Literature Review on Fretting Wear and Contact Mechanics of Tribological Coatings




Abstract
:1. Introduction
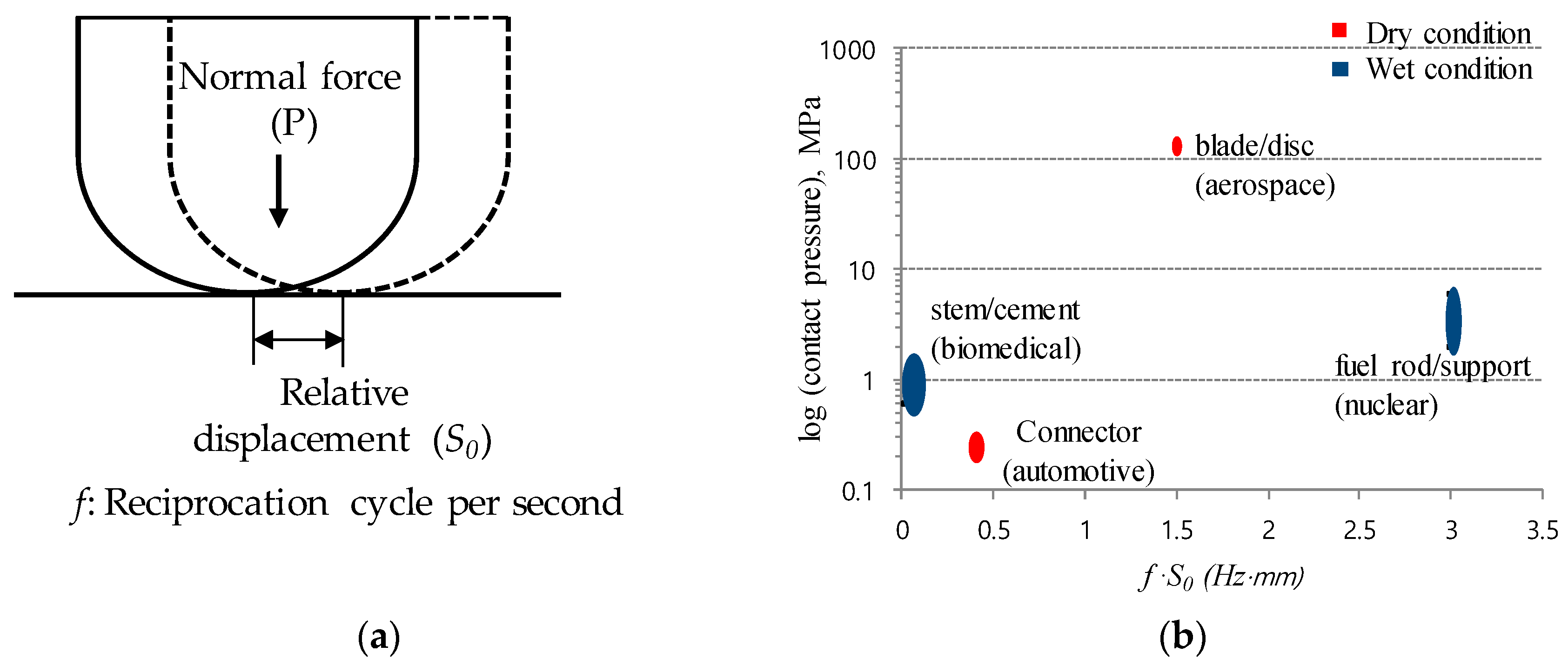
2. Experimental Fretting Conditions Found in Industries
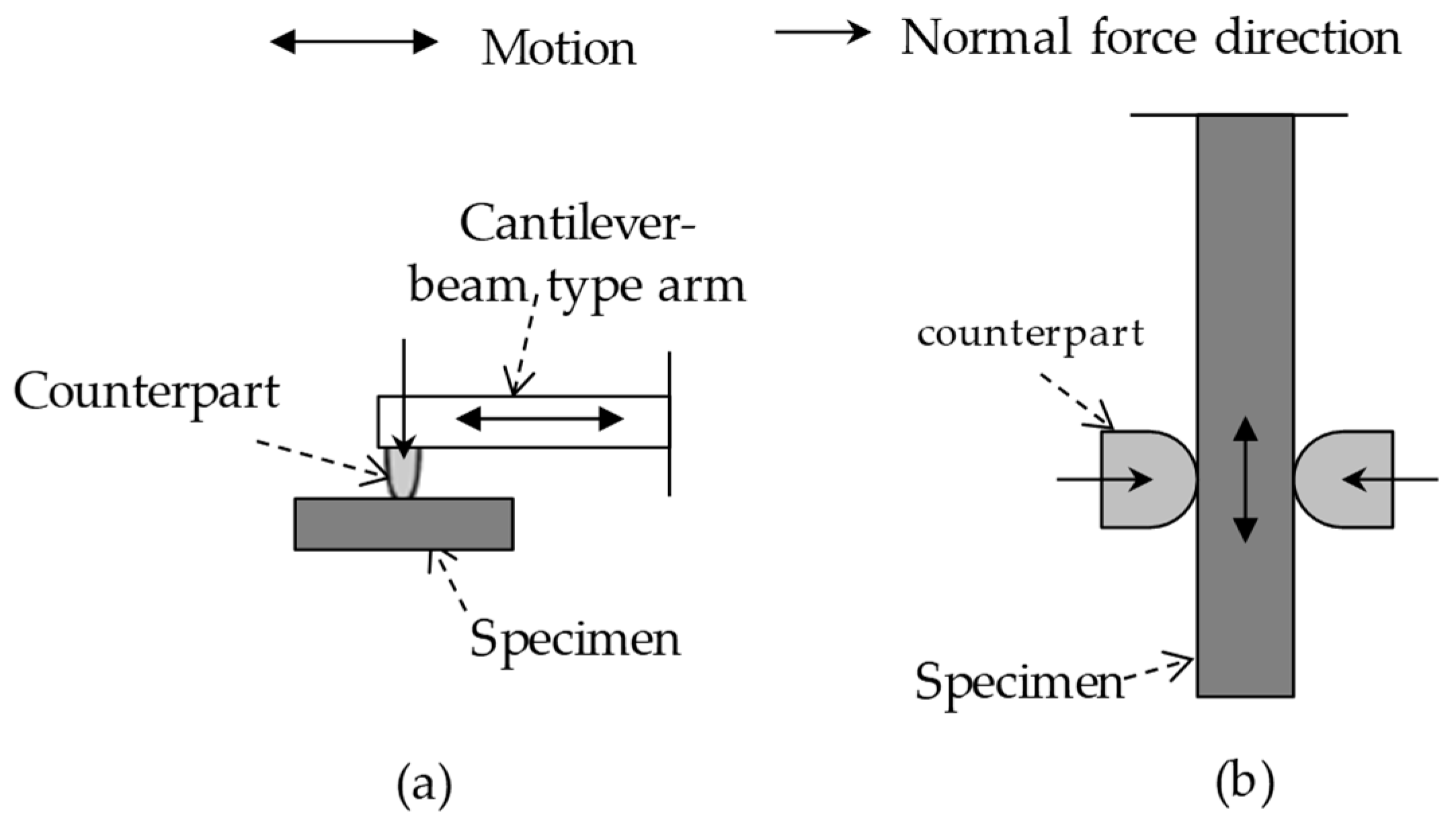
3. Experimental Methods and Evaluation Techniques
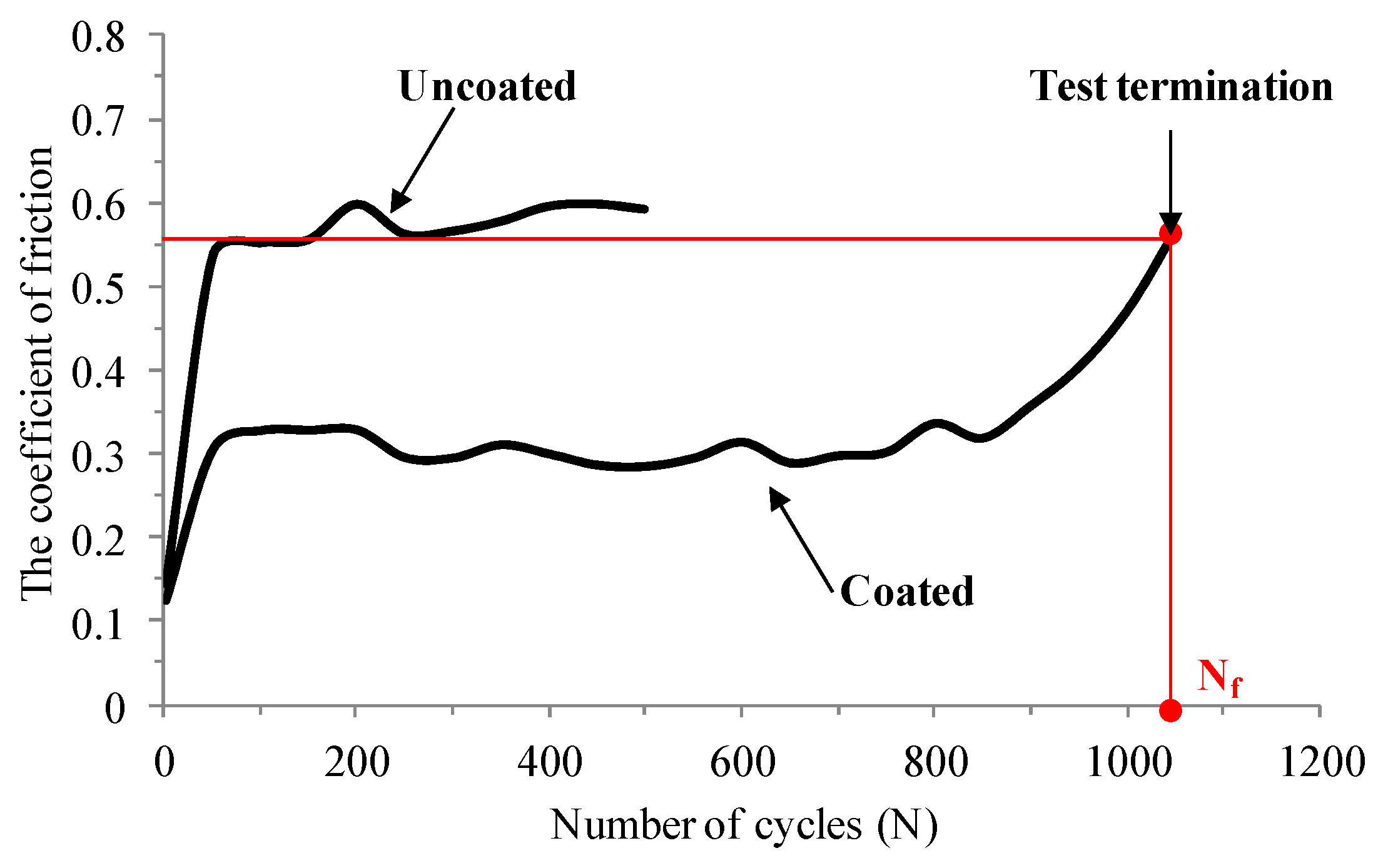
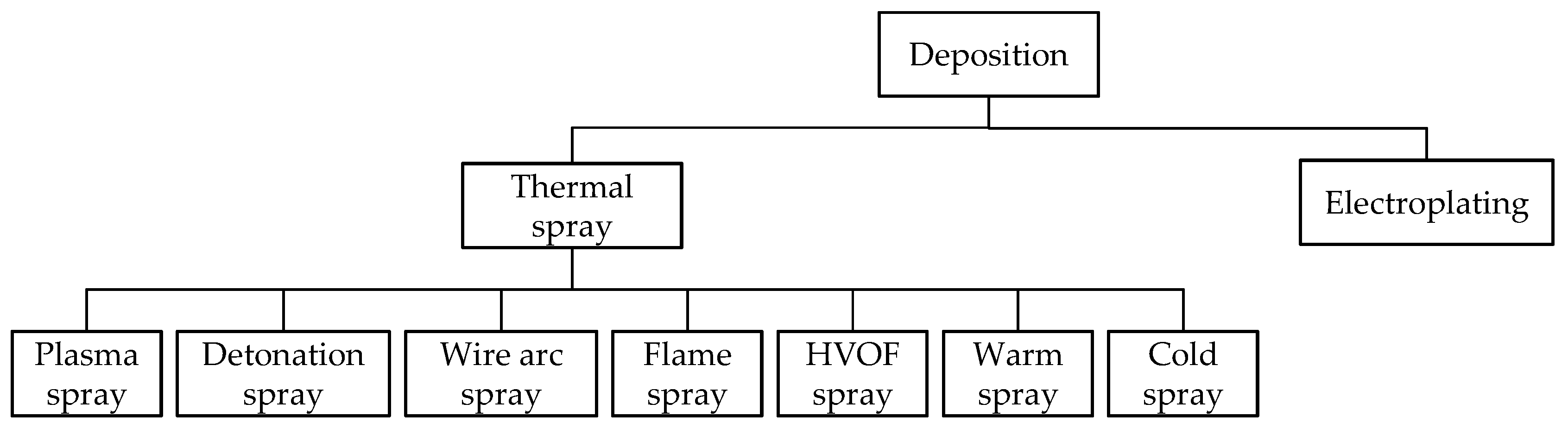
4. Recent Solutions to Resist Fretting Wear Damage
5. Contact Mechanics of Coated Systems
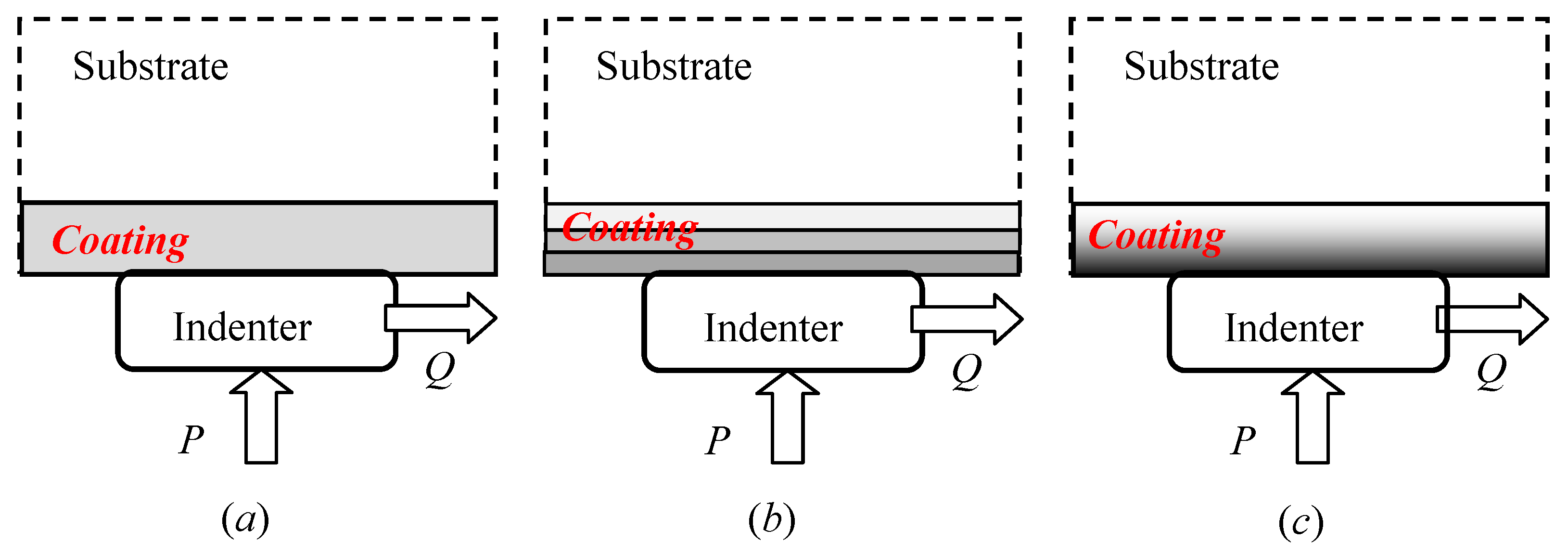
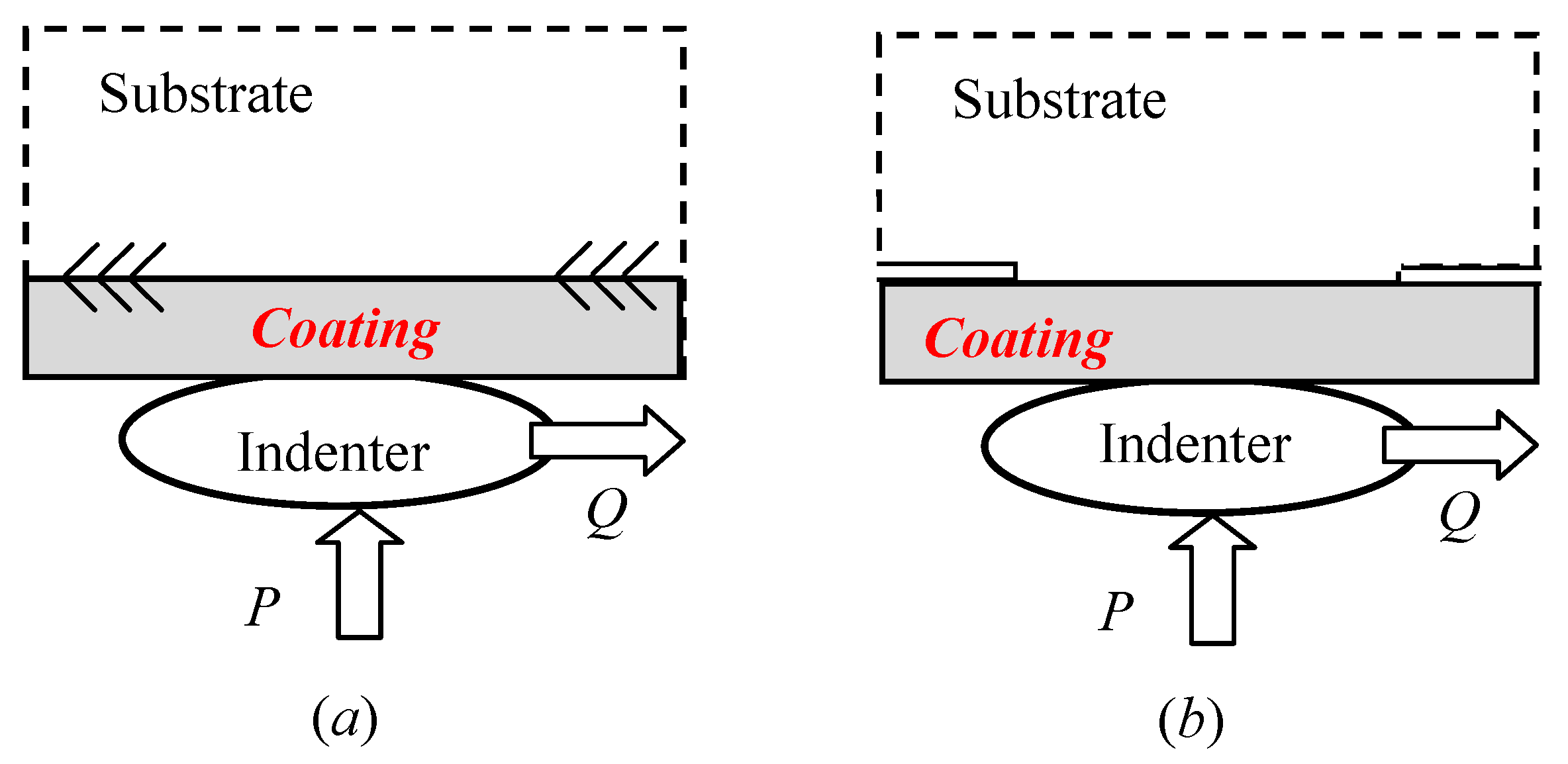
5.1. Single-Layer Coated Contacts
5.2. Multi-Layer Coated Contact
5.3. Functionally Graded Material Coating (FGM)
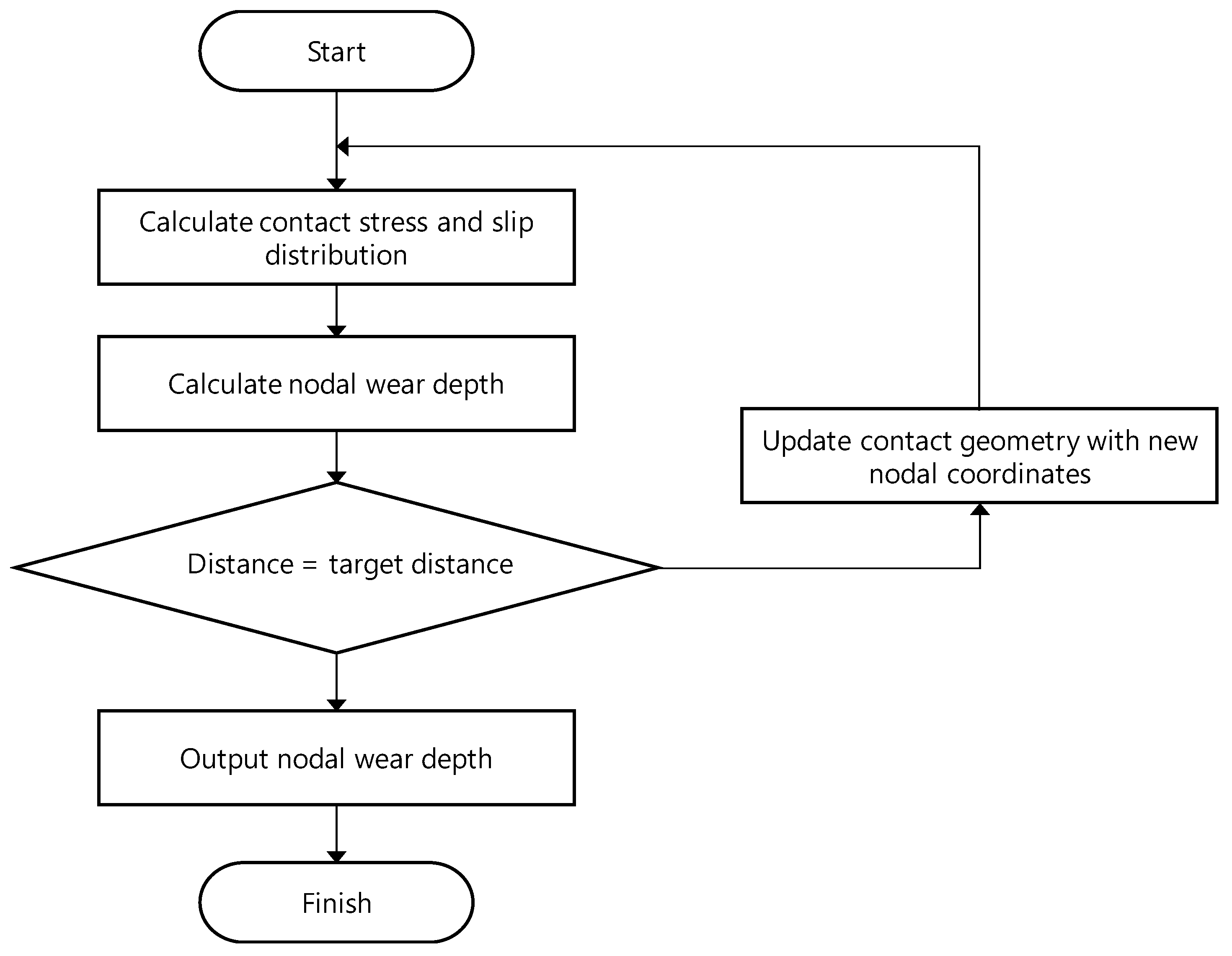
6. Simulation for Fretting
7. Future Challenges
8. Concluding Remarks
Author Contributions
Funding
Conflicts of Interest
Appendix A

| Number | Coating | Anti-Fretting Lifetime Ratio 1 |
|---|---|---|
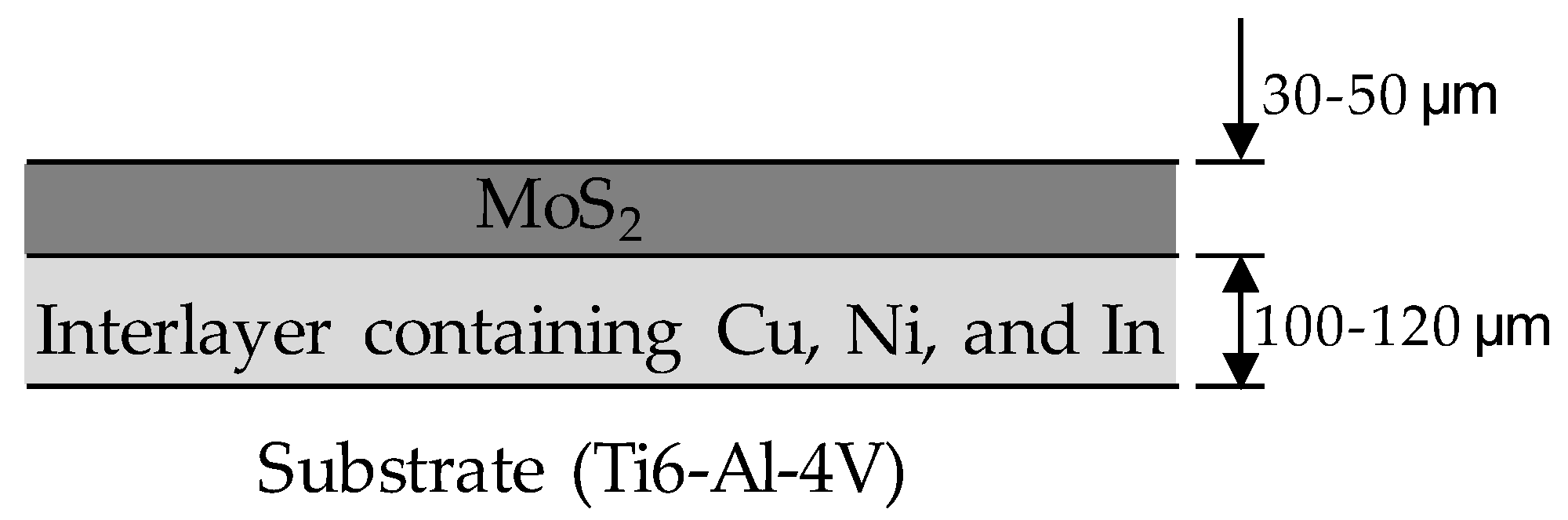
| 1 | CuNiIn+MoS2 | 1.00 |
| 2 | Mo+S | 1.05 |
| 3 | SiC-Mo-MoS2 | 1.21 |
| 4 | SiC-Mo-MoS2 | 1.21 |
References
- Hills, D.A.; Nowell, D. Mechanics of Fretting Fatigue, 1st ed.; Springer: Berlin/Heidelberg, Germany, 1994. [Google Scholar]
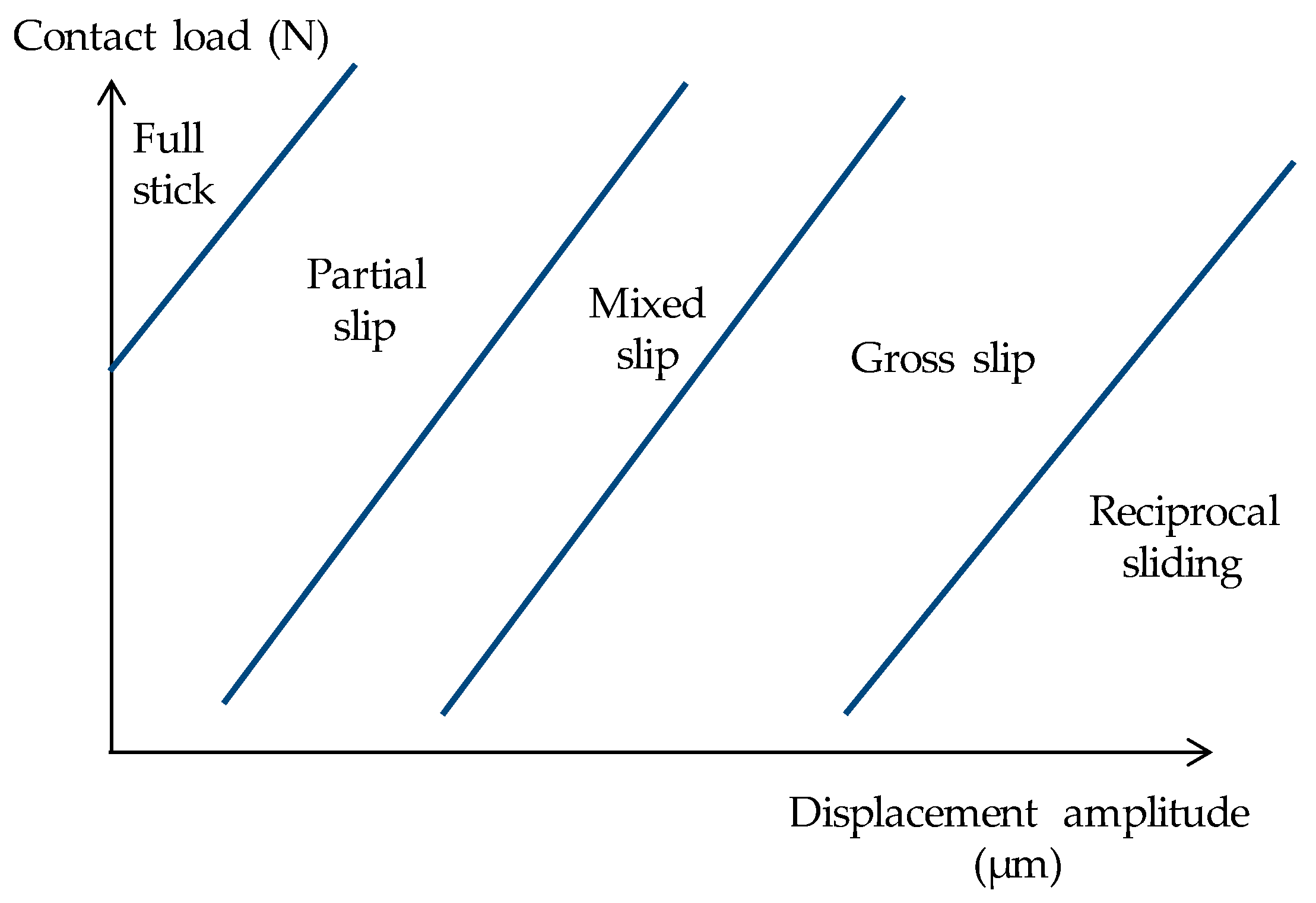
- Vingsbo, O.; Soderberg, S. On Fretting Maps. Wear 1988, 126, 131–147. [Google Scholar] [CrossRef]
- Kim, K. An Investigation of Fretting Wear and Fretting Fatigue of Coated Systems. Ph.D. Thesis, University of Oxford, Oxford, UK, 2005. [Google Scholar]
- Fouvry, S.; Kapsa, P.; Vincent, L. An elastic–plastic shakedown analysis of fretting wear. Wear 2001, 247, 41–54. [Google Scholar] [CrossRef]
- Zhou, Z.R.; Nakazawa, K.; Zhu, M.H.; Maruyama, N.; Kapsa, P.; Vincent, L. Progress in fretting maps. Tribol. Inl. 2006, 39, 1068–1073. [Google Scholar] [CrossRef]
- Geringer, J.; Macdonald, D. Friction/fretting-corrosion mechanisms: Current trends and outlooks for implants. Mater. Lett. 2014, 134, 152–157. [Google Scholar] [CrossRef]
- Wu, Y.P.; Li, Z.Y.; Zhu, S.F.; Lü, L.; Cai, Z.B. Effect of frequency on fretting wear behavior of Ti/TiN multilayer film on depleted uranium. PLoS ONE 2017, 12, 0175084. [Google Scholar] [CrossRef] [PubMed]
- Kubiak, K.; Mathia, T.; Fouvry, S.; Kubiak, K. Interface roughness effect on friction map under fretting contact conditions. Tribol. Int. 2010, 43, 1500–1507. [Google Scholar] [CrossRef] [Green Version]
- Korsunsky, A.M.; Torosyan, A.R.; Kim, K. Development and characterization of low friction coatings for protection against fretting wear in aerospace components. Thin Solid Film. 2008, 516, 5690–5699. [Google Scholar] [CrossRef]
- Kim, K.; Geringer, J.; Pellier, J.; Macdonald, D.D. Fretting corrosion damage of total hip prosthesis: Friction coefficient and damage rate constant approach. Tribol. Int. 2013, 60, 10–18. [Google Scholar] [CrossRef]
- Kim, K. Fretting studies on electroplated brass contacts. Int. J. Mech. Sci. 2018, 140, 306–312. [Google Scholar] [CrossRef]
- Kim, H.K.; Lee, Y.H.; Heo, S.P. Mechanical and experimental investigation on nuclear fuel fretting. Tribol. Int. 2016, 39, 1305–1319. [Google Scholar] [CrossRef]
- Beale, S. Precision engineering for future propulsion and power systems: A perspective from Rolls-Royce. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2012, 370, 4130–4153. [Google Scholar] [CrossRef] [PubMed]
- Geringer, J.; Forest, B.; Combrade, P. Fretting-corrosion of materials used as orthopaedic implants. Wear 2005, 259, 943–951. [Google Scholar] [CrossRef] [Green Version]
- Antler, M. Survey of contact fretting in electrical connectors. IEEE Trans. Compon. Hybrids Manuf. Technol. 1985, 8, 87–104. [Google Scholar] [CrossRef]
- van Dijk, P.; Rudolphi, A.K.; Klaffke, D. Investigations on Electrical Contacts Subjected to Fretting Motion. In Proceedings of the 21st International Conference on Electrical Contacts (ICEC), Zurich, Switzerland, 9–12 September 2002. [Google Scholar]
- Sung, I.; Kim, J.; Noh, H.; Jang, H. Effect of displacement and humidity on contact resistance of copper electrical contacts. Tribol. Int. 2016, 95, 256–261. [Google Scholar] [CrossRef]
- Kim, H.K.; Lee, Y.H.; Lee, K.H. On the geometry of the fuel rod supports concerning a fretting wear failure. Nucl. Eng. Des. 2008, 238, 3321–3330. [Google Scholar] [CrossRef]
- Bhushan, B. Introduction to Tribology, 1st ed.; John Wiley & Sons: New York, NY, USA, 2002; p. 180. [Google Scholar]
- Geringer, J.; Pellier, J.; Taylor, M.L.; Macdonald, D.D. Fretting corrosion with proteins: The role of organic coating on the synergistic mechanisms. Thin Solid Films 2013, 528, 123–129. [Google Scholar] [CrossRef]
- Fouvry, S.; Kapsa, P.; Vincent, L. Analysis of sliding behaviour for fretting loadings: Determination of transition criteria. Wear 1995, 185, 35–46. [Google Scholar] [CrossRef]
- Varenberg, M.; Etsion, I.; Halperin, G. Slip Index: A new unified approach to fretting. Tribol. Lett. 2004, 17, 569–573. [Google Scholar] [CrossRef]
- Kim, K. Statistical determination of a fretting-induced failure of an electro-deposited coating. Coatings 2017, 7, 48. [Google Scholar] [CrossRef]
- Kim, K.; Korsunsky, A.M. Effects of imposed displacement and initial coating thickness on fretting behaviour of a thermally sprayed coating. Wear 2011, 271, 1080–1085. [Google Scholar] [CrossRef]
- Korsunsky, A.M.; Kim, K. Dissipated energy and friction coefficient evolution during fretting wear of solid lubricant coatings. Tribol. Int. 2010, 43, 861–867. [Google Scholar] [CrossRef]
- Noel, S.; Correia, S.; Alamarguy, D.; Gendre, P. Fretting behavior of various intermetallic compound influence on reliability. Wear 2011, 271, 1515–1523. [Google Scholar] [CrossRef]
- Kim, K.; Korsunsky, A.M. Dissipated energy and fretting damage in CoCrAlY-MoS2 coatings. Tribol. Int. 2010, 43, 676–684. [Google Scholar] [CrossRef]
- Kim, K.; Korsunsky, A.M.; Korsunsky, A. Fretting damage of Ni—MoS2 Coatings: Friction coefficient and accumulated dissipated energy evolutions. Proc. Inst. Mech. Eng. Part J. J. Eng. Tribol. 2010, 224, 1173–1180. [Google Scholar] [CrossRef]
- Fridrici, V.; Fouvry, S.; Kapsa, P. Effect of shot peening on the fretting wear of Ti–6Al–4V. Wear 2001, 250, 642–649. [Google Scholar] [CrossRef]
- De Aza, A.H.; Chevalier, J.; Fantozzi, G.; Schehl, M.; Torrecillas, R. Crack growth resistance of alumina, zirconia and zirconia toughened alumina ceramics for joint prostheses. Biomaterials 2002, 23, 937–945. [Google Scholar] [CrossRef]
- Kim, K.; Geringer, J.; Macdonald, D.D. Crack simulation of nano-bioceramic composite microstructures with cohesive failure law: Effects of sintering, loads and time. J. Mech. Behav. Biomed. Mater. 2012, 15, 1–12. [Google Scholar] [CrossRef] [PubMed]
- England, A.H.; Green, A.E. A punch problem for a transversely isotropic layer. Math. Proc. Camb. Philos. Soc. 1962, 58, 539. [Google Scholar] [CrossRef]
- Wu, T.S.; Chiu, Y.P. On the contact problem of layered elastic bodies. Q. Appl. Math. 1967, 25, 233–242. [Google Scholar] [CrossRef] [Green Version]
- Ma, L.; Korsunsky, A.; Korsunsky, A. Fundamental formulation for frictional contact problems of coated systems. Int. J. Solids Struct. 2004, 41, 2837–2854. [Google Scholar] [CrossRef]
- Bentall, R.H.; Johnson, K.L. An elastic strip in plan rolling contact. Int. J. Mech. Sci. 1968, 10, 637–663. [Google Scholar] [CrossRef]
- Walowit, J.A.; Gupta, P.K. Contact stresses between an elastic cylinder and a layered elastic solid. J. Lubr. Technol. 1974, 96, 250–257. [Google Scholar]
- King, R.; O’Sullivan, T. Sliding contact stresses in a two-dimensional layered elastic half-space. Int. J. Solids Struct. 1987, 23, 581–597. [Google Scholar] [CrossRef]
- Jaffar, M.J.; Savage, M.D. On the numerical solution of line contact problems involving bonded and unbonded strips. J. Strain Anal. Eng. Des. 1988, 23, 67–77. [Google Scholar] [CrossRef]
- Porter, M.; Hills, D. Note on the complete contact between a flat rigid punch and an elastic layer attached to a dissimilar substrate. Int. J. Mech. Sci. 2002, 44, 509–520. [Google Scholar] [CrossRef]
- Ma, L.F.; Korsunsky, A.M. Solution of sliding contact problems using Gauss-Jacobi quadrature formulae. Int. J. Numer. Methods Eng. 2005, 64, 1236–1255. [Google Scholar] [CrossRef]
- Ma, L.F.; Korsunsky, A.M.; Sun, K. The contact of coated systems under sliding conditions. J. Tribol. Trans. ASME 2006, 128, 886–890. [Google Scholar] [CrossRef]
- Comez, I.; Erdol, R. Frictional contact problem of a rigid stamp and an elastic layer bonded to a homogeneous substrate. Arch. Appl. Mech. 2013, 83, 15–24. [Google Scholar] [CrossRef]
- Nowell, D.; Hills, D. Contact problems incorporating elastic layers. Int. J. Solids Struct. 1988, 24, 105–115. [Google Scholar] [CrossRef]
- Sackfield, A.; Hills, D.A.; Nowell, D. Mechanics of Elastic Contacts, 1st ed.; Butterworth-Heinemann: Oxford, UK, 1993. [Google Scholar]
- Krenk, S. On quadrature formulas for singular integral equations of the first and the second kind. Q. Appl. Math. 1975, 33, 225–232. [Google Scholar] [CrossRef] [Green Version]
- Erdogan, F.; Gupta, G.D.; Cook, T.S. Numerical solution of singular integral equations. In Methods of Analysis and Solutions of Crack Problems; Springer Science and Business Media LLC: Berlin, Germany, 1973; pp. 368–425. [Google Scholar]
- Korsunsky, A.M. On the use of interpolative quadratures for hypersingular integrals in fracture mechanics. Proc. R. Soc. A Math. Phys. Eng. Sci. 2002, 458, 2721–2733. [Google Scholar] [CrossRef]
- Keer, L.M.; Dundurs, J.; Tsai, K.C. Problems involving a receding contact between a layer and a half space. J. Appl. Mech. 1972, 39, 1115–1120. [Google Scholar] [CrossRef]
- Ratwani, M.; Erdogan, F. On the plane contact problem for a frictionless elastic layer. Int. J. Solids Struct. 1973, 9, 921–936. [Google Scholar] [CrossRef]
- Reina, S.; Hills, D.; Dini, D. Contact of a rigid cylinder indenting an elastic layer sliding over a rigid substrate. Eur. J. Mech. A Solids 2010, 29, 772–783. [Google Scholar] [CrossRef]
- Comez, I. Frictional contact problem for a rigid cylindrical stamp and an elastic layer resting on a half plane. Int. J. Solids Struct. 2010, 47, 1090–1097. [Google Scholar] [CrossRef] [Green Version]
- Chaise, T.; Paynter, R.; Hills, D. Contact analysis of a semi-infinite strip pressed onto a half plane by a line force. Int. J. Mech. Sci. 2014, 81, 60–64. [Google Scholar] [CrossRef]
- Parel, K.; Hills, D. Frictional receding contact analysis of a layer on a half-plane subjected to semi-infinite surface pressure. Int. J. Mech. Sci. 2016, 108, 137–143. [Google Scholar] [CrossRef]
- Sergici, A.O.; Adams, G.G.; Müftü, S. Adhesion in the contact of a spherical indenter with a layered elastic half-space. J. Mech. Phys. Solids 2006, 54, 1843–1861. [Google Scholar] [CrossRef]
- Elsharkawy, A.A. Effect of friction on subsurface stresses in sliding line contact of multilayered elastic solids. Int. J. Solids Struct. 1999, 36, 3903–3915. [Google Scholar] [CrossRef]
- Shakeri, M.; Sadough, A.; Ahmadi, S.R. Elastic stress analysis of bi-layered isotropic coatings and substrate subjected to line scratch indentation. J. Mater. Process. Technol. 2008, 196, 213–221. [Google Scholar] [CrossRef]
- Chidlow, S.; Teodorescu, M. Two-dimensional contact mechanics problems involving inhomogeneously elastic solids split into three distinct layers. Int. J. Eng. Sci. 2013, 70, 102–123. [Google Scholar] [CrossRef] [Green Version]
- Chidlow, S.; Teodorescu, M. Sliding contact problems involving inhomogeneous materials comprising a coating-transition layer-substrate and a rigid punch. Int. J. Solids Struct. 2014, 51, 1931–1945. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, R.; Rahmat, M.; Oskouei, R.; Raman, R.S. Monolayer TiAlN and multilayer TiAlN/CrN PVD coatings as surface modifiers to mitigate fretting fatigue of AISI P20 steel. Eng. Fract. Mech. 2015, 137, 64–78. [Google Scholar] [CrossRef]
- Stan, G.; Adams, G.G. Adhesive contact between a rigid spherical indenter and an elastic multi-layer coated substrate. Int. J. Solids Struct. 2016, 87, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Giannakopoulosa, A.E.; Pallot, P. Two-dimensional contact analysis of elastic graded materials. J. Mech. Phys. Solids 2000, 48, 1597–1631. [Google Scholar] [CrossRef]
- Yang, J.; Ke, L.L. Two-dimensional contact problem for a coating–graded layer–substrate structure under a rigid cylindrical punch. Int. J. Mech. Sci. 2008, 50, 985–994. [Google Scholar] [CrossRef]
- El-Borgi, S.; Abdelmoula, R.; Keer, L. A receding contact plane problem between a functionally graded layer and a homogeneous substrate. Int. J. Solids Struct. 2006, 43, 658–674. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, K.; Comez, I.; Yildirim, B.; Güler, M.; El-Borgi, S. Frictional receding contact problem for a graded bilayer system indented by a rigid punch. Int. J. Mech. Sci. 2018, 141, 127–142. [Google Scholar] [CrossRef]
- Choi, H.J.; Paulino, G.H. Thermoelastic contact mechanics for a flat punch sliding over a graded coating/substrate system with frictional heat generation. J. Mech. Phys. Solids 2008, 56, 1673–1692. [Google Scholar] [CrossRef]
- Balci, M.N.; Dag, S. Dynamic frictional contact problems involving elastic coatings. Tribol. Int. 2018, 124, 70–92. [Google Scholar] [CrossRef]
- Alinia, Y.; Beheshti, A.; Guler, M.A.; El-Borgi, S.; Polycarpou, A.A. Sliding contact analysis of functionally graded coating/substrate system. Mech. Mater. 2016, 94, 142–155. [Google Scholar] [CrossRef]
- Balci, M.N.; Dag, S. Solution of the dynamic frictional contact problem between a functionally graded coating and a moving cylindrical punch. Int. J. Solids Struct. 2019, 161, 267–281. [Google Scholar] [CrossRef]
- Arslan, O.; Dag, S. Contact mechanics problem between an orthotropic graded coating and a rigid punch of an arbitrary profile. Int. J. Mech. Sci. 2018, 135, 541–554. [Google Scholar] [CrossRef]
- Hou, P.F.; Zhang, W.H.; Chen, J.Y. Three-dimensional exact solutions of transversely isotropic coated structures under tilted circular flat punch contact. Int. J. Mech. Sci. 2019, 151, 471–497. [Google Scholar] [CrossRef]
- Tichy, A.J.; Meyer, D.M. Review of solid mechanics in tribology. Int. J. Solids Struct. 2000, 37, 391–400. [Google Scholar] [CrossRef]
- Gladwell, G.M.L. Contact Problems in the Classical Theory of Elasticity; Springer Science and Business Media LLC: Berlin, Germany, 1980. [Google Scholar]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1985. [Google Scholar]
- Ihara, T.; Shaw, M.C.; Bhushan, B. A finite element analysis of contact stress and strain in an elastic film on a rigid substrate—Part I: Zero friction. J. Tribol. Trans. ASME 1986, 108, 527–533. [Google Scholar] [CrossRef]
- Ihara, T.; Shaw, M.C.; Bhushan, B. A finite element analysis of contact stress and strain in an elastic film on a rigid substrate—Part II: With friction. J. Tribol. 1986, 108, 534–539. [Google Scholar] [CrossRef]
- Komovopoulus, K. Finite element analysis of a layered elastic solid in normal contact with a rigid substrate. J. Tribol. Trans. ASME 1988, 110, 477–485. [Google Scholar] [CrossRef]
- Tian, H.; Saka, N. Finite element analysis of an elastic-plastic two-layer half-space: Sliding contact. Wear 1991, 148, 261–285. [Google Scholar] [CrossRef]
- Anderson, I.; Collins, I. Plane strain stress distributions in discrete and blended coated solids under normal and sliding contact. Wear 1995, 185, 23–33. [Google Scholar] [CrossRef]
- Oliveira, S.A.; Bower, A.F. An analysis of fracture and delamination in thin coatings subjected to contact loading. Wear 1996, 198, 15–32. [Google Scholar] [CrossRef]
- Lovell, M. Analysis of contact between transversely isotropic coated surfaces: Development of stress and displacement relationships using FEM. Wear 1998, 214, 165–174. [Google Scholar] [CrossRef]
- Aslantas, K.; Tasgetiren, S. Debonding between coating and substrate due to rolling–sliding contact. Mater. Des. 2002, 23, 571–576. [Google Scholar] [CrossRef]
- Abdul-Baqi, A.; Van Der Giessen, E. Numerical analysis of indentation-induced cracking of brittle coatings on ductile substrates. Int. J. Solids Struct. 2002, 39, 1427–1442. [Google Scholar] [CrossRef] [Green Version]
- Chai, H. Fracture mechanics analysis of thin coatings under plane-strain indentation. Int. J. Solids Struct. 2003, 40, 591–610. [Google Scholar] [CrossRef]
- Archard, J.F.; Hirst, W. The wear of metals under unlubricated conditions. Proc. R. Soc. Ser. A Math. Phys. Sci. 1956, 236, 397–410. [Google Scholar]
- McColl, I.; Ding, J.; Leen, S.; Leen, S. Finite element simulation and experimental validation of fretting wear. Wear 2004, 256, 1114–1127. [Google Scholar] [CrossRef]
- Fouvry, S.; Kapsa, P.; Vincent, L. Quantification of fretting damage. Wear 1996, 200, 186–205. [Google Scholar] [CrossRef]
- Shen, F.; Hu, W.; Meng, Q. A damage mechanics approach to fretting fatigue life prediction with consideration of elastic–plastic damage model and wear. Tribol. Int. 2015, 82, 176–190. [Google Scholar] [CrossRef]
- Rodríguez-Tembleque, L.; Abascal, R.; Aliabadi, M. A boundary elements formulation for 3D fretting-wear problems. Eng. Anal. Bound. Elements 2011, 35, 935–943. [Google Scholar] [CrossRef]
- Ding, J.; McColl, I.; Leen, S.; Shipway, P.; Shipway, P. A finite element based approach to simulating the effects of debris on fretting wear. Wear 2007, 263, 481–491. [Google Scholar] [CrossRef]
- Done, V.; Kesavan, D.; Krishna R, M.; Chaise, T.; Nelias, D. Semi analytical fretting wear simulation including wear debris. Tribol. Int. 2017, 109, 1–9. [Google Scholar] [CrossRef]
- Zhang, L.; Ma, S.; Liu, D.; Zhou, B.; Markert, B. Fretting wear modelling incorporating cyclic ratcheting deformations and the debris evolution for Ti-6Al-4V. Tribol. Int. 2019, 136, 317–331. [Google Scholar] [CrossRef]
- Arnaud, P.; Fouvry, S.; Garcin, S. A numerical simulation of fretting wear profile taking account of the evolution of third body layer. Wear 2017, 376, 1475–1488. [Google Scholar] [CrossRef]
- Madge, J.; Leen, S.; Shipway, P. A combined wear and crack nucleation–propagation methodology for fretting fatigue prediction. Int. J. Fatigue 2008, 30, 1509–1528. [Google Scholar] [CrossRef]
- Greenwood, J.A.; Williamson, J.B.P. Contact of nominally flat surfaces. Proc. R. Soc. 1966, 295, 300–319. [Google Scholar]
- Abbott, E.J.; Firestone, F.A. Specifying Surface Quantity—A method based on accurate measurement and comparison. Mech. Eng. 1933, 55, 569. [Google Scholar]
- Chang, W.R.; Etsion, I.; Bogy, D.B. An Elastic-Plastic Model for the Contact of Rough Surfaces. J. Tribol. 1987, 109, 257–263. [Google Scholar] [CrossRef]
- Kogut, L.; Etsion, I. A finite element based elastic-plastic model for the contact of rough surfaces. Tribol. Trans. 2003, 46, 383–390. [Google Scholar] [CrossRef]
- Chang, W.R. An elastic-plastic contact model for a rough surface with an ion-plated soft metallic coating. Wear 1997, 212, 229–237. [Google Scholar] [CrossRef]
- Dimaki, A.V.; Dmitriev, A.I.; Chai, Y.S.; Popov, V.L. Rapid simulation procedure for fretting wear on the brass of the method of dimensionality reduction. Int. J. Solids Struct. 2014, 51, 4215–4220. [Google Scholar] [CrossRef]
- Liu, J.; Shen, H.; Yang, Y. Finite element implementation of a varied friction model applied to torsional fretting wear. Wear 2014, 314, 220–227. [Google Scholar] [CrossRef]
- Yue, T.; Wahab, M.A. Finite element analysis of fretting wear under variable coefficient of friction and different contact regimes. Tribol. Int. 2017, 107, 274–282. [Google Scholar] [CrossRef]
- Ghosh, A.; Leonard, B.; Sadeghi, F. A stress based damage mechanics model to simulate fretting wear of Hertzian line contact in partial slip. Wear 2013, 307, 87–99. [Google Scholar] [CrossRef]
- Jansen, L.; Hölscher, H.; Fuchs, H.; Schirmeisen, A. Temperature dependence of atomic-scale stick-slip friction. Phys. Rev. Lett. 2010, 104, 256101. [Google Scholar] [CrossRef]
- Li, Q.; Dong, Y.; Pérez, D.; Martini, A.; Carpick, R.W. Speed dependence of atomic stick-slip friction in optimally matched experiments and molecular dynamics simulations. Phys. Rev. Lett. 2011, 106, 126101. [Google Scholar] [CrossRef] [PubMed]
- Riedo, E.; Gnecco, E.; Bennewitz, R.; Meyer, E.; Brune, H. Interaction potential and hopping dynamics governing sliding friction. Phys. Rev. Lett. 2003, 91, 084502. [Google Scholar] [CrossRef]
- Reimann, P.; Evstigneev, M. Nonmonotonic velocity dependence of atomic friction. Phys. Rev. Lett. 2004, 93, 230802. [Google Scholar] [CrossRef]
- Evstigneev, M.; Reimann, P. Refined force-velocity relation in atomic friction experiments. Phys. Rev. B 2006, 73, 113401. [Google Scholar] [CrossRef]
- Vanossi, A.; Manini, N.; Urbakh, M.; Zapperi, S.; Tosatti, E. Modeling friction: From nanoscale to mesoscale. Rev. Mod. Phys. 2013, 85, 529–552. [Google Scholar] [CrossRef]
- Eom, K. Computer simulation of protein materials at multiple length scales: From single proteins to protein assemblies. Multiscale Sci. Eng. 2019, 1, 1–25. [Google Scholar]
- Eom, K. Simulations in Nanobiotechnology, 1st ed.; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Karplus, M.; McCammon, J.A. Molecular dynamics simulations of biomolecules. Nat. Struct. Mol. Biol. 2002, 9, 646–652. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.W.; Wang, J.S.; Li, B. Young’s modulus of graphene: A molecular dynamics study. Phys. Rev. B 2009, 80, 113405. [Google Scholar] [CrossRef]
- Jiang, H.; Yu, M.F.; Liu, B.; Huang, Y. Intrinsic energy loss mechanisms in a cantilevered carbon nanotube bean oscillator. Phys. Rev. Lett. 2004, 93, 185501. [Google Scholar] [CrossRef] [PubMed]
- Urbakh, M.; Klafter, J.; Gourdon, D.; Israelachvill, J. The nonlinear nature of friction. Nature 2004, 430, 525–528. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Li, Q.; Carpick, R.W.; Gumbsch, P.; Liu, X.Z.; Ding, X.; Sun, J.; Li, J. The evolving quality of frictional contact with graphene. Nature 2016, 539, 541–545. [Google Scholar] [CrossRef] [PubMed]
- Dror, R.O.; Dirks, R.M.; Grossman, J.; Xu, H.; Shaw, D.E. Biomolecular simulation: A computational microscope for molecular biology. Annu. Rev. Biophys. 2012, 41, 429–452. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



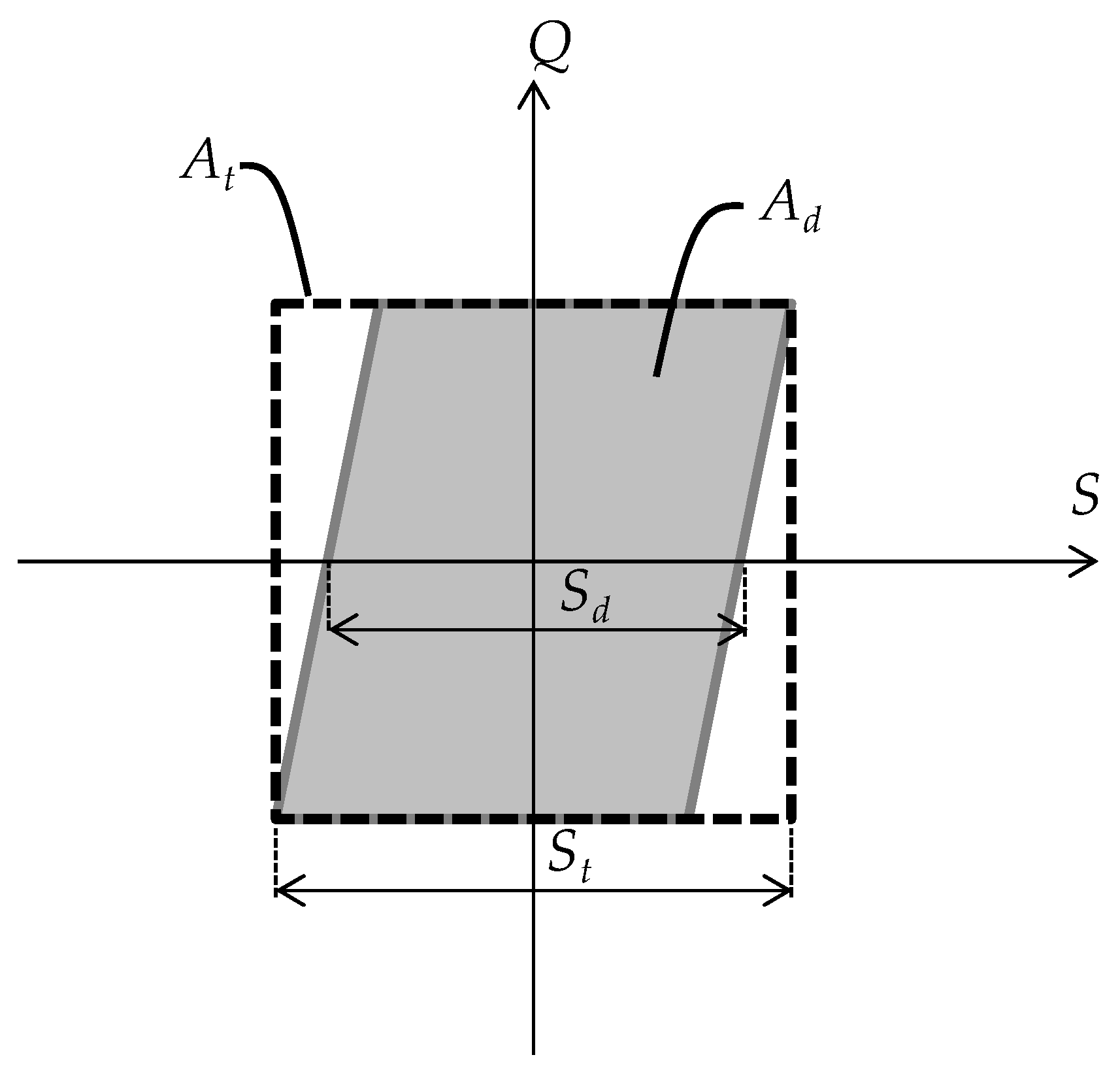
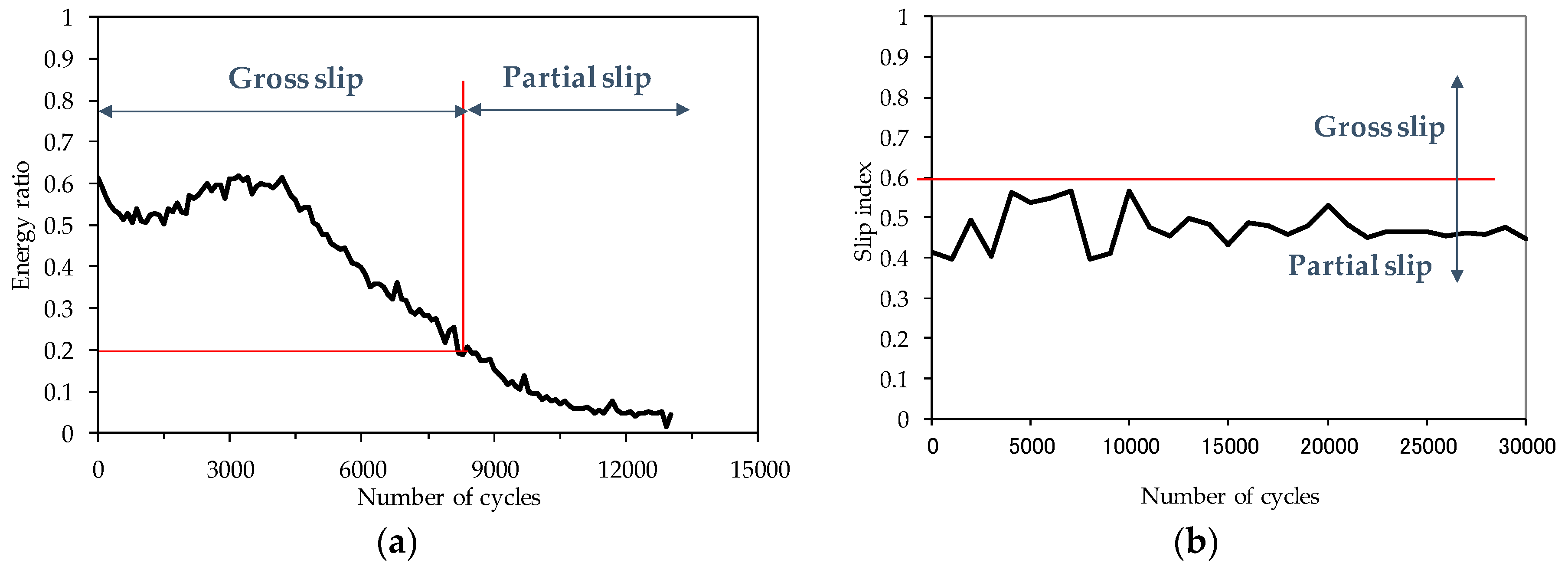
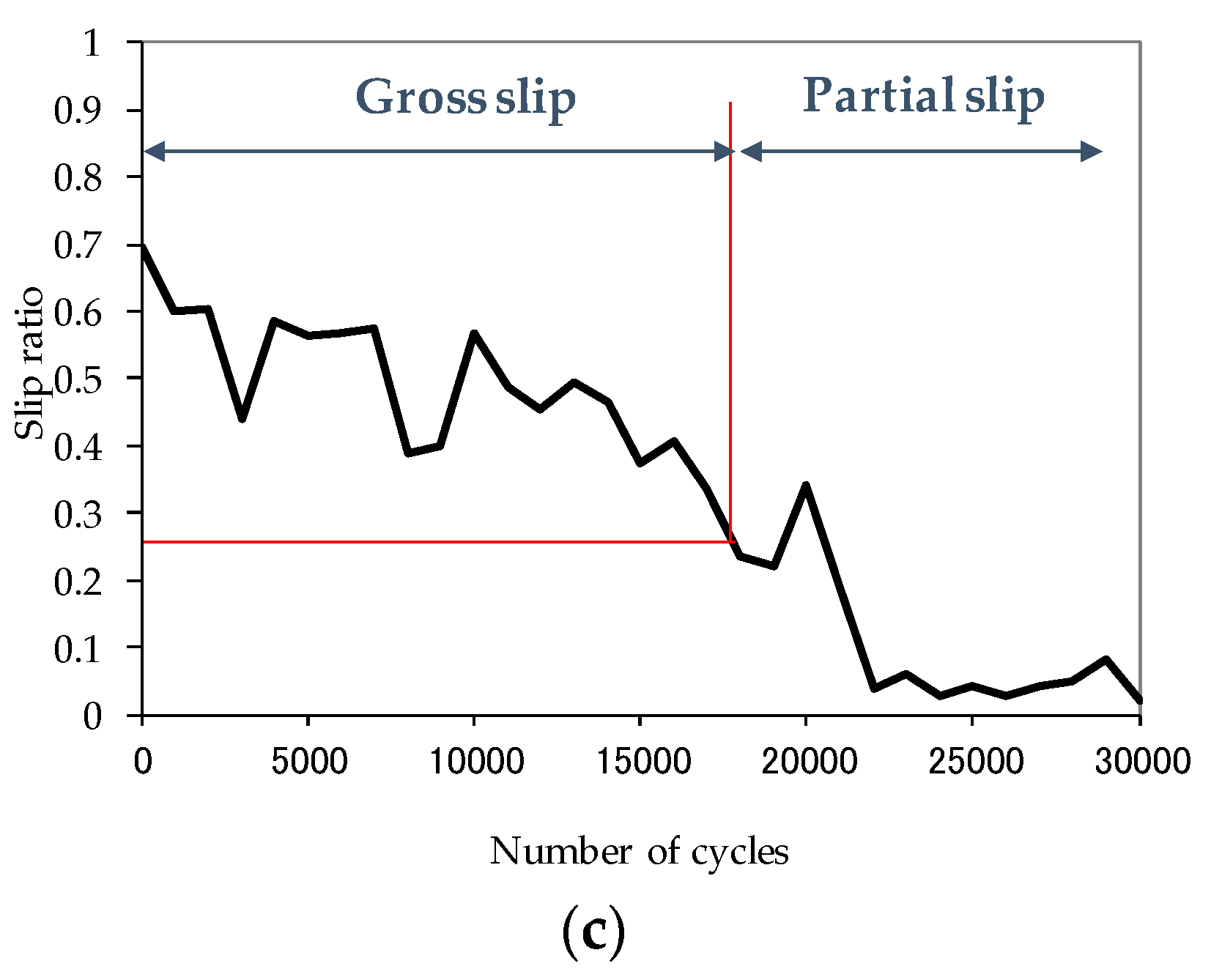
| Term | Energy Ratio | Slip Index (δ) | Slip Ratio |
|---|---|---|---|
| Equation | Ad/At | Sd/St | |
| Transition from partial slip to gross slip | 0.20 | 0.60–0.80 | 0.26 |
| Transition from gross slip to reciprocal sliding | N/A | 11.00 | 0.95 |
| Interface | Blade/Disc (Aerospace) [3,9] | Fuel Rod/Support (Nuclear) [12,18] | Electric Connectors (Automotive) [11,16,17] | Hip Implants (Biomedical) [10,14] |
|---|---|---|---|---|
| Underlying material | Ti-6Al-4V | Zircaloy 4 | Brass | Titanium alloy Cobalt-Chromium-Molybdenum |
| Deposition method | Thermal spray | Thermal spray | Electroplating | Chemical electroplating |
| Coating | CuNiIn + MoS2 | TiN | Tin, Nickel, Gold | Hydroxyapatite |
| Surface treatment | Shot peening, grit blasting | – | – | Polishing |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, L.; Eom, K.; Geringer, J.; Jun, T.-S.; Kim, K. Literature Review on Fretting Wear and Contact Mechanics of Tribological Coatings. Coatings 2019, 9, 501. https://doi.org/10.3390/coatings9080501
Ma L, Eom K, Geringer J, Jun T-S, Kim K. Literature Review on Fretting Wear and Contact Mechanics of Tribological Coatings. Coatings. 2019; 9(8):501. https://doi.org/10.3390/coatings9080501
Chicago/Turabian StyleMa, Lifeng, Kilho Eom, Jean Geringer, Tea-Sung Jun, and Kyungmok Kim. 2019. "Literature Review on Fretting Wear and Contact Mechanics of Tribological Coatings" Coatings 9, no. 8: 501. https://doi.org/10.3390/coatings9080501
APA StyleMa, L., Eom, K., Geringer, J., Jun, T. -S., & Kim, K. (2019). Literature Review on Fretting Wear and Contact Mechanics of Tribological Coatings. Coatings, 9(8), 501. https://doi.org/10.3390/coatings9080501