
Trajectory Extrapolation for Manual Robot Remote Welding


Abstract
:1. Introduction
2. Problem Description
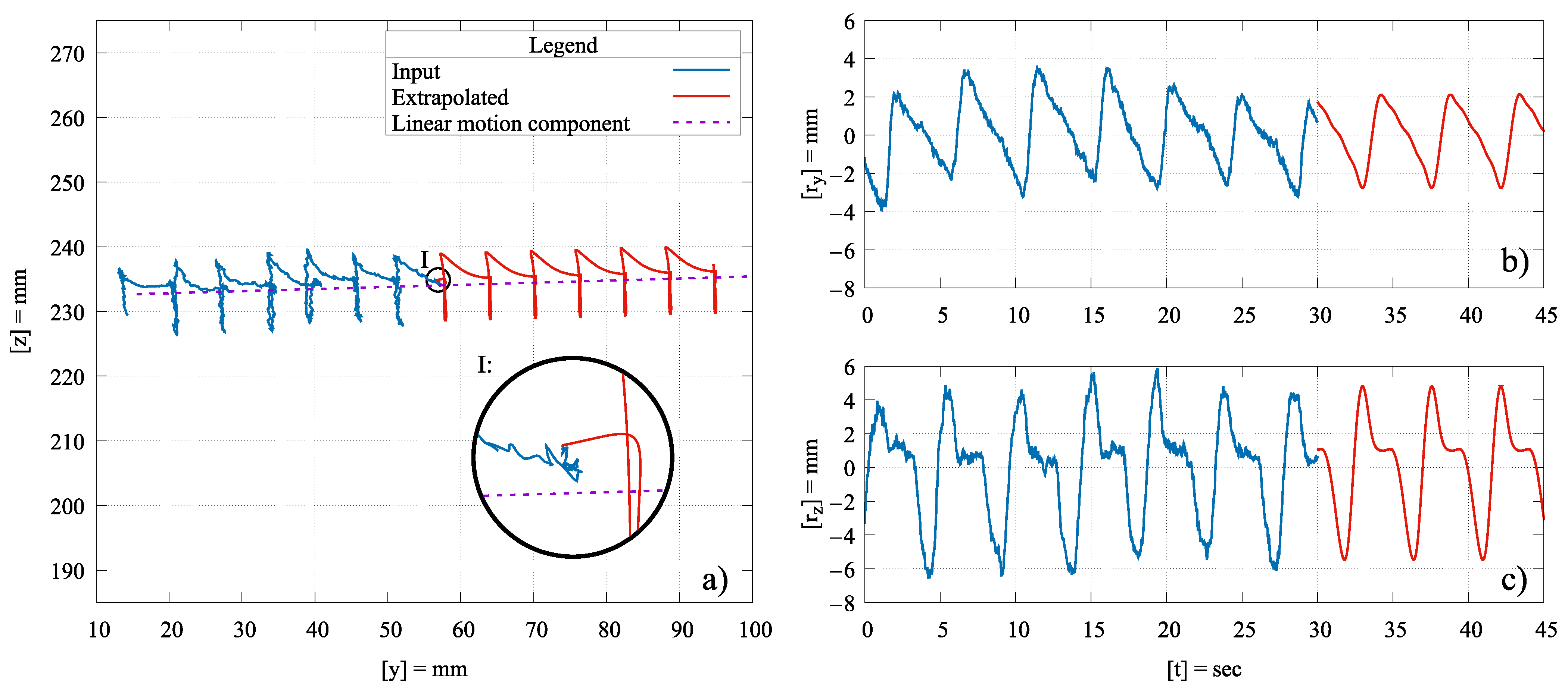
- The overall direction of the welding seam must be kept. Therefore, the linear motion components must be isolated from periodic ones.
- The macroscopic shape of the weld must be kept so that the outer geometry of the seam still connects the workpieces properly.
- Tremor-induced microscopic motion must not be mistaken for a periodic macroscopic motion pattern.
3. Extrapolation Algorithm
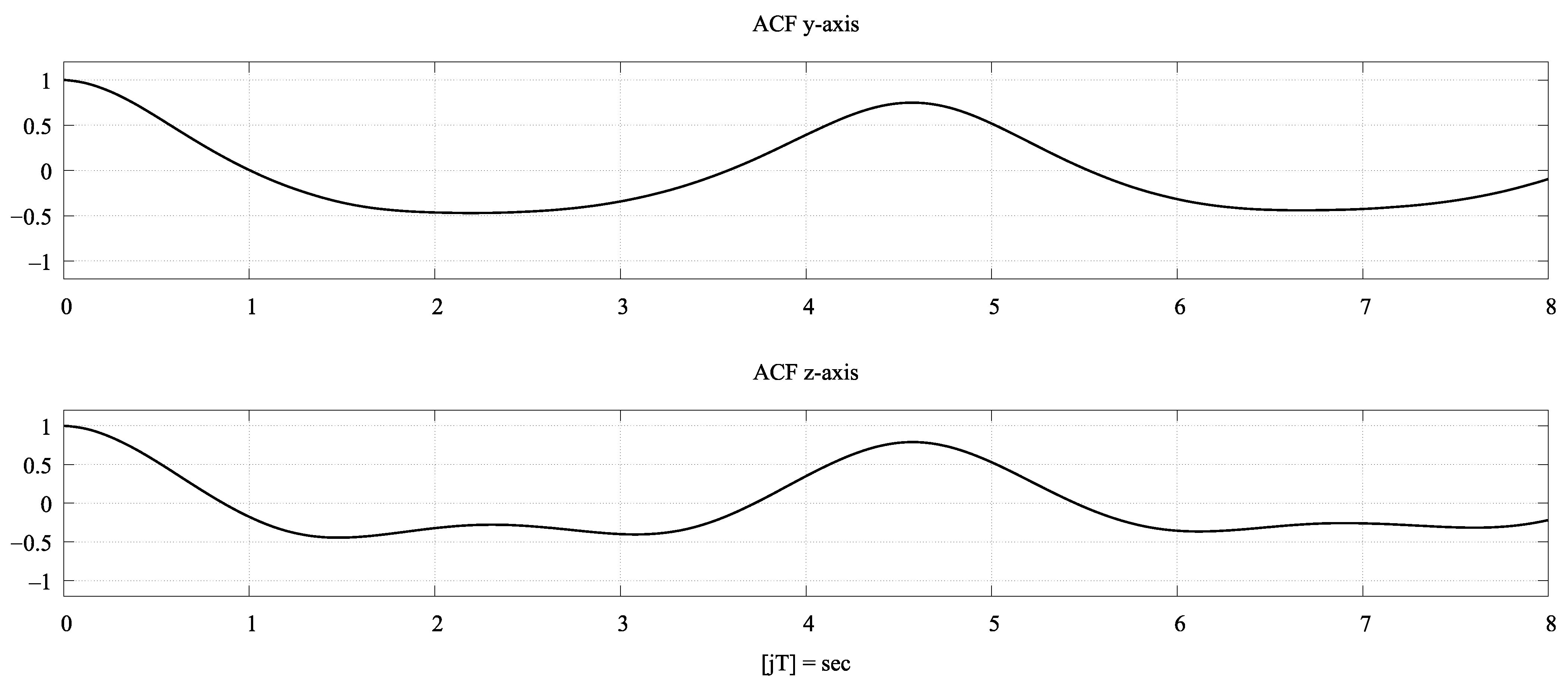
3.1. Motion Linear Direction and Periodic Component Frequency Estimation
3.2. Periodic Motion Generation
3.3. Resumption of the Control by the Input Device
4. Experimental Validation
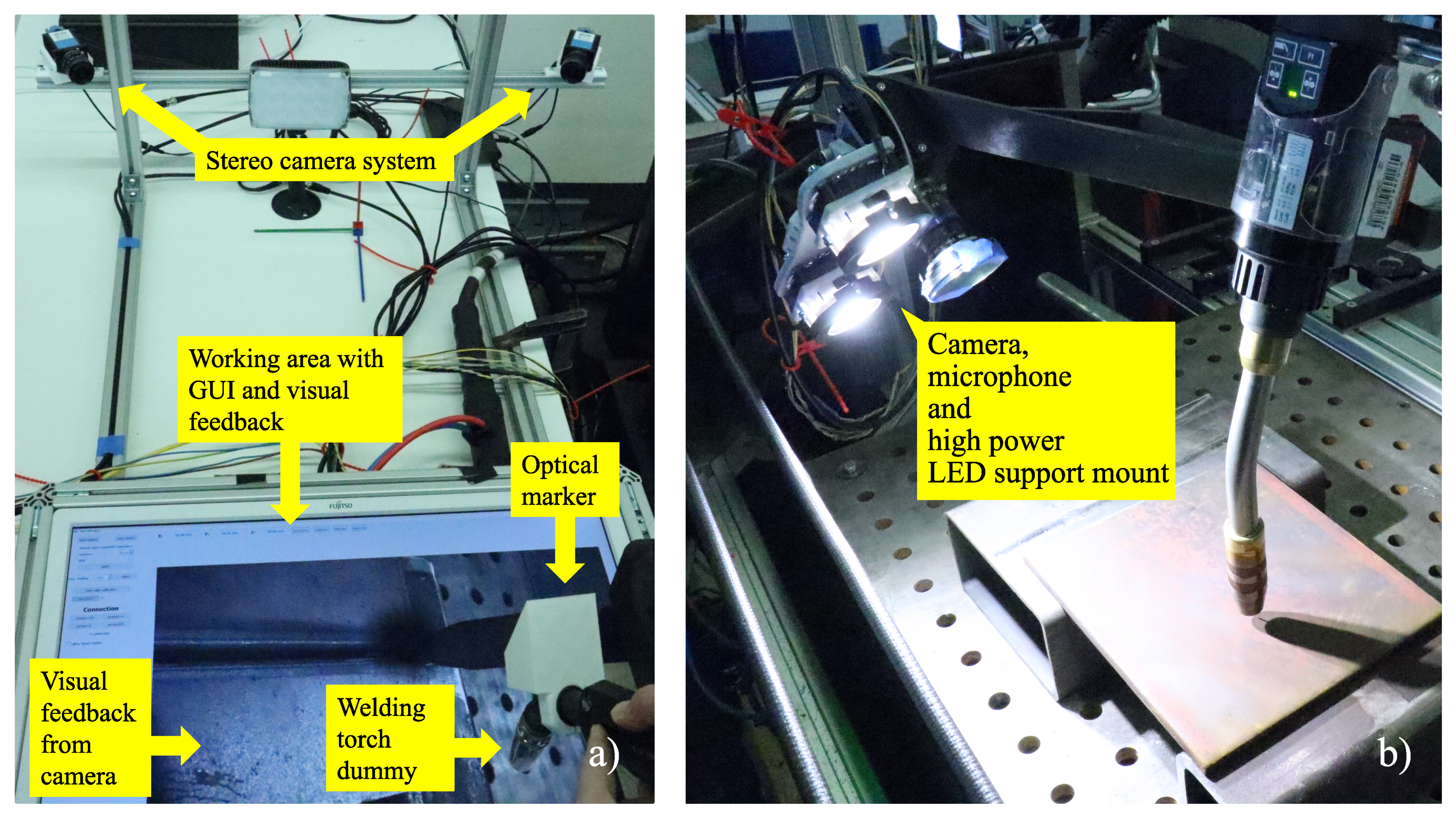
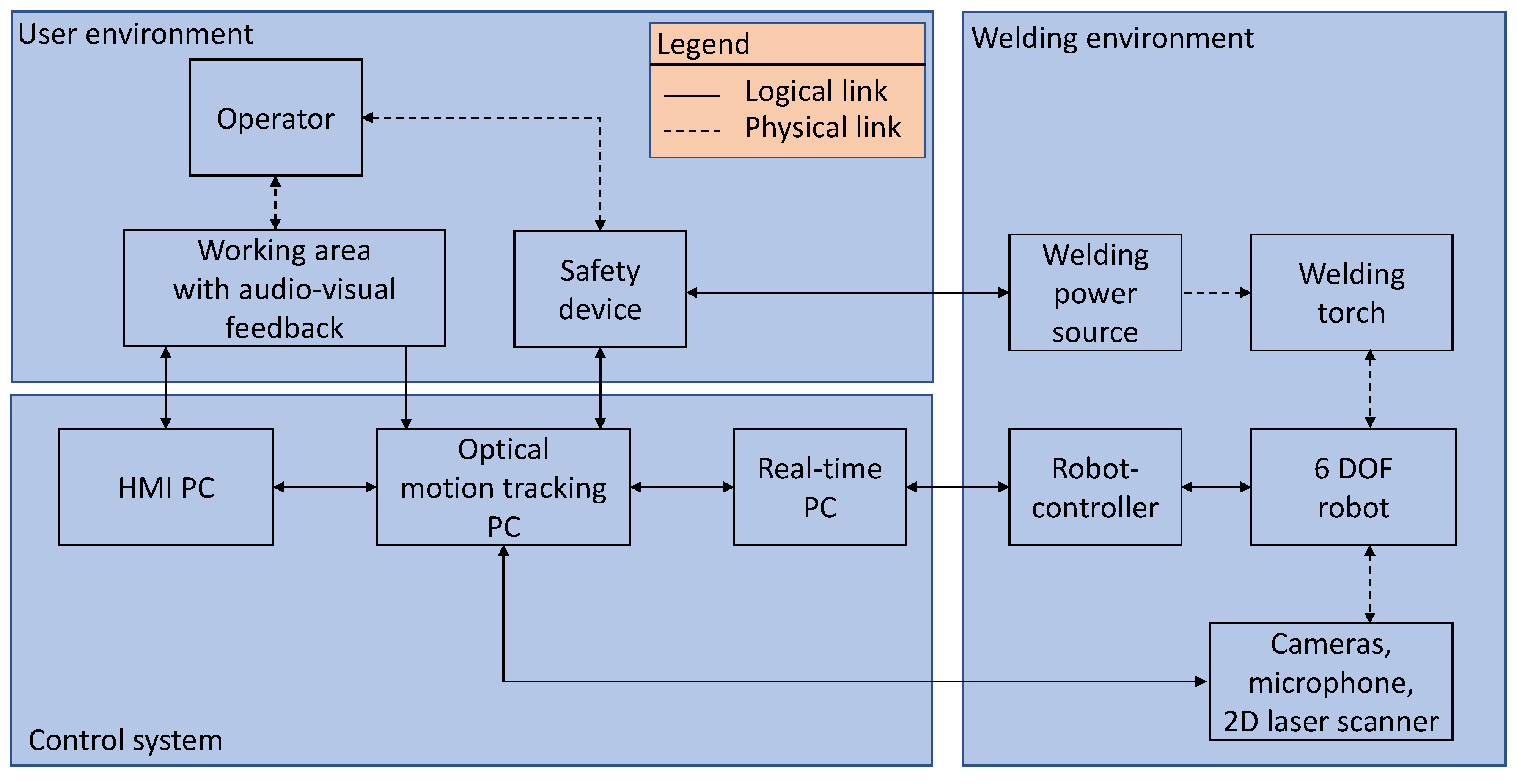
4.1. Input Device and Robot Working Cell Setup
4.2. Results
4.3. Discussion
5. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| VR | Virtual reality |
| KUKA | Keller und Knappich Augsburg |
| RMS | Root of mean squares value |
| ACF | Autocorrelation function |
| GUI | Graphical user interface |
References
- Papakostas, N.; Alexopoulos, K.; Kopanakis, A. Integrating digital manufacturing and simulation tools in the assembly design process: A cooperating robots cell case. CIRP J. Manuf. Sci. Technol. 2011, 4, 96–100. [Google Scholar] [CrossRef]
- Papakostasa, N.; Pintzos, G.; Matsas, M.; Chryssolouris, G. Knowledge-enabled design of cooperating robots assembly cells. Procidia CIRP 2014, 23, 165–170. [Google Scholar] [CrossRef] [Green Version]
- Pellegrinelli, S.; Pedrocchi, N.; Tosatti, L.M.; Fischer, A.; Tolio, T. Multi-robot spot-welding cells: An integrated approach to cell design and motion planning. CIRP Ann. 2014, 63, 17–20. [Google Scholar] [CrossRef] [Green Version]
- Pellegrinelli, S.; Pedrocchi, N.; Tosatti, L.M.; Fischer, A.; Tolio, T. Validation of an extended approach to multi-robot cell design and motion planning. Procedia CIRP 2015, 36, 6–11. [Google Scholar] [CrossRef] [Green Version]
- Bartelt, M.; Stumm, S.; Kuhlenkoetter, B. Tool oriented Robot Cooperation. Procedia CIRP 2014, 23, 188–193. [Google Scholar] [CrossRef] [Green Version]
- Ong, S.K.; Nee, A.Y.C.; Yew, A.W.W.; Thanigaivel, N.K. AR-assisted robot welding programming. Adv. Manuf. 2020, 8, 40–48. [Google Scholar] [CrossRef]
- Brosque, C.; Galbally, E.; Khatib, O.; Fischer, M. Human-Robot Collaboration in Construction: Opportunities and Challenges. In Proceedings of the International Congress on Human-Computer Interaction, Optimization and Robotic Applications (HORA), Ankara, Turkey, 26–28 June 2020; pp. 1–8. [Google Scholar]
- Dianatfar, M.; Latokartano, J.; Lanz, M. Review on existing VR/AR solutions in human-robot collaboration. Procedia CIRP 2021, 97, 407–411. [Google Scholar] [CrossRef]
- Wang, Q.; Jiao, W.; Yu, R.; Johnson, M.T.; Zha, Y. Modeling of Human Welders’ Operations in Virtual Reality Human-Robot Interaction. IEEE Robot. Autom. Lett. 2019, 10, 2958–2964. [Google Scholar]
- Wang, Q.; Jiao, W.; Yu, R.; Johnson, M.T.; Zhang, Y. Virtual reality robot-assisted welding based on human intention recognition. IEEE Trans. Autom. Sci. Eng. 2020, 17, 799–808. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y.M. Control of human arm movement in machine-human cooperative welding process. Control Eng. Pract. 2014, 32, 161–171. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y. Toward welding robot with human knowledge: A remotely-controlled approach. IEEE Trans. Autom. Sci. Eng. 2015, 12, 769–774. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, G.; Hou, Z.; Wang, J.; Liang, J.; Bao, X.; Yang, W.; Wang, W. Advances in multi-robotic welding techniques: A review. Int. J. Mech. Eng. Robot. Res. 2020, 9, 421–428. [Google Scholar] [CrossRef]
- Dharmawan, A.G.; Vibhute, A.A.; Foong, S.; Soh, G.S.; Otto, K. 3D reconstruction of complex spatial weld seam for autonomous welding by laser structured light scanning. J. Manuf. Process. 2019, 39, 200–207. [Google Scholar]
- Shah, H.N.M.; Sulaiman, M.; Shukor, A.Z.; Rashid, M.Z.A.; Jamaluddin, M.H. A review paper on vision based identification, detection and tracking of weld seams path in welding robot environment. Mod. Appl. Sci. 2019, 10, 83–89. [Google Scholar] [CrossRef] [Green Version]
- Ding, Y.; Huang, W.; Kovacevic, R. An on-line shape-matching weld seam tracking system. Robot. Comput. Integr. Manuf. 2016, 42, 103–112. [Google Scholar] [CrossRef]
- Li, X.; Li, X.; Ge, S.S.; Khyam, M.O.; Luo, C. Automatic welding seam tracking and identification. IEEE Trans. Ind. Electron. 2017, 64, 7261–7271. [Google Scholar] [CrossRef]
- Zhang, K.; Yan, M.; Huang, T.; Zheng, J.; Li, Z. A Survey of Platform Designs for Portable Robotic Welding in Large Scale Structures. J. Manuf. Process. 2019, 39, 200–207. [Google Scholar] [CrossRef]
- Norberto Pires, J.; Loureiro, A.; Bolmsjö, G. Welding Robots: Technology, System Issues and Applications; Springer: London, UK, 2006; ISBN 13: 978–1852339531. [Google Scholar]
- Eto, H.; Asada, H.H. Seamless manual-to-autopilot transition: An intuitive programming approach to robotic welding. In Proceedings of the 8th IEEE International Conference on Robot and Human Interactive Communication, New Delhi, India, 14–18 October 2019; pp. 1–7. [Google Scholar] [CrossRef]
- Marlow, F.M. Welding Know-How, 1st ed.; Metal Arts Press: Huntington Beach, CA, USA, 2012; ISBN 13 978-0-9759963-6-2. [Google Scholar]
- Erden, M.S.; Billard, A. Hand impedance measurements during interactive manual welding with a robot. IEEE Trans. Robot. 2015, 31, 168–179. [Google Scholar] [CrossRef]
- Erden, M.S.; Billard, A. Robotic assistance by impedance compensation for hand movements while manual welding. IEEE Trans. Cybern. 2016, 46, 2459–2472. [Google Scholar] [CrossRef]
- van Essen, J.; van der Jagt, M.; Troll, N.; Wanders, M.; Erden, M.S.; van Beek, T.; Tomiyama, T. Identifying Welding Skills for Robot Assistance. In Proceedings of the IEEE/ASME International Conference on Mechtronic and Embedded Systems and Applications, Beijing, China, 12–15 October 2008; pp. 437–442. [Google Scholar] [CrossRef]
- Erden, M.S. Manual Welding with Robotic Assistance Compared to Conventional Manual Welding. In Proceedings of the IEEE 14th International Conference on Automation Science and Engineering (CASE), Munich, Germany, 20–24 August 2018; pp. 570–573. [Google Scholar]
- Sanderson, C.; Curtin, R. Armadillo: A template-based C++ library for linear algebra. J. Open Source Softw. 2016, 1, 26. [Google Scholar] [CrossRef]
- Sanderson, C.; Curtin, R. An adaptive solver for systems of linear equations. In Proceedings of the 14th International Conference on Signal Processing and Communication Systems (ICSPCS), Adelaide, Australia, 14–16 December 2020; pp. 1–6. [Google Scholar] [CrossRef]
- DMK33GP2000e. Available online: https://www.theimagingsource.com/products/industrial-cameras/gige-monochrome/dmk33gp2000e/ (accessed on 13 May 2021).
- KUKA RSI. Available online: https://www.kuka.com/en-gb/services/downloads?terms=Language:en: (accessed on 13 May 2021).
- Ebel, L.C.; Zuther, P.; Maass, J.; Sheikhi, S. Motion signal processing for a remote gas metal arc welding application. Robotics 2020, 9, 30. [Google Scholar] [CrossRef]
- The Linux Foundation. Available online: https://wiki.linuxfoundation.org/realtime/start (accessed on 13 May 2021).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Symbol | Value |
|---|---|---|
| Sample time | T | s |
| Spline supporting points | n | 10 |
| ACF horizon | m | 2000 Samples |
| Orientation error threshold | ||
| Decay (translational blending) | ||
| Blending coefficient (rotational) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ebel, L.C.; Maaß, J.; Zuther, P.; Sheikhi, S. Trajectory Extrapolation for Manual Robot Remote Welding. Robotics 2021, 10, 77. https://doi.org/10.3390/robotics10020077
Ebel LC, Maaß J, Zuther P, Sheikhi S. Trajectory Extrapolation for Manual Robot Remote Welding. Robotics. 2021; 10(2):77. https://doi.org/10.3390/robotics10020077
Chicago/Turabian StyleEbel, Lucas Christoph, Jochen Maaß, Patrick Zuther, and Shahram Sheikhi. 2021. "Trajectory Extrapolation for Manual Robot Remote Welding" Robotics 10, no. 2: 77. https://doi.org/10.3390/robotics10020077
APA StyleEbel, L. C., Maaß, J., Zuther, P., & Sheikhi, S. (2021). Trajectory Extrapolation for Manual Robot Remote Welding. Robotics, 10(2), 77. https://doi.org/10.3390/robotics10020077