
Laser Cleaning Combined with Cladding Improves Cladding Quality for Repairing Steel Plates in Pressure Vessels

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Optimisation of Laser Cleaning Parameters
2.2.2. Characterisation of Material Properties
3. Results and Discussion
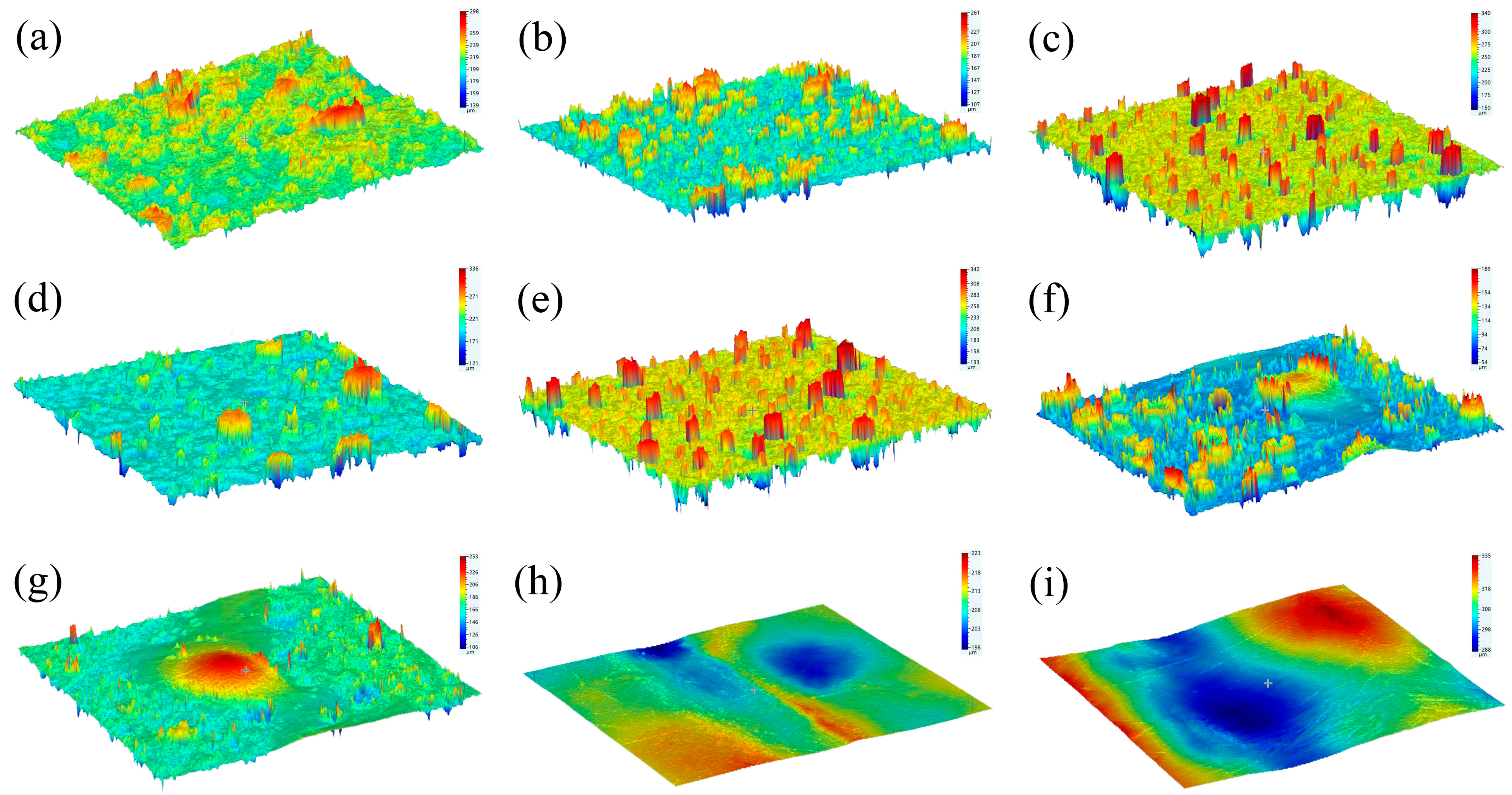
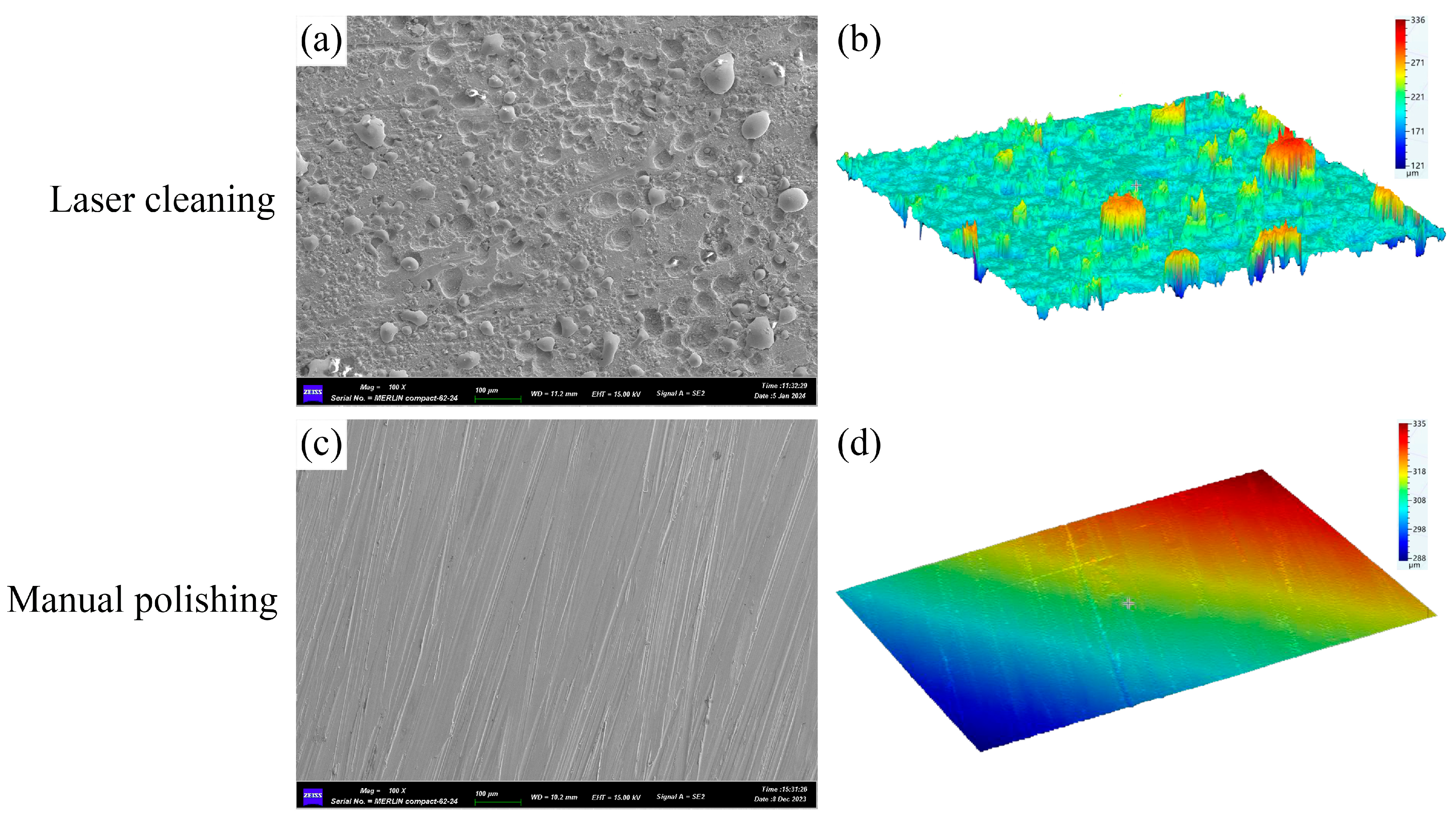
3.1. Surface Morphology after Cleaning
3.2. Microstructural Analysis
3.2.1. Microstructure of Cladding Layer
3.2.2. Microstructure of HAZ
3.3. Microstructural Analysis
3.3.1. Microhardness Distributions
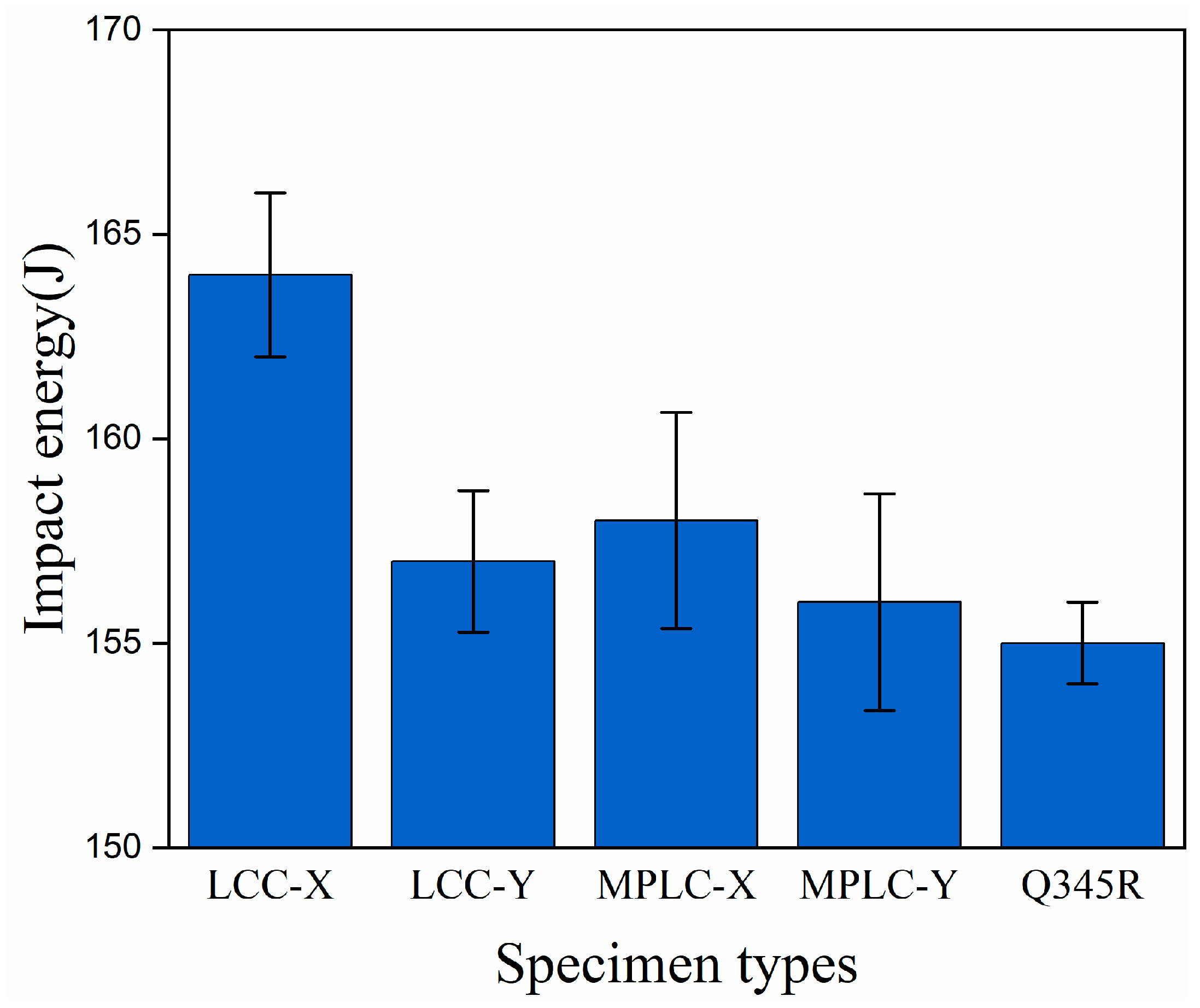
3.3.2. Charpy Impact Tests
- (1)
- The LCC process left fewer defects in the microstructure of the clad layer than the MPLC process (Figure 14), thereby enhancing the resistance to impact loads. Consequently, the LCC specimen demonstrated a superior impact on the energy absorption compared to other specimens cut in the same direction.
- (2)
- The cracks tend to propagate parallel to the Y-direction (i.e., the scanning direction during the laser cladding). The location of the cladding overlap acted as a stress concentration area, and the residual stresses were parallel to the Y-direction. Therefore, among the specimens processed under the same conditions, those cut along the X-direction exhibited a higher impact on the energy absorption.
- (3)
- Due to the use of two laser scans, the LCC specimens should exhibit enhanced hardness and reduced plasticity at overlapping locations within the HAZ of the clad layer.
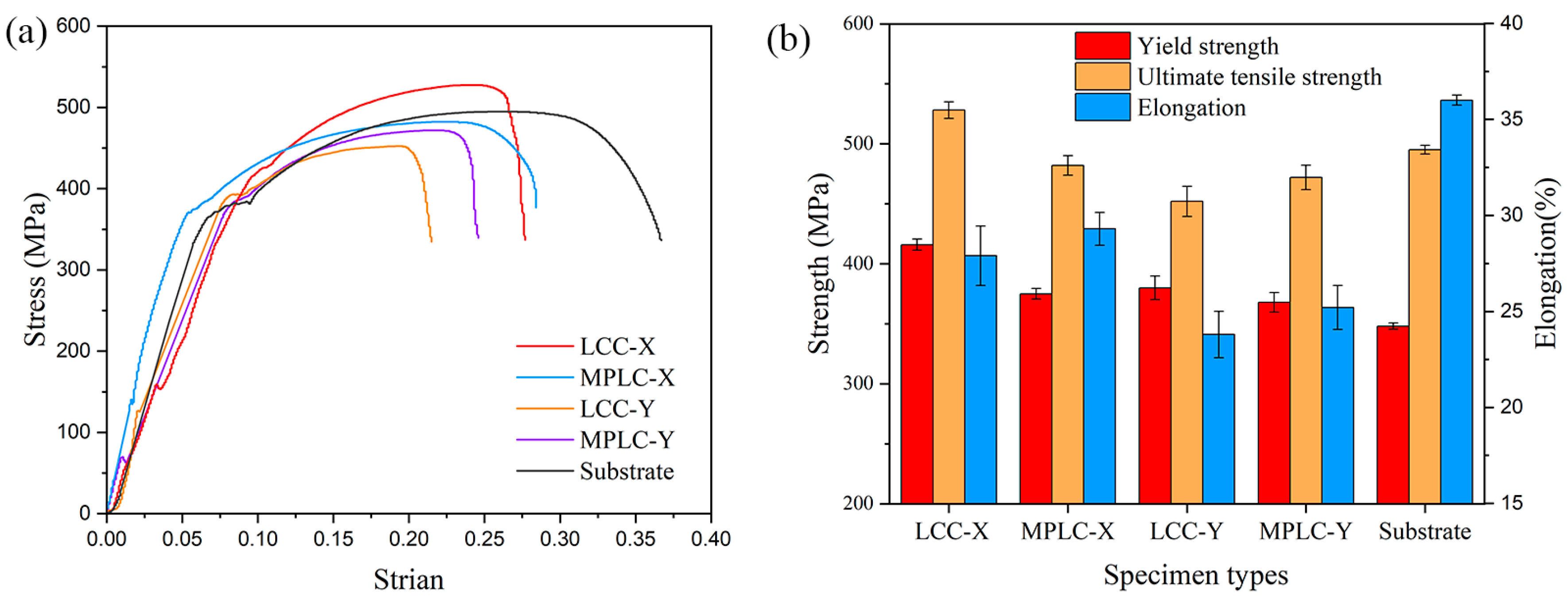
3.3.3. Tensile Testing Results
3.4. Analysis of Process Flow
4. Conclusions
- (1)
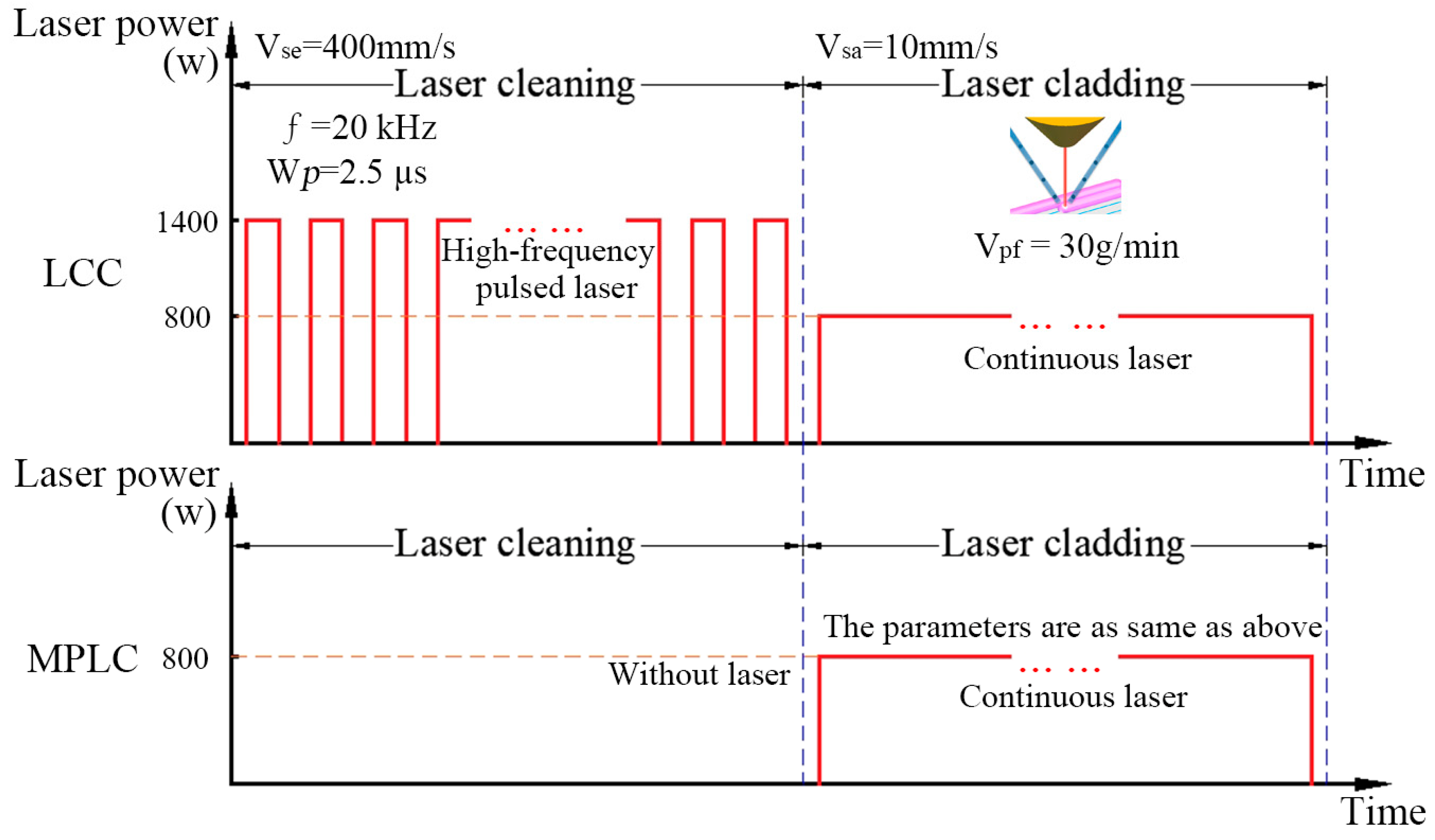
- During laser cleaning, a high-frequency pulsed laser impinged on the substrate surface to remove impurities, and the liberated particles were removed by the protective gas. Under fixed laser conditions, a laser power of 1400 W, a scanning speed of 400 mm/s, and a scanning number of 2 produced the optimal surface profile after cleaning. The oxygen content on the surface of the specimen was the lowest under these process parameters, and the surface roughness reached 14.22 μm.
- (2)
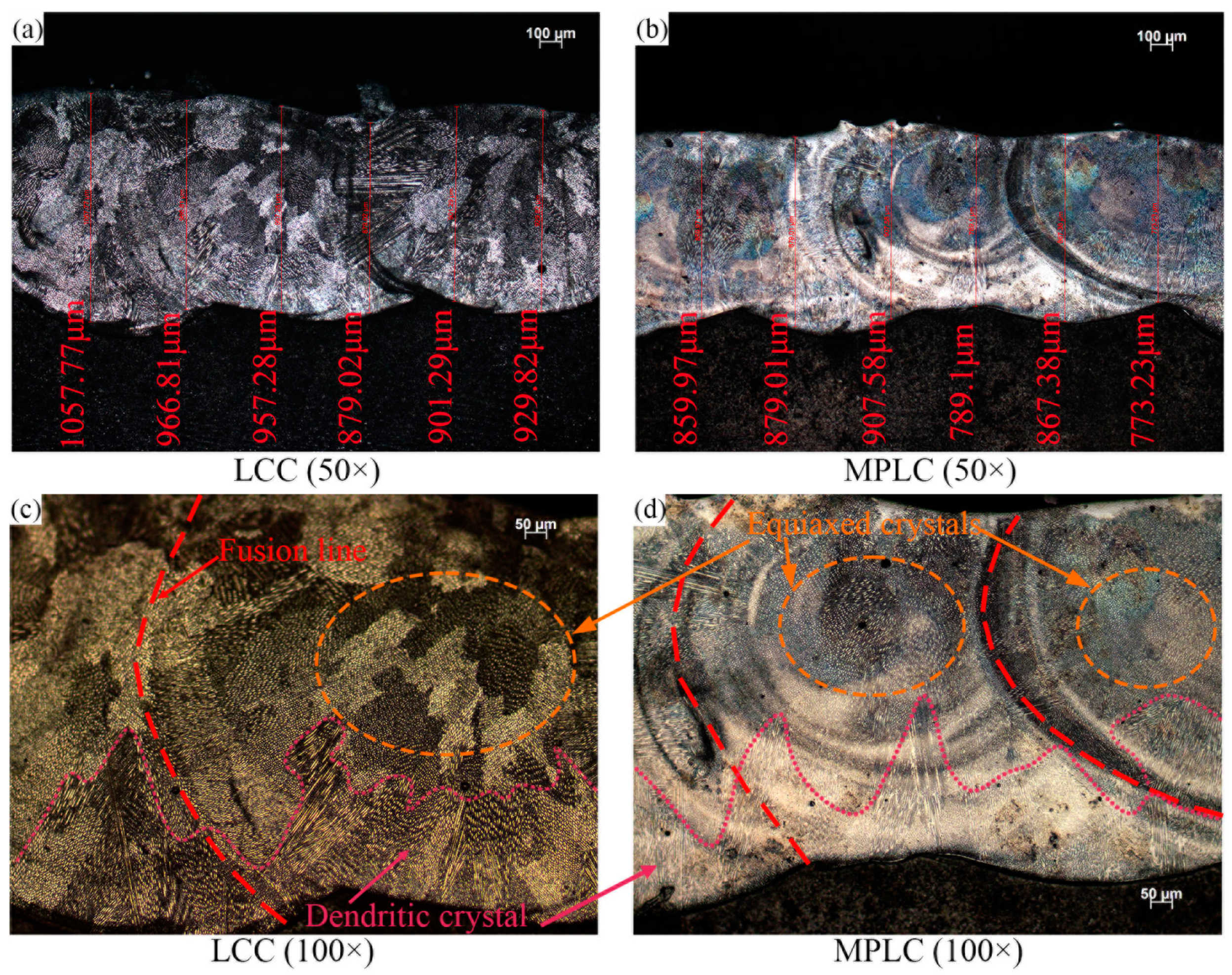
- Under the same laser cladding parameters, the LCC process produced better metallurgical bonding between the cladding layer and substrate than the MPLC process. Specifically, the LCC specimens contained fewer pores and cracks in the bond area. The HAZ in the LCC specimen was also deeper (675.67 μm) and contained more of a Widmanstätten structure than the HAZ in the MPLC specimen.
- (3)
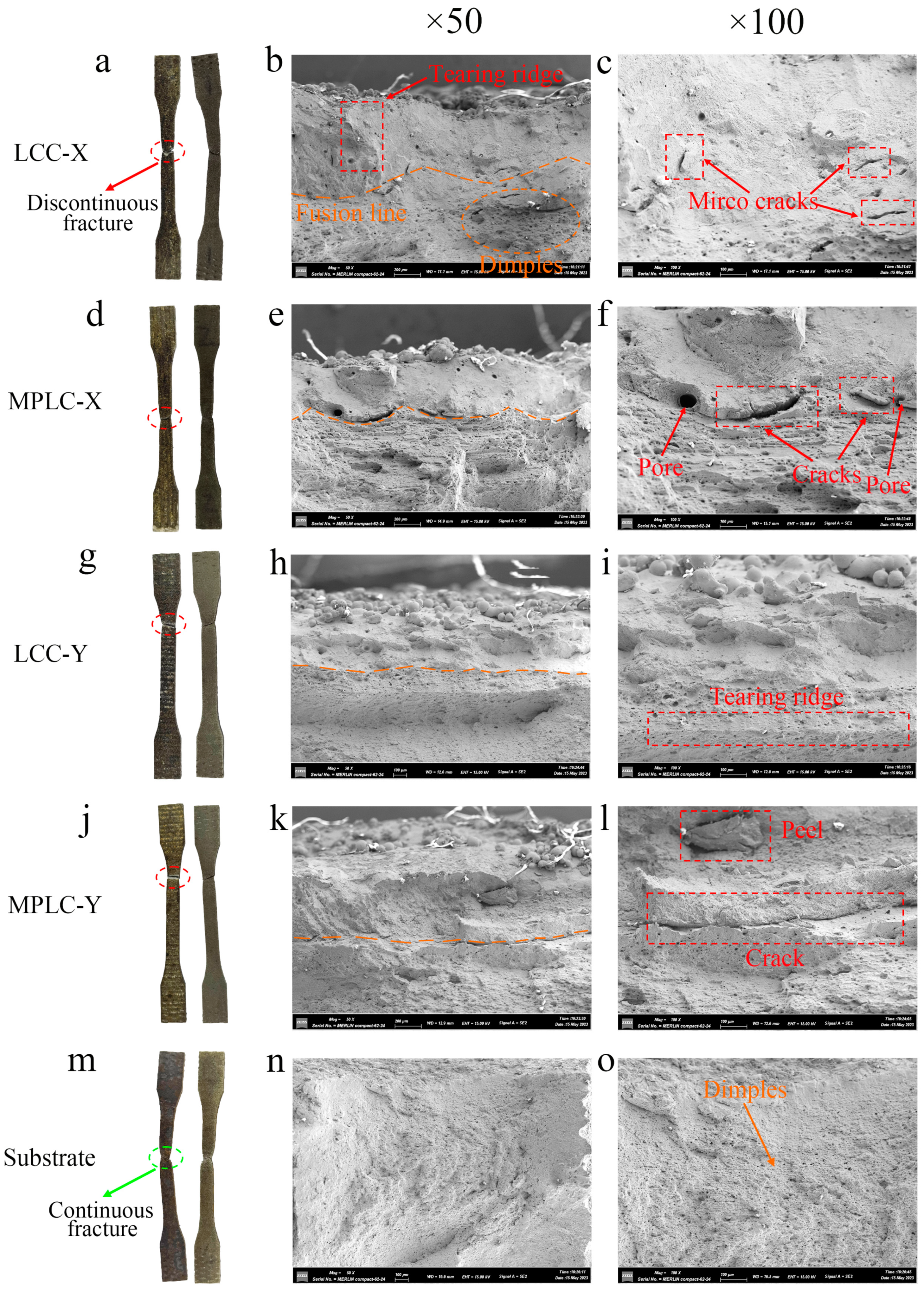
- The average hardness of the LCC clad layer was 256.47 HV, whereas that of the MPLC clad layer was only 222 HV. The impact on the energy absorption and yield strength of the LCC specimens cut in the X-direction reached 164 J and 416 MPa, respectively, which were higher than those of the MPLC specimens and the substrate. The SEM images of the fractured impact and tensile specimens showed brittle fracture characteristics in the HAZ, indicating that the Widmanstätten structure generated in the HAZ increased the hardness and decreased the toughness. The specimens cut in the X-direction absorbed more impact energy than those cut in the Y-direction, suggesting that the in situ repairment should adopt a fusion path perpendicular to the direction of the crack growth to improve the impact resistance of the repaired area.
- (4)
- Compared with the MPLC, the LCC involves fewer steps, requires less manual work, improves the cladding quality, and provides a new opportunity for applying laser cladding technology to on-site repair.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

References
- Cui, Q.F.; Hui, H.P.; Li, N. Applicability of the ASME exemption curve for Chinese pressure vessel steel Q345R. ASME J. Press. Vessel Technol. 2015, 137, 061602. [Google Scholar] [CrossRef]
- Zhu, L.D.; Xue, P.S.; Lan, Q.; Meng, G.R.; Ren, Y.; Yang, Z.C.; Xu, P.H.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Clare, A.; Oyelola, O.; Folkes, J.; Farayibi, P. Laser cladding for railway repair and preventative maintenance. J. Laser Appl. 2012, 20, 140. [Google Scholar] [CrossRef]
- Rahman Rashid, R.A.; Nazari, K.A.; Barr, C.; Palanisamy, S.; Orchowski, N.; Matthews, N.; Dargusch, M.S. Effect of laser reheat post-treatment on the microstructural characteristics of laser-cladded ultra-high strength steel. Surf. Coat. Technol. 2019, 372, 93–102. [Google Scholar] [CrossRef]
- Zhu, S.C.; Chen, W.L.; Zhan, X.H.; Ding, L.P.; Zhou, J.J. Parameter optimisation of laser cladding repair for an Invar alloy mould. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 8. [Google Scholar] [CrossRef]
- Duan, X.M.; Li, Q.; Xie, W.R.; Yang, X.D. Wire arc metal additive manufacturing using pulsed arc plasma (PAP-WAAM) for effective heat management. J. Mater. Process. Technol 2023, 311, 117806. [Google Scholar] [CrossRef]
- van der Mee, V. Welding exposure scenarios. Weld World 2021, 65, 2397–2401. [Google Scholar] [CrossRef]
- Zhu, G.D.; Xu, Z.H.; Jin, Y.; Chen, X.; Yang, L.J.; Xu, J.; Shan, D.B.; Chen, Y.B.; Guo, B. Mechanism and application of laser cleaning: A review. Opt. Laser. Eng. 2022, 157, 107130. [Google Scholar] [CrossRef]
- Ashidate, S.; Obara, M. Rust and paint stripping from power transmission towers with a pulsed Nd:YAG laser. SPIE 1997, 3092, 740–743. [Google Scholar] [CrossRef]
- Wang, Q.D.; Kainuma, S.; Zhuang, S.; Shimizu, K.; Haraguchi, M. Laser cleaning on severely corroded steel members: Engineering attempt and cleanliness assessment. J. Clean. Prod. 2022, 376, 134224. [Google Scholar] [CrossRef]
- Brand, J.; Wain, A.; Rode, A.V.; Madden, S.; Rapp, L. Towards safe and effective femtosecond laser cleaning for the preservation of historic monuments. Appl. Phys. A 2023, 129, 246. [Google Scholar] [CrossRef]
- Wang, Z.; Zeng, X.; Huang, W. Parameters and surface performance of laser removal of rust layer on A3 steel. Surf. Coat. Technol. 2003, 166, 10–16. [Google Scholar] [CrossRef]
- Song, Y.H.; Zhang, T.F.; Fan, W.J.; Zhang, Y.; Yang, W.F.; Wang, A.D. Effect of the overlap ratio on surface properties of 7B04 aluminum alloy for aviation during laser derusting. J. Mater. Res. Technol. 2022, 20, 1495–1511. [Google Scholar] [CrossRef]
- Wang, A.M.; Feng, A.X.; Gu, X.H.; Pan, X.M.; Yu, J.H.; Jiang, Z.H. Effect of picosecond laser cleaning on surface morphology and properties of stainless steel. Opt. Laser Technol. 2023, 159, 106041. [Google Scholar] [CrossRef]
- Wang, Y.F.; Li, Z.X.; Wang, H.N.; Du, J.H.; Zhang, C.W. Effect of multilayered structure on properties of Ti/TiN coating. Rare Met. Mater. Eng. 2017, 46, 1219–1224. [Google Scholar] [CrossRef]
- Ali, R.; Renzelli, M.; Khan, M.I.; Sebastiani, M.; Bemporad, E. Effects of residual stress distribution on interfacial adhesion of magnetron sputtered AlN and AlN/Al nanostructured coatings on a (100) silicon substrate. Nanomaterials 2018, 8, 896. [Google Scholar] [CrossRef] [PubMed]
- Guo, H.; Wu, N.C.; Zhang, Y.L.; Zhang, S.D.; Sun, W.H.; Wang, J.Q. Influence of coating thickness on the impact damage mode in Fe-based amorphous coatings. Surf. Coat. Technol. 2020, 390, 125650. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.J.; Liu, W.J.; Long, R. Effects of substrate preheating on the thin-wall part built by laser metal deposition shaping. Appl. Surf. Sci. 2014, 317, 839–855. [Google Scholar] [CrossRef]
- Ding, C.G.; Cui, X.; Jiao, J.Q.; Zhu, P. Effects of substrate preheating temperatures on the microstructure, properties, and residual stress of 12CrNi2 prepared by laser cladding deposition technique. Materials 2018, 11, 2401–2403. [Google Scholar] [CrossRef] [PubMed]
- He, B.; Wang, C.; Sun, C.Q.; Yang, G.; Wang, X.M.; Su, Y.D. Effect of substrate preheating on microstructure and properties of laser-deposited TA15/GH4169 composite structure. Chn. J. Lasers (Zhongguo Jiguang) 2020, 47, 0102002. [Google Scholar] [CrossRef]
- Qiu, H.X.; Yu, W.B.; Song, J.L.; Deng, J.; Li, Y.Y.; Deng, Q.L. Numerical simulation of laser cladding 316L/H13+20% WC composite coating on H13 steel surface. Laser Optoelectron. Prog. 2022, 59, 0314002. [Google Scholar] [CrossRef]
- Wang, H.P.; Mo, J.L.; Mu, S.; Zhang, M.Q.; Duan, W.J.; Li, J.B.; Zhou, Z.R. Effects of interfacial trapezoidal grooves on the mechanical properties of coatings by laser cladding. Surf. Coat. Technol. 2021, 421, 127425. [Google Scholar] [CrossRef]
- Zhan, X.H.; Liu, Y.C.; Yi, P.; Feng, W.L.; Feng, Z.H.; Jin, Y.C. Effect of substrate surface texture shapes on the adhesion of plasma-sprayed Ni-based coatings. J. Therm. Spray Technol. 2020, 30, 270–284. [Google Scholar] [CrossRef]
- Ma, Y.Z.; Zhao, W.; Zhang, H.T.; Ma, L.; Fan, C.X.; Zhang, X.; Li, D. A new method for laser grooving titanium alloy with the assist of a hybrid of gas jet and waterjet. J. Mater. Process. Technol. 2023, 315, 117906. [Google Scholar] [CrossRef]
- Zhu, L.X.; Sun, B.T.; Li, Z.; Pan, X.M.; Chen, Y.F.; Cao, Y. The weld quality improvement via laser cleaning pre-treatment for laser butt welding of the HSLA steel plates. Weld. World 2020, 64, 1715–1723. [Google Scholar] [CrossRef]
- Zhou, C.; Li, H.G.; Chen, G.Y.; Wang, G.; Shan, Z.Z. Effect of single pulsed picosecond and 100 nanosecond laser cleaning on surface morphology and welding quality of aluminium alloy. Opt. Laser Technol. 2020, 127, 106197. [Google Scholar] [CrossRef]
- Tan, P.F.; Kiran, R.; Zhou, K. Effects of sub-atmospheric pressure on keyhole dynamics and porosity in products fabricated by selective laser melting. J. Manuf. Proc. 2021, 64, 816–827. [Google Scholar] [CrossRef]
- Korsmik, R.; Zadykyan, G.; Tyukov, S.; Klimova-Korsmik, O.; Dmitrieva, A. Prediction of Occurrence of Hot Cracks in Laser Cladding Heat Resistant Nickel Alloys. Metals 2023, 13, 10. [Google Scholar] [CrossRef]
- Ma, W.; Ning, J.; Zhang, L.J.; Na, S.J. Regulation of microstructures and properties of molybdenum-silicon-boron alloy subjected to selective laser melting. J. Manuf. Proc. 2021, 69, 593–601. [Google Scholar] [CrossRef]
- Zhang, D.B.; Wang, M.; Shu, C.S.; Zhang, Y.F.; Wu, D.S.; Ye, Y.X. Dynamic keyhole behavior and keyhole instability in high power fiber laser welding of stainless steel. Optics Laser Technol. 2019, 144, 1–9. [Google Scholar] [CrossRef]
- Zhou, L.B.; Sun, J.S.; Chen, J.; Chen, W.; Ren, Y.J.; Yan, Y.; Li, C.; Qiu, W. Study of substrate preheating on the microstructure and mechanical performance of Ti-15Mo alloy processed by selective laser melting. J. Alloys Compds. 2022, 928, 167130. [Google Scholar] [CrossRef]
- Bidron, G.; Doghri, A.; Malot, T.; Fournier-dit-Chabert, F.; Thomas, M.; Peyre, P. Reduction of the hot cracking sensitivity of CM-247LC superalloy processed by laser cladding using induction preheating. J. Mater. Process. Technol. 2019, 277, 116461. [Google Scholar] [CrossRef]
- Luo, X.P.; Zhao, M.H.; Li, J.Y.; Duan, C.H. Numerical study on thermodynamic behavior during selective laser melting of 24CrNiMo alloy steel. Materials 2020, 13, 45. [Google Scholar] [CrossRef] [PubMed]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | Cr | Ni | Mo | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| wt% | 0.2 | 0.247 | 1.5 | 0.052 | 0.061 | 0.006 | 0.25 | Bal. |
| Elements | C | Si | Mn | Cr | Al | Fe | Co | Mo | Nb | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| wt% | 0.04 | 0.12 | 0.28 | 21.66 | 0.06 | 0.66 | 0.01 | 8.67 | 3.43 | Bal. |
| Level | Factor | ||
|---|---|---|---|
| Laser Power (W) | Vse (mm/s) | Number of Scans | |
| 1 | 1200 | 200 | 1 |
| 2 | 1400 | 400 | 2 |
| 3 | 1600 | 600 | 3 |
| 4 | 1800 | 800 | 4 |
| 5 | 2000 | 1000 | 5 |
| No. | Laser Power (W) | Vs (mm/s) | Scanning Times | Oxygen Content (AT%) | Sa (μm) |
|---|---|---|---|---|---|
| 1 | 1200 | 200 | 1 | 33.5 | 9.03 |
| 2 | 1200 | 400 | 5 | 43.5 | 15.53 |
| 3 | 1200 | 600 | 4 | 46.2 | 12.05 |
| 4 | 1200 | 800 | 3 | 25.74 | 9.67 |
| 5 | 1200 | 1000 | 2 | 29.72 | 11.84 |
| 6 | 1400 | 200 | 3 | 55.8 | 6.74 |
| 7 | 1400 | 400 | 2 | 14.58 | 14.22 |
| 8 | 1400 | 600 | 1 | 37.63 | 18.56 |
| 9 | 1400 | 800 | 5 | 16.31 | 11.8 |
| 10 | 1400 | 1000 | 4 | 33.74 | 14.92 |
| 11 | 1600 | 200 | 5 | 59.52 | 6.22 |
| 12 | 1600 | 400 | 4 | 15.24 | 7.12 |
| 13 | 1600 | 600 | 3 | 32.5 | 15.53 |
| 14 | 1600 | 800 | 2 | 60.5 | 18.56 |
| 15 | 1600 | 1000 | 1 | 45.63 | 13.2 |
| 16 | 1800 | 200 | 2 | 59.8 | 8.22 |
| 17 | 1800 | 400 | 1 | 50.8 | 8.74 |
| 18 | 1800 | 600 | 5 | 40.5 | 12.74 |
| 19 | 1800 | 800 | 4 | 48.2 | 9.51 |
| 20 | 1800 | 1000 | 3 | 37.9 | 11.9 |
| 21 | 2000 | 200 | 4 | 55.8 | 7.02 |
| 22 | 2000 | 400 | 3 | 52.8 | 8.22 |
| 23 | 2000 | 600 | 2 | 33.42 | 16.41 |
| 24 | 2000 | 800 | 1 | 43.5 | 14.53 |
| 25 | 2000 | 1000 | 5 | 52.2 | 9.88 |
| −15.93 | −17.5 | −2.8 | |||
| 2 | 1 | 3 | |||
| 3.03 | 7.61 | 3.73 | |||
| 3 | 1 | 2 |
| Specimen Type | Impact Energy (J) | Standard Deviation | |||
|---|---|---|---|---|---|
| No. 1 | No. 2 | No. 3 | Average | ||
| LCC-X | 164 | 162 | 166 | 164 | 2 |
| LCC-Y | 156 | 156 | 159 | 157 | 1.73 |
| MPLC-C | 155 | 159 | 160 | 158 | 2.65 |
| MPLC-Y | 153 | 157 | 158 | 156 | 2.65 |
| Substrate | 155 | 154 | 156 | 155 | 1 |
| Specimen Type | No. 1 | No. 2 | No. 3 | Average | Standard Deviation | |
|---|---|---|---|---|---|---|
| Yield strength (Mpa) | LCC-X | 421 | 415 | 412 | 416 | 4.58 |
| LCC-Y | 370 | 378 | 377 | 375 | 4.36 | |
| MPLC-C | 372 | 391 | 377 | 380 | 9.85 | |
| MPLC-Y | 359 | 375 | 370 | 368 | 8.19 | |
| Substrate | 346 | 347 | 351 | 348 | 2.65 | |
| Ultimate tensile strength (Mpa) | LCC-X | 520 | 533 | 531 | 528 | 7 |
| LCC-Y | 480 | 491 | 475 | 482 | 8.19 | |
| MPLC-C | 448 | 442 | 466 | 452 | 12.49 | |
| MPLC-Y | 461 | 474 | 481 | 472 | 10.15 | |
| Substrate | 492 | 499 | 494 | 495 | 3.61 | |
| Elongation (%) | LCC-X | 26.4 | 27.8 | 29.5 | 27.9 | 1.55 |
| LCC-Y | 30.1 | 28.4 | 29.4 | 29.3 | 0.85 | |
| MPLC-C | 22.7 | 23.6 | 25.1 | 23.8 | 1.21 | |
| MPLC-Y | 24.1 | 26.4 | 25.1 | 25.2 | 1.15 | |
| Substrate | 35.7 | 36.1 | 36.2 | 36 | 0.26 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, K.; Shi, Y.; Xu, Y.; Wang, S.; Wang, Q.; Li, Y.; Zhang, C.; Li, Z. Laser Cleaning Combined with Cladding Improves Cladding Quality for Repairing Steel Plates in Pressure Vessels. Coatings 2024, 14, 508. https://doi.org/10.3390/coatings14040508
Fan K, Shi Y, Xu Y, Wang S, Wang Q, Li Y, Zhang C, Li Z. Laser Cleaning Combined with Cladding Improves Cladding Quality for Repairing Steel Plates in Pressure Vessels. Coatings. 2024; 14(4):508. https://doi.org/10.3390/coatings14040508
Chicago/Turabian StyleFan, Kaijun, Yongjun Shi, Youfan Xu, Shuyao Wang, Qin Wang, Ying Li, Cheng Zhang, and Zhaojian Li. 2024. "Laser Cleaning Combined with Cladding Improves Cladding Quality for Repairing Steel Plates in Pressure Vessels" Coatings 14, no. 4: 508. https://doi.org/10.3390/coatings14040508
APA StyleFan, K., Shi, Y., Xu, Y., Wang, S., Wang, Q., Li, Y., Zhang, C., & Li, Z. (2024). Laser Cleaning Combined with Cladding Improves Cladding Quality for Repairing Steel Plates in Pressure Vessels. Coatings, 14(4), 508. https://doi.org/10.3390/coatings14040508