
Automated Defect Detection and Decision-Support in Gas Turbine Blade Inspection




Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Literature Review
2.1. Automated Visual Inspection Systems (AVIS)
2.2. Automated Defect Measurement
2.3. Decision-Support Systems for Maintenance and Inspection Applications
2.4. Gaps in the Body of Knowledge
3. Methods
3.1. Purpose
3.2. Approach
3.2.1. Data Acquisition
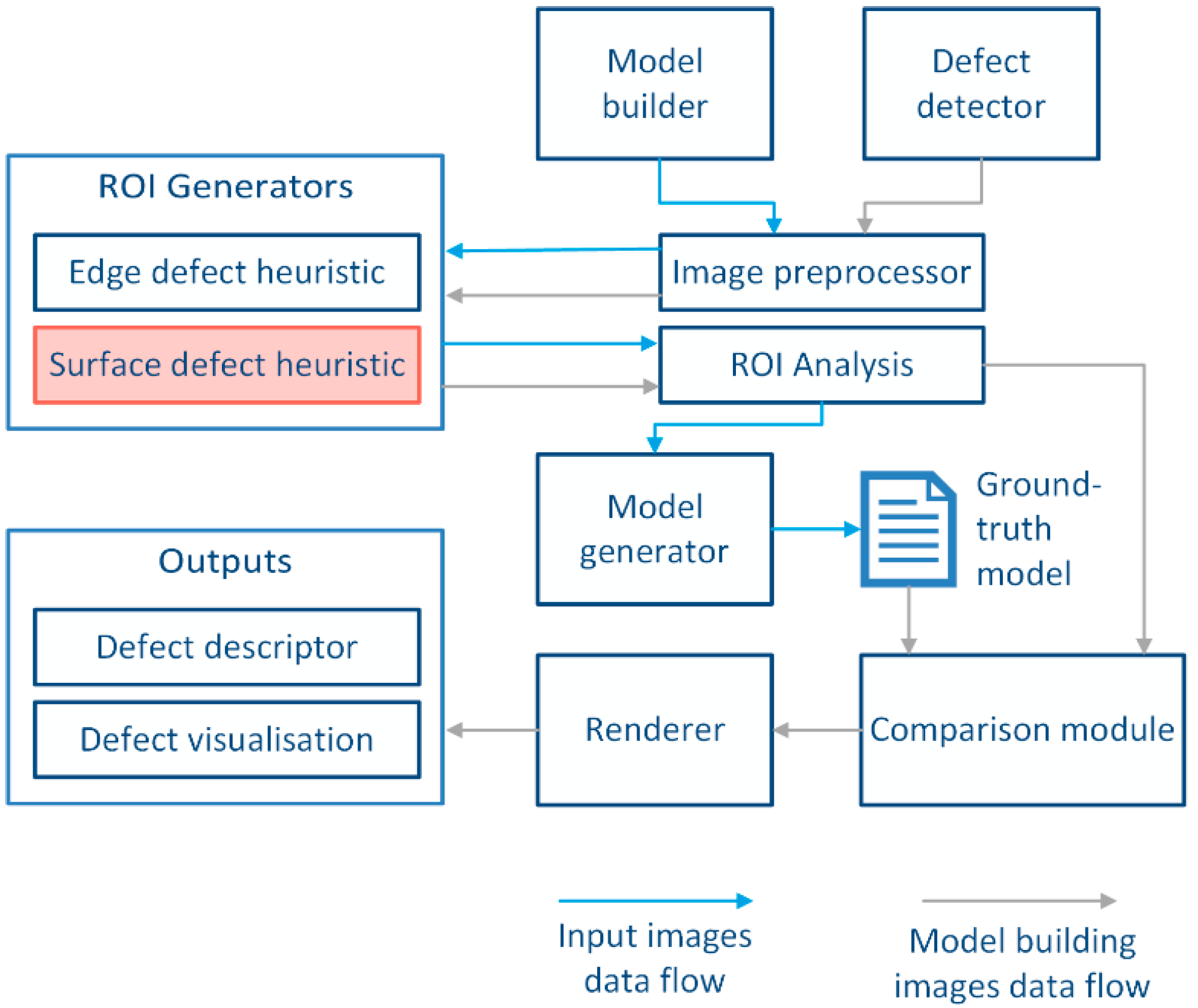
3.2.2. Detection Software
Image Processing
Generation and Analysis of Regions of Interest
Model Generator
Comparison Module
Renderer and Descriptor
3.2.3. Decision Support Tool
- If the defect size is smaller or equal to the acceptable defect size, then the defect is acceptable and the blade airworthy.
- If the defect is bigger than the acceptable defect size but smaller or equal to the reject threshold, then the defect is repairable and the blade serviceable once the airworthy condition has been retrieved.
- If the defect size is above the reject threshold, then the defect is not repairable anymore, and the blade must be scrapped.
4. Results
4.1. Defect Detection Software (DDS)
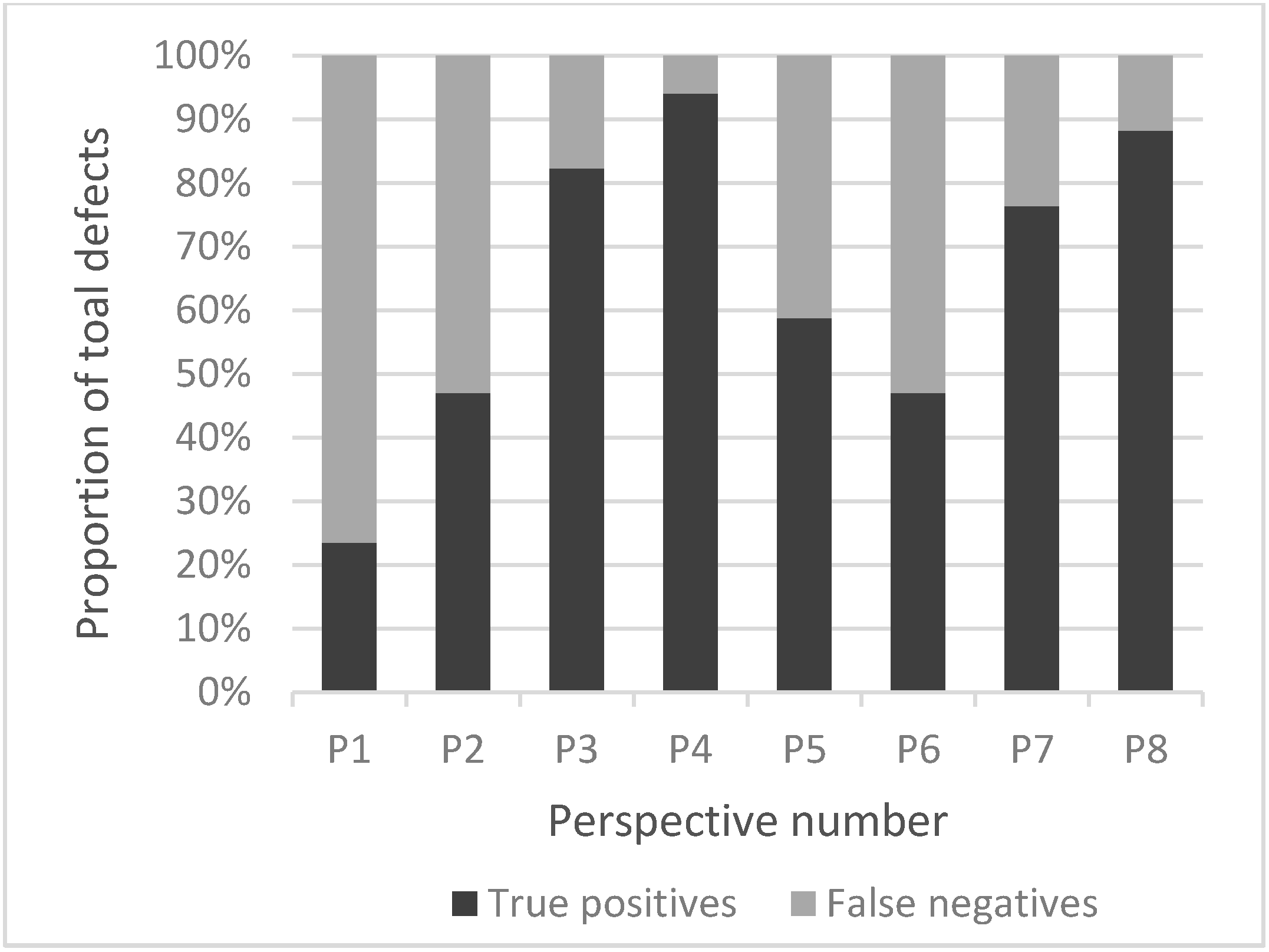
4.1.1. Evaluation Metrics
4.1.2. Experiment 1
4.1.3. Experiment 2
4.2. Decision Support Tool
4.2.1. Evaluation Metrics
4.2.2. Decision Output and Recommended Maintenance Action
5. Discussion
5.1. Comments on the Defect Detection Software
5.2. Comments on the Decision Support Tool
5.3. Performance Comparison
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

References
- Rani, S. Common Failures in Gas Turbine Blade: A critical Review. Int. J. Eng. Sci. Res. Technol. 2018. [Google Scholar] [CrossRef]
- Rao, N.; Kumar, N.; Prasad, B.; Madhulata, N.; Gurajarapu, N. Failure mechanisms in turbine blades of a gas turbine Engine—An overview. Int. J. Eng. Res. Dev. 2014, 10, 48–57. [Google Scholar]
- Dewangan, R.; Patel, J.; Dubey, J.; Prakash, K.; Bohidar, S. Gas turbine blades—A critical review of failure at first and second stages. Int. J. Mech. Eng. Robot. Res. 2015, 4, 216–223. [Google Scholar]
- Kumari, S.; Satyanarayana, D.; Srinivas, M. Failure analysis of gas turbine rotor blades. Eng. Fail. Anal. 2014, 45, 234–244. [Google Scholar] [CrossRef]
- Mishra, R.; Thomas, J.; Srinivasan, K.; Nandi, V.; Raghavendra Bhatt, R. Failure analysis of an un-cooled turbine blade in an aero gas turbine engine. Eng. Fail. Anal. 2017, 79, 836–844. [Google Scholar] [CrossRef]
- National Transportation Safety Board (NTSB). United Airlines Flight 232 McDonnell Douglas DC-10-10. Available online: https://www.ntsb.gov/investigations/accidentreports/pages/AAR9006.aspx (accessed on 18 December 2018).
- National Transportation Safety Board (NTSB). Southwest Airlines Flight 1380 Engine Accident. Available online: https://www.ntsb.gov/investigations/Pages/DCA18MA142.aspx (accessed on 3 November 2018).
- Qin, Y.; Cao, J. Application of Wavelet Transform in Image Processing in Aviation Engine Damage. Appl. Mech. Mater. 2013, 347–350, 3576–3580. [Google Scholar] [CrossRef]
- Shen, Z.; Wan, X.; Ye, F.; Guan, X.; Liu, S. Deep Learning based Framework for Automatic Damage Detection in Aircraft Engine Borescope Inspection. In Proceedings of the 2019 International Conference on Computing, Networking and Communications (ICNC), Honolulu, HI, USA, 18–21 February 2019; pp. 1005–1010. [Google Scholar]
- Campbell, G.S.; Lahey, R. A survey of serious aircraft accidents involving fatigue fracture. Int. J. Fatig. 1984, 6, 25–30. [Google Scholar] [CrossRef]
- Bibel, G. Beyond the Black Box: The Forensics of Airplane Crashes; JHU Press: Baltimore, MD, USA, 2008. [Google Scholar]
- Pratt & Whitney (PW). V2500 Engine. Available online: https://www.pw.utc.com/products-and-services/products/commercial-engines/V2500-Engine/ (accessed on 20 March 2019).
- Witek, L. Numerical stress and crack initiation analysis of the compressor blades after foreign object damage subjected to high-cycle fatigue. Eng. Fail. Anal. 2011, 18, 2111–2125. [Google Scholar] [CrossRef]
- Mokaberi, A.; Derakhshandeh-Haghighi, R.; Abbaszadeh, Y. Fatigue fracture analysis of gas turbine compressor blades. Eng. Fail. Anal. 2015, 58, 1–7. [Google Scholar] [CrossRef]
- Aust, J.; Pons, D. Taxonomy of Gas Turbine Blade Defects. Aerospace 2019, 6, 58. [Google Scholar] [CrossRef] [Green Version]
- Bates, D.; Smith, G.; Lu, D.; Hewitt, J. Rapid thermal non-destructive testing of aircraft components. Compos. Part B Eng. 2000, 31, 175–185. [Google Scholar] [CrossRef]
- Wang, W.-C.; Chen, S.-L.; Chen, L.-B.; Chang, W.-J. A Machine Vision Based Automatic Optical Inspection System for Measuring Drilling Quality of Printed Circuit Boards. IEEE Access 2017, 5, 10817–10833. [Google Scholar] [CrossRef]
- Rice, M.; Li, L.; Ying, G.; Wan, M.; Lim, E.T.; Feng, G.; Ng, J.; Teoh Jin-Li, M.; Babu, V.S. Automating the Visual Inspection of Aircraft. In Proceedings of the Singapore Aerospace Technology and Engineering Conference (SATEC), Singapore, 7 February 2018. [Google Scholar]
- Malekzadeh, T.; Abdollahzadeh, M.; Nejati, H.; Cheung, N.-M. Aircraft Fuselage Defect Detection using Deep Neural Networks. arXiv 2017, arXiv:1712.09213v2. [Google Scholar]
- Jovančević, I.; Orteu, J.-J.; Sentenac, T.; Gilblas, R. Automated visual inspection of an airplane exterior. In Proceedings of the Quality Control by Artificial Vision (QCAV), Le Creusot, France, 3–5 June 2015. [Google Scholar]
- Dogru, A.; Bouarfa, S.; Arizar, R.; Aydogan, R. Using Convolutional Neural Networks to Automate Aircraft Maintenance Visual Inspection. Aerospace 2020, 7, 171. [Google Scholar] [CrossRef]
- Jovančević, I.; Arafat, A.; Orteu, J.; Sentenac, T. Airplane tire inspection by image processing techniques. In Proceedings of the 5th Mediterranean Conference on Embedded Computing (MECO), Bar, Montenegro, 12–16 June 2016; pp. 176–179. [Google Scholar]
- Baaran, J. Visual Inspection of Composite Structures; European Aviation Safety Agency (EASA): Cologne, Germany, 2009. [Google Scholar]
- Roginski, A. Plane Safety Climbs with Smart Inspection System. Available online: https://www.sciencealert.com/plane-safety-climbs-with-smart-inspection-system (accessed on 9 December 2018).
- Usamentiaga, R.; Pablo, V.; Guerediaga, J.; Vega, L.; Ion, L. Automatic detection of impact damage in carbon fiber composites using active thermography. Infrared Phys. Technol. 2013, 58, 36–46. [Google Scholar] [CrossRef]
- Andoga, R.; Főző, L.; Schrötter, M.; Češkovič, M.; Szabo, S.; Bréda, R.; Schreiner, M. Intelligent Thermal Imaging-Based Diagnostics of Turbojet Engines. Appl. Sci. 2019, 9, 2253. [Google Scholar] [CrossRef] [Green Version]
- Warwick, G. Aircraft Inspection Drones Entering Service with Airline MROs. Available online: https://www.mro-network.com/technology/aircraft-inspection-drones-entering-service-airline-mros (accessed on 2 November 2019).
- Donecle. Automated Aicraft Inspections. Available online: https://www.donecle.com/ (accessed on 2 November 2019).
- Lufthansa Technik. Mobile Robot for Fuselage Inspection (MORFI) at MRO Europe. Available online: http://www.lufthansa-leos.com/press-releases-content/-/asset_publisher/8kbR/content/press-release-morfi-media/10165 (accessed on 2 November 2019).
- Parton, B. The robots helping Air New Zealand Keep its Aircraft Safe. Available online: https://www.nzherald.co.nz/business/the-robots-helping-air-new-zealand-keep-its-aircraft-safe/W2XLB4UENXM3ENGR3ROV6LVBBI/ (accessed on 2 November 2019).
- Ghidoni, S.; Antonello, M.; Nanni, L.; Menegatti, E. A thermographic visual inspection system for crack detection in metal parts exploiting a robotic workcell. Robot. Autonom. Syst. 2015, 74. [Google Scholar] [CrossRef] [Green Version]
- Vakhov, V.; Veretennikov, I.; P’yankov, V. Automated Ultrasonic Testing of Billets for Gas-Turbine Engine Shafts. Russian J. Nondestruct. Test. 2005, 41, 158–160. [Google Scholar] [CrossRef]
- Gao, C.; Meeker, W.; Mayton, D. Detecting cracks in aircraft engine fan blades using vibrothermography nondestructive evaluation. Reliab. Eng. Syst. Saf. 2014, 131, 229–235. [Google Scholar] [CrossRef]
- Zhang, X.; Li, W.; Liou, F. Damage detection and reconstruction algorithm in repairing compressor blade by direct metal deposition. Int. J. Adv. Manuf. Technol. 2018, 95. [Google Scholar] [CrossRef]
- Tian, W.; Pan, M.; Luo, F.; Chen, D. Borescope Detection of Blade in Aeroengine Based on Image Recognition Technology. In Proceedings of the International Symposium on Test Automation and Instrumentation (ISTAI), Beijing, China, 20–21 November 2008; pp. 1694–1698. [Google Scholar]
- Błachnio, J.; Spychała, J.; Pawlak, W.; Kułaszka, A. Assessment of Technical Condition Demonstrated by Gas Turbine Blades by Processing of Images for Their Surfaces/Oceny Stanu Łopatek Turbiny Gazowej Metodą Przetwarzania Obrazów Ich Powierzchni. J. KONBiN 2012, 21. [Google Scholar] [CrossRef] [Green Version]
- Chen, T. Blade Inspection System. Appl. Mech. Mater. 2013, 423–426, 2386–2389. [Google Scholar] [CrossRef]
- Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components. Sensors 2018, 18, 609. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- He, W.; Li, Z.; Guo, Y.; Cheng, X.; Zhong, K.; Shi, Y. A robust and accurate automated registration method for turbine blade precision metrology. Int. J. Adv. Manuf. Technol. 2018, 97, 3711–3721. [Google Scholar] [CrossRef]
- Klimanov, M. Triangulating laser system for measurements and inspection of turbine blades. Measur. Tech. 2009, 52, 725–731. [Google Scholar] [CrossRef]
- Ross, J.; Harding, K.; Hogarth, E. Challenges Faced in Applying 3D Noncontact Metrology to Turbine Engine Blade Inspection. Proc. SPIE 2011, 81330H. [Google Scholar] [CrossRef]
- Shipway, N.J.; Barden, T.J.; Huthwaite, P.; Lowe, M.J.S. Automated defect detection for Fluorescent Penetrant Inspection using Random Forest. NDT E Int. 2018, 101. [Google Scholar] [CrossRef]
- Kim, Y.-H.; Lee, J.-R. Videoscope-based inspection of turbofan engine blades using convolutional neural networks and image processing. Struct. Health Monit. 2019. [Google Scholar] [CrossRef]
- Lowe, D.G. Object recognition from local scale-invariant features. In Proceedings of the Seventh IEEE International Conference on Computer Vision, Corfu, Greece, 20–25 September 1999; Volume 2, pp. 1150–1157. [Google Scholar]
- Lowe, D.G. Distinctive Image Features from Scale-Invariant Keypoints. Int. J. Comput. Vis. 2004, 60, 91–110. [Google Scholar] [CrossRef]
- Moreno, S.; Peña, M.; Toledo, A.; Treviño, R.; Ponce, H. A New Vision-Based Method Using Deep Learning for Damage Inspection in Wind Turbine Blades. In Proceedings of the 15th International Conference on Electrical Engineering, Computing Science and Automatic Control (CCE), Mexico City, Mexico, 5–7 September 2018. [Google Scholar]
- Bian, X.; Lim, S.N.; Zhou, N. Multiscale fully convolutional network with application to industrial inspection. In Proceedings of the IEEE Winter Conference on Applications of Computer Vision (WACV), Lake Placid, NY, USA, 7–9 March 2016; pp. 1–8. [Google Scholar]
- Wang, K. Volume CT Data Inspection and Deep Learning Based Anomaly Detection for Turbine Blade. Ph.D. Thesis, University of Cincinnati, Cincinnati, OH, USA, 2017. [Google Scholar]
- Garnett, R.; Huegerich, T.; Chui, C.; He, W. A universal noise removal algorithm with an impulse detector. IEEE Trans. Image Process. 2005, 14, 1747–1754. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, B.; Allebach, J.P. Adaptive Bilateral Filter for Sharpness Enhancement and Noise Removal. IEEE Trans. Image Process. 2008, 17, 664–678. [Google Scholar] [CrossRef] [PubMed]
- Janocha, K.; Czarnecki, W. On Loss Functions for Deep Neural Networks in Classification. Schedae Inform. 2017, 25. [Google Scholar] [CrossRef]
- Chu, C.; Hsu, A.L.; Chou, K.H.; Bandettini, P.; Lin, C. Does feature selection improve classification accuracy? Impact of sample size and feature selection on classification using anatomical magnetic resonance images. Neuroimage 2012, 60, 59–70. (In English) [Google Scholar] [CrossRef] [PubMed]
- Cho, J.; Lee, K.; Shin, E.; Choy, G.; Do, S. How much data is needed to train a medical image deep learning system to achieve necessary high accuracy. arXiv 2015, arXiv:1511.06348v2. [Google Scholar]
- Foody, G.M. Sample size determination for image classification accuracy assessment and comparison. Int. J. Remote Sens. 2009, 30, 5273–5291. [Google Scholar] [CrossRef]
- Innovations, A. Bringing Artificial Intelligence to Aviation. Available online: https://aiir.nl/ (accessed on 21 November 2020).
- Priya, S. A*STAR makes strides in Smart Manufacturing Technologies for Aerospace. Available online: https://opengovasia.com/astar-makes-strides-in-smart-manufacturing-technologies-for-aerospace/ (accessed on 21 November 2020).
- Scheid, P.R.; Grant, R.C.; Finn, A.M.; Wang, H.; Xiong, Z. System and Method for Automated Borescope Inspection User Interface. U.S. Patent 8761490B2, 24 June 2011. [Google Scholar]
- Pratt & Whitney (PW). Pratt & Whitney’s First Advanced Manufacturing Facility in Singapore; Newswire, P.R., Ed.; Cision: New York, NY, USA, 2018. [Google Scholar]
- Pratt & Whitney (PW). Pratt & Whitney Unveils Intelligent Factory Strategy with Singapore Driving Advanced Technologies and Innovation for the Global Market; Briganti, G.D., Ed.; Defense-Aerospace.com: Neuilly Sur Seine, France, 2020. [Google Scholar]
- Kim, H.-S.; Park, Y.-S. Object Dimension Estimation for Remote Visual Inspection in Borescope Systems. KSII Trans. Internet Inf. Syst. 2019, 13. [Google Scholar] [CrossRef]
- Samir, B.; Pereira, M.A.; Paninjath, S.; Jeon, C.-U.; Chung, D.-H.; Yoon, G.-S.; Jung, H.-Y. Improvement in accuracy of defect size measurement by automatic defect classification. SPIE 2015, 9635, 963520. [Google Scholar]
- Samir, B.; Paninjath, S.; Pereira, M.; Buck, P. Automatic classification and accurate size measurement of blank mask defects (Photomask Japan 2015). SPIE 2015. [Google Scholar] [CrossRef]
- Khan, U.S.; Iqbal, J.; Khan, M.A. Automatic inspection system using machine vision. In Proceedings of the 34th Applied Imagery and Pattern Recognition Workshop (AIPR’05), Washington, DC, USA, 19–21 October 2005; pp. 6–217. [Google Scholar]
- Allan, G.A.; Walton, A.J. Efficient critical area estimation for arbitrary defect shapes. In Proceedings of the IEEE International Symposium on Defect and Fault Tolerance in VLSI Systems, Paris, France, 20–22 October 1997; pp. 20–28. [Google Scholar]
- Joo, Y.B.; Huh, K.M.; Hong, C.S.; Park, K.H. Robust and consistent defect size measuring method in Automated Vision Inspection system. In Proceedings of the IEEE International Conference on Control and Automation, Christchurch, New Zealand, 9–11 December 2009; pp. 2083–2087. [Google Scholar]
- Jiménez-Pulido, C.; Jiménez-Rivero, A.; García-Navarro, J. Sustainable management of the building stock: A Delphi study as a decision-support tool for improved inspections. Sustain. Cities Soc. 2020, 61, 102184. [Google Scholar] [CrossRef]
- Dey, P.K. Decision Support System for Inspection and Maintenance: A Case Study of Oil Pipelines. IEEE Trans. Eng. Manag. 2004, 51, 47–56. [Google Scholar] [CrossRef]
- Gao, Z.; McCalley, J.; Meeker, W. A transformer health assessment ranking method: Use of model based scoring expert system. In Proceedings of the 41st North American Power Symposium, Starkville, MS, USA, 4–6 October 2009; pp. 1–6. [Google Scholar]
- Natti, S.; Kezunovic, M. Transmission System Equipment Maintenance: On-line Use of Circuit Breaker Condition Data. In Proceedings of the IEEE Power Engineering Society General Meeting, Tampa, FL, USA, 24–28 June 2007; pp. 1–7. [Google Scholar]
- Bumblauskas, D.; Gemmill, D.; Igou, A.; Anzengruber, J. Smart Maintenance Decision Support Systems (SMDSS) based on Corporate Big Data Analytics. Expert Syst. Appl. 2017, 90. [Google Scholar] [CrossRef]
- Alcon, J.F.; Ciuhu-Pijlman, C.C.; Kate, W.T.; Heinrich, A.A.; Uzunbajakava, N.; Krekels, G.; Siem, D.; De Haan, G.G. Automatic Imaging System With Decision Support for Inspection of Pigmented Skin Lesions and Melanoma Diagnosis. IEEE J. Sel. Top. Signal Process. 2009, 3, 14–25. [Google Scholar] [CrossRef] [Green Version]
- Zou, G.; Banisoleiman, K.; González, A. A Risk-Informed Decision Support Tool for Holistic Management of Fatigue Design, Inspection and Maintenance; Royal Institution of Naval Architects: London, UK, 2018. [Google Scholar]
- LeCun, Y.; Huang, F.J.; Bottou, L. Learning methods for generic object recognition with invariance to pose and lighting. In Proceedings of the 2004 IEEE Computer Society Conference on Computer Vision and Pattern Recognition, Washington, DC, USA, 27 June–2 July 2004; Volume 2. [Google Scholar]
- Mitsa, T. How Do You Know You Have Enough Training Data? Available online: https://towardsdatascience.com/how-do-you-know-you-have-enough-training-data-ad9b1fd679ee (accessed on 10 January 2021).
- Tabak, M.A.; Norouzzadeh, M.S.; Wolfson, D.W.; Sweeney, S.J.; Vercauteren, K.C.; Snow, N.P.; Halseth, J.M.; Di Salvo, P.A.; Lewis, J.S.; White, M.D.; et al. Machine learning to classify animal species in camera trap images: Applications in ecology. Methods Ecol. Evol. 2019, 10, 585–590. [Google Scholar] [CrossRef] [Green Version]
- Shahinfar, S.; Meek, P.; Falzon, G. “How many images do I need?” Understanding how sample size per class affects deep learning model performance metrics for balanced designs in autonomous wildlife monitoring. Ecol. Inform. 2020, 57, 101085. [Google Scholar] [CrossRef]
- Sun, C.; Shrivastava, A.; Singh, S.; Gupta, A. Revisiting unreasonable effectiveness of data in deep learning era. In Proceedings of the IEEE International Conference on Computer Vision, Venice, Italy, 22–29 October 2017; pp. 843–852. [Google Scholar]
- Balki, I.; Amirabadi, A.; Levman, J.; Martel, A.L.; Emersic, Z.; Meden, B.; Garcia-Pedrero, A.; Ramirez, S.C.; Kong, D.; Moody, A.R.; et al. Sample-Size Determination Methodologies for Machine Learning in Medical Imaging Research: A Systematic Review. Can. Assoc. Radiol. J. 2019, 70, 344–353. [Google Scholar] [CrossRef] [Green Version]
- Ajiboye, A.R.; Abdullah-Arshah, R.; Qin, H.; Isah-Kebbe, H. Evaluating the effect of dataset size on predictive model using supervised learning technique. Int. J. Softw. Eng. Comput. Syst. 2015, 1, 75–84. [Google Scholar] [CrossRef]
- Warden, P. How Many Images Do You Need to Train a Neural Network? Available online: https://petewarden.com/2017/12/14/how-many-images-do-you-need-to-train-a-neural-network/ (accessed on 10 January 2021).
- El-Kenawy, E.-S.M.; Ibrahim, A.; Mirjalili, S.; Eid, M.M.; Hussein, S.E. Novel Feature Selection and Voting Classifier Algorithms for COVID-19 Classification in CT Images. IEEE Access 2020, 8, 179317–179335. [Google Scholar] [CrossRef]
- Kim, K.-B.; Woo, Y.-W. Defect Detection in Ceramic Images Using Sigma Edge Information and Contour Tracking Method. Int. J. Electr. Comput. Eng. (IJECE) 2016, 6, 160. [Google Scholar] [CrossRef]
- Nishu; Agrawal, S. Glass Defect Detection Techniques Using Digital Image Processing–A Review. 2021. Available online: https://www.researchgate.net/profile/Sunil_Agrawal6/publication/266356384_Glass_Defect_Detection_Techniques_using_Digital_Image_Processing_-A_Review/links/5806f81008ae03256b76ff84.pdf (accessed on 10 January 2021).
- Coulthard, M. Image processing for automatic surface defect detection. In Third International Conference on Image Processing and Its Applications, 1989; Institute of Engineering and Technology (IET): Warwick, UK, 1989; pp. 192–196. [Google Scholar]
- Svensen, M.; Hardwick, D.; Powrie, H. Deep Neural Networks Analysis of Borescope Images. In Proceedings of the European Conference of the PHM Society, Utrecht, The Netherlands, 3–6 July 2018. [Google Scholar]
- Python Software Foundation. Python. 3.7.6; Python Software Foundation: Wilmington, DE, USA, 2019. [Google Scholar]
- Intel. OpenCV Library. 4.3.0; Intel: Santa Clara, CA, USA, 2020. [Google Scholar]
- Suzuki, S.; Be, K. Topological structural analysis of digitized binary images by border following. Comput. Vision Graph. Image Process. 1985, 30, 32–46. [Google Scholar] [CrossRef]
- Ester, M.; Kriegel, H.-P.; Sander, J.; Xu, X. A density-based algorithm for discovering clusters in large spatial databases with noise. In Proceedings of the Second International Conference on Knowledge Discovery and Data Mining, Portland, OR, USA, 2–4 August 1996. [Google Scholar]
- Mei, S.; Wang, Y.; Wen, G. Automatic Fabric Defect Detection with a Multi-Scale Convolutional Denoising Autoencoder Network Model. Sensors 2018, 18, 1064. [Google Scholar] [CrossRef] [Green Version]
- Christchurch Engine Centre (CHCEC). Personal Communication with Industry Expert; Aust, J., Ed.; Christchurch Engine Centre: Christchurch, New Zealand, 2021. [Google Scholar]
- Cohen, S. Measuring Point Set Similarity with the Hausdorff Distance: Theory and Applications. Ph.D. Thesis, Stanford University, Stanford, CA, USA, 1995. [Google Scholar]
- Eiter, T.; Mannila, H. Distance measures for point sets and their computation. Acta Inform. 1997, 34, 109–133. [Google Scholar] [CrossRef]
- Perner, P. Determining the Similarity between Two Arbitrary 2-D Shapes and Its Application to Biological Objects. Int. J. Comput. Softw. Eng. 2018, 3. [Google Scholar] [CrossRef] [PubMed]
- Grice, J.W.; Assad, K.K. Generalized Procrustes Analysis: A Tool for Exploring Aggregates and Persons. Appl. Multivar. Res. 2009, 13, 93–112. [Google Scholar] [CrossRef]
- Barber, R.; Zwilling, V.; Salichs, M.A. Algorithm for the Evaluation of Imperfections in Auto Bodywork Using Profiles from a Retroreflective Image. Sensors 2014, 14, 2476–2488. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Drury, C.G.; Fox, J.G. The imperfect inspector. In Human Reliability in Quality Control; Halsted Press: Sydney, Australia, 1975; pp. 11–16. [Google Scholar]
- See, J.E. Visual Inspection: A Review of the Literature; Sandia National Laboratories: Albuquerque, NM, USA, 2012. [Google Scholar]
- Drury, C.G.; Spencer, F.W.; Schurman, D.L. Measuring Human Detection Performance in Aircraft Visual Inspection. Proc. Hum. Factors Ergon. Soc. Annu. Meet. 1997, 41, 304–308. [Google Scholar] [CrossRef]
- Tang, Q.; Dai, J.; Liu, J.; Liu, C.; Liu, Y.; Ren, C. Quantitative detection of defects based on Markov–PCA–BP algorithm using pulsed infrared thermography technology. Infrared Phys. Technol. 2016, 77, 144–148. [Google Scholar] [CrossRef]

















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aust, J.; Shankland, S.; Pons, D.; Mukundan, R.; Mitrovic, A. Automated Defect Detection and Decision-Support in Gas Turbine Blade Inspection. Aerospace 2021, 8, 30. https://doi.org/10.3390/aerospace8020030
Aust J, Shankland S, Pons D, Mukundan R, Mitrovic A. Automated Defect Detection and Decision-Support in Gas Turbine Blade Inspection. Aerospace. 2021; 8(2):30. https://doi.org/10.3390/aerospace8020030
Chicago/Turabian StyleAust, Jonas, Sam Shankland, Dirk Pons, Ramakrishnan Mukundan, and Antonija Mitrovic. 2021. "Automated Defect Detection and Decision-Support in Gas Turbine Blade Inspection" Aerospace 8, no. 2: 30. https://doi.org/10.3390/aerospace8020030
APA StyleAust, J., Shankland, S., Pons, D., Mukundan, R., & Mitrovic, A. (2021). Automated Defect Detection and Decision-Support in Gas Turbine Blade Inspection. Aerospace, 8(2), 30. https://doi.org/10.3390/aerospace8020030