

Surface Texturing and Wettability Modification by Nanosecond Pulse Laser Ablation of Stainless Steels



Abstract
:1. Introduction
2. Experiments and Methodology
2.1. Materials
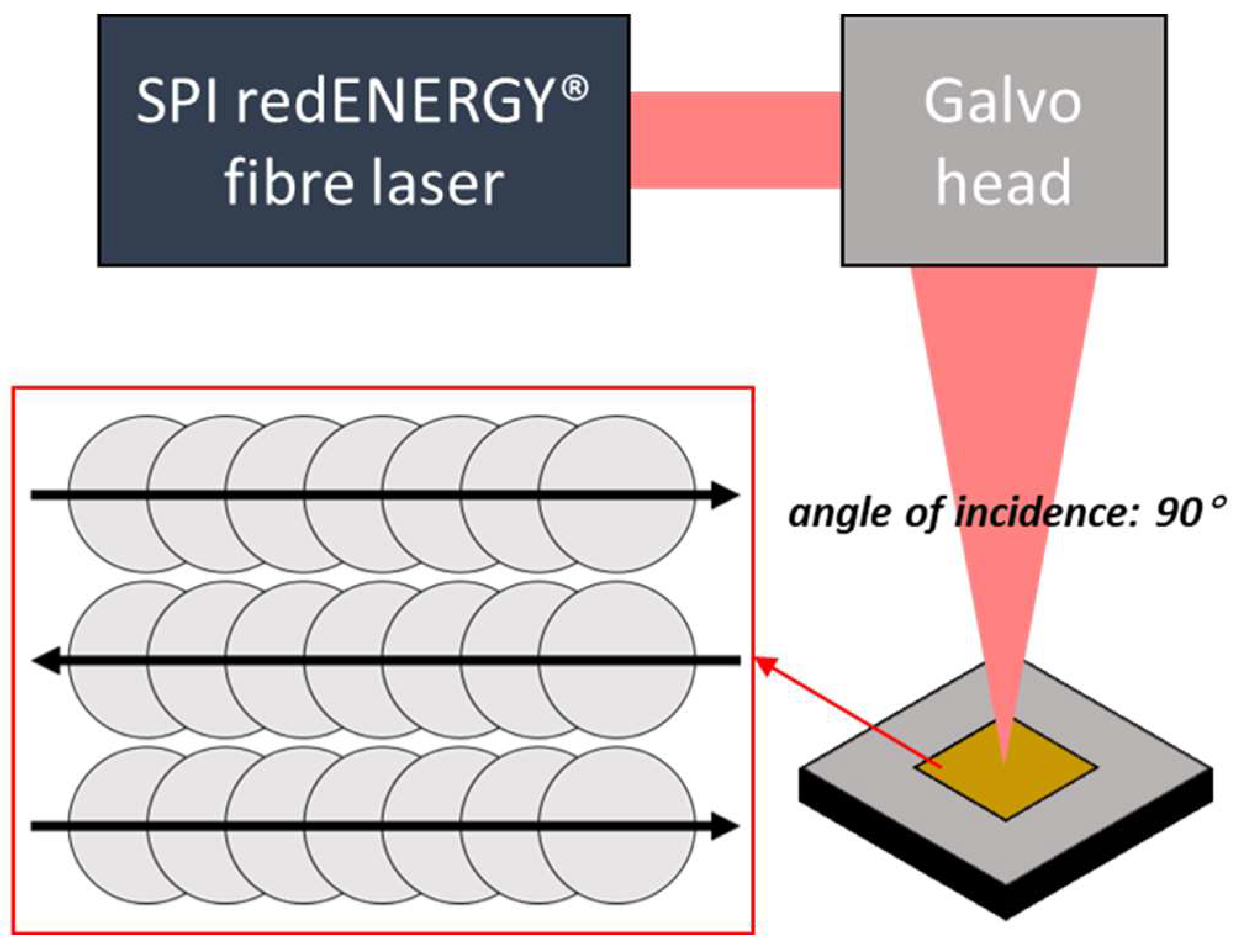
2.2. Laser Processing
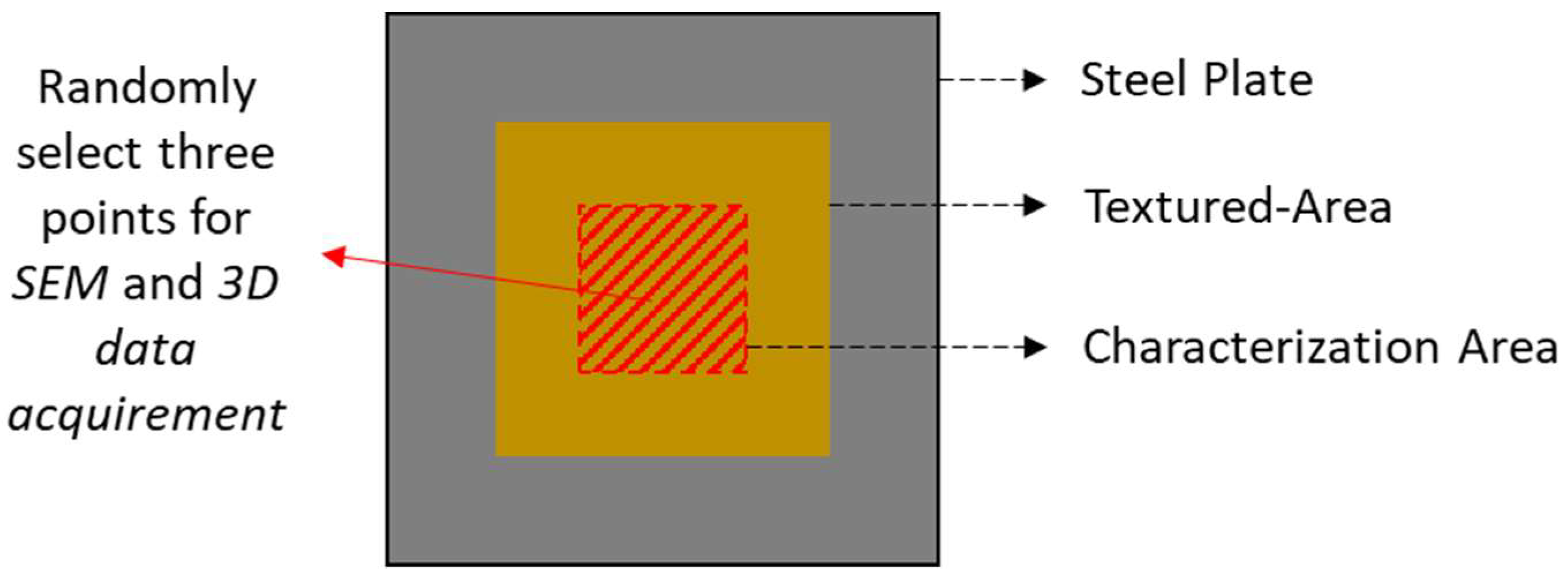
2.3. Surface Characterisation
2.4. Water Contact Angle Test
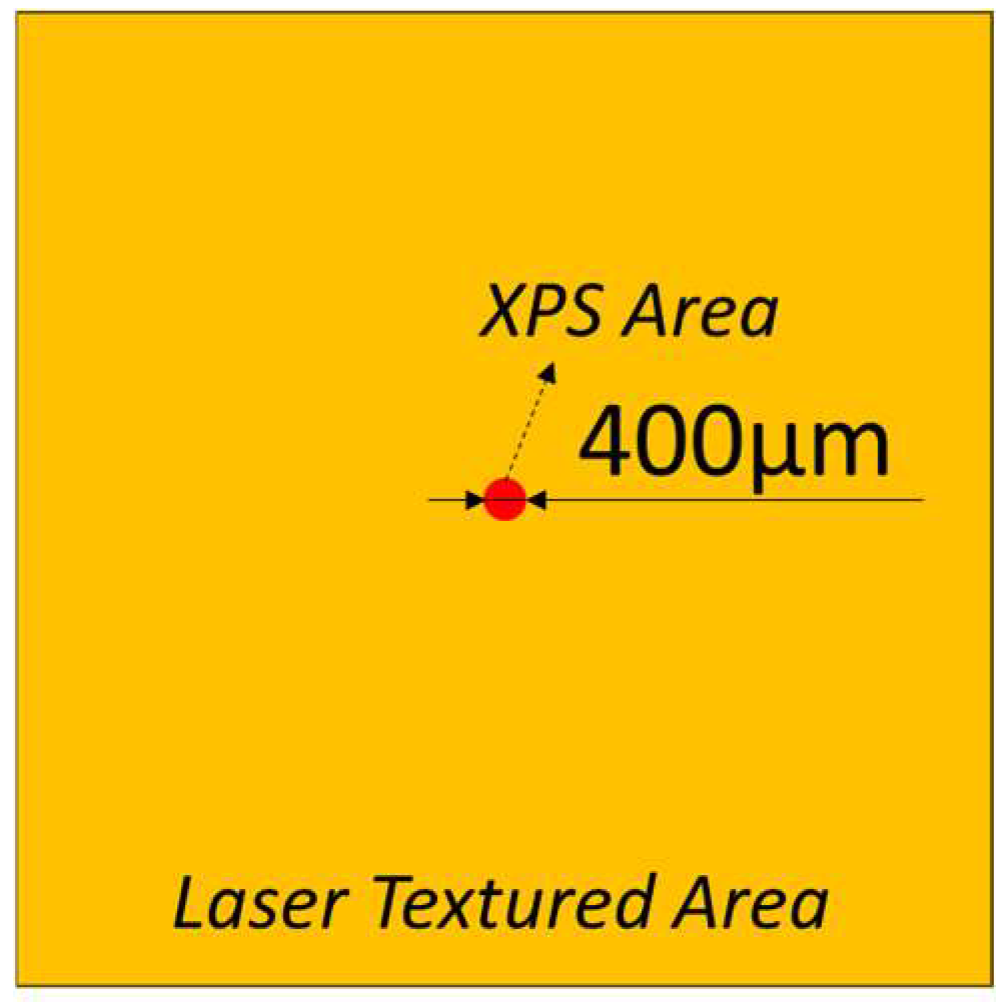
2.5. X-ray Photoelectron Spectroscopy Characterisation
3. Results and Discussion
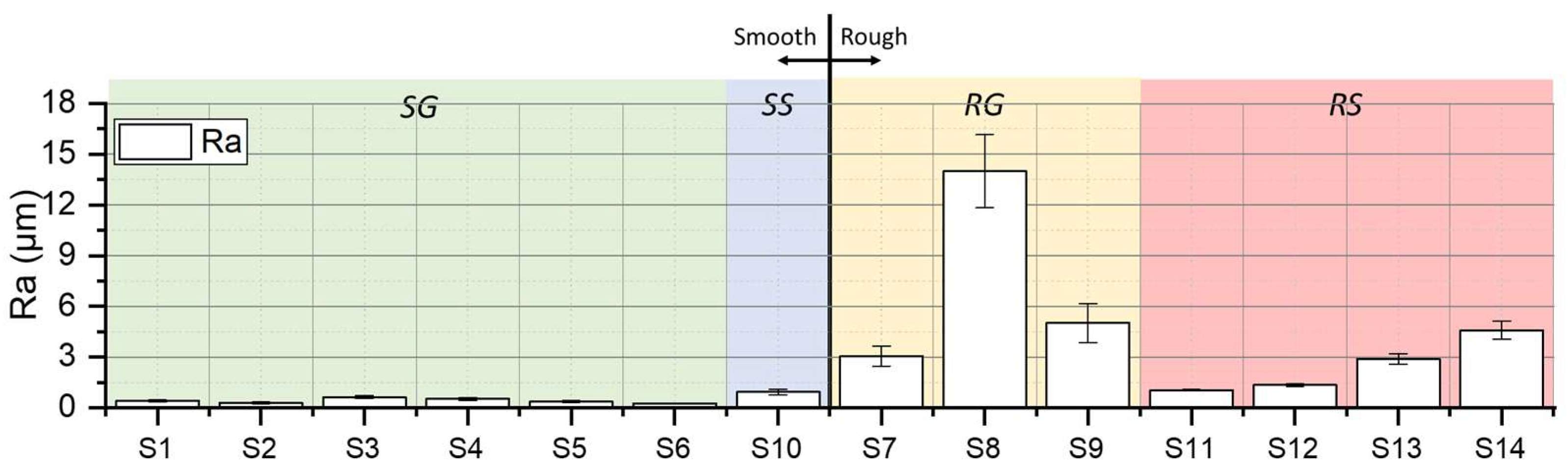
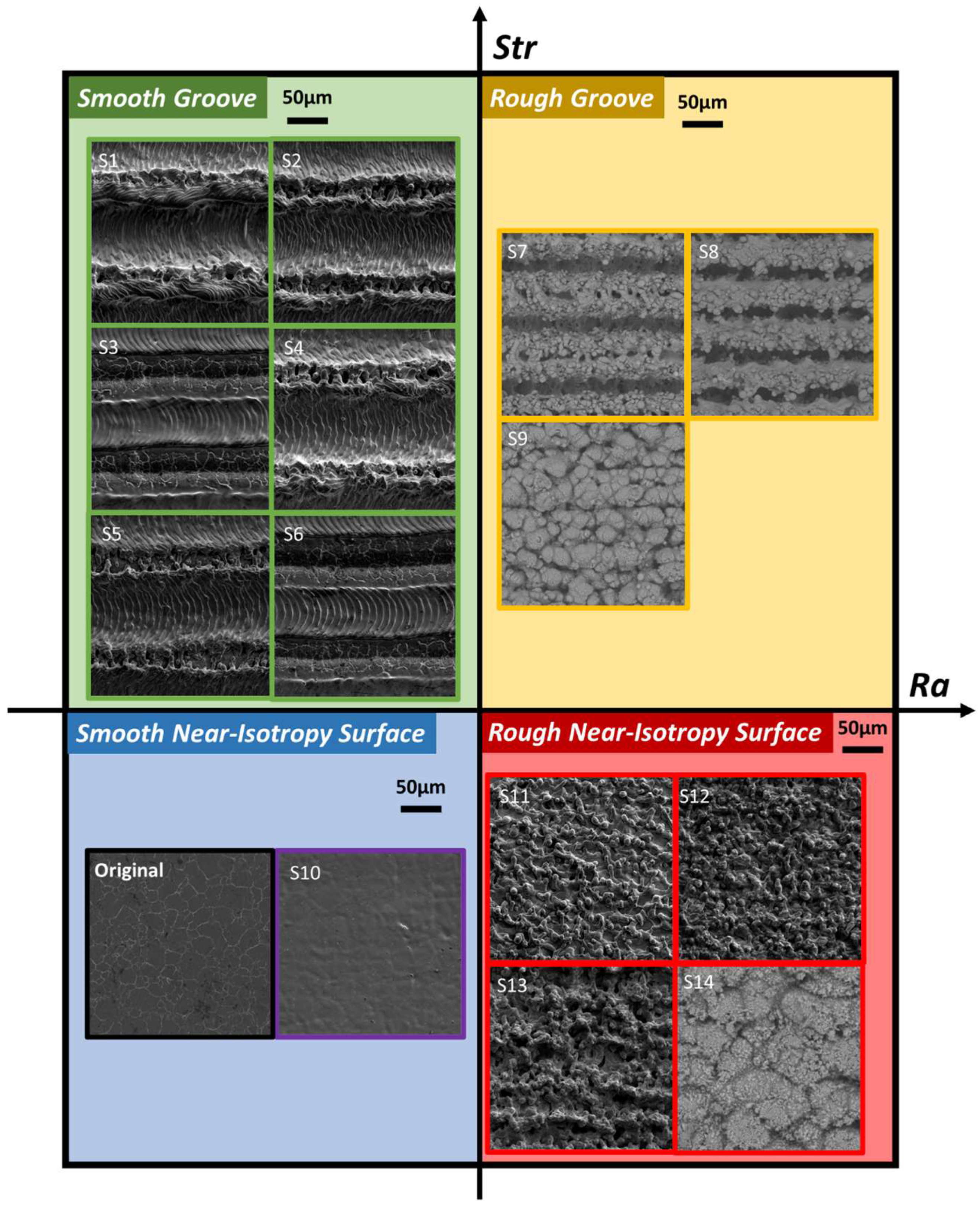
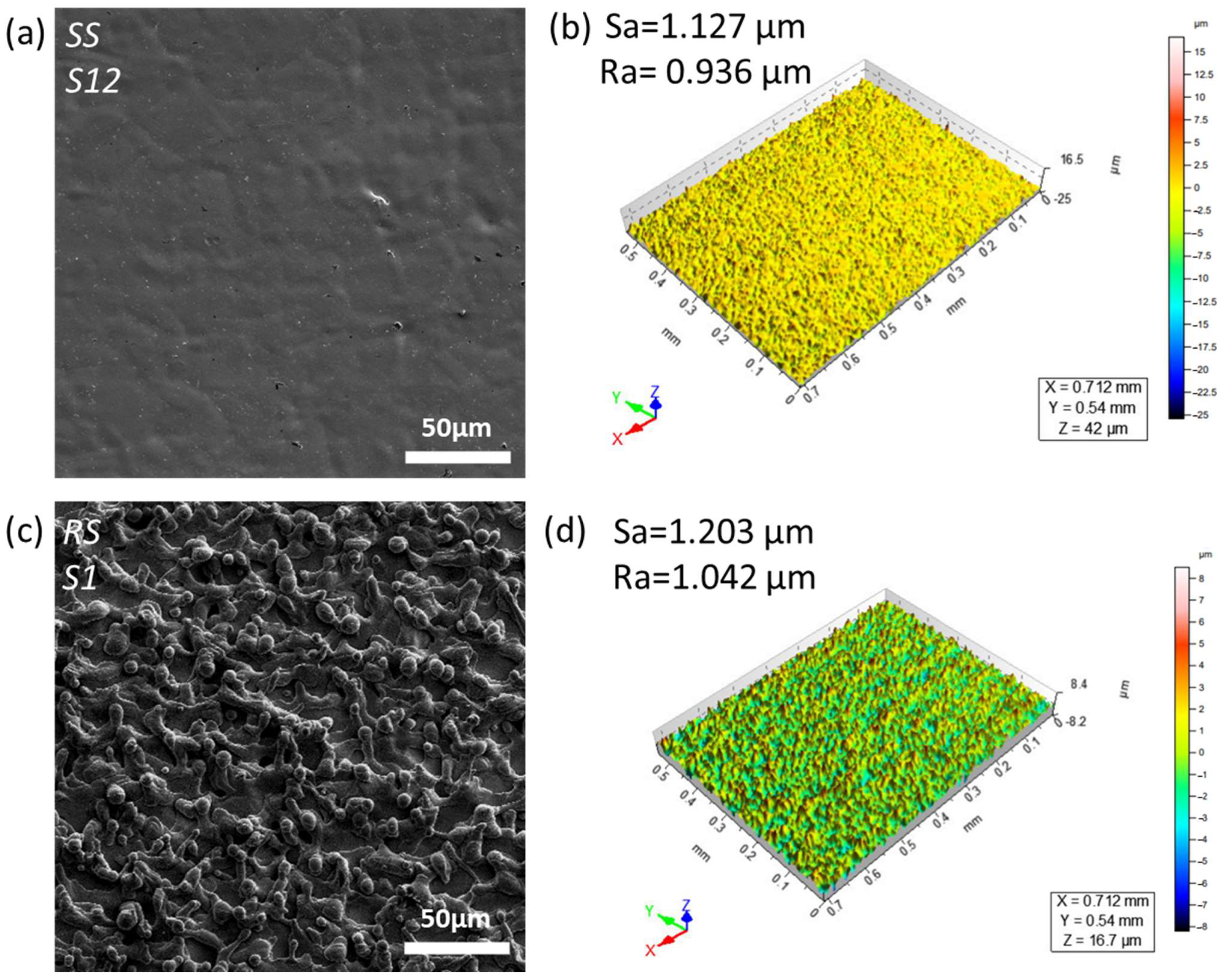
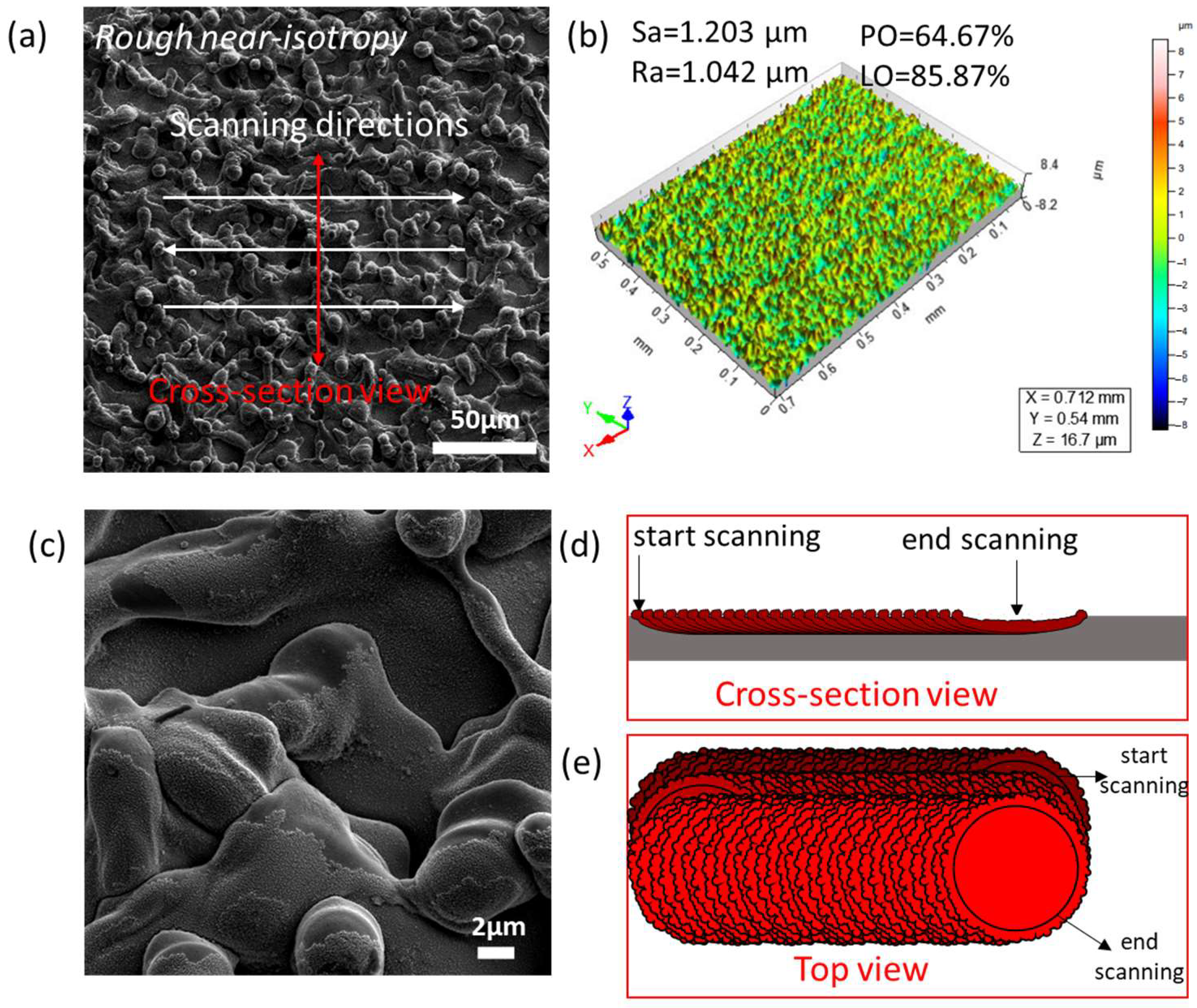
3.1. Morphology and Surface Roughness Characterisation of Textures
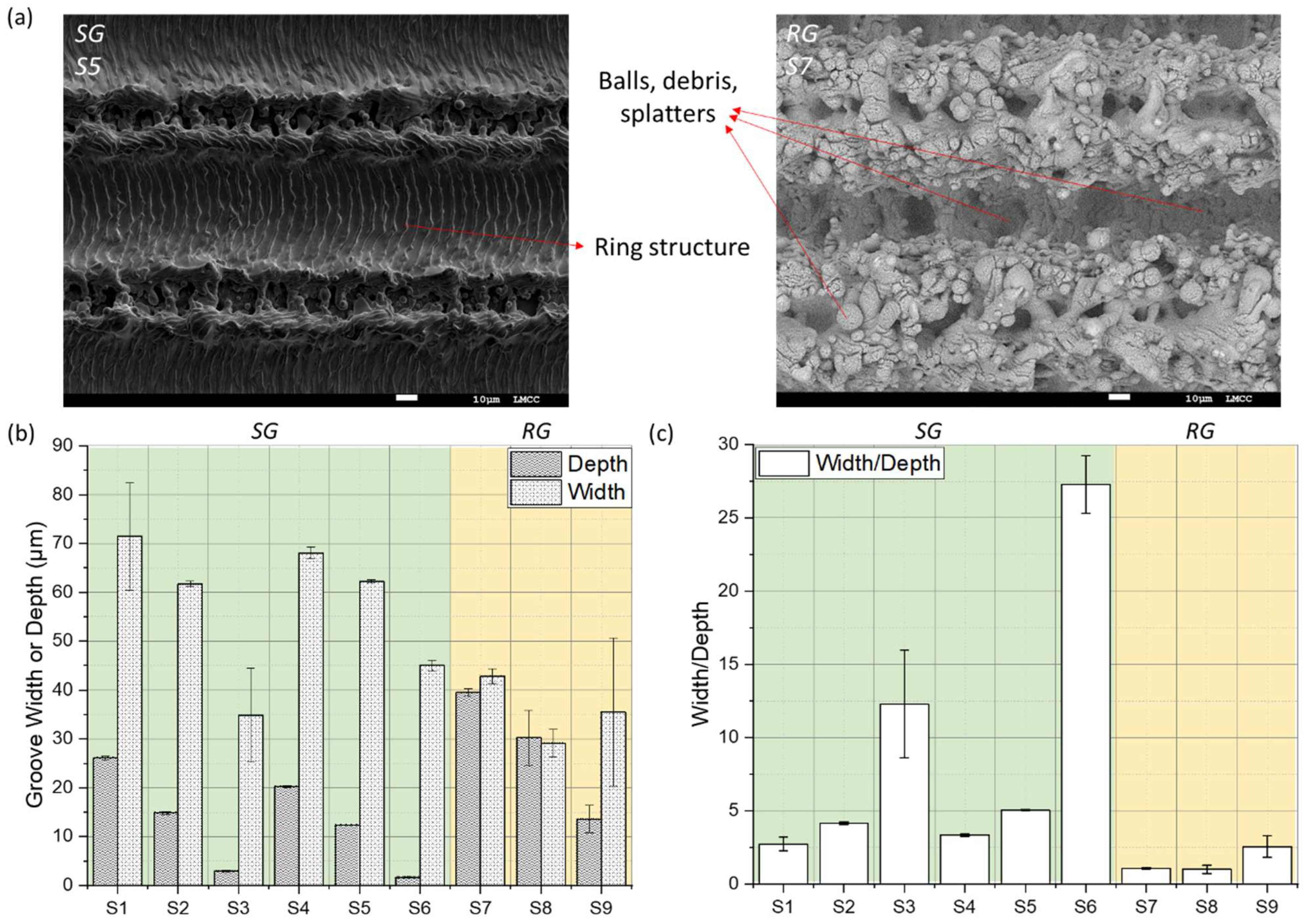
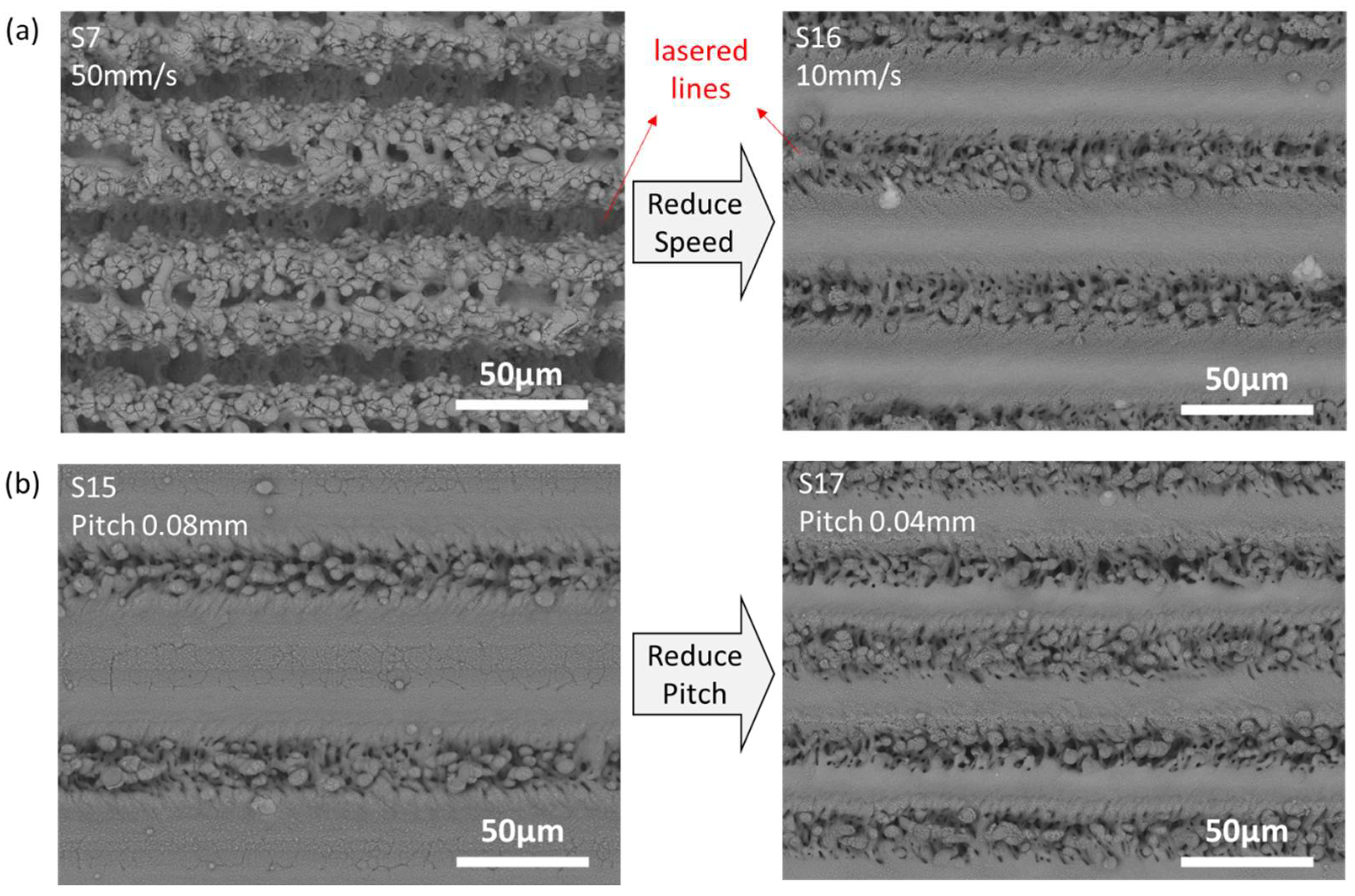
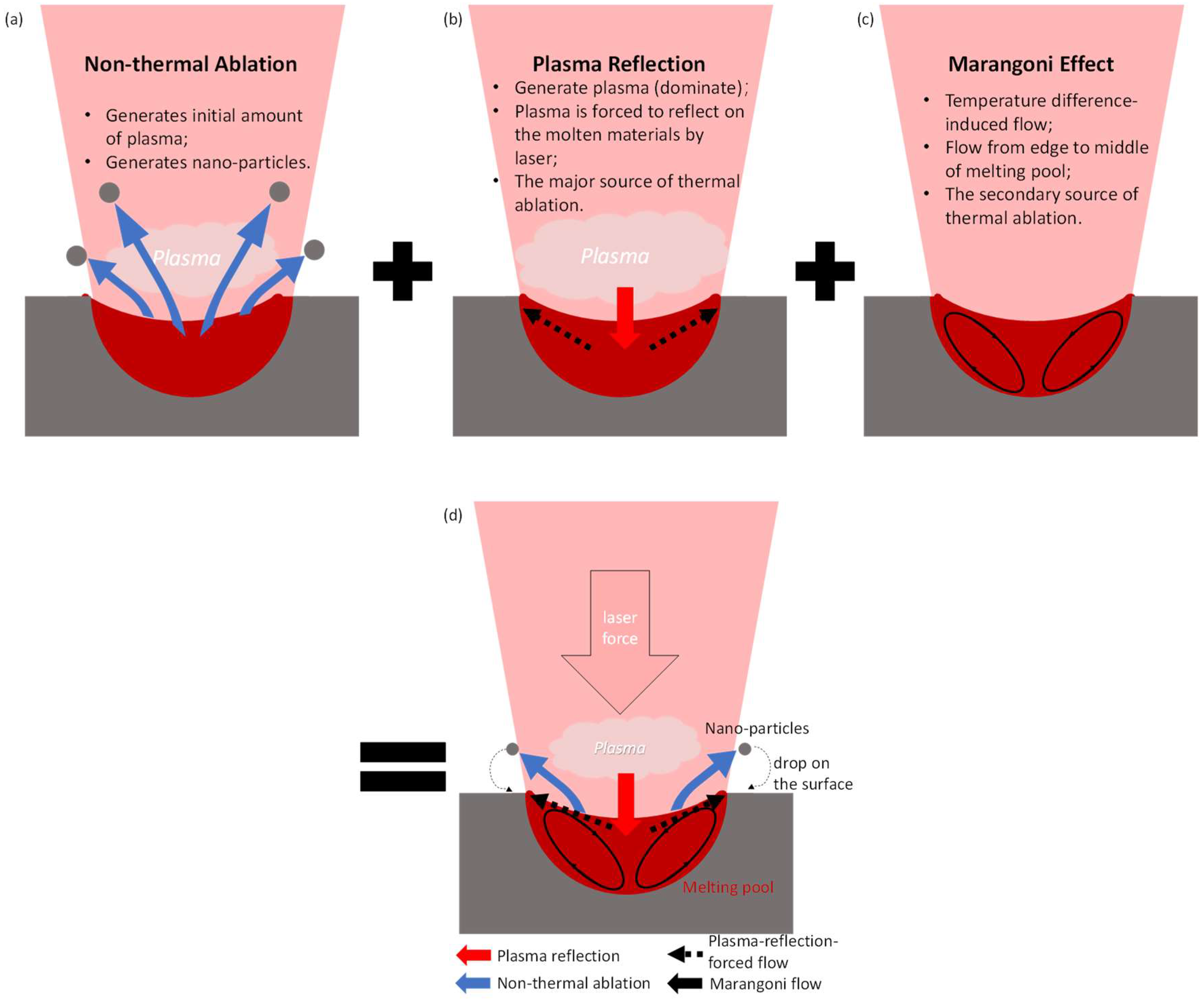
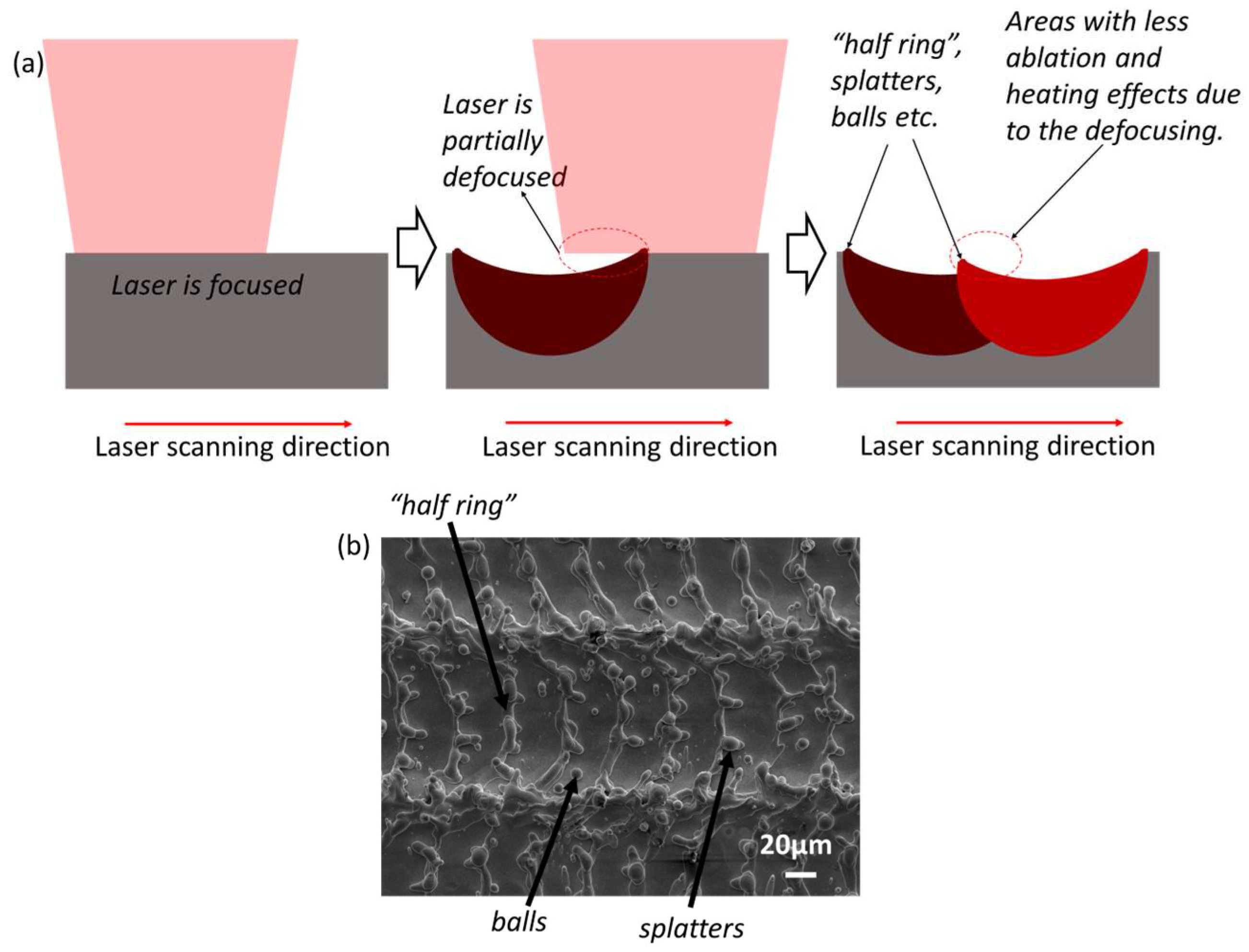
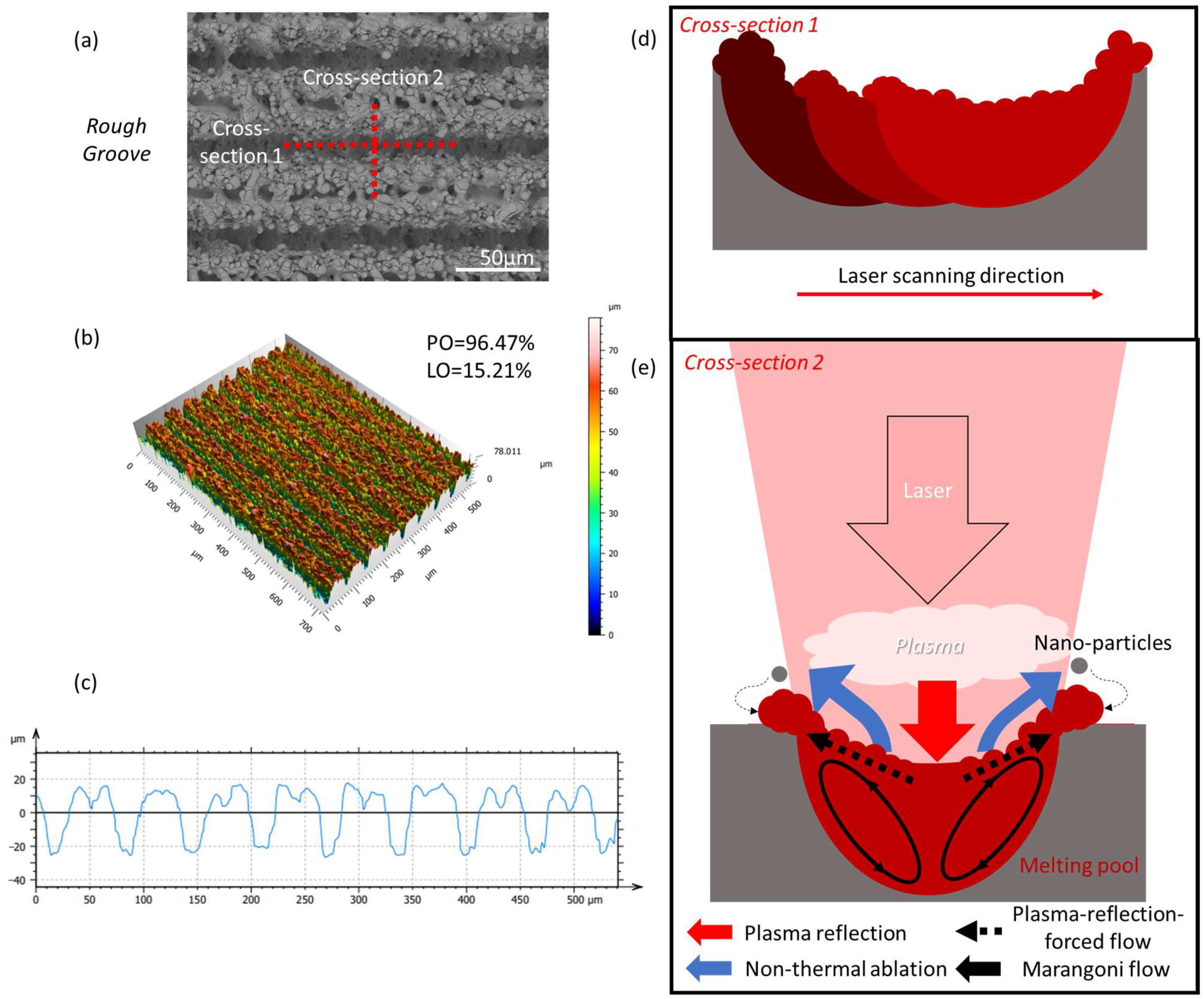
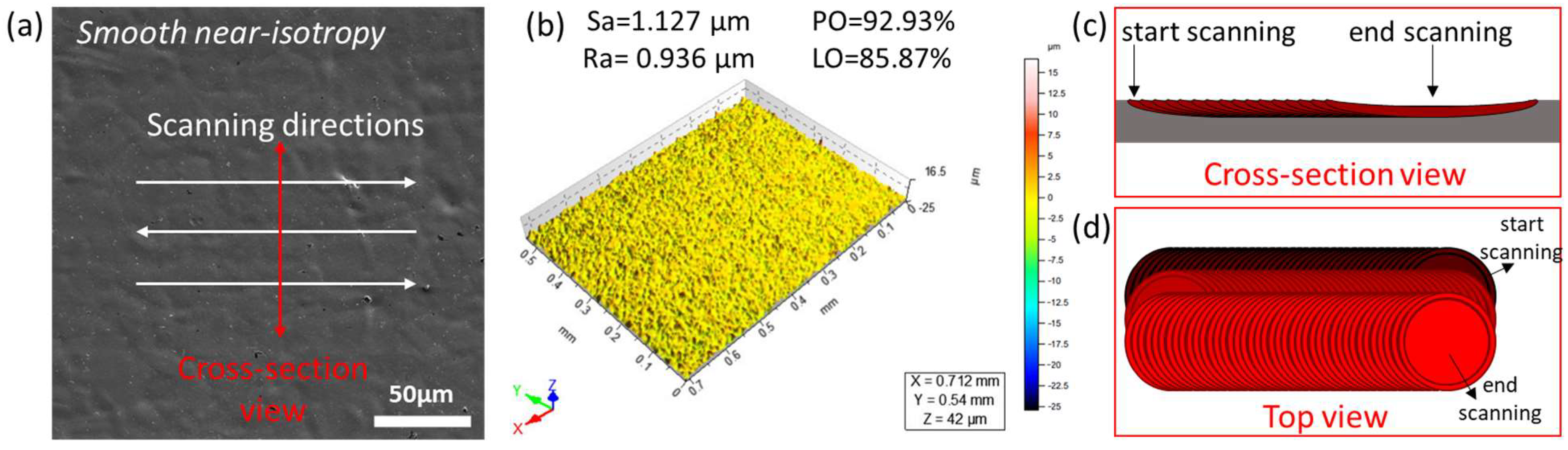
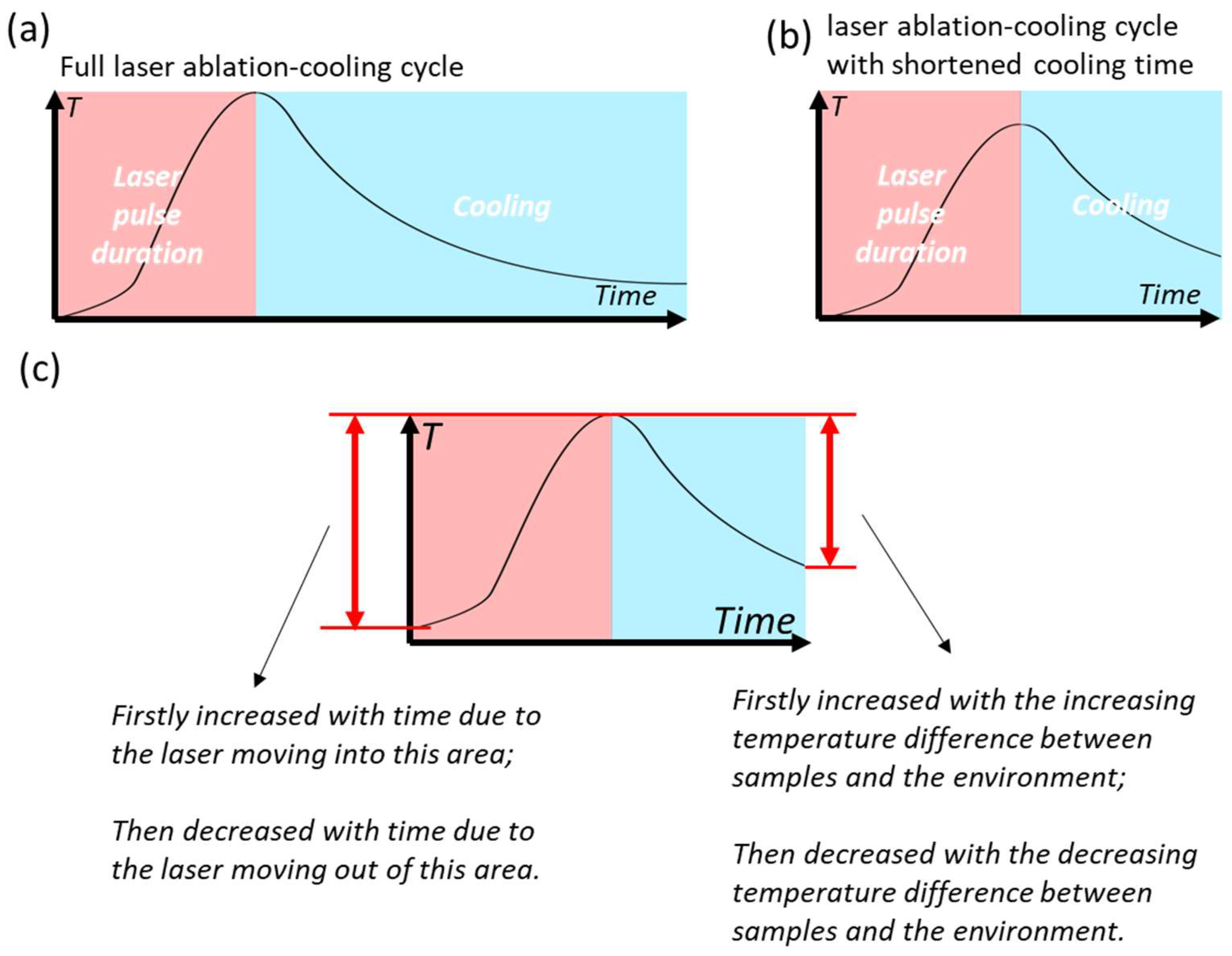
3.2. Formation Mechanism of Grooved and Near-Isotropic Textures
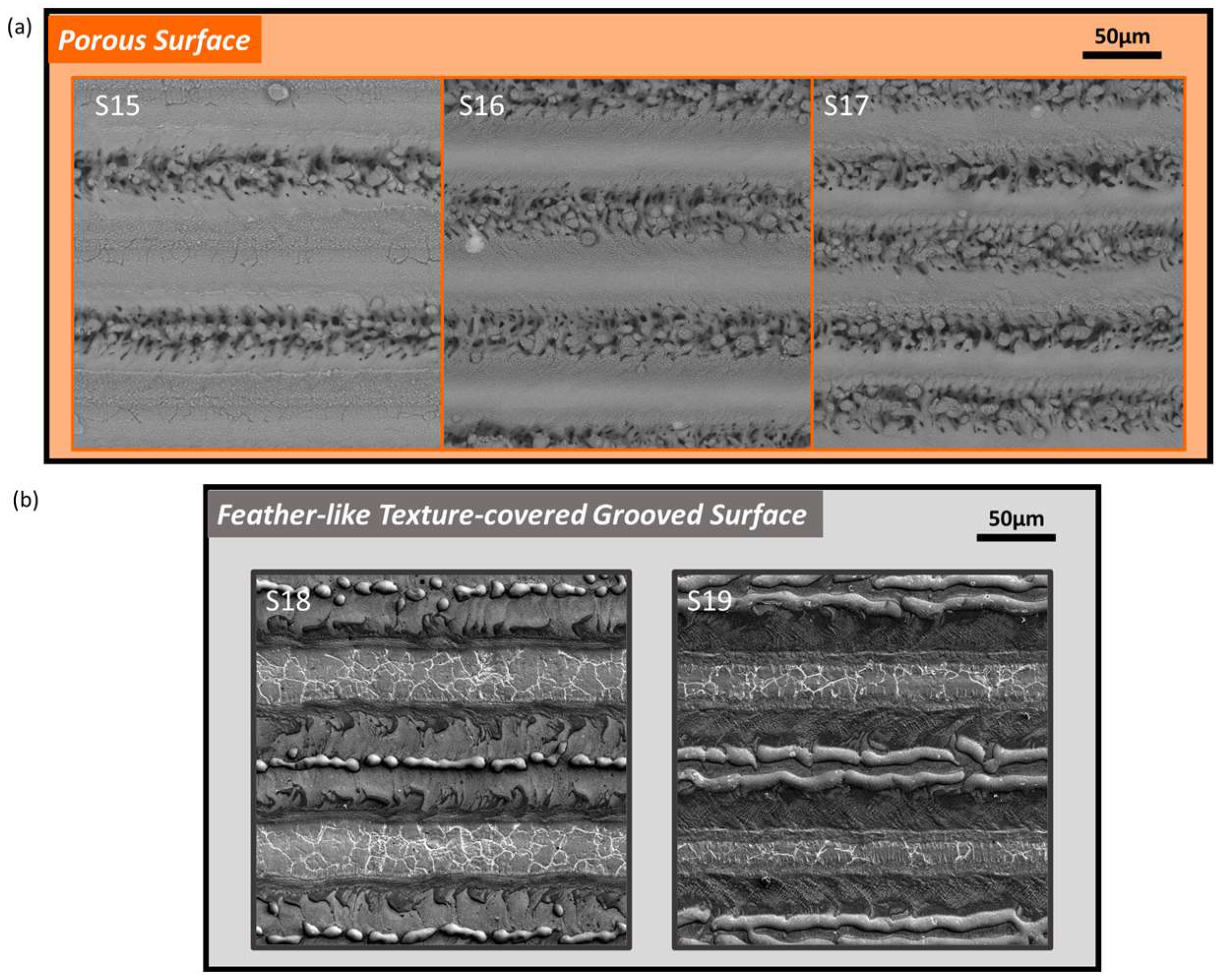
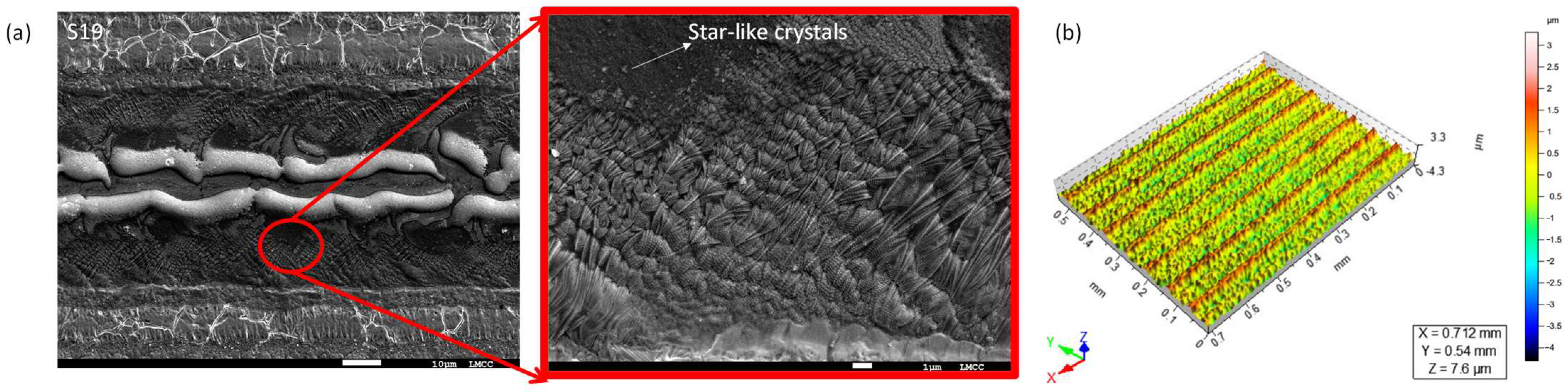
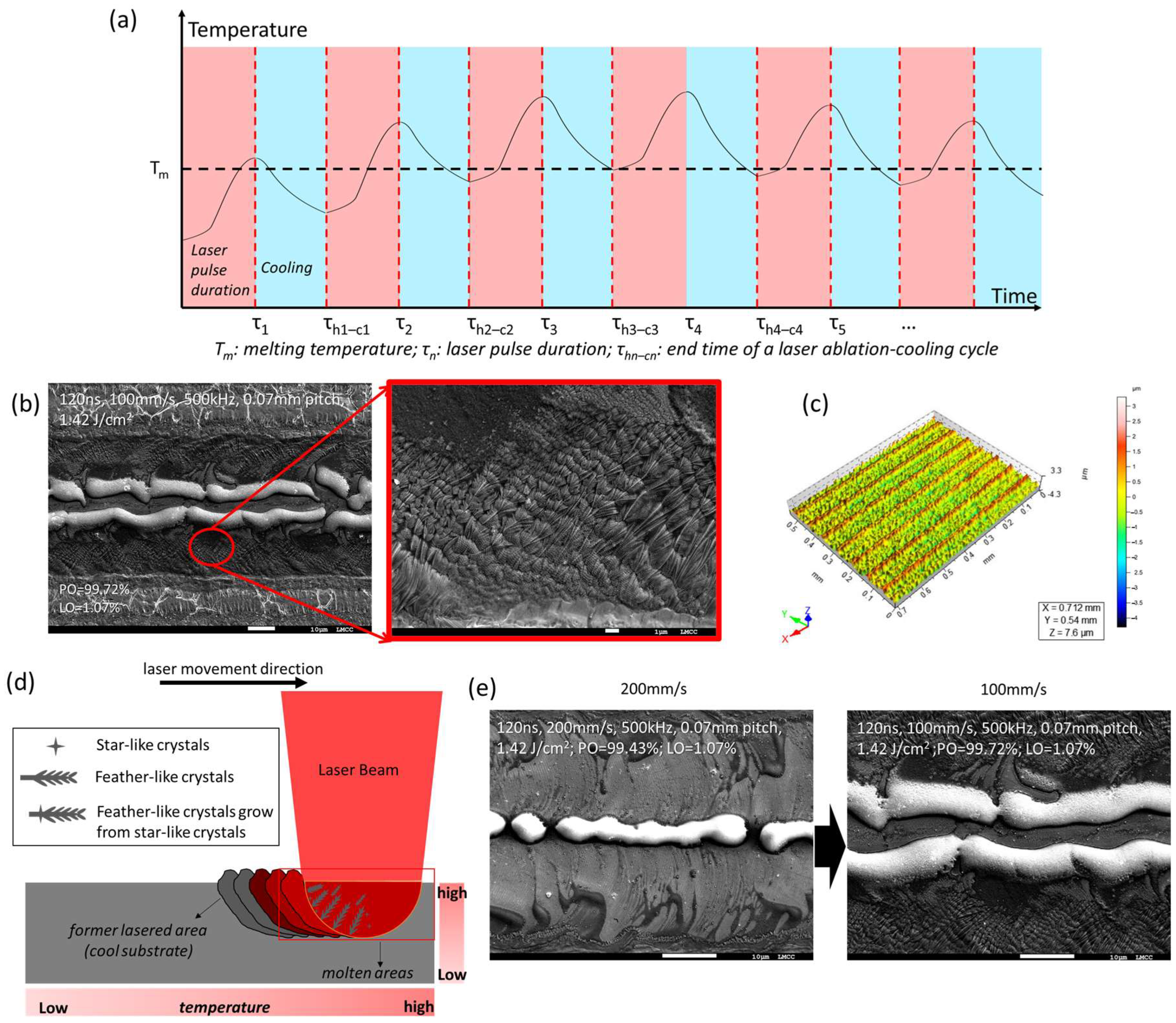
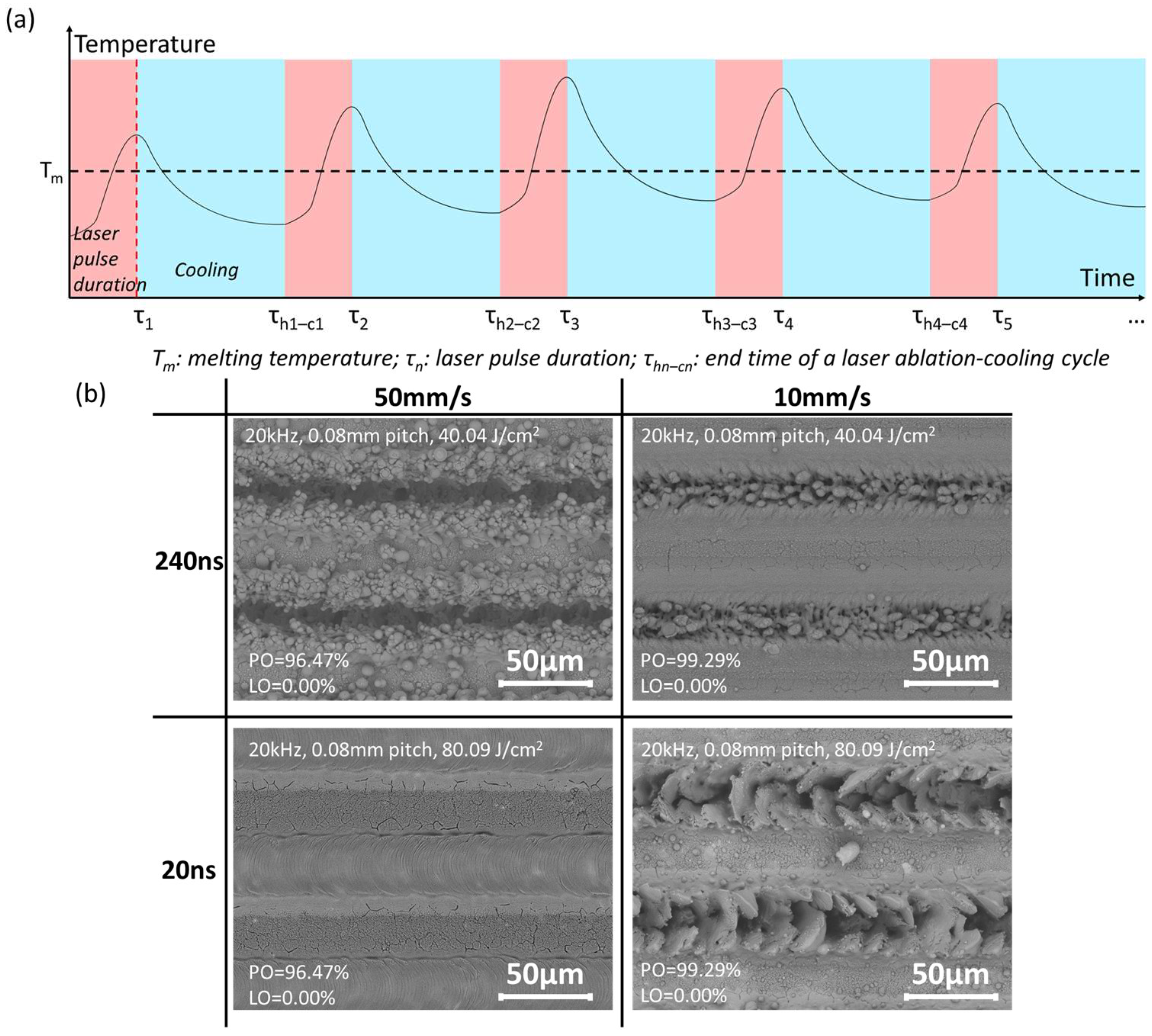
3.3. Porous and Feather-like Dendrites Crystal Textures
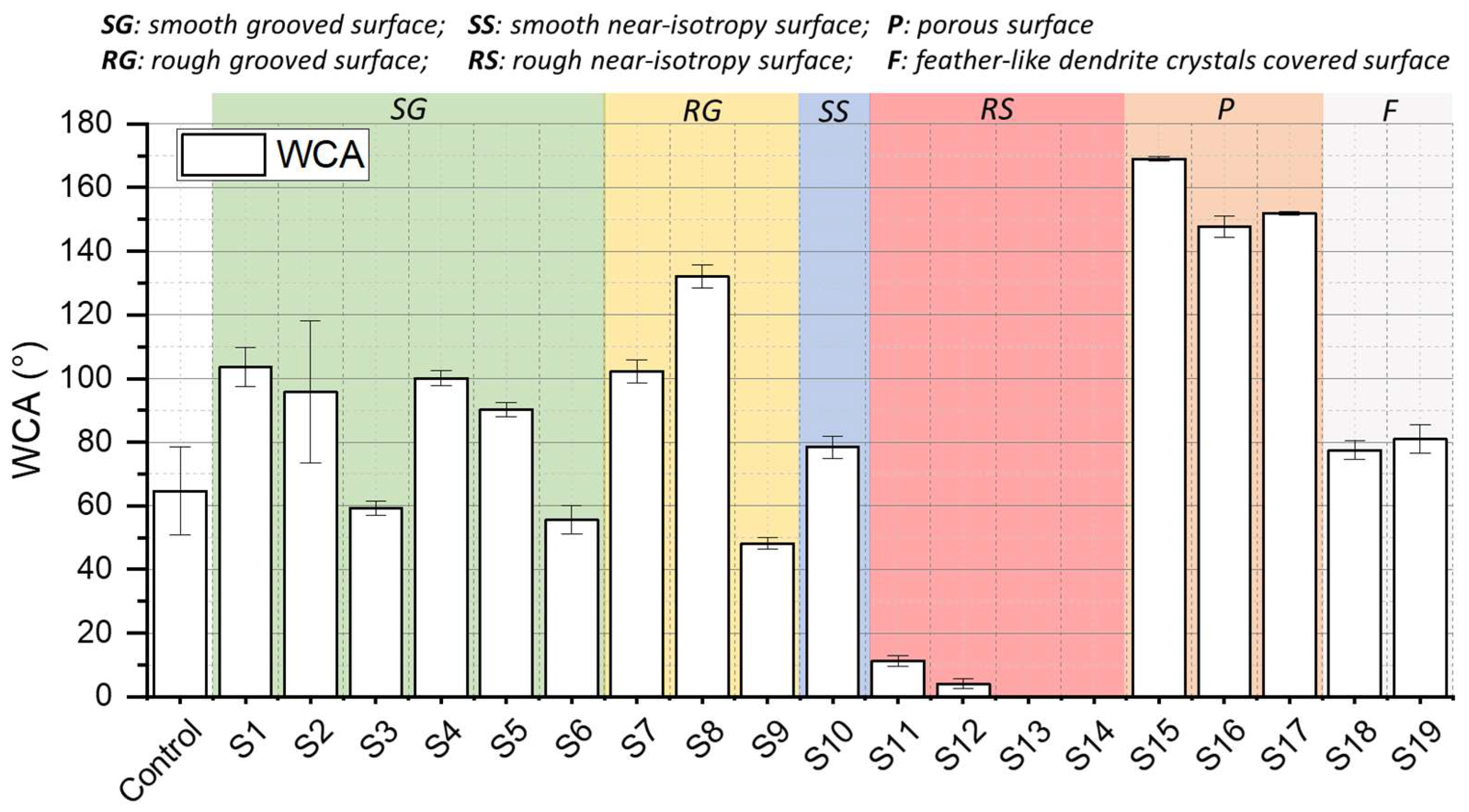
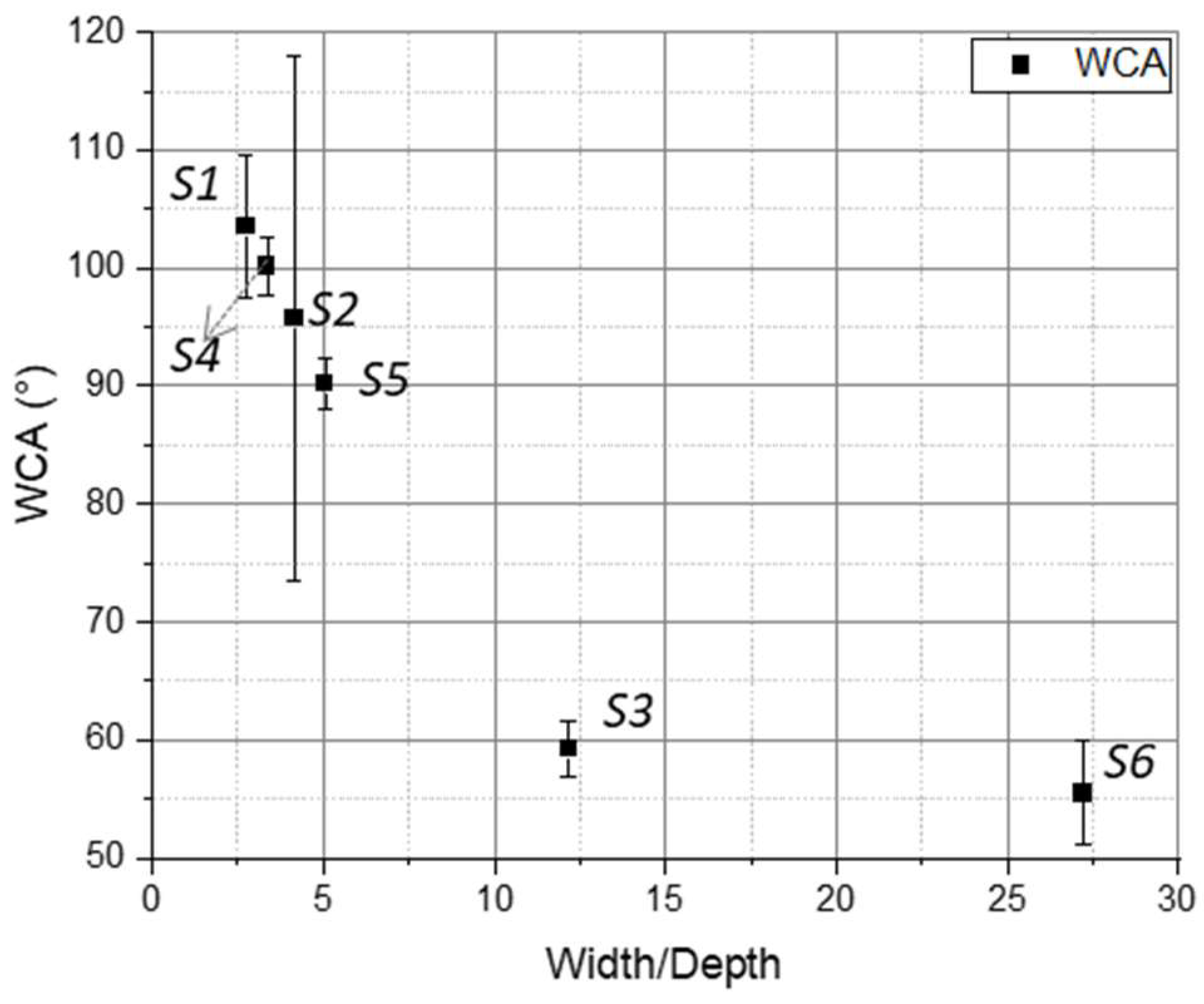
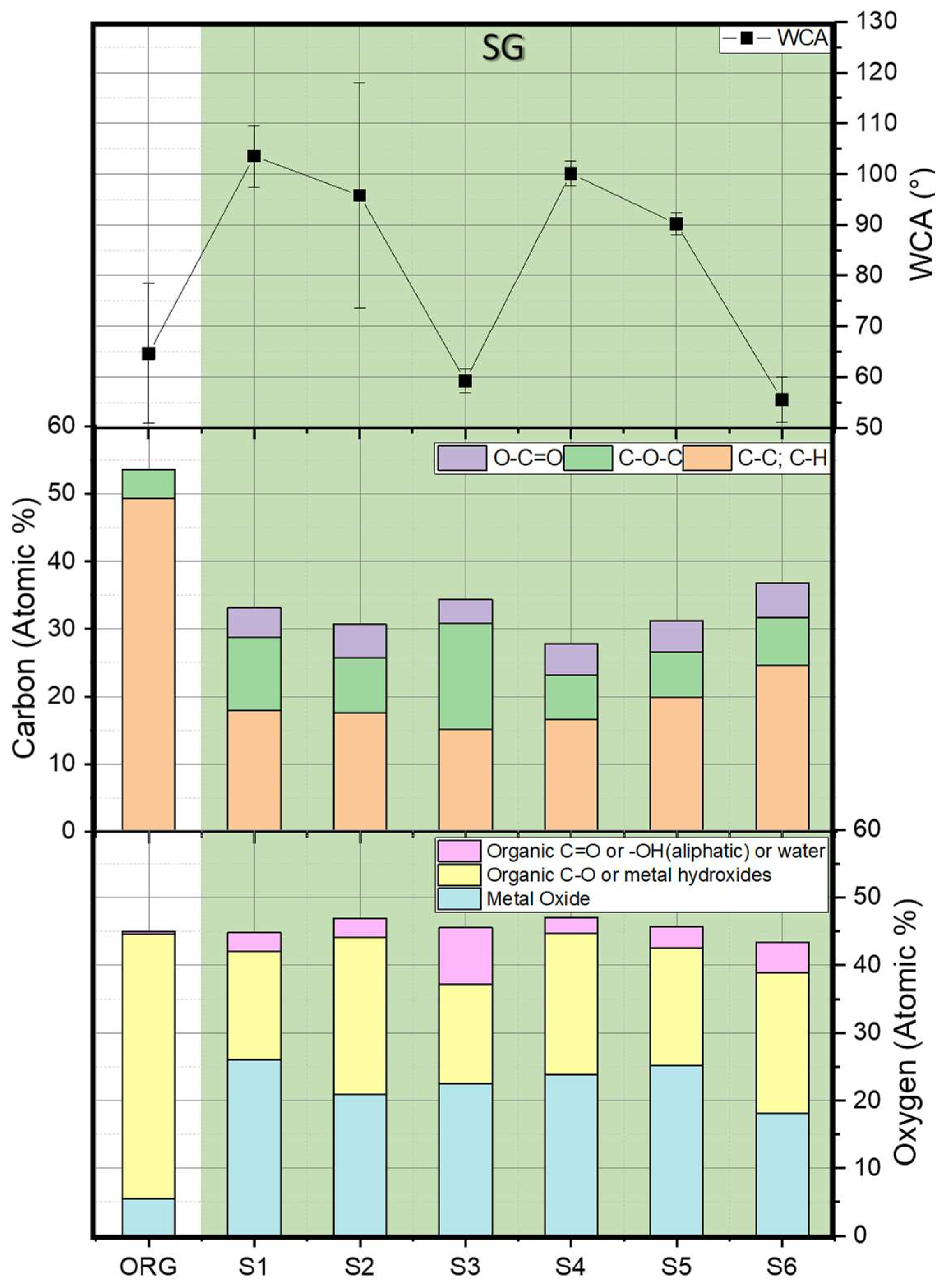
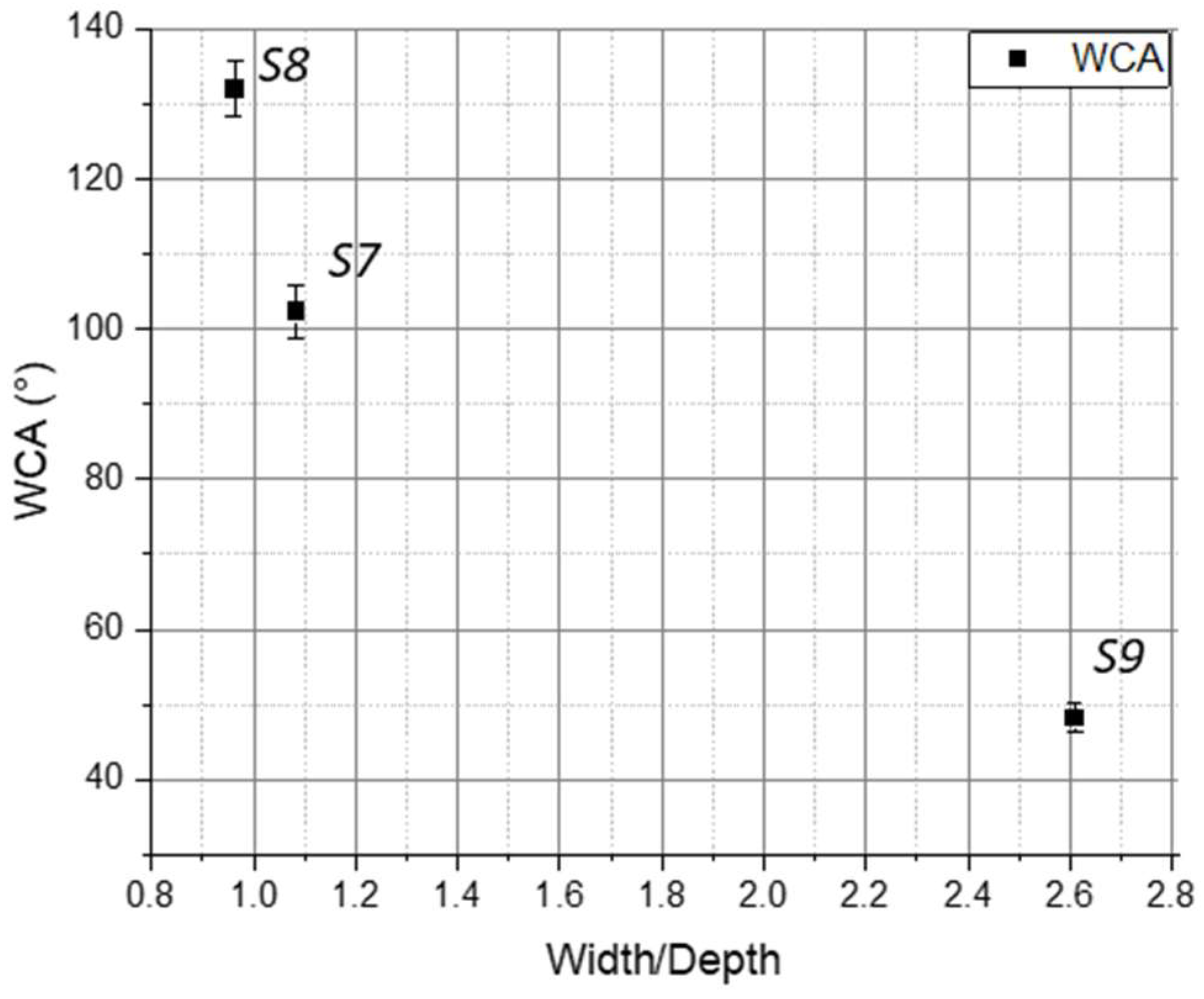
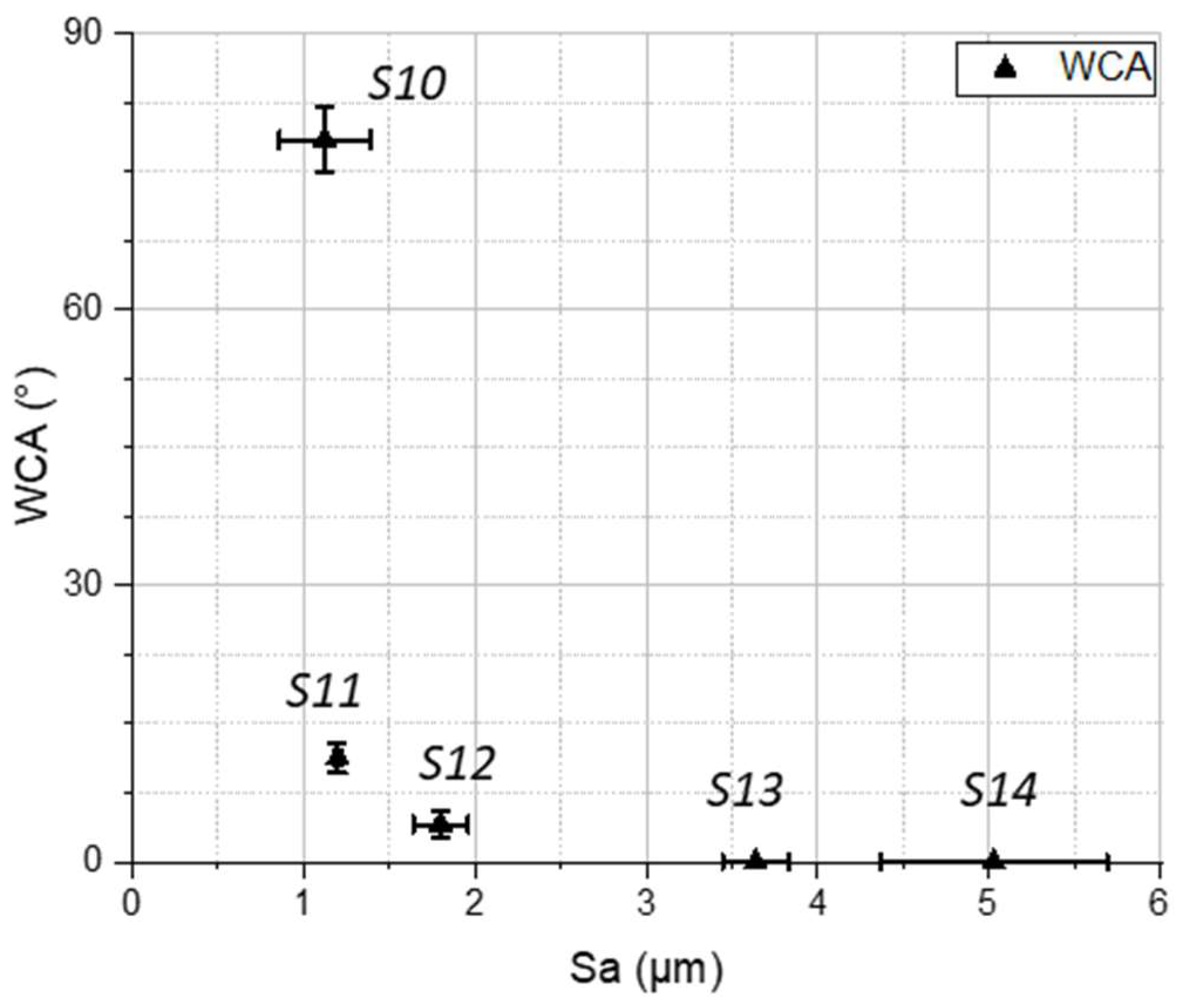
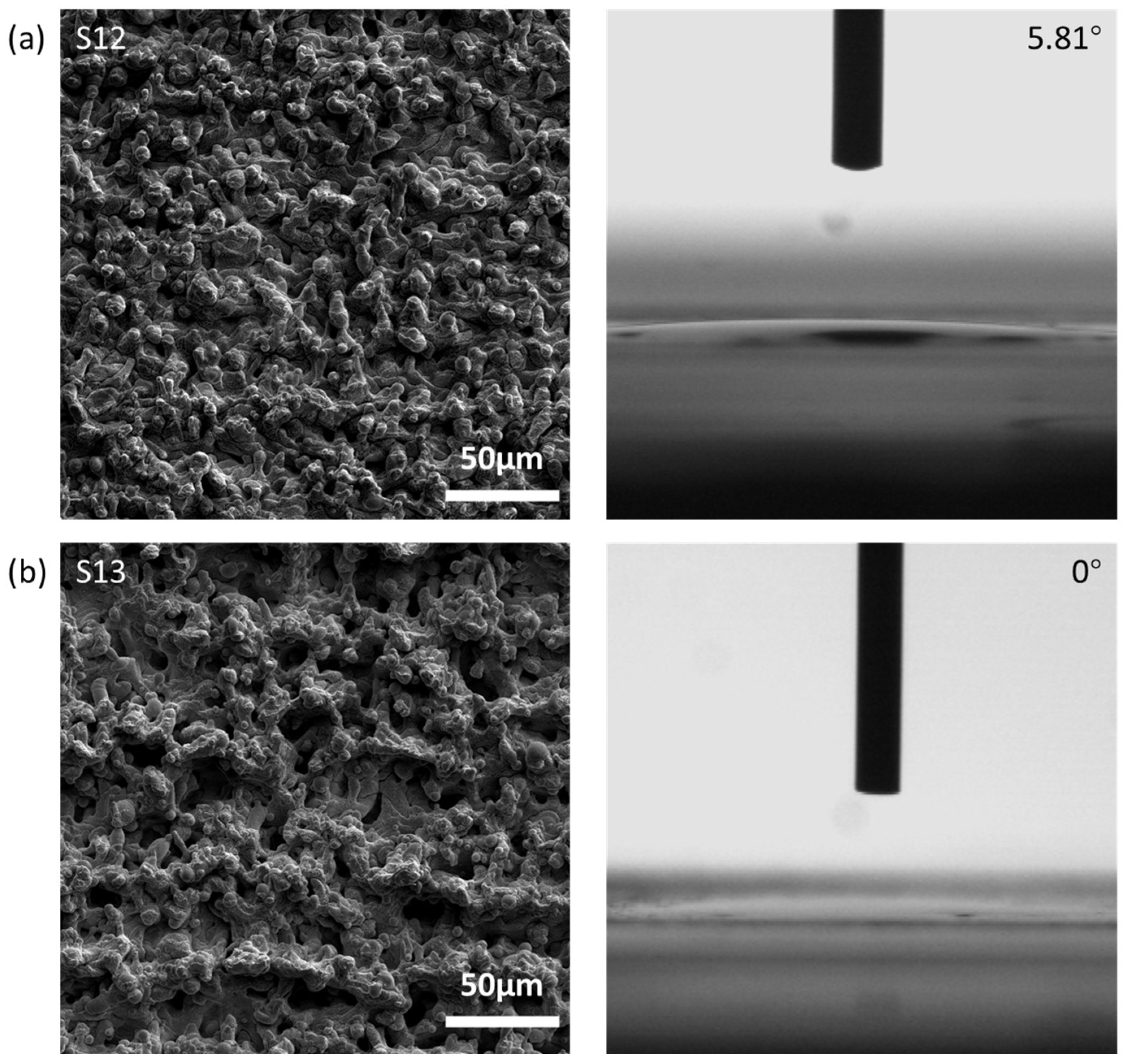
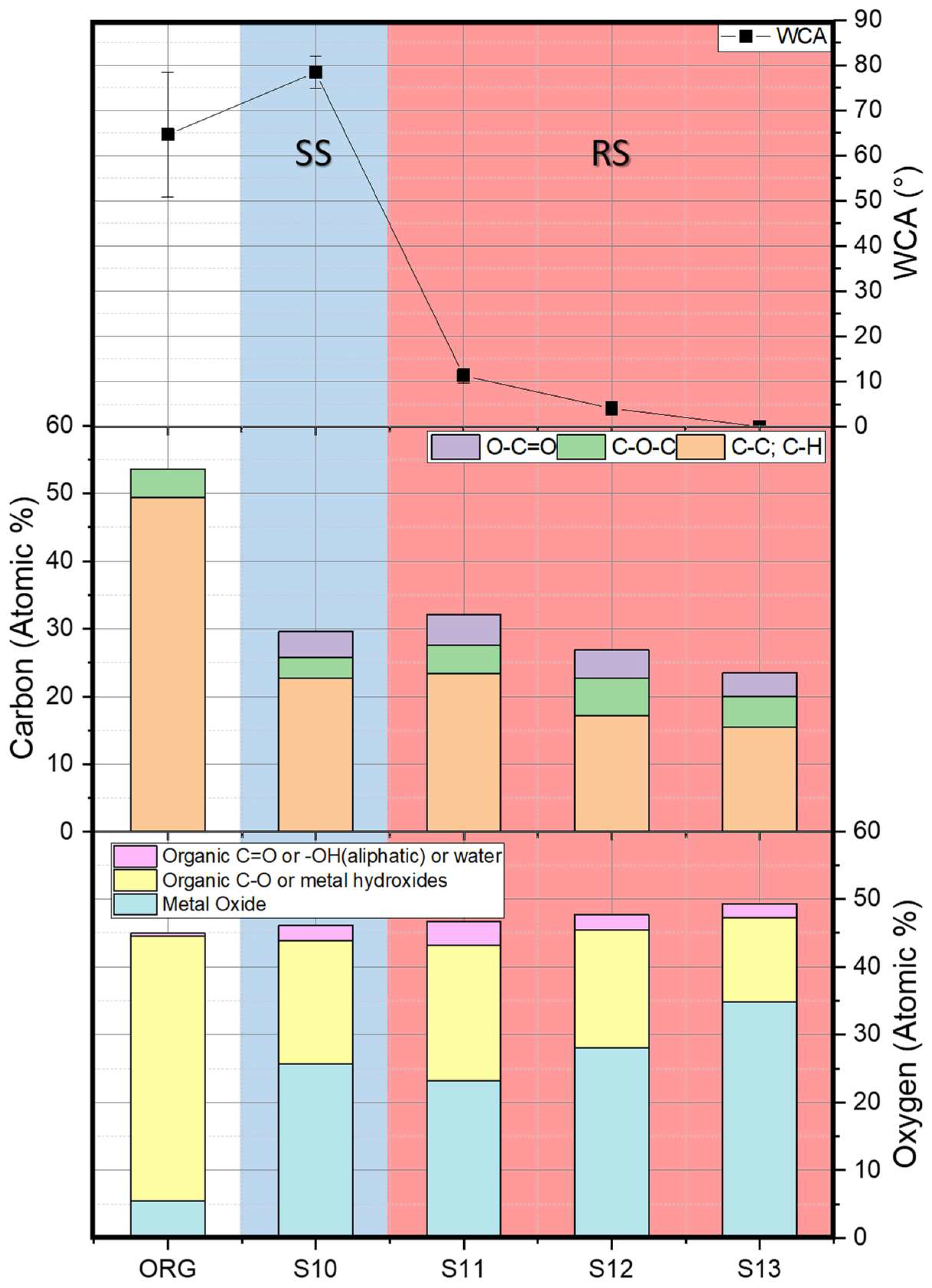
3.4. Wettability Modification
4. Conclusions
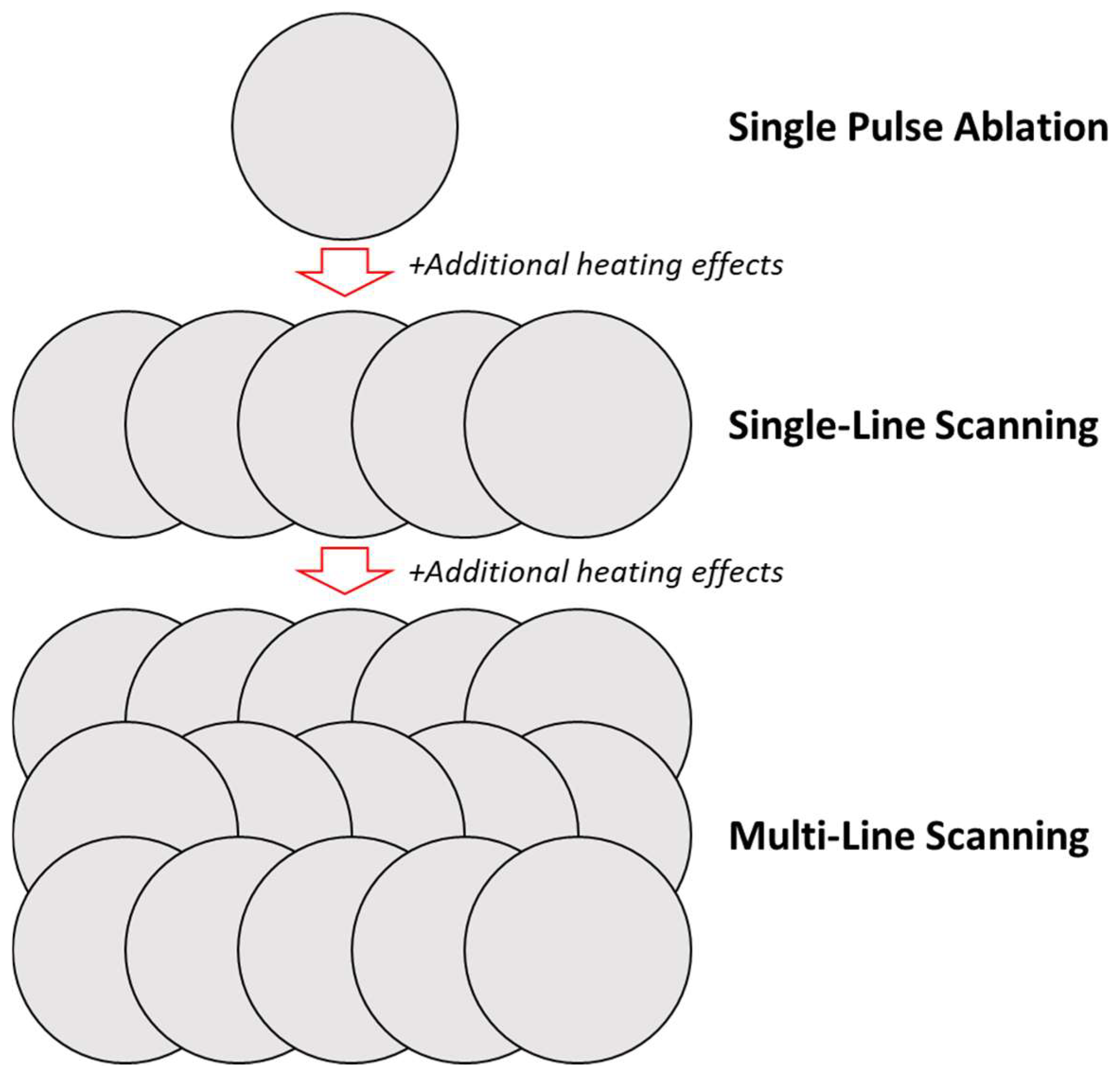
- Different types of textures were the results of accumulation effects, from single-pulse ablation to single-line scanning and finally to multiple-line scanning. Laser parameters have functions in different laser ablation steps. Laser pulse fluence and pulse width are essential for single-pulse ablation; frequency and feed speed are vital for line ablation; pitch is crucial to achieve isotropic and anisotropic surface textures. The analysis of accumulation effects from single-point to single-line and multiple-line ablation has rarely been found in the other literature. The comprehensive discussion to build up this three-level laser ablation mechanism could reduce the time for initial trials and help control laser surface texturing with a nanosecond laser.
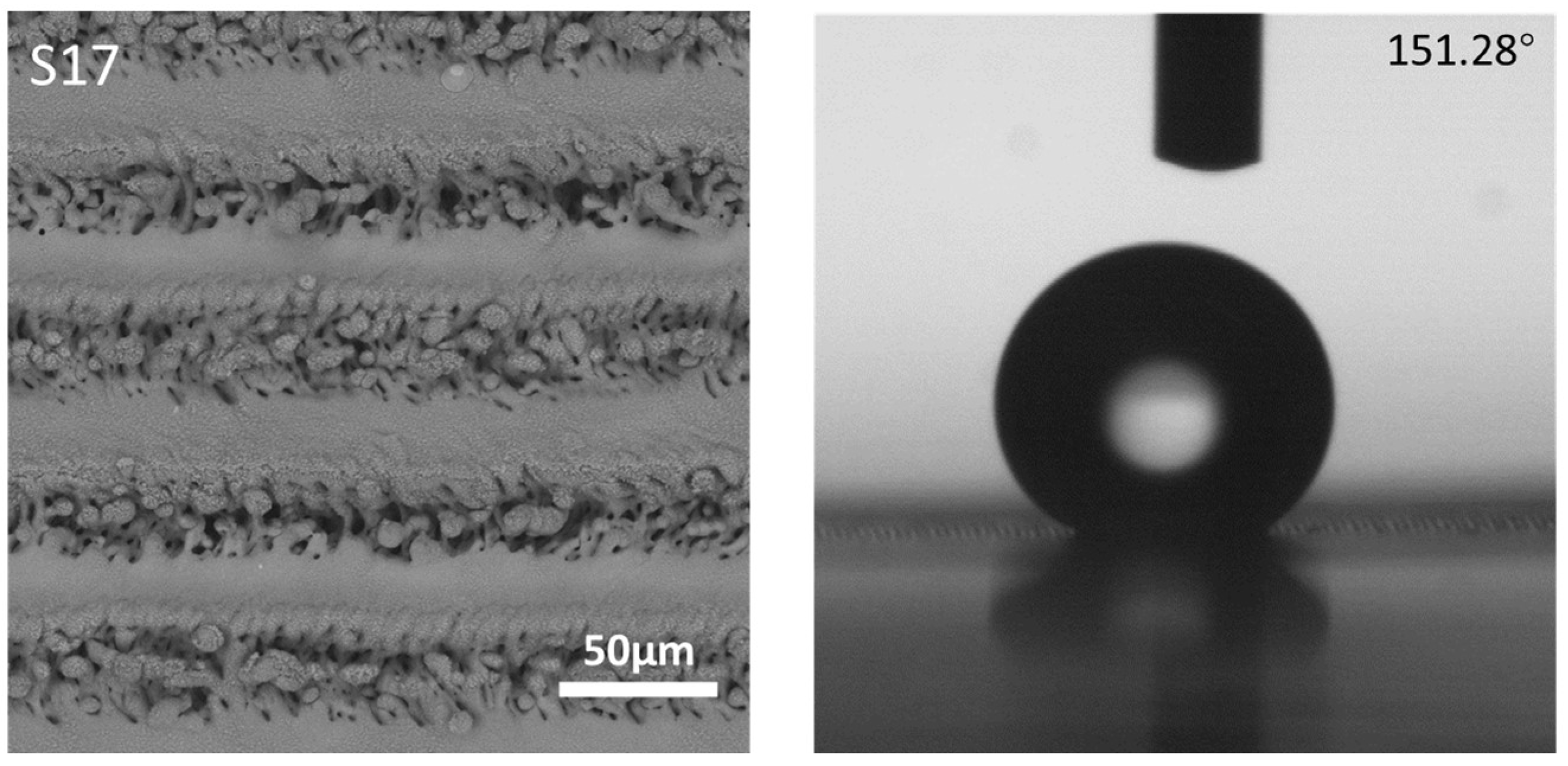
- Feather-like texture-covered grooved textures were successfully manufactured for the first time via laser surface texturing. These are the results of high pulse overlap caused by extremely high frequency. Porous textures were also successfully formed from single-pass laser scanning through simple nanosecond laser direct ablation due to an extremely low feed speed. These have the potential to be used for drug-loading applications.
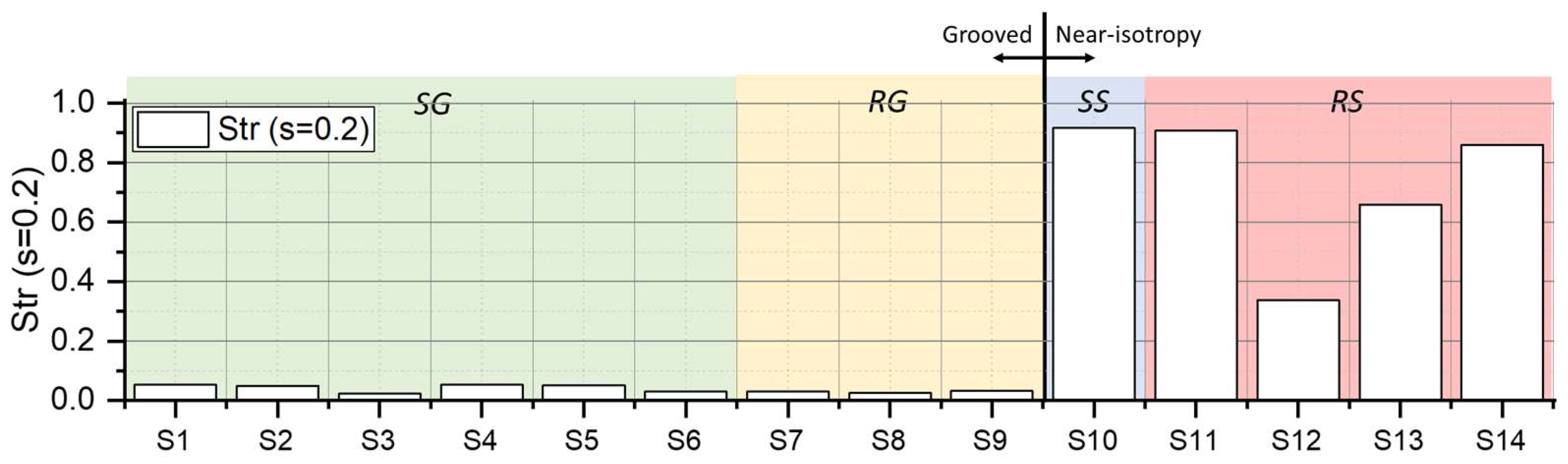
- Surface morphology contributes more to wettability modification than surface chemistry. Water contact angles of grooved surfaces were more sensitive to the change in groove depth and groove density. Water contact angles of near-isotropic textures were mostly affected by surface roughness. Feather-like textures did not affect the water contact angle, but porous structures increased it largely.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baharin, A.F.S.; Ghazali, M.J.; Wahab, J.A. Laser surface texturing and its contribution to friction and wear reduction: A brief review. Ind. Lubr. Tribol. 2016, 68, 57–66. [Google Scholar] [CrossRef]
- Ma, X.; Nie, X.; Zhao, J.; Shrotriya, P.; Zhang, Y.; Cui, Y.; Wang, J. Effect of nanosecond pulsed laser parameters on the color making of 304 stainless steel. Opt. Laser Technol. 2020, 126, 106104. [Google Scholar] [CrossRef]
- Loya, M.C.; Park, E.; Chen, L.H.; Brammer, K.S.; Jin, S. Radially arrayed nanopillar formation on metallic stent wire surface via radio-frequency plasma. Acta Biomater. 2010, 6, 1671–1677. [Google Scholar] [CrossRef] [PubMed]
- Rakesh, K.R.; Bontha, S.; Ramesh, M.R.; Das, M.; Balla, V.K. Laser surface melting of Mg-Zn-Dy alloy for better wettability and corrosion resistance for biodegradable implant applications. Appl. Surf. Sci. 2019, 480, 70–82. [Google Scholar] [CrossRef]
- Schieber, R.; Lasserre, F.; Hans, M.; Fernández-Yagüe, M.; Díaz-Ricart, M.; Escolar, G.; Ginebra, M.; Mücklich, F.; Pegueroles, M. Direct Laser Interference Patterning of CoCr Alloy Surfaces to Control Endothelial Cell and Platelet Response for Cardiovascular Applications. Adv. Healthc. Mater. 2017, 6, 1700327. [Google Scholar] [CrossRef]
- Nayak, B.K.; Gupta, M.C. Self-organized micro/nano structures in metal surfaces by ultrafast laser irradiation. Opt. Lasers Eng. 2010, 48, 940–949. [Google Scholar] [CrossRef]
- Tangwarodomnukun, V.; Kringram, S.; Zhu, H.; Qi, H.; Rujisamphan, N. Fabrication of superhydrophobic surface on AISI316L stainless steel using a nanosecond pulse laser. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2022, 236, 680–693. [Google Scholar] [CrossRef]
- Li, S.; Cui, Z.; Zhang, W.; Li, Y.; Li, L.; Gong, D. Biocompatibility of micro/nanostructures nitinol surface via nanosecond laser circularly scanning. Mater. Lett. 2019, 255, 126591. [Google Scholar] [CrossRef]
- Le Harzic, R.; Huot, N.; Audouard, E.; Jonin, C.; Laporte, P.; Valette, S.; Fraczkiewicz, A.; Fortunier, R. Comparison of heat-affected zones due to nanosecond and femtosecond laser pulses using transmission electronic microscopy. Appl. Phys. Lett. 2002, 80, 3886–3888. [Google Scholar] [CrossRef]
- Besozzi, E.; Maffini, A.; Dellasega, D.; Russo, V.; Facibeni, A.; Pazzaglia, A.; Beghi, M.G.; Passoni, M. Nanosecond laser pulses for mimicking thermal effects on nanostructured tungsten-based materials. Nucl. Fusion 2018, 58, 036019. [Google Scholar] [CrossRef]
- Ta, D.V.; Dunn, A.; Wasley, T.J.; Kay, R.W.; Stringer, J.; Smith, P.J.; Connaughton, C.; Shephard, J.D. Nanosecond laser textured superhydrophobic metallic surfaces and their chemical sensing applications. Appl. Surf. Sci. 2015, 357, 248–254. [Google Scholar] [CrossRef]
- Boinovich, L.B.; Modin, E.B.; Sayfutdinova, A.R.; Emelyanenko, K.A.; Vasiliev, A.L.; Emelyanenko, A.M. Combination of Functional Nanoengineering and Nanosecond Laser Texturing for Design of Superhydrophobic Aluminum Alloy with Exceptional Mechanical and Chemical Properties. ACS Nano 2017, 11, 10113–10123. [Google Scholar] [CrossRef] [PubMed]
- Zupančič, M.; Može, M.; Gregorčič, P.; Golobič, I. Nanosecond laser texturing of uniformly and non-uniformly wettable micro structured metal surfaces for enhanced boiling heat transfer. Appl. Surf. Sci. 2017, 399, 480–490. [Google Scholar] [CrossRef]
- Pacquentin, W.; Caron, N.; Oltra, R. Nanosecond laser surface modification of AISI 304L stainless steel: Influence the beam overlap on pitting corrosion resistance. Appl. Surf. Sci. 2014, 288, 34–39. [Google Scholar] [CrossRef]
- Wang, Y.; Ke, C.; Wu, T.; Zhao, X.; Wang, R. Nanosecond laser texturing with hexagonal honeycomb micro-structure on Titanium for improved wettability and optical properties. Optik 2019, 192, 162953. [Google Scholar] [CrossRef]
- Long, J.; Chu, P.; Li, Y.; Lin, J.; Cao, Z.; Xu, M.; Ren, Q.; Xie, X. Dual-scale porous/grooved microstructures prepared by nanosecond laser surface texturing for high-performance vapor chambers. J. Manuf. Process. 2022, 73, 914–923. [Google Scholar] [CrossRef]
- Seid Ahmed, Y.; DePaiva, J.M.; Amorim, F.L.; Torres, R.D.; de Rossi, W.; Veldhuis, S.C. Laser surface texturing and characterization of austenitic stainless steel for the improvement of its surface properties. Int. J. Adv. Manuf. Technol. 2021, 115, 1795–1808. [Google Scholar] [CrossRef]
- Razi, S.; Madanipour, K.; Mollabashi, M. Laser surface texturing of 316L stainless steel in air and water: A method for increasing hydrophilicity via direct creation of microstructures. Opt. Laser Technol. 2016, 80, 237–246. [Google Scholar] [CrossRef]
- Tran, N.G.; Chun, D.-M. Simple and fast surface modification of nanosecond-pulse laser-textured stainless steel for robust superhydrophobic surfaces. CIRP Ann. 2020, 69, 525–528. [Google Scholar] [CrossRef]
- Cai, Y.; Chang, W.; Luo, X.; Sousa, A.M.; Lau, K.H.A.; Qin, Y. Superhydrophobic structures on 316L stainless steel surfaces machined by nanosecond pulsed laser. Precis. Eng. 2018, 52, 266–275. [Google Scholar] [CrossRef]
- Gregorčič, P.; Šetina-Batič, B.; Hočevar, M. Controlling the stainless steel surface wettability by nanosecond direct laser texturing at high fluences. Appl. Phys. A 2017, 123, 766. [Google Scholar] [CrossRef]
- Jothi Prakash, C.G.; Prasanth, R. Approaches to design a surface with tunable wettability: A review on surface properties. J. Mater. Sci. Technol. 2021, 56, 108–135. [Google Scholar] [CrossRef]
- Mantel, M.; Wightman, J.P. Influence of the surface chemistry on the wettability of stainless steel. Surf. Interface Anal. 1994, 21, 595–605. [Google Scholar] [CrossRef]
- Zhang, L.; Lin, N.; Zou, J.; Lin, X.; Liu, Z.; Yuan, S.; Yu, Y.; Wang, Z.; Zeng, Q.; Chen, W.; et al. Super-hydrophobicity and corrosion resistance of laser surface textured AISI 304 stainless steel decorated with Hexadecyltrimethoxysilane (HDTMS). Opt. Laser Technol. 2020, 127, 106146. [Google Scholar] [CrossRef]
- Kedia, S.; Bonagani, S.K.; Majumdar, A.G.; Kain, V.; Subramanian, M.; Maiti, N.; Nilaya, J.P. Nanosecond laser surface texturing of type 316L stainless steel for contact guidance of bone cells and superior corrosion resistance. Colloid Interface Sci. Commun. 2021, 42, 100419. [Google Scholar] [CrossRef]
- Li, L.; Mirhosseini, N.; Michael, A.; Liu, Z.; Wang, T. Enhancement of endothelialisation of coronary stents by laser surface engineering. Lasers Surg. Med. 2013, 45, 608–616. [Google Scholar] [CrossRef] [PubMed]
- Liang, C.; Hu, Y.; Wang, H.; Xia, D.; Li, Q.; Zhang, J.; Yang, J.; Li, B.; Li, H.; Han, D.; et al. Biomimetic cardiovascular stents for in vivo re-endothelialization. Biomaterials 2016, 103, 170–182. [Google Scholar] [CrossRef] [PubMed]
- ASTM A240; Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications. ASTM International: West Conshohocken, PA, USA, 2004; Volume I, p. 12.
- Ghosh, P.; Pacella, M.; Cox, C.; Mohammad-Pour, M.; Roy, A. Unprecedented hardness of polycrystalline diamond via laser surface engineering. Surf. Coat. Technol. 2021, 419, 127302. [Google Scholar] [CrossRef]
- Stalder, A.; Kulik, G.; Sage, D.; Barbieri, L.; Hoffmann, P. A snake-based approach to accurate determination of both contact points and contact angles. Colloids Surf. A Physicochem. Eng. Asp. 2006, 286, 92–103. [Google Scholar] [CrossRef]
- Law, K.-Y. Definitions for hydrophilicity, hydrophobicity, and superhydrophobicity: Getting the basics right. J. Phys. Chem. Lett. 2014, 5, 686–688. [Google Scholar] [CrossRef]
- Kuršelis, K.; Kiyan, R.; Chichkov, B.N. Formation of corrugated and porous steel surfaces by femtosecond laser irradiation. Appl. Surf. Sci. 2012, 258, 8845–8852. [Google Scholar] [CrossRef]
- Ling, E.J.Y.; Saïd, J.; Brodusch, N.; Gauvin, R.; Servio, P.; Kietzig, A.-M. Investigating and understanding the effects of multiple femtosecond laser scans on the surface topography of stainless steel 304 and titanium. Appl. Surf. Sci. 2015, 353, 512–521. [Google Scholar] [CrossRef]
- Tsujino, I.; Ako, J.; Honda, Y.; Fitzgerald, P.J. Drug delivery via nano-, micro and macroporous coronary stent surfaces. Expert Opin. Drug Deliv. 2007, 4, 287–295. [Google Scholar] [CrossRef]
- Kato, K.; Yamamoto, A.; Ochiai, S.; Wada, M.; Daigo, Y.; Kita, K.; Omori, K. Cytocompatibility and mechanical properties of novel porous 316 L stainless steel. Mater. Sci. Eng. C 2013, 33, 2736–2743. [Google Scholar] [CrossRef]
- Li, J.-M.; Jiang, M.-F.; Ning, J.-X.; Zhai, J. Effect of casting speed on dendrite arm spacing of Mn13 steel continuous casting slab. J. Iron Steel Res. Int. 2020, 27, 665–672. [Google Scholar] [CrossRef]
- Yuan, D.; Sun, X.; Sun, L.; Zhang, Z.; Guo, C.; Wang, J.; Jiang, F. Improvement of the grain structure and mechanical properties of austenitic stainless steel fabricated by laser and wire additive manufacturing assisted with ultrasonic vibration. Mater. Sci. Eng. A 2021, 813, 141177. [Google Scholar] [CrossRef]
- Leitz, K.-H.; Redlingshöfer, B.; Reg, Y.; Otto, A.; Schmidt, M. Metal ablation with short and ultrashort laser pulses. Phys. Procedia 2011, 12, 230–238. [Google Scholar] [CrossRef]
- Hamad, A.H. Effects of Different Laser Pulse Regimes (Nanosecond, Picosecond and Femtosecond) on the Ablation of Materials for Production of Nanoparticles in Liquid Solution. In High Energy and Short Pulse Lasers; InTech: London, UK, 2016. [Google Scholar] [CrossRef]
- LaHaye, N.L.; Harilal, S.S.; Diwakar, P.K.; Hassanein, A. The effect of laser pulse duration on ICP-MS signal intensity, elemental fractionation, and detection limits in fs-LA-ICP-MS. J. Anal. At. Spectrom. 2013, 28, 1781–1787. [Google Scholar] [CrossRef]
- He, H.; Wang, C.; Zhang, X.; Ning, X.; Sun, L. Facile fabrication of multi-scale microgroove textures on Ti-based surface by coupling the re-solidification bulges derived from nanosecond laser irradiation. Surf. Coat. Technol. 2020, 386, 125460. [Google Scholar] [CrossRef]
- Gaudiuso, R. Laser-induced breakdown spectroscopy in cultural heritage science. In Spectroscopy, Diffraction and Tomography in Art and Heritage Science; Elsevier: Amsterdam, The Netherlands, 2021; pp. 209–251. [Google Scholar] [CrossRef]
- Limmaneevichitr, C.; Kou, S. Visualization of Marangoni convection in simulated weld pools. Weld. J. 2000, 79, 126–135. [Google Scholar]
- Tsotridis, G.; Rother, H.; Hondros, E. On modelling of marangoni convection flows in simulated plasma disruptions. Fusion Eng. Des. 1991, 15, 155–162. [Google Scholar] [CrossRef]
- Gupta, K.; Kolwankar, K.M.; Gore, B.; Dharmadhikari, J.A.; Dharmadhikari, A.K. Laser-driven Marangoni flow and vortex formation in a liquid droplet. Phys. Fluids 2020, 32, 121701. [Google Scholar] [CrossRef]
- Siao, Y.-H.; Wen, C.-D. Examination of molten pool with Marangoni flow and evaporation effect by simulation and experiment in selective laser melting. Int. Commun. Heat Mass Transf. 2021, 125, 105325. [Google Scholar] [CrossRef]
- Madison, J.D.; Aagesen, L.K. Quantitative characterization of porosity in laser welds of stainless steel. Scr. Mater. 2012, 67, 783–786. [Google Scholar] [CrossRef]
- Bertoli, U.S.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.-P.R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef]
- Schnell, G.; Duenow, U.; Seitz, H. Effect of laser pulse overlap and scanning line overlap on femtosecond laser-structured Ti6Al4V surfaces. Materials 2020, 13, 969. [Google Scholar] [CrossRef] [PubMed]
- Kittiboonanan, P.; McWilliams, J.; Taechamaneesatit, P.; Ratanavis, A. Effects of Laser Pulse Overlap using Nanosecond Fiber Lasers for Structuring of AA6061-T6 Surfaces. Lasers Manuf. Mater. Process. 2023, 10, 190–203. [Google Scholar] [CrossRef]
- Cocean, A.; Cocean, I.; Cocean, G.; Postolachi, C.; Pricop, D.A.; Munteanu, B.S.; Cimpoesu, N.; Gurlui, S. Study of Physico-Chemical Interactions during the Production of Silver Citrate Nanocomposites with Hemp Fiber. Nanomaterials 2021, 11, 2560. [Google Scholar] [CrossRef]
- Wu, M.; Guo, B.; Zhao, Q. Laser machining micro-structures on diamond surface with a sub-nanosecond pulsed laser. Appl. Phys. A Mater. Sci. Process. 2018, 124, 170. [Google Scholar] [CrossRef]
- Xie, F.; Yang, J.; Ngo, C.-V. The effect of femtosecond laser fluence and pitches between V-shaped microgrooves on the dynamics of capillary flow. Results Phys. 2020, 19, 103606. [Google Scholar] [CrossRef]
- Winterton, R.H.S.; Interton, R.H.S.W. Newton’s law of cooling. Contemp. Phys. 1999, 40, 205–212. [Google Scholar] [CrossRef]
- Fu, Z.; Yang, B.; Shan, M.; Li, T.; Zhu, Z.; Ma, C.; Zhang, X.; Gou, G.; Wang, Z.; Gao, W. Hydrogen embrittlement behavior of SUS301L-MT stainless steel laser-arc hybrid welded joint localized zones. Corros. Sci. 2020, 164, 108337. [Google Scholar] [CrossRef]
- Rappaz, M.; Gandin, C.-A. Probabilistic modelling of microstructure formation in solidification processes. Acta Metall. Mater. 1993, 41, 345–360. [Google Scholar] [CrossRef]
- Do-Quang, M.; Amberg, G. Simulation of free dendritic crystal growth in a gravity environment. J. Comput. Phys. 2008, 227, 1772–1789. [Google Scholar] [CrossRef]
- Wenzel, R.N. Resistance of solid surfaces to wetting by water. Ind. Eng. Chem. 1936, 28, 988–994. [Google Scholar] [CrossRef]
- Cassie, A.B.D.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Giacomello, A.; Meloni, S.; Chinappi, M.; Casciola, C.M. Cassie-baxter and wenzel states on a nanostructured surface: Phase diagram, metastabilities, and transition mechanism by atomistic free energy calculations. Langmuir 2012, 28, 10764–10772. [Google Scholar] [CrossRef] [PubMed]
- Seemann, R.; Brinkmann, M.; Kramer, E.J.; Lange, F.F.; Lipowsky, R. Wetting morphologies at microstructured surfaces. Proc. Natl. Acad. Sci. USA 2005, 102, 1848–1852. [Google Scholar] [CrossRef] [PubMed]
- Clapeyron, E. Mémoire sur la puissance motrice de la chaleur. J. De L’école Polytech. 1834, XIV, 153–190. Available online: https://gallica.bnf.fr/ark:/12148/bpt6k4336791/f157.table (accessed on 10 April 2024).
- Žemaitis, A.; Mimidis, A.; Papadopoulos, A.; Gečys, P.; Račiukaitis, G.; Stratakis, E. and Gedvilas, M. Controlling the wettability of stainless steel from highly-hydrophilic to super-hydrophobic by femtosecond laser-induced ripples and nanospikes. RSC Adv. 2020, 10, 37956–37961. [Google Scholar] [CrossRef]
- Long, J.; Zhong, M.; Zhang, H. and Fan, P. Superhydrophilicity to superhydrophobicity transition of picosecond laser microstructured aluminum in ambient air. J. Colloid. Interface Sci. 2015, 441, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Pou, P.; del Val, J.; Riveiro, A.; Comesaña, R.; Arias-González, F.; Lusquiños, F.; Bountinguiza, M.; Quintero, F. and Pou, J. Laser texturing of stainless steel under different processing atmospheres: From superhydrophilic to superhydrophobic surfaces. Appl. Surf. Sci. 2019, 475, 896–905. [Google Scholar] [CrossRef]
- Karthik, N.; Chandrasekaran, S.; Edison, T.N.J.I.; Atchudan, R.; Choi, S.T. Effect of femtosecond laser-texturing on the oxygen evolution reaction of the stainless-steel plate. Mol. Catal. 2023, 541, 113072. [Google Scholar] [CrossRef]
- Nakae, H.; Inui, R.; Hirata, Y.; Saito, H. Effects of surface roughness on wettability. Acta Mater. 1998, 46, 2313–2318. [Google Scholar] [CrossRef]
- Hejazi, V.; Moghadam, A.D.; Rohatgi, P.; Nosonovsky, M. Beyond Wenzel and Cassie-Baxter: Second-order effects on the wetting of rough surfaces. Langmuir 2014, 30, 9423–9429. [Google Scholar] [CrossRef] [PubMed]
- Leese, H.; Bhurtun, V.; Lee, K.P.; Mattia, D. Wetting behaviour of hydrophilic and hydrophobic nanostructured porous anodic alumina. Colloids Surf. A Physicochem. Eng. Asp. 2013, 420, 53–58. [Google Scholar] [CrossRef]
- Dong, J.; Pacella, M.; Liu, Y.; Zhao, L. Surface engineering and the application of laser-based processes to stents—A review of the latest development. Bioact. Mater. 2022, 10, 159–184. [Google Scholar] [CrossRef]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Cr | Ni | Mo | N | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.08 | 2.00 | 0.045 | 0.030 | 0.75 | 16.0–18.0 | 10.0–14.0 | 2.00–3.00 | 0.10 | Bal. |
| No. | wfm | Τ (ns) | I (%) | v (mm/s) | f (kHz) | p (mm) | F (J/cm2) | φ (GW/cm2) | PO (%) |
|---|---|---|---|---|---|---|---|---|---|
| C * | 0 | 240 | 100 | 2000 | 10 | 0.08 | 200.22 | 0.83 | 0 |
| S1 | 7 | 120 | 40 | 500 | 100 | 0.08 | 7.12 | 0.06 | 92.93 |
| S2 | 13 | 65 | 40 | 500 | 100 | 0.08 | 7.12 | 0.11 | 92.93 |
| S3 | 25 | 20 | 40 | 500 | 100 | 0.08 | 7.12 | 0.36 | 92.93 |
| S4 | 7 | 120 | 40 | 500 | 85 | 0.08 | 8.37 | 0.07 | 91.69 |
| S5 | 13 | 65 | 40 | 500 | 85 | 0.08 | 8.37 | 0.13 | 91.69 |
| S6 | 25 | 20 | 40 | 500 | 85 | 0.08 | 8.37 | 0.42 | 91.69 |
| S7 | 0 | 240 | 40 | 50 | 20 | 0.06 | 35.58 | 0.15 | 96.47 |
| S8 | 0 | 240 | 40 | 50 | 20 | 0.04 | 35.58 | 0.15 | 96.47 |
| S9 | 0 | 240 | 40 | 50 | 20 | 0.02 | 35.58 | 0.15 | 96.47 |
| S10 | 25 | 20 | 40 | 100 | 20 | 0.01 | 35.58 | 1.78 | 92.93 |
| S11 | 0 | 240 | 40 | 500 | 20 | 0.01 | 35.58 | 0.15 | 64.67 |
| S12 | 0 | 240 | 40 | 200 | 20 | 0.01 | 35.58 | 0.15 | 85.87 |
| S13 | 0 | 240 | 40 | 100 | 20 | 0.01 | 35.58 | 0.15 | 92.93 |
| S14 | 0 | 240 | 40 | 50 | 20 | 0.01 | 35.58 | 0.15 | 96.47 |
| S15 | 0 | 240 | 40 | 10 | 20 | 0.08 | 35.58 | 0.15 | 99.29 |
| S16 | 0 | 240 | 40 | 10 | 20 | 0.06 | 35.58 | 0.15 | 99.29 |
| S17 | 0 | 240 | 40 | 10 | 20 | 0.04 | 35.58 | 0.15 | 99.29 |
| S18 | 7 | 120 | 40 | 200 | 500 | 0.07 | 1.42 | 0.01 | 99.43 |
| S19 | 7 | 120 | 40 | 100 | 500 | 0.07 | 1.42 | 0.01 | 99.72 |
| Sample | Sa (µm) | Ra (µm) | Groove Width (µm) | Groove Depth (µm) |
|---|---|---|---|---|
| S14 | 0.493 ± 0.072 | 0.166 ± 0.020 | 49.83 ± 1.64 | 1.38 ± 0.12 |
| S15 | 0.575 ± 0.097 | 0.173 ± 0.021 | 66.00 ± 1.17 | 1.79 ± 0.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, J.; Liu, Y.; Pacella, M. Surface Texturing and Wettability Modification by Nanosecond Pulse Laser Ablation of Stainless Steels. Coatings 2024, 14, 467. https://doi.org/10.3390/coatings14040467
Dong J, Liu Y, Pacella M. Surface Texturing and Wettability Modification by Nanosecond Pulse Laser Ablation of Stainless Steels. Coatings. 2024; 14(4):467. https://doi.org/10.3390/coatings14040467
Chicago/Turabian StyleDong, Jialin, Yang Liu, and Manuela Pacella. 2024. "Surface Texturing and Wettability Modification by Nanosecond Pulse Laser Ablation of Stainless Steels" Coatings 14, no. 4: 467. https://doi.org/10.3390/coatings14040467
APA StyleDong, J., Liu, Y., & Pacella, M. (2024). Surface Texturing and Wettability Modification by Nanosecond Pulse Laser Ablation of Stainless Steels. Coatings, 14(4), 467. https://doi.org/10.3390/coatings14040467