

Rapid Detection and Elimination of Subsurface Mechanical Damage for Improving Laser-Induced Damage Performance of Fused Silica

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
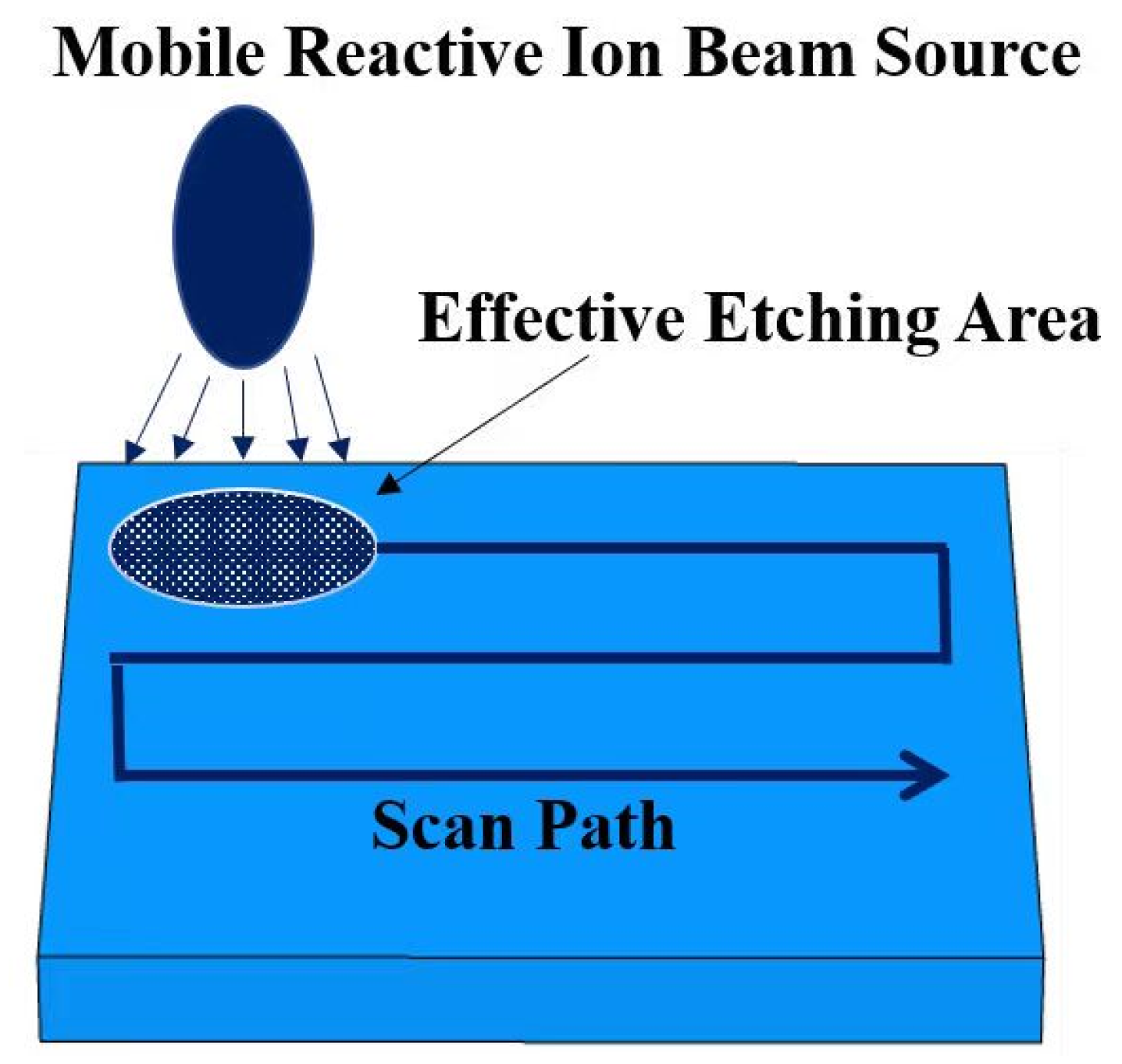
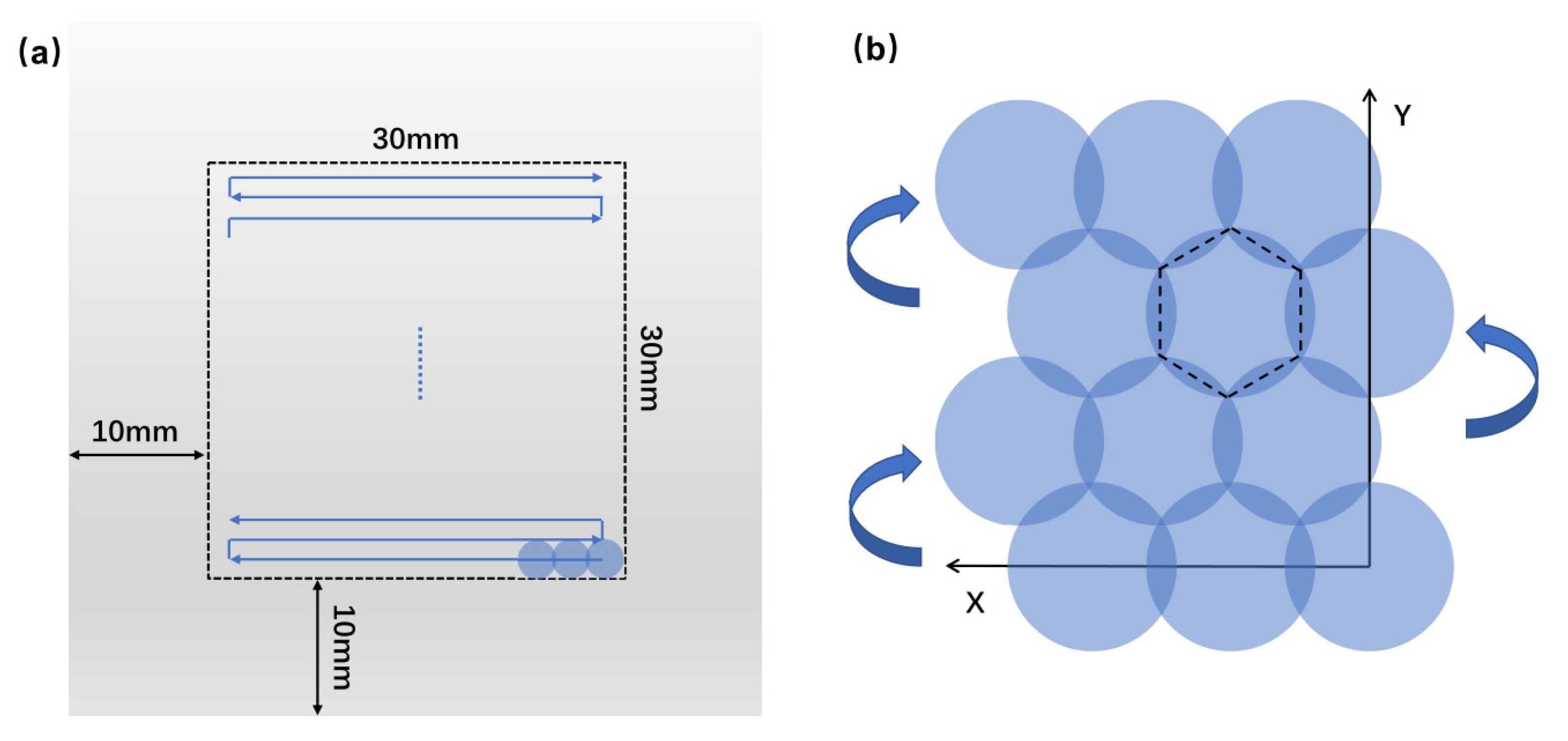
2.2. SSD Detecting Experiment
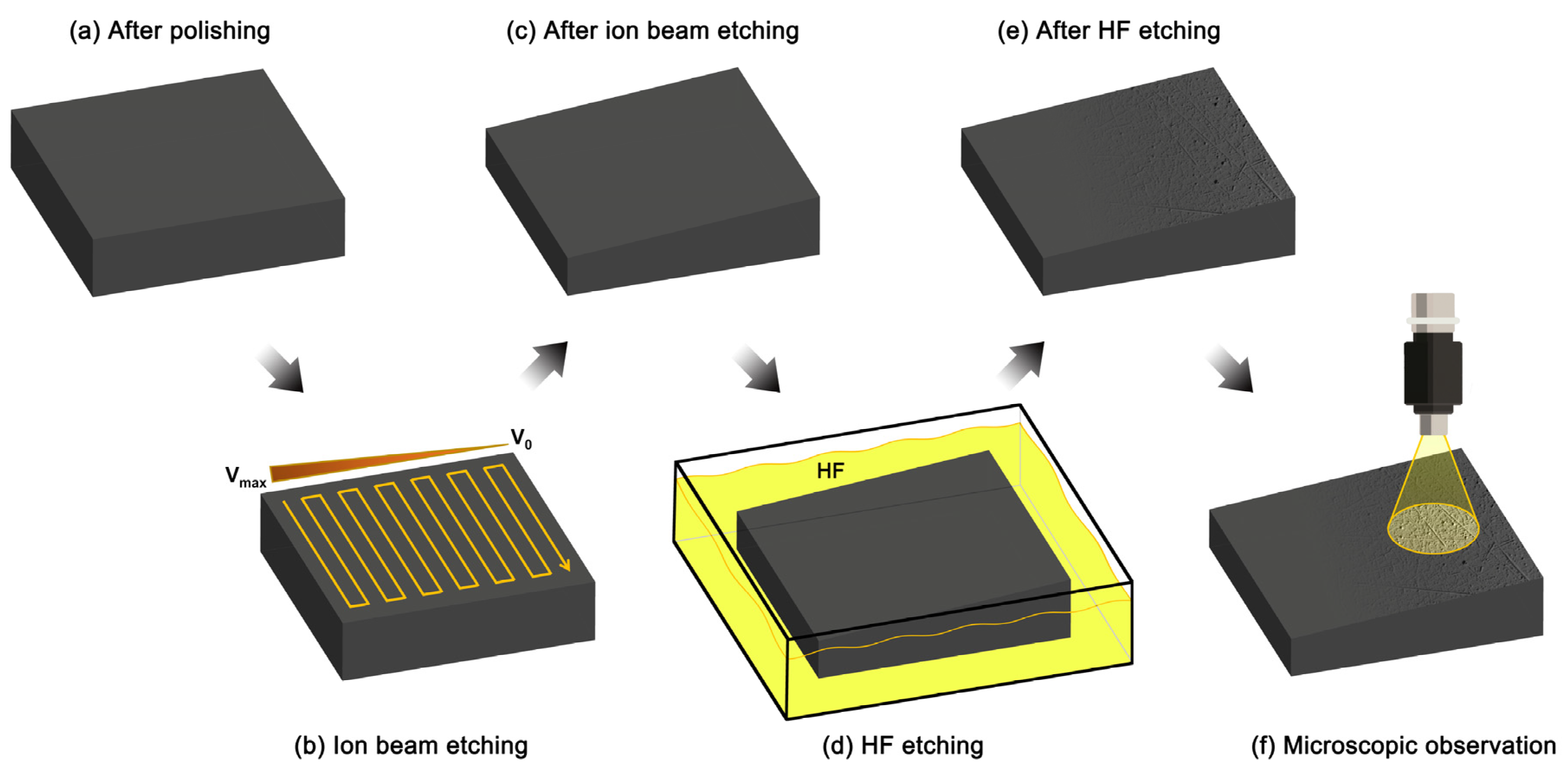
2.3. Combining Etching Experiment
3. Results and Discussion
3.1. SSD Detecting Experiment
3.2. Combining Etching Experiment
- (1)
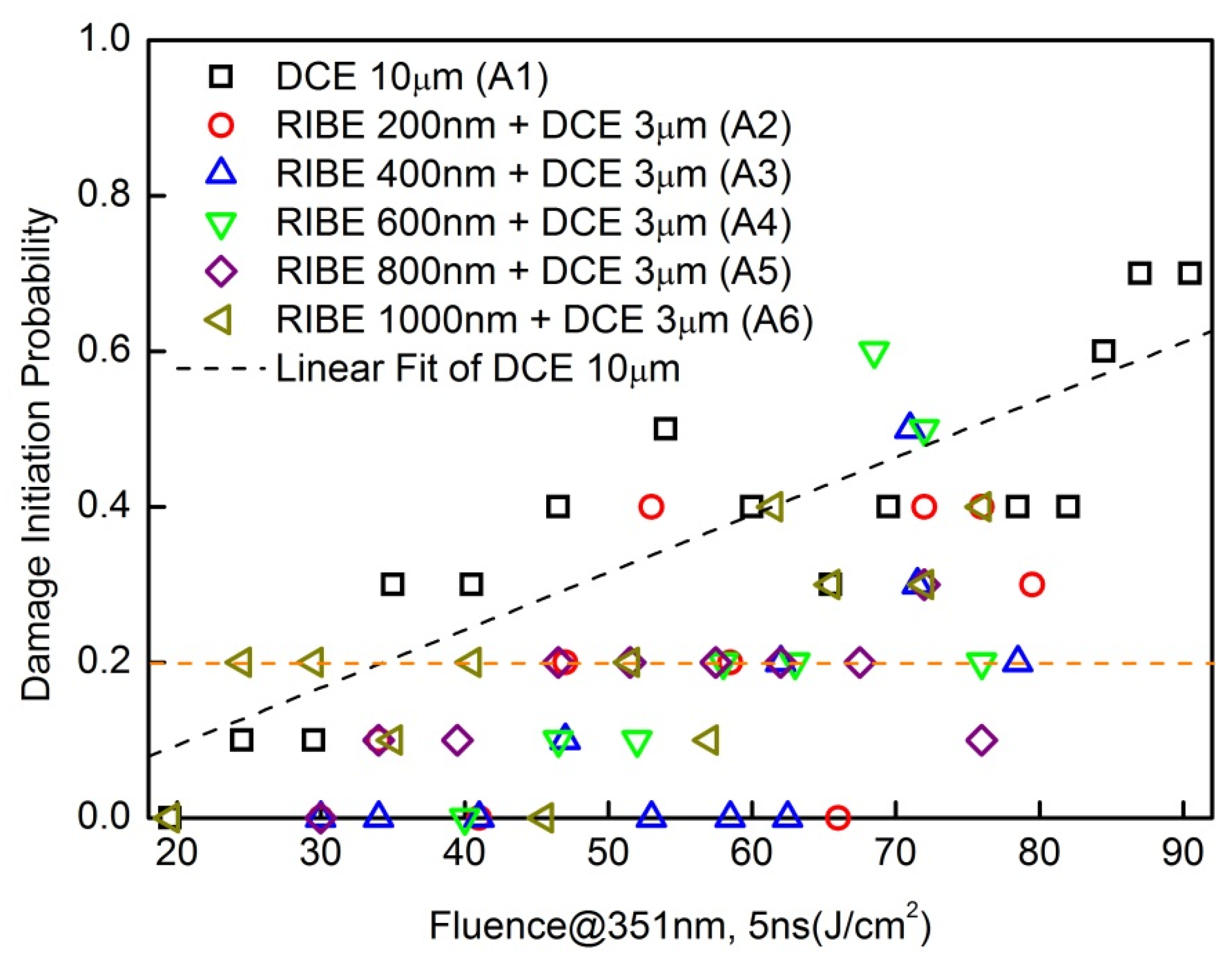
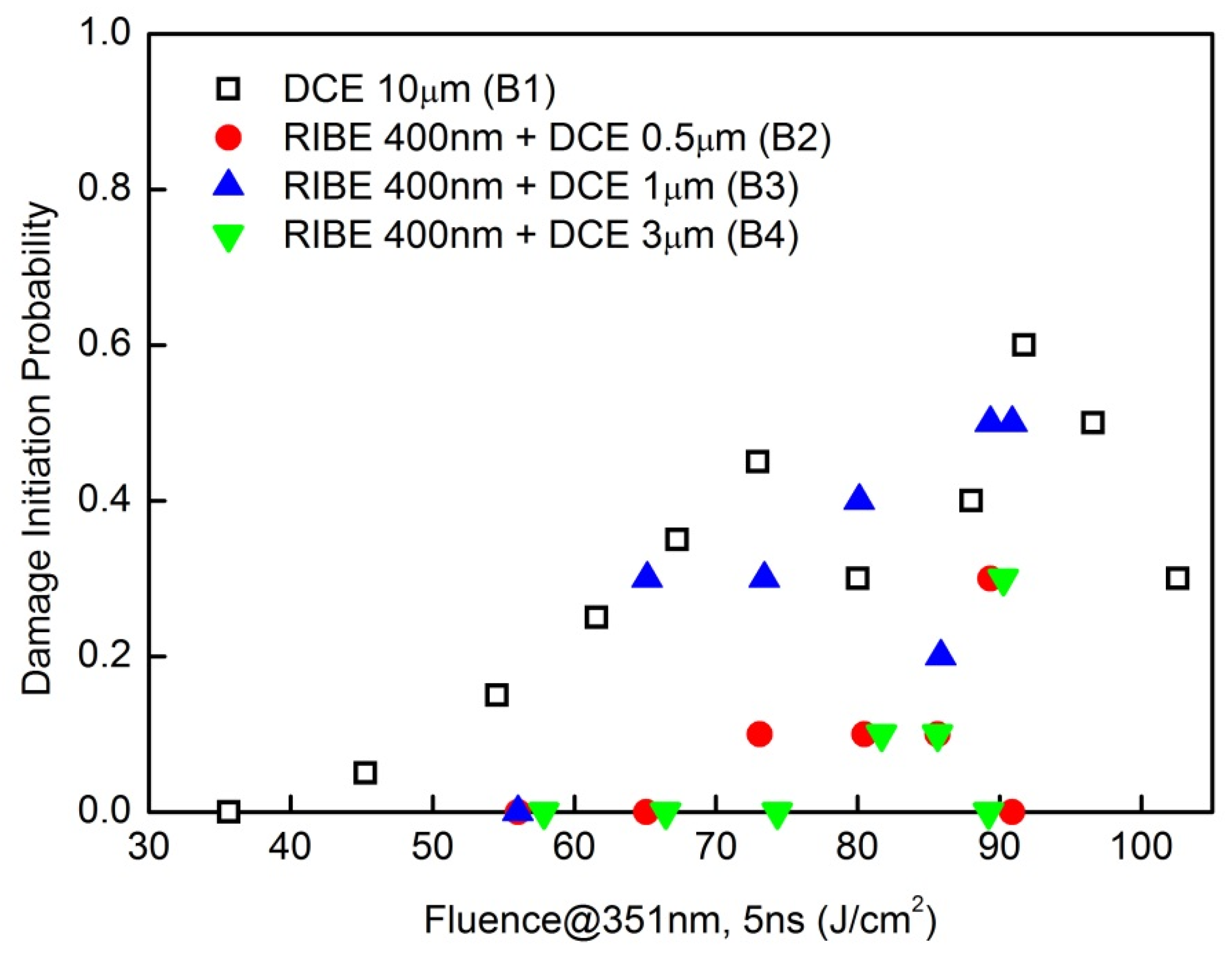
- RIBE depth and damage performance
- (2)
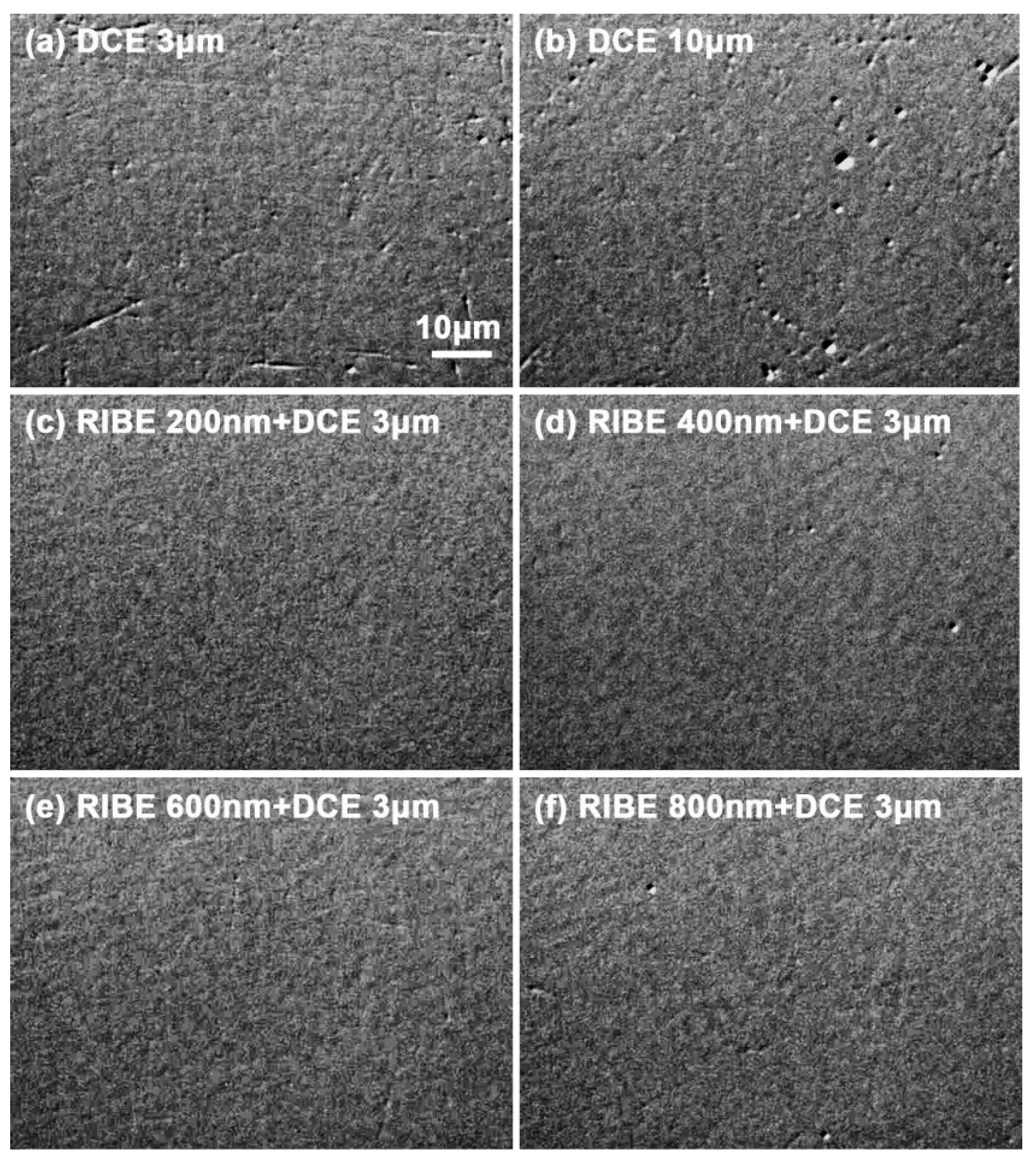
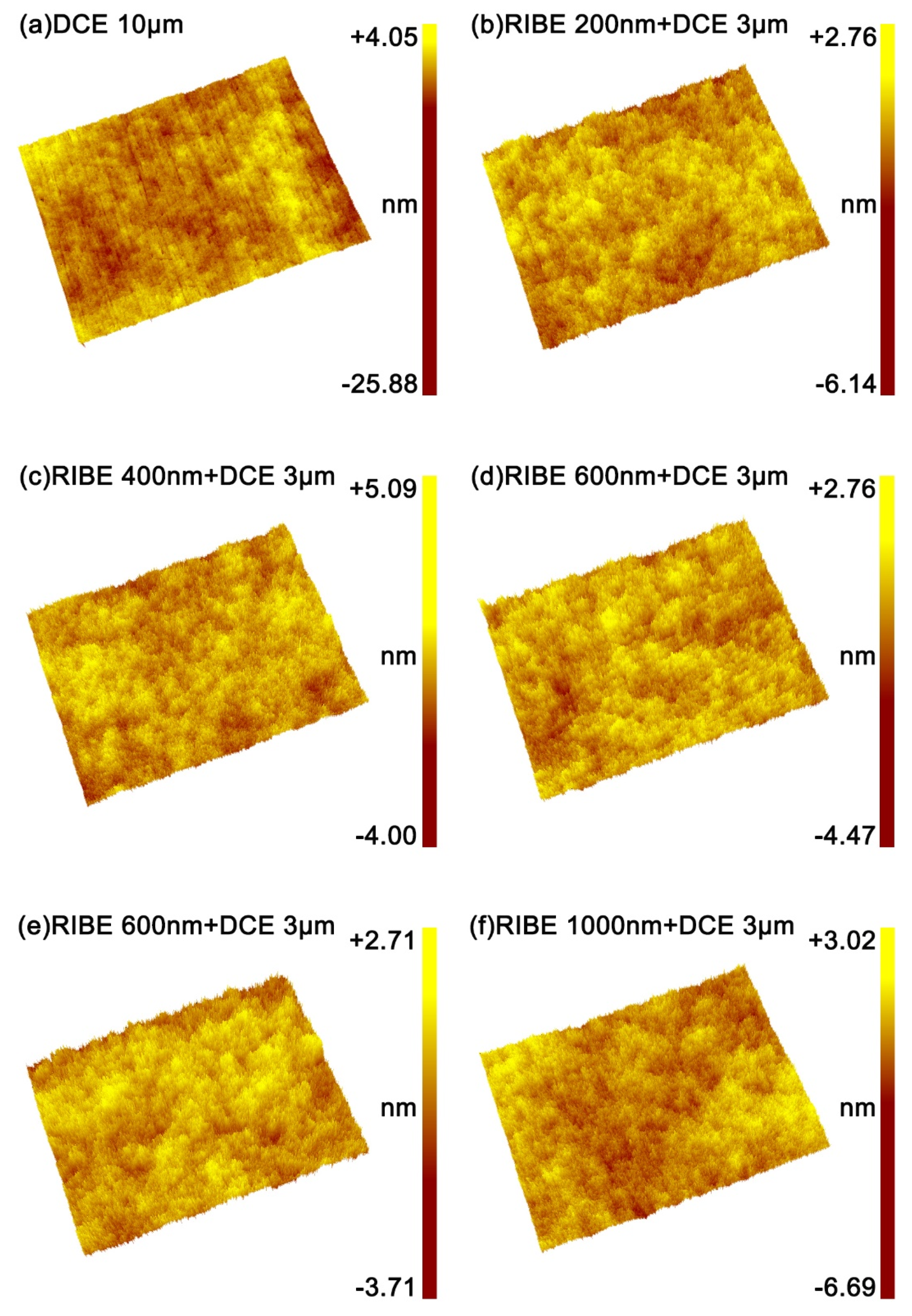
- RIBE depth and surface morphology
- (3)
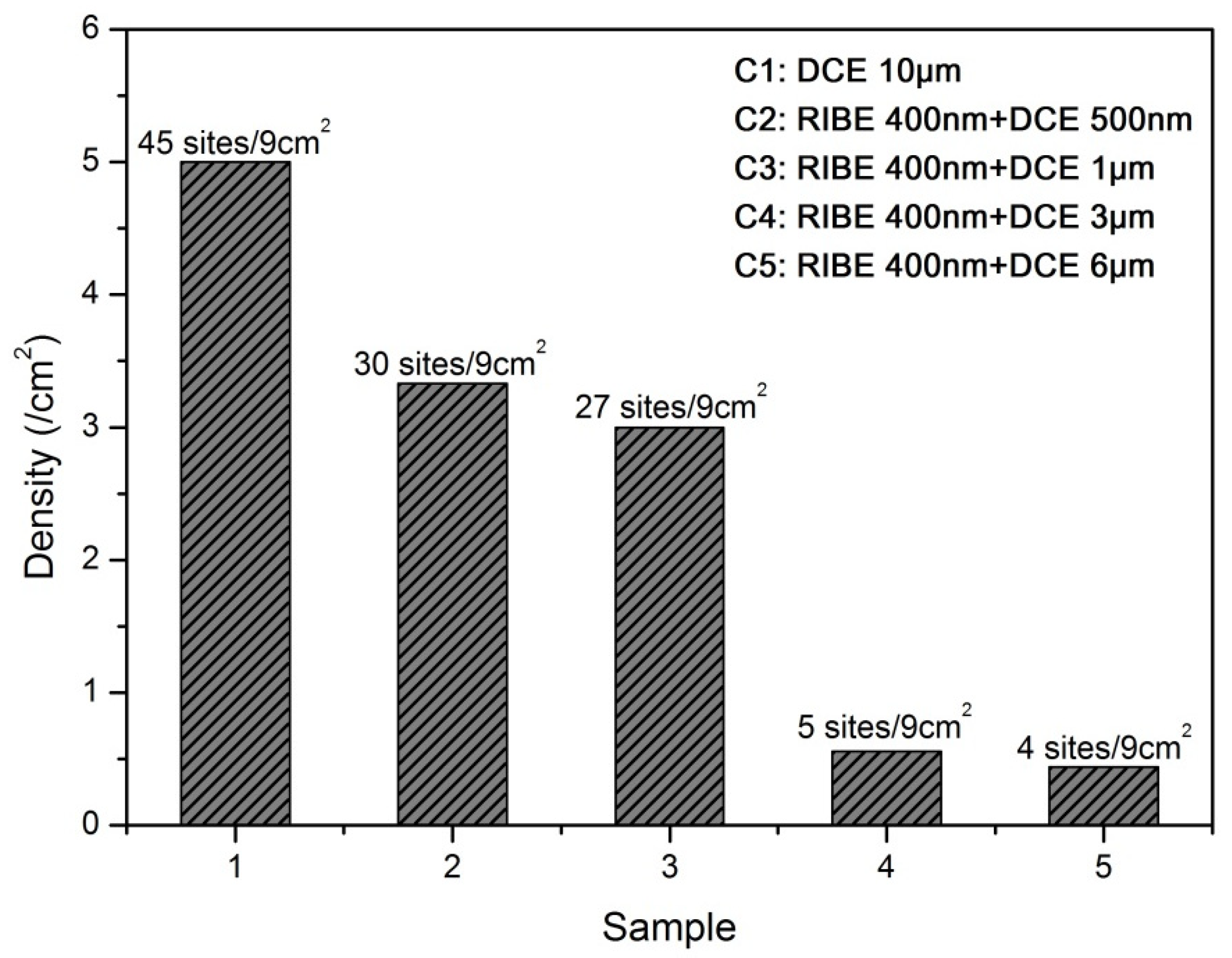
- DCE depth and damage performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xiao, H.; Yin, S.; Wang, H.; Liu, Y.; Wu, H.; Liang, R.; Cao, H. Models of grinding-induced surface and subsurface damages in fused silica considering strain rate and micro shape/geometry of abrasive. Ceram. Int. 2021, 47, 24924–24941. [Google Scholar] [CrossRef]
- Li, B.; Hou, C.; Tian, C.; Guo, J.; Xiang, X.; Jiang, X.; Wang, H.; Liao, W.; Yuan, X.; Jiang, X.; et al. Layer by layer exposure of subsurface defects and laser-induced damage mechanism of fused silica. Appl. Surf. Sci. 2020, 508, 145186. [Google Scholar] [CrossRef]
- Wang, H.; Wang, C.; Zhang, M.; Zheng, E.; Hou, J.; Chen, X. Investigation of subsurface damage density and morphology impact on the laser-induced damage threshold of fused silica. Appl. Opt. 2019, 58, 9839–9845. [Google Scholar] [CrossRef]
- He, X.; Cai, C.; Zhao, H.; Wang, G.; Lv, L.; Yan, D.; Ma, P. Effect of ion beam etching on surface/subsurface structural defect evolution in fused silica optics. Opt. Mater. 2021, 116, 111096. [Google Scholar] [CrossRef]
- Zhang, X.; Song, X.; Sun, Y.; Du, X.; Zhang, C.; Zu, C. Distribution characteristics of subsurface damage induced by different machining methods of fused silica. In Proceedings of the Proceedings Volume 11568, AOPC 2020: Optics Ultra Precision Manufacturing and Testing, 115681K, Beijing, China, 30 November–2 December 2020. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, C.; Feng, P.; Zhang, J. A model for prediction of subsurface damage in rotary ultrasonic face milling of optical K9 glass. Int. J. Adv. Manuf. Technol. 2016, 83, 347–355. [Google Scholar] [CrossRef]
- Xiao, H.; Chen, Z.; Wang, H.; Wang, J.; Zhu, N. Effect of grinding parameters on surface roughness and subsurface damage and their evaluation in fused silica. Opt. Express 2018, 26, 4638–4655. [Google Scholar] [CrossRef] [PubMed]
- Bouyer, C.; Parreault, R.; Roquin, N.; Natoli, J.Y.; Lamaignère, L. Impact of temporal modulations on laser-induced damage of fused silica at 351 nm. High Power Laser Sci. Eng. 2023, 11, e15. [Google Scholar] [CrossRef]
- Suratwala, T.; Steele, R.; Feit, M.D.; Wong, L.; Miller, P.; Menapace, J.; Davis, P. Effect of rogue particles on the sub-surface damage of fused silica during grinding/polishing. J. Non-Cryst. Solids 2008, 35, 2023–2037. [Google Scholar] [CrossRef]
- Li, Y.; Zheng, N.; Li, H.; Hou, J.; Lei, X.; Chen, X.A.; Yuan, Z.; Guo, Z.; Wang, J.; Guo, Y.; et al. Morphology and distribution of subsurface damage in optical fused silica parts: Bound-abrasive grinding. Appl. Surf. Sci. 2011, 257, 2066–2073. [Google Scholar] [CrossRef]
- Gouldieff, C.; Wagner, F.; Natoli, J.Y. Nanosecond UV laser-induced fatigue effects in the bulk of synthetic fused silica: A multi-parameter study. Optucs Express 2015, 25, 33416–33428. [Google Scholar] [CrossRef] [PubMed]
- Pfiffer, M.; Cormont, P.; Fargin, E.; Bousquet, B.; Dussauze, M.; Lambert, S.; Néauport, J. Effects of deep wet etching in HF/HNO3 and KOH solutions on the laser damage resistance and surface quality of fused silica optics at 351 nm. Opt. Express 2017, 25, 4607–4620. [Google Scholar] [CrossRef] [PubMed]
- Shi, F.; Tian, Y.; Peng, X.; Dai, Y. Combined technique of elastic magnetorheological finishing and HF etching for high-efficiency improving of the laser-induced damage threshold of fused silica optics. Appl. Opt. 2014, 53, 598–604. [Google Scholar] [CrossRef] [PubMed]
- Cheng, J.; Wang, J.; Hou, J.; Wang, H.; Zhang, L. Effect of Polishing-Induced Subsurface Impurity Defects on Laser Damage Resistance of Fused Silica Optics and Their Removal with HF Acid Etching. Appl. Sci. 2017, 7, 838. [Google Scholar] [CrossRef]
- Chambonneau, M.; Lamaignère, L. Multi-wavelength growth of nanosecond laser-induced surface damage on fused silica grating. Sci. Rep. 2018, 8, 891. [Google Scholar] [CrossRef] [PubMed]
- Zhong, Y.; Dai, Y.; Xiao, H. Experimental study on surface integrity and subsurface damage of fused silica in ultra-precision grinding. Int. J. Adv. Manuf. Technol. 2021, 115, 4021–4033. [Google Scholar] [CrossRef]
- Yuan, Z.; Li, Y.; Deng, W.; Chen, X.; Hou, J.; Wang, J. Damage resistance of fused silica modified by magnetorheological finishing (MRF) and ion beam etching (IBE). In Proceedings of the Proceedings Volume 10842, 9th International Symposium on Advanced Optical Manufacturing and Testing Technologies: Subdiffraction-Limited Plasmonic Lithography and Innovative Manufacturing Technology, 108420Z, Chengdu, China, 26–29 June 2018. [Google Scholar] [CrossRef]
- Sun, L.; Huang, J.; Liu, H.; Ye, X.; Wu, J.; Jiang, X.; Yang, L.; Zheng, W.; Wu, W. Combination of reaction ion etching and dynamic chemical etching for improving laser damage resistance of fused silica optical surfaces. Opt. Lett. 2016, 41, 4464–4467. [Google Scholar] [CrossRef]
- Demos, S.G.; Hoffman, B.N.; Carr, C.W.; Cross, D.A.; Negres, R.A.; Bude, J.D. Mechanisms of laser-induced damage in absorbing glasses with nanosecond pulses. Opt. Express 2019, 27, 9975–9986. [Google Scholar] [CrossRef]
- Shao, T.; Shi, Z.; Sun, L.; Ye, X.; Huang, J.; Li, B.; Yang, L.; Zheng, W. Role of each step in the combined treatment of reactive ion etching and dynamic chemical etching for improving the laser-induced damage resistance of fused silica. Opt. Express 2021, 29, 12365–12380. [Google Scholar] [CrossRef] [PubMed]
- Sun, L.; Liu, H.; Huang, J.; Ye, X.; Xia, H.; Li, Q.; Jiang, X.; Wu, W.; Yang, L.; Zheng, W. Reaction ion etching process for improving laser damage resistance of fused silica optical surface. Opt. Express 2016, 24, 199–211. [Google Scholar] [CrossRef]
- Li, H.N.; Yu, T.B.; Da Zhu, L.; Wang, W.S. Analytical modeling of grinding-induced subsurface damage in monocrystalline silicon. Mater. Des. 2017, 130, 250–262. [Google Scholar] [CrossRef]
- Schindler, A.; Haensel, T.; Flamm, D.; Frank, W.; Boehm, G.; Frost, F.; Fechner, R.; Bigl, F.; Rauschenbach, B. Ion beam and plasma jet etching for optical component fabrication. In Proceedings of the Proceedings Volume 4440, Lithographic and Micromachining Techniques for Optical Component Fabrication, San Diego, CA, USA, 29 July–3 August 2001. [Google Scholar] [CrossRef]
- Flamm, D.; Haensel, T.; Schindler, A.; Nickel, A.; Thomas, H. Reactive ion beam etching: A fabrication process for the figuring of precision aspheric optical surfaces in fused silica. In Proceedings of the Proceedings Volume 3739, Optical Fabrication and Testing, Optical Fabrication and Testing, Berlin, Germany, 26–29 May 1999. [Google Scholar] [CrossRef]
- Shao, T.; Shi, Z.; Li, Q.; Li, W.; Ye, X.; Sun, L.; Yang, L.; Zheng, W. Combination of scanning ion beam etching and dynamic chemical etching for improving laser damage resistance of fused silica optics. Opt. Mater. 2022, 134, 113076. [Google Scholar] [CrossRef]
- Ye, H.; Li, Y.; Xu, Q. Effects of Wet Chemical Etching on Scratch Morphology and Laser Damage Resistance of Fused Silica. Silicon 2020, 12, 425–432. [Google Scholar] [CrossRef]
- ISO 21254; Lasers and Laser-Related Equipment—Test Methods for Laser-Induced Damage Threshold. ISO: Geneva, Switzerland, 2011.
- Wilson, C.R.; Hutchens, T.C.; Sapkota, G.; Case, J.R.; Potter, M.G.; Busse, L.E.; Frantz, J.A.; Shaw, L.B.; Sanghera, J.S.; Poutous, M.K.; et al. Laser damage of silica optical windows with random antireflective structured surfaces. Opt. Eng. 2018, 57, 121906. [Google Scholar] [CrossRef]
- Veinhard, M.; Bonville, O.; Bouillet, S.; Bordenave, E.; Courchinoux, R.; Parreault, R.; Natoli, J.-Y.; Lamaignère, L. Effect of non-linear amplification of phase and amplitude modulations on laser-induced damage of thick fused silica optics with large beams at 351 nm. J. Appl. Phys. 2018, 124, 163106. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | RIBE Depth (nm) | DCE Depth (μm) | |
|---|---|---|---|
| 1st experiment | A1 | No etch | 10 |
| A2 | 200 | 3 | |
| A3 | 400 | 3 | |
| A4 | 600 | 3 | |
| A5 | 800 | 3 | |
| A6 | 1000 | 3 | |
| 2nd experiment | B1 | No etch | 10 |
| B2 | 400 | 0.5 | |
| B3 | 400 | 1 | |
| B4 | 400 | 3 | |
| 3rd experiment | C1 | No etch | 10 |
| C2 | 400 | 0.5 | |
| C3 | 400 | 1 | |
| C4 | 400 | 3 | |
| C5 | 400 | 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Zhang, Y.; Shao, T.; Shi, Z.; Huang, J.; Ye, X.; Yang, L.; Zheng, W. Rapid Detection and Elimination of Subsurface Mechanical Damage for Improving Laser-Induced Damage Performance of Fused Silica. Coatings 2024, 14, 466. https://doi.org/10.3390/coatings14040466
Li Q, Zhang Y, Shao T, Shi Z, Huang J, Ye X, Yang L, Zheng W. Rapid Detection and Elimination of Subsurface Mechanical Damage for Improving Laser-Induced Damage Performance of Fused Silica. Coatings. 2024; 14(4):466. https://doi.org/10.3390/coatings14040466
Chicago/Turabian StyleLi, Qingzhi, Yubin Zhang, Ting Shao, Zhaohua Shi, Jin Huang, Xin Ye, Liming Yang, and Wanguo Zheng. 2024. "Rapid Detection and Elimination of Subsurface Mechanical Damage for Improving Laser-Induced Damage Performance of Fused Silica" Coatings 14, no. 4: 466. https://doi.org/10.3390/coatings14040466
APA StyleLi, Q., Zhang, Y., Shao, T., Shi, Z., Huang, J., Ye, X., Yang, L., & Zheng, W. (2024). Rapid Detection and Elimination of Subsurface Mechanical Damage for Improving Laser-Induced Damage Performance of Fused Silica. Coatings, 14(4), 466. https://doi.org/10.3390/coatings14040466