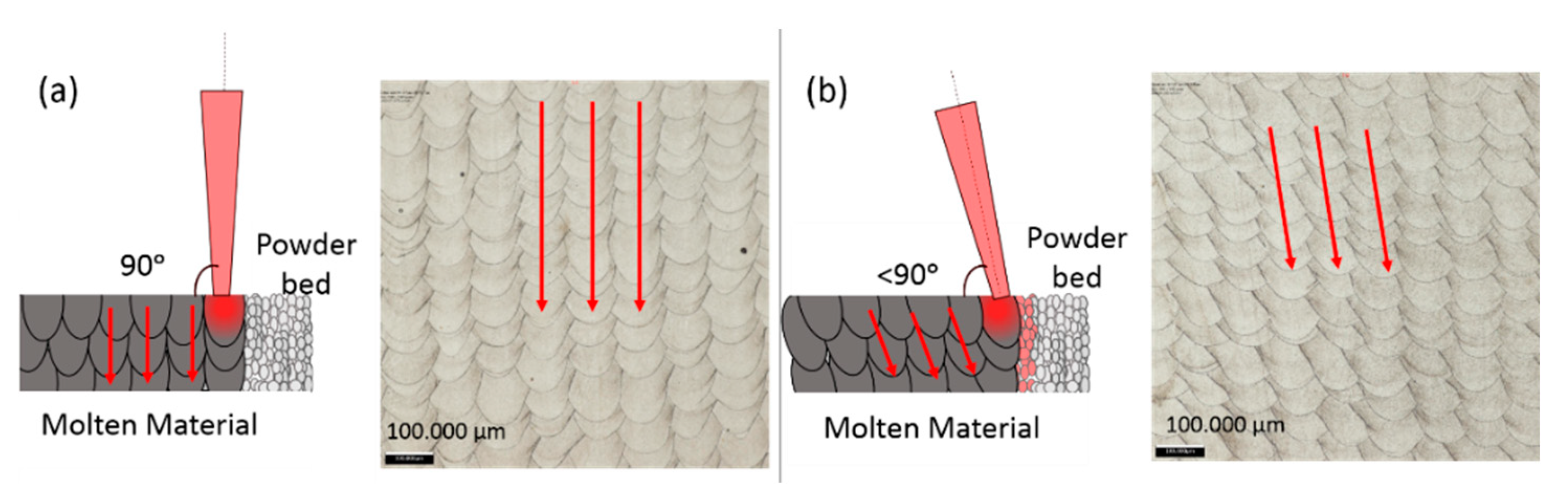
- Roughness increase: Similarly, the results of the roughness measurements are also coherent with the results of the other tests. Thus, an increase in roughness is observed as the test parts are manufactured away from the center of the platform. The high roughness, in this case, is due to the poor surface quality caused by the non-circular shape of the melt pool.
- Regarding microstructure, although a different pattern is observed due to the inclination angle and the distortion of the melt pool, similar mechanical properties are obtained, and no porosity or cracks have been observed.
Author Contributions
Funding
Conflicts of Interest
References
- Kik, T. Heat source models in numerical simulations of laser welding. Materials 2020, 13, 2653. [Google Scholar] [CrossRef] [PubMed]
- Landowski, M.; Świerczyńska, A.; Rogalski, G.; Fydrych, D. Autogenous fiber laser welding of 316L austenitic and 2304 lean duplex stainless steels. Materials 2020, 13, 2930. [Google Scholar] [CrossRef] [PubMed]
- Sahul, M.; Tomčíková, E.; Sahul, M.; Pašák, M.; Ludrovcová, B.; Hodúlová, E. Effect of disk laser beam offset on the microstructure and mechanical properties of copper—AISI 304 stainless steel dissimilar metals joints. Metals 2020, 10, 1294. [Google Scholar] [CrossRef]
- Wetzig, A.; Herwig, P.; Hauptmann, J.; Baumann, R.; Rauscher, P.; Schlosser, M.; Pinder, T.; Leyens, C. Fast laser cutting of thin metal. Procedia Manuf. 2019, 29, 369–374. [Google Scholar] [CrossRef]
- Guarino, S.; Ponticelli, G.S.; Venettacci, S. Environmental assessment of selective laser melting compared with laser cutting of 316L stainless steel: A case study for flat washers’ production. CIRP J. Manuf. Sci. Technol. 2020. [Google Scholar] [CrossRef]
- Temmler, A.; Pirch, N. Investigation on the mechanism of surface structure formation during laser remelting with modulated laser power on tool steel H11. Appl. Surf. Sci. 2020, 526, 146393. [Google Scholar] [CrossRef]
- Zhang, T.; Fan, Q.; Ma, X.; Wang, W.; Wang, K.; Shen, P.; Yang, J.; Wang, L. Effect of laser remelting on microstructural evolution and mechanical properties of Ti-35Nb-2Ta-3Zr alloy. Mater. Lett. 2019, 253, 310–313. [Google Scholar] [CrossRef]
- Gong, M.; Meng, Y.; Zhang, S.; Zhang, Y.; Zeng, X.; Gao, M. Laser-arc hybrid additive manufacturing of stainless steel with beam oscillation. Addit. Manuf. 2020, 33, 101180. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y. Microstructure and mechanical properties of TA15-Ti2AlNb bimetallic structures by laser additive manufacturing. Mater. Sci. Eng. A 2020, 795, 140019. [Google Scholar] [CrossRef]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Li, B.-Q.; Li, Z.; Bai, P.; Liu, B.; Kuai, Z. Research on surface roughness of AlSi10Mg parts fabricated by laser powder bed fusion. Metals 2018, 8, 524. [Google Scholar] [CrossRef] [Green Version]
- Mumtaz, K.; Hopkinson, N. Top surface and side roughness of Inconel 625 parts processed using selective laser melting. Rapid Prototyp. J. 2009, 15, 96–103. [Google Scholar] [CrossRef]
- Leon, A.; Aghion, E. Effect of surface roughness on corrosion fatigue performance of AlSi10Mg alloy produced by Selective Laser Melting (SLM). Mater. Charact. 2017, 131, 188–194. [Google Scholar] [CrossRef]
- Bosio, F.; Aversa, A.K.; Lorusso, M.; Marola, S.; Gianoglio, D.; Battezzati, L.; Fino, P.; Manfredi, D.; Lombardi, M. A time-saving and cost-effective method to process alloys by Laser Powder Bed Fusion. J. Mater. Des. 2019, 181, 107949. [Google Scholar] [CrossRef]
- Spierings, A.B. Powder Spreadability and Characterization of Sc- and Zr-Modified Aluminium Alloys Processed by Selective Laser Melting, Quality Management System for Additive Manufacturing, in Institute of Machine Tools and Manufacturing; ETH Zurich: Zurich, Switzerland, 2018; p. 29. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Dong, Y.; Li, Y.; Ebel, T.; Yan, M. Cost-affordable, high-performance Ti–TiB composite for selective laser melting additive manufacturing. Int. J. Mater. Res. 2020, 35, 1922–1935. [Google Scholar] [CrossRef]
- Scudino, S.; Unterdörfer, C.; Prashanth, K.G.; Attar, H.; Ellendt, N.; Uhlenwinkel, V.; Eckert, J. Additive manufacturing of Cu–10Sn bronze. Mater. Lett. 2015, 156, 202–204. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Shahabi, H.S.; Attar, H.; Srivastava, V.C.; Ellendt, N.; Uhlenwinkel, V.; Eckert, J.; Scudino, S. Production of high strength Al85Nd8Ni5Co2 alloy by selective laser melting. Addit. Manuf. 2015, 6, 1–5. [Google Scholar] [CrossRef]
- Zhao, X.; Song, B.; Fan, W.; Zhang, Y.; Shi, Y. Selective laser melting of carbon/AlSi10Mg composites: Microstructure, mechanical and electronical properties. J. Alloys Compd. 2016, 665, 271–281. [Google Scholar] [CrossRef]
- Jamshidinia, M.; Kovacevic, R. The influence of heat accumulation on the surface roughness in powder-bed additive manufacturing. Surf. Topogr. Metrol. Prop. 2015, 3, 14003. [Google Scholar] [CrossRef]
- Fox, J.C.; Moylan, S.P.; Lane, B. Effect of process parameters on the surface roughness of overhanging structures in laser powder bed fusion additive manufacturing. Procedia CIRP 2016, 45, 131–134. [Google Scholar] [CrossRef] [Green Version]
- Jacobsmühlen, J.; Kleszczynski, S.; Ladewig, A.; Witt, G.; Merhof, D. In-situ surface roughness measurement of laser beam melted parts—A feasibility study of layer image analysis. In Proceedings of the Fraunhofer Direct Digital Manufacturing Conference (DDMC), Berlin, Germany, 16–17 March 2016; pp. 1–6. [Google Scholar]
- Ansari, J.; Nguyen, D.-S.; Park, H.S. Investigation of SLM process in terms of temperature distribution and melting pool size: Modeling and experimental approaches. Materials 2019, 12, 1272. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, T.; Liu, T.; Liao, W.; Macdonald, E.; Wei, H.; Chen, X.; Jiang, L. The influence of process parameters on vertical surface roughness of the AlSi10Mg parts fabricated by selective laser melting. J. Mater. Process. Technol. 2019, 266, 26–36. [Google Scholar] [CrossRef]
- Charles, A.; Elkaseer, A.; Thijs, L.; Hagenmeyer, V.; Scholz, S. Effect of process parameters on the generated surface roughness of down-facing surfaces in selective laser melting. Appl. Sci. 2019, 9, 1256. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, Q.; Luu, D.; Nai, S.; Zhu, Z.; Chen, Z.; Wei, J. The role of powder layer thickness on the quality of SLM printed parts. Arch. Civ. Mech. Eng. 2018, 18, 948–955. [Google Scholar] [CrossRef]
- Kleszczynski, S.; Ladewig, A.; Friedberger, K.; Jacobsmühlen, J.Z.; Merhof, D.; Witt, G. Position dependency of surface roughness in parts from laser beam melting systems. In Proceedings of the 26th Internation Solid Free Form Fabrication (SFF) Symposium, Austin, TX, USA, 13–15 August 2018. [Google Scholar]
- Ladewig, A.; Schlick, G.; Fisser, M.; Schulze, V.; Glatzel, U. Influence of the shielding gas flow on the removal of process by-products in the selective laser melting process. Addit. Manuf. 2016, 10, 1–9. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Brika, S.E.; Letenneur, M.; Dion, C.A.; Brailovski, V. Influence of particle morphology and size distribution on the powder flowability and laser powder bed fusion manufacturability of Ti–6Al–4V alloy. Addit. Manuf. 2020, 31, 100929. [Google Scholar] [CrossRef]
- Riener, K.; Albrecht, N.; Ziegelmeier, S.; Ramakrishnan, R.; Haferkamp, L.; Spierings, A.B.; Leichtfried, G.J. Influence of particle size distribution and morphology on the properties of the powder feedstock as well as of AlSi10Mg parts produced by laser powder bed fusion (LPBF). Addit. Manuf. 2020, 34, 101286. [Google Scholar] [CrossRef]
- Rott, S.; Ladewig, A.; Friedberger, K.; Casper, J.; Full, M.; Schleifenbaum, J.H. Surface roughness in laser powder bed fusion—Interdependency of surface orientation and laser incidence. Addit. Manuf. 2020, 36, 101437. [Google Scholar] [CrossRef]
- Fiegl, T.; Franke, M.; Körner, C. Impact of build envelope on the properties of additive manufactured parts from AlSi10Mg. Opt. Laser Technol. 2019, 111, 51–57. [Google Scholar] [CrossRef]
- ISO 25178 (2016) Geometrical product specifications (GPS)—Surface Texture: Areal; ISO Standard: Geneva, Switzerland, 2016.
- ASTM E407-07(2015) e1, Standard Practice for Microetching Metals and Alloys; ASTM International: West Conshohocken, PA, USA, 2015. [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ni | Cr | Co | C | Mo | Al | Ti | Fe | Nb | Si and Mn | P and S | Cu | B |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| %Weight | 50–55 | 17–22 | ≤1 | ≤0.08 | 2.8–3.3 | 0.2–0.8 | 0.65–1.15 | Bal | 4.75–5.5 | ≤0.35 | ≤0.015 | ≤0.3 | ≤0.006 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sendino, S.; Gardon, M.; Lartategui, F.; Martinez, S.; Lamikiz, A. The Effect of the Laser Incidence Angle in the Surface of L-PBF Processed Parts. Coatings 2020, 10, 1024. https://doi.org/10.3390/coatings10111024
Sendino S, Gardon M, Lartategui F, Martinez S, Lamikiz A. The Effect of the Laser Incidence Angle in the Surface of L-PBF Processed Parts. Coatings. 2020; 10(11):1024. https://doi.org/10.3390/coatings10111024
Chicago/Turabian StyleSendino, Sara, Marc Gardon, Fernando Lartategui, Silvia Martinez, and Aitzol Lamikiz. 2020. "The Effect of the Laser Incidence Angle in the Surface of L-PBF Processed Parts" Coatings 10, no. 11: 1024. https://doi.org/10.3390/coatings10111024
APA StyleSendino, S., Gardon, M., Lartategui, F., Martinez, S., & Lamikiz, A. (2020). The Effect of the Laser Incidence Angle in the Surface of L-PBF Processed Parts. Coatings, 10(11), 1024. https://doi.org/10.3390/coatings10111024