
Comparison of K340 Steel Microstructure and Mechanical Properties Using Shallow and Deep Cryogenic Treatment




Abstract
:1. Introduction
2. Materials and Methods
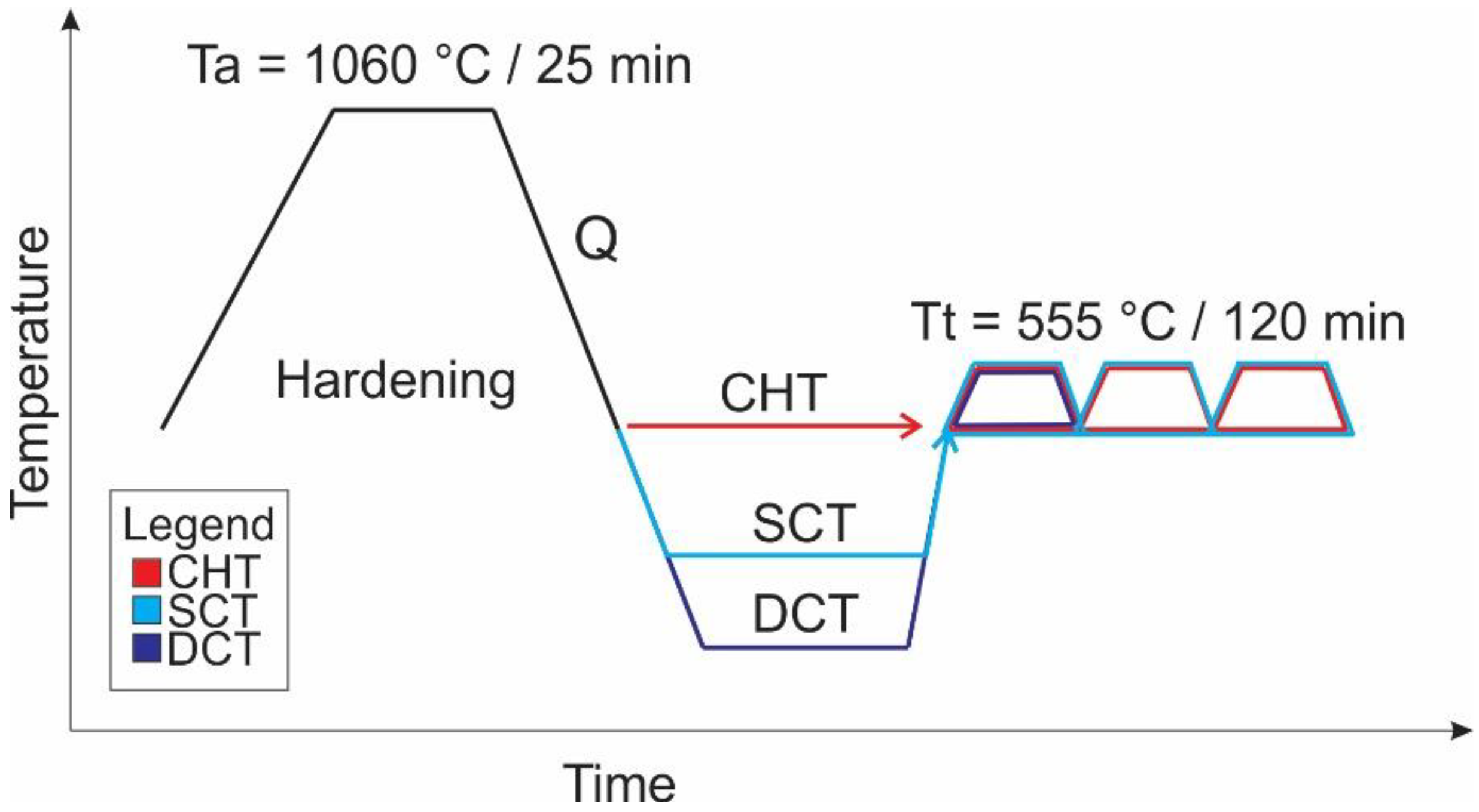
2.1. Material and Heat Treatment
2.2. Methods
2.2.1. Mechanical Testing
2.2.2. Microstructure and Phase Analysis
3. Results
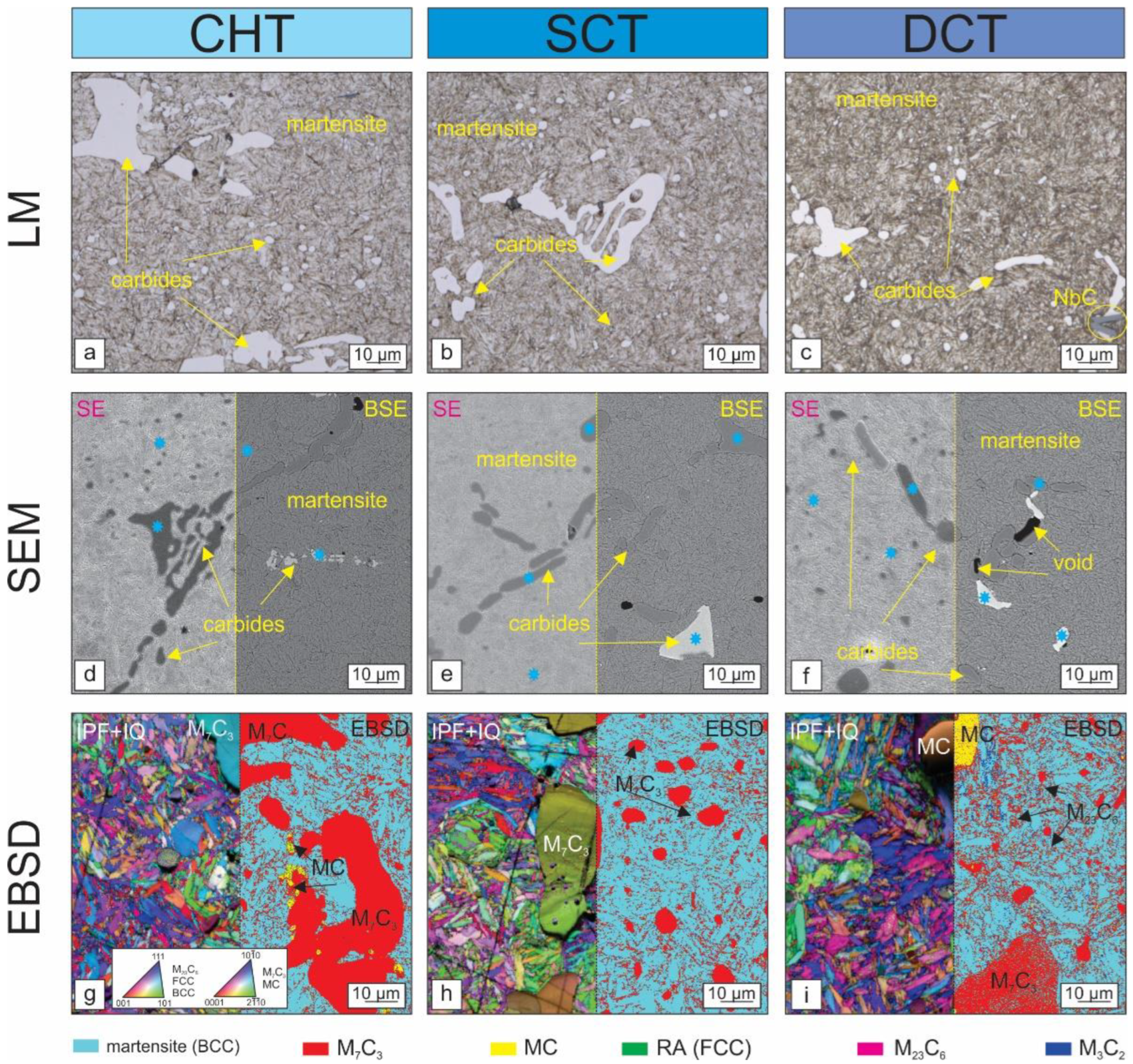
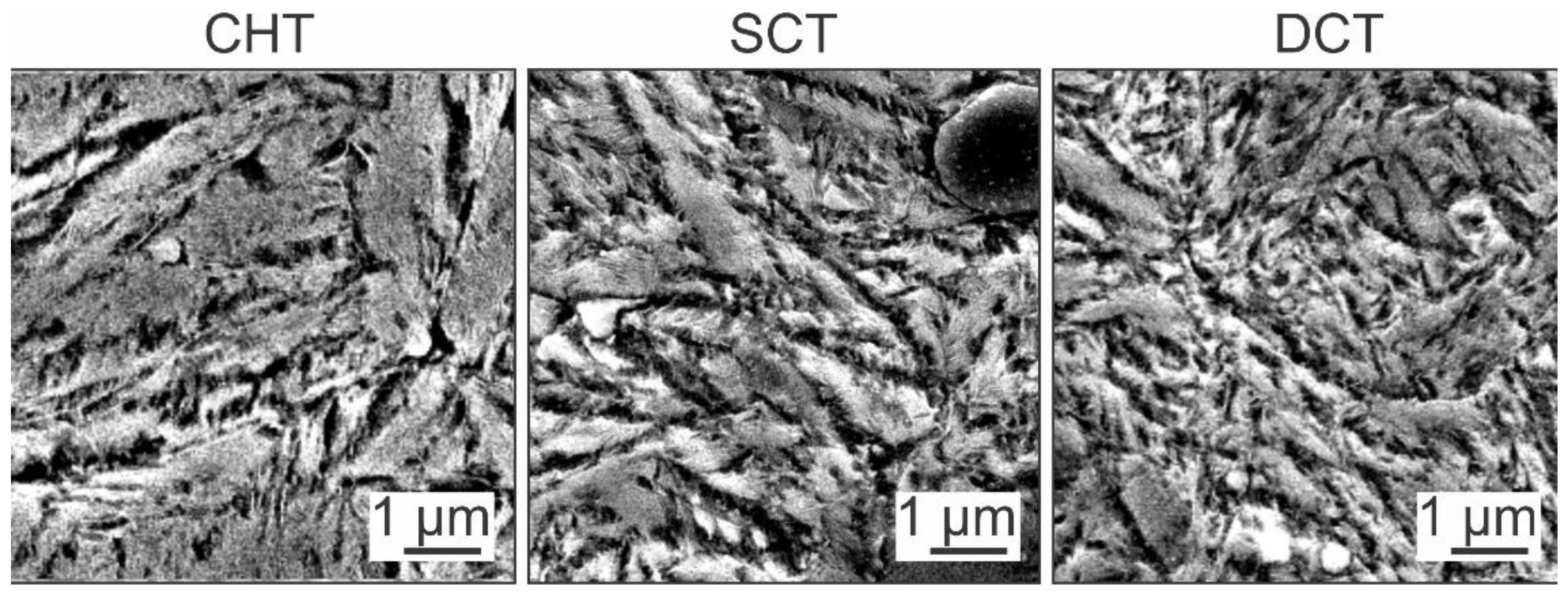
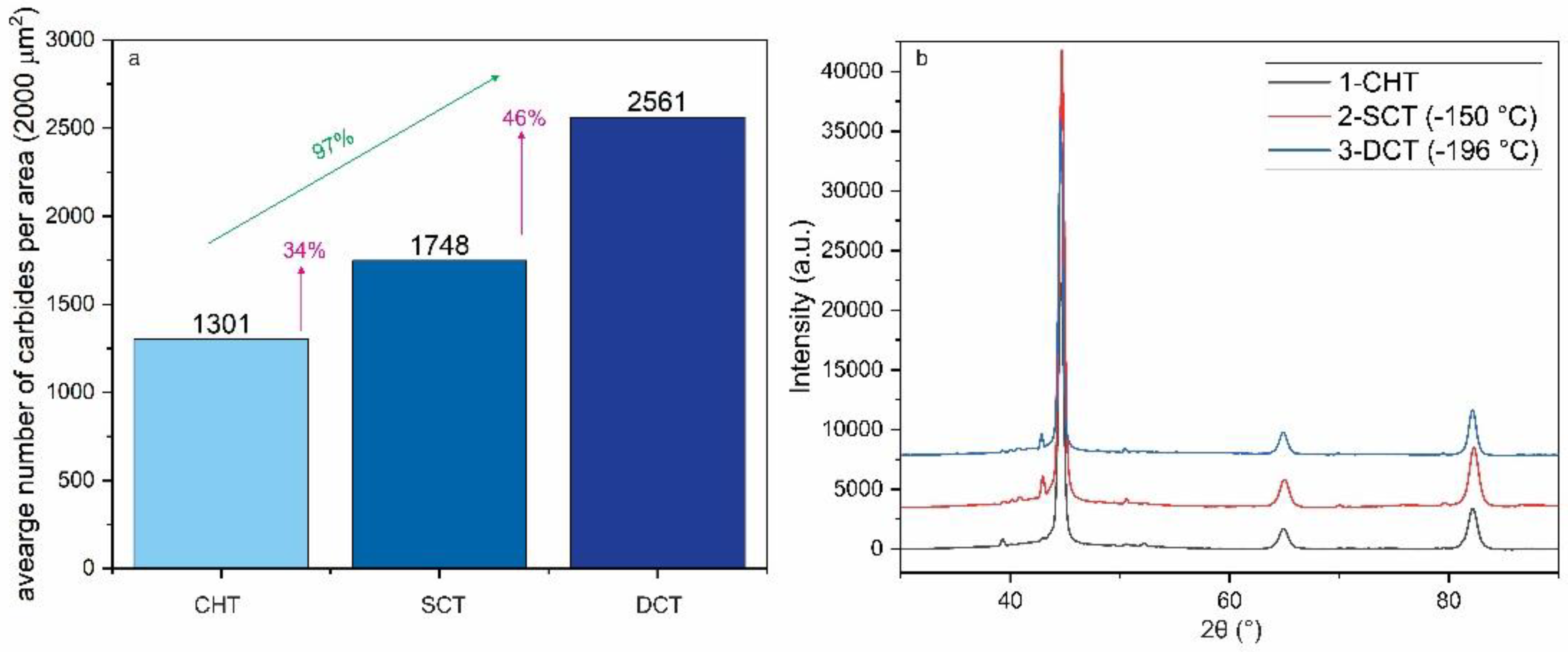
3.1. Microstructure and Phase Analysis
3.2. Mechanical Properties
3.2.1. Hardness and Microhardness
3.2.2. Impact Toughness
4. Discussion
4.1. Influence of Different Cryogenic Treatments on Microstructure
4.2. Hardness and Microhardness
4.3. Impact Toughness
4.4. Comparison of SCT vs. DCT
5. Conclusions
- SCT and DCT are effective methods in lowering RA presence within the matrix by 71% and 82%, accordingly. SCT and DCT groups have finer martensitic laths, which are oriented along [101] and [001]. The martensitic laths are finer by 21% and 33% with SCT and DCT, respectively.
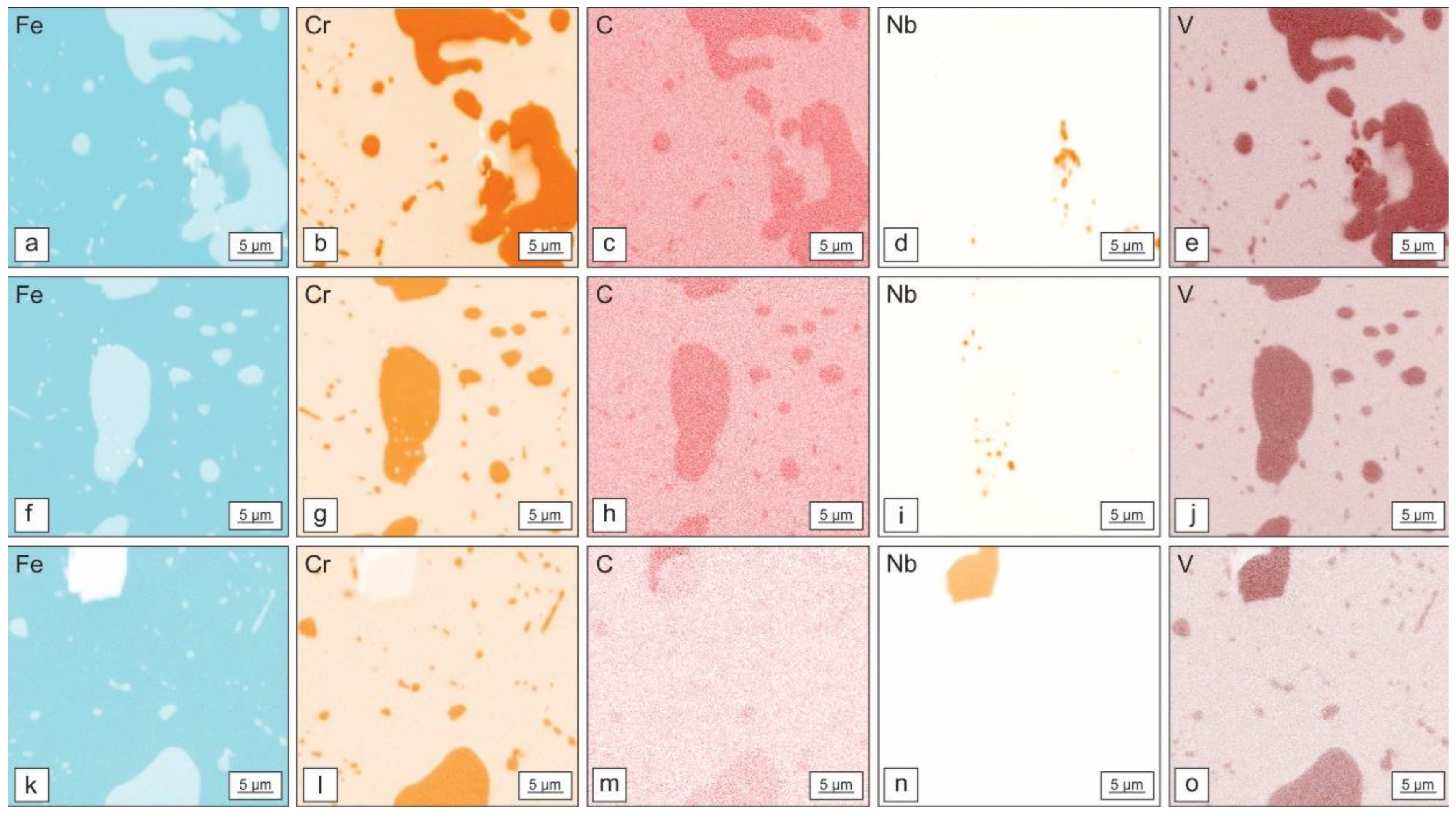
- SCT and DCT influence the carbide precipitation of M23C6 (5% by SCT and 35% by DCT) and M7C3 (50% by SCT and 70% by DCT) carbide groups and also reduce the formation of transient carbide group (M3C2), which is directly linked to the cryogenic temperatures.
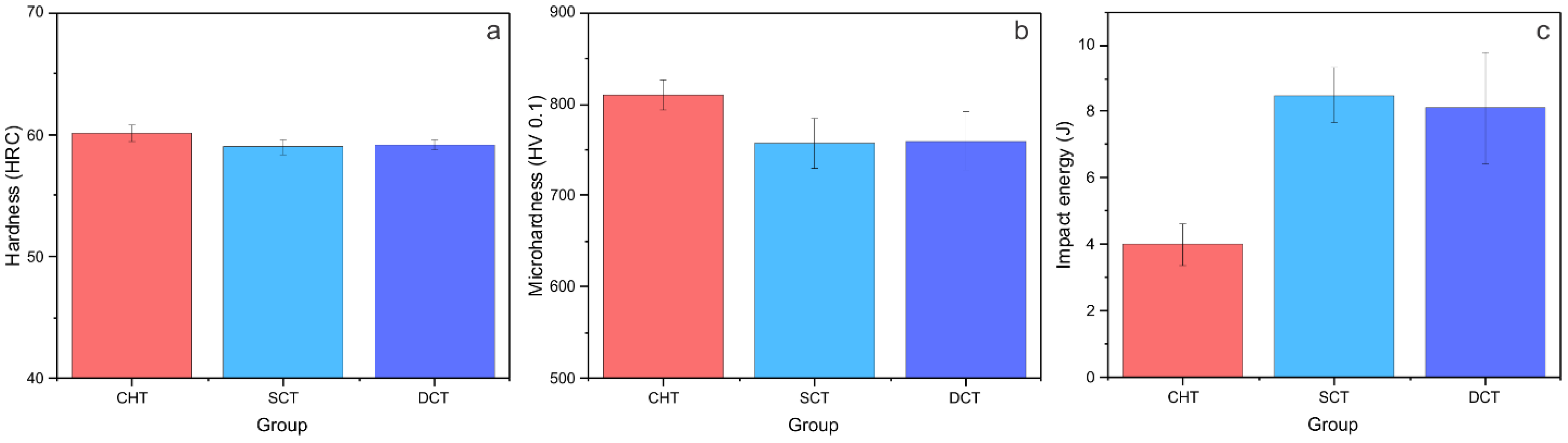
- Hardness and microhardness were not significantly influenced (increase by roughly 5% for both groups) by SCT and DCT and are thus considered to not be a consistent indicator for comparing cryogenic treatments in relation to the microstructural changes.
- Impact toughness was increased by both cryogenic treatments by more than 100% (by SCT 113% and by DCT 100%).
- For an increase in hardness of the cold work tool steel Böhler K340 Isodur, DCT is recommended, whereas, for an increase in toughness, SCT is preferable.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Totten, G.E. Steel Heat Treatment Handbook, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Tóth, L.; Réka, F. The Effects of Quenching and Tempering Treatment on the Hardness and Microstructures of a Cold Work Steel. Int. J. Eng. Manag. Sci. 2019, 4, 286–294. [Google Scholar] [CrossRef]
- Toth, L. Cryogenic Treatment against Retained Austenite. In Proceedings of the Mérnöki Szimpózium a Bánkiban, Budapest, Hungary, 18 November 2021; pp. 181–186. [Google Scholar]
- Chumanov, I.V.; Chumanov, V.I. Technology for Electroslag Remelting with Rotation of the Consumable Electrode. Metallurgist 2001, 45, 125–128. [Google Scholar] [CrossRef]
- Zamborsky, D.S. Control of Distortion in Tool Steels. In The Heat Treating Source Book; ASM International: Materials Park, OH, USA, 1998; pp. 73–79. [Google Scholar]
- Baldissera, P.; Delprete, C. Deep Cryogenic Treatment: A Bibliographic Review. Open Mech. Eng. J. 2008, 2, 1–11. [Google Scholar] [CrossRef]
- Senthilkumar, D. Cryogenic Treatment:Shallow and Deep. In Encyclopedia of Iron, Steel, and Their Alloys; Totten, G.E., Colas, R., Eds.; Taylor and Francis: New York, NY, USA, 2016; pp. 995–1007. ISBN 9781351254496. [Google Scholar]
- Pellizzari, M.; Molinari, A. Deep Cryogenic Treatment of Cold Work Tool Steel. In Proceedings of the 6th International Tooling Conference, Stockholm, Sweden, 10–13 September 2002; pp. 657–669. [Google Scholar]
- Kalsi, N.S.; Sehgal, R.; Sharma, V.S. Cryogenic Treatment of Tool Materials: A Review. Mater. Manuf. Processes 2010, 25, 1077–1100. [Google Scholar] [CrossRef]
- Sonar, T.; Lomte, S.; Gogte, C. Cryogenic Treatment of Metal–A Review. In Materials Today: Proceedings; Elsevier: Amsterdam, The Netherlands, 2018; Volume 5, pp. 25219–25228. [Google Scholar]
- Amini, K.; Nategh, S.; Shafyei, A. Influence of Different Cryotreatments on Tribological Behavior of 80CrMo12 5 Cold Work Tool Steel. Mater. Des. 2010, 31, 4666–4675. [Google Scholar] [CrossRef]
- Podgornik, B.; Uršič, D.; Paulin, I. Effectiveness of Deep Cryogenic Treatment in Improving Mechanical and Wear Properties of Cold Work Tool Steels. Int. J. Microstruct. Mater. Prop. 2017, 12, 216. [Google Scholar] [CrossRef]
- Li, J.; Cai, X.; Wang, Y.; Wu, X. Multiscale Analysis of the Microstructure and Stress Evolution in Cold Work Die Steel during Deep Cryogenic Treatment. Materials 2018, 11, 2122. [Google Scholar] [CrossRef]
- Kus, M.; Jurci, P.; Durica, J. Microstructure and Hardness of Cold Work Vanadis 6 Steel after Subzero Treatment at −140 °C. Adv. Mater. Sci. Eng. 2018, 2018, 1–7. [Google Scholar]
- Su, Y.Y.; Chiu, L.H.; Chen, F.S.; Lin, S.C.; Pan, Y.T. Residual Stresses and Dimensional Changes Related to the Lattice Parameter Changes of Heat- Treated JIS SKD 11 Tool Steels. Mater. Trans. 2014, 55, 831–837. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Podgornik, B. Review on the Effect of Deep Cryogenic Treatment of Metallic Materials in Automotive Applications. Metals 2020, 10, 434. [Google Scholar] [CrossRef]
- Jurči, P.; Ptačinová, J.; Sahul, M.; Dománková, M.; Dlouhy, I. Metallurgical Principles of Microstructure Formation in Sub-Zero Treated Cold-Work Tool Steels–a Review. Matériaux Tech. 2018, 106, 104–113. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.C.; Du, J.; Yan, Y.J.; Shen, C.L. The Recent Development of Study on H13 Hot-Work Die Steel. Solid State Phenom. 2018, 279, 55–59. [Google Scholar] [CrossRef]
- Villa, M.; Somers, M.A.J. Cryogenic Treatment of Steel: From Concept to Metallurgical Understanding. In Proceedings of the 24th International Feration for Heat Treatment and Surface Engineering Congress, Nice, France, 26–29 June 2017. [Google Scholar]
- Min, N.; Li, H.M.; Xie, C.; Wu, X.C. Experimental Investigation of Segregation of Carbon Atoms Due to Sub-Zero Cryogenic Treatment in Cold Work Tool Steel by Mechanical Spectroscopy and Atom Probe Tomography. Arch. Metall. Mater. 2015, 60, 1110–1113. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Puš, G.; Jovičević-Klug, M.; Žužek, B.; Podgornik, B. Influence of Heat Treatment Parameters on Effectiveness of Deep Cryogenic Treatment on Properties of High-Speed Steels. Mater. Sci. Eng. A 2022, 829, 142157. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Jovičević-Klug, M.; Podgornik, B. Effectiveness of Deep Cryogenic Treatment on Carbide Precipitation. J. Mater. Res. Technol. 2020, 9, 13014–13026. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Jovičević-Klug, M.; Sever, T.; Feizpour, D.; Podgornik, B. Impact of Steel Type, Composition and Heat Treatment Parameters on Effectiveness of Deep Cryogenic Treatment. J. Mater. Res. Technol. 2021, 14, 1007–1020. [Google Scholar] [CrossRef]
- Pellizzari, M. Influence of Deep Cryogenic Treatment on the Properties of Conventional and PM High Speed Steels. Metall. Ital. 2008, 100, 17–22. [Google Scholar]
- Jovičević-Klug, P.; Lipovšek, N.; Jovičević-Klug, M.; Podgornik, B. Optimized Preparation of Deep Cryogenic Treated Steel and Al-Alloy Samples for Optimal Microstructure Imaging Results. Mater. Today Commun. 2021, 27, 102211. [Google Scholar] [CrossRef]
- Toraya, H. A New Method for Quantitative Phase Analysis Using X-Ray Powder Diffraction: Direct Derivation of Weight Fractions from Observed Integrated Intensities and Chemical Compositions of Individual Phases. J. Appl. Crystallogr. 2016, 49, 1508–1516. [Google Scholar] [CrossRef]
- Oppenkowski, A.; Weber, S.; Theisen, W. Evaluation of Factors Influencing Deep Cryogenic Treatment That Affect the Properties of Tool Steels. J. Mater. Processing Technol. 2010, 210, 1949–1955. [Google Scholar] [CrossRef]
- Tyshchenko, A.I.; Theisen, W.; Oppenkowski, A.; Siebert, S.; Razumov, O.N.; Skoblik, A.P.; Sirosh, V.A.; Petrov, Y.N.; Gavriljuk, V.G. Low-Temperature Martensitic Transformation and Deep Cryogenic Treatment of a Tool Steel. Mater. Sci. Eng. A 2010, 527, 7027–7039. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Jenko, M.; Jovičević-Klug, M.; Šetina Batič, B.; Kovač, J.; Podgornik, B. Effect of Deep Cryogenic Treatment on Surface Chemistry and Microstructure of Selected High-Speed Steels. Appl. Surf. Sci. 2021, 548, 1–11. [Google Scholar] [CrossRef]
- Zhirafar, S.; Rezaeian, A.; Pugh, M. Effect of Cryogenic Treatment on the Mechanical Properties of 4340 Steel. J. Mater. Processing Technol. 2007, 186, 298–303. [Google Scholar] [CrossRef]
- Jurči, P.; Bartkowska, A.; Hudáková, M.; Dománková, M.; Čaplovičová, M.; Bartkowski, D. Effect of Sub-Zero Treatments and Tempering on Corrosion Behaviour of Vanadis 6 Tool Steel. Materials 2021, 14, 3759. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Wang, Y.; Jin, X. Effect of Cryogenic Treatment on Microstructure and Wear Resistance of Carburized 20CrNi2MoV Steel. Metals 2018, 8, 808. [Google Scholar] [CrossRef]
- Yan, Y.; Luo, Z.; Liu, K.; Zhang, C.; Wang, M.; Wang, X. Effect of Cryogenic Treatment on the Microstructure and Wear Resistance of 17Cr2Ni2MoVNb Carburizing Gear Steel. Coatings 2022, 12, 281. [Google Scholar] [CrossRef]
- Li, H.; Tong, W.; Cui, J.; Zhang, H.; Chen, L.; Zuo, L. The Influence of Deep Cryogenic Treatment on the Properties of High-Vanadium Alloy Steel. Mater. Sci. Eng. A 2016, 662, 356–362. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase (vol.%) | Heat Treatment | ||
|---|---|---|---|
| CHT | SCT (−150 °C) | DCT (−196 °C) | |
| Martensite | 53.0 | 55.0 | 50.5 |
| RA | 6.2 | 1.8 | 0.9 |
| MC (V, Nb) | 5.2 | 4.8 | 4.9 |
| M7C3 (Cr, Fe) | 16.7 | 24.6 | 28.3 |
| M23C6 (Cr, Fe) | 5.8 | 6.1 | 8.1 |
| M3C2 (Cr, Fe) | 13.1 | 7.7 | 7.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jovičević-Klug, P.; Tóth, L.; Podgornik, B. Comparison of K340 Steel Microstructure and Mechanical Properties Using Shallow and Deep Cryogenic Treatment. Coatings 2022, 12, 1296. https://doi.org/10.3390/coatings12091296
Jovičević-Klug P, Tóth L, Podgornik B. Comparison of K340 Steel Microstructure and Mechanical Properties Using Shallow and Deep Cryogenic Treatment. Coatings. 2022; 12(9):1296. https://doi.org/10.3390/coatings12091296
Chicago/Turabian StyleJovičević-Klug, Patricia, László Tóth, and Bojan Podgornik. 2022. "Comparison of K340 Steel Microstructure and Mechanical Properties Using Shallow and Deep Cryogenic Treatment" Coatings 12, no. 9: 1296. https://doi.org/10.3390/coatings12091296
APA StyleJovičević-Klug, P., Tóth, L., & Podgornik, B. (2022). Comparison of K340 Steel Microstructure and Mechanical Properties Using Shallow and Deep Cryogenic Treatment. Coatings, 12(9), 1296. https://doi.org/10.3390/coatings12091296