
Experimental and Numerical Analysis on Mesoscale Mechanical Behavior of Coarse Aggregates in the Asphalt Mixture during Gyratory Compaction



Abstract
:1. Introduction
2. SGC Testing Based on SmartRock
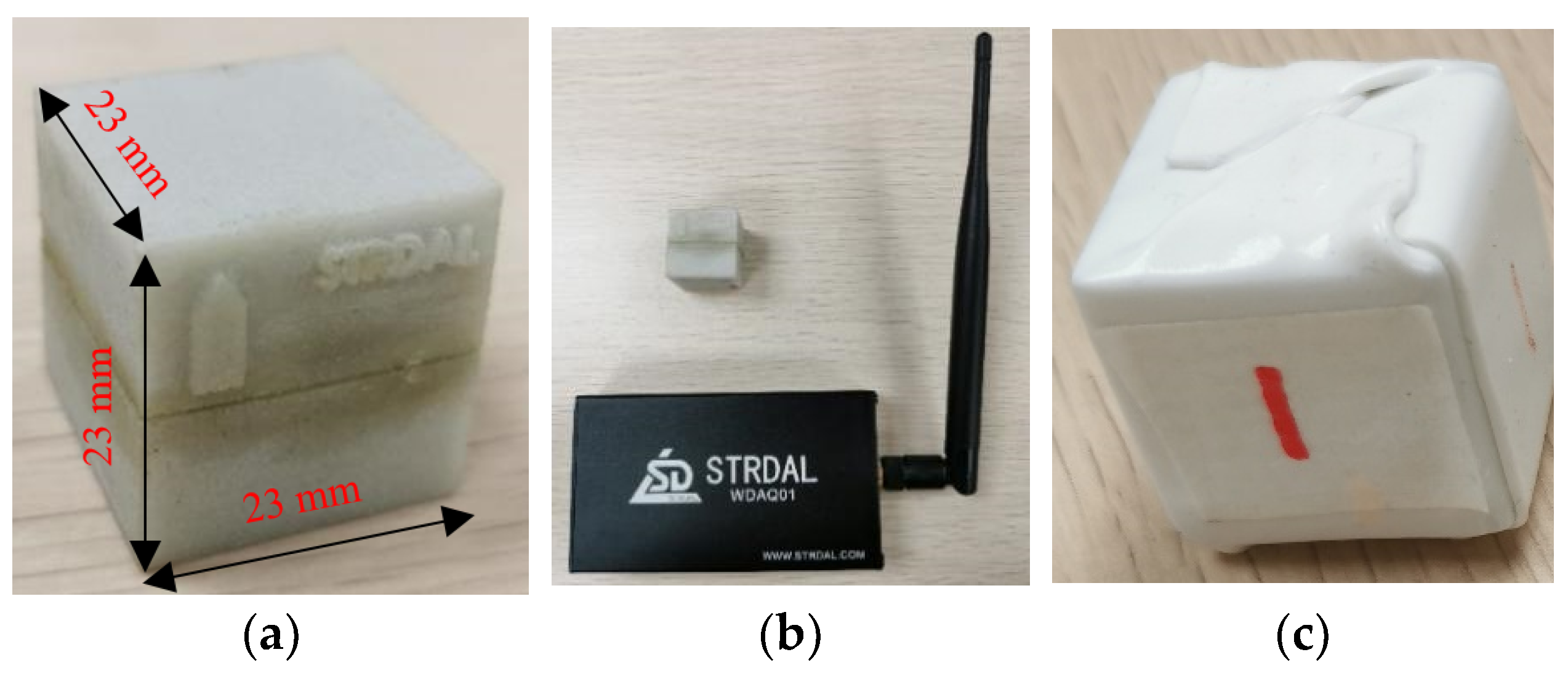
2.1. SmartRock
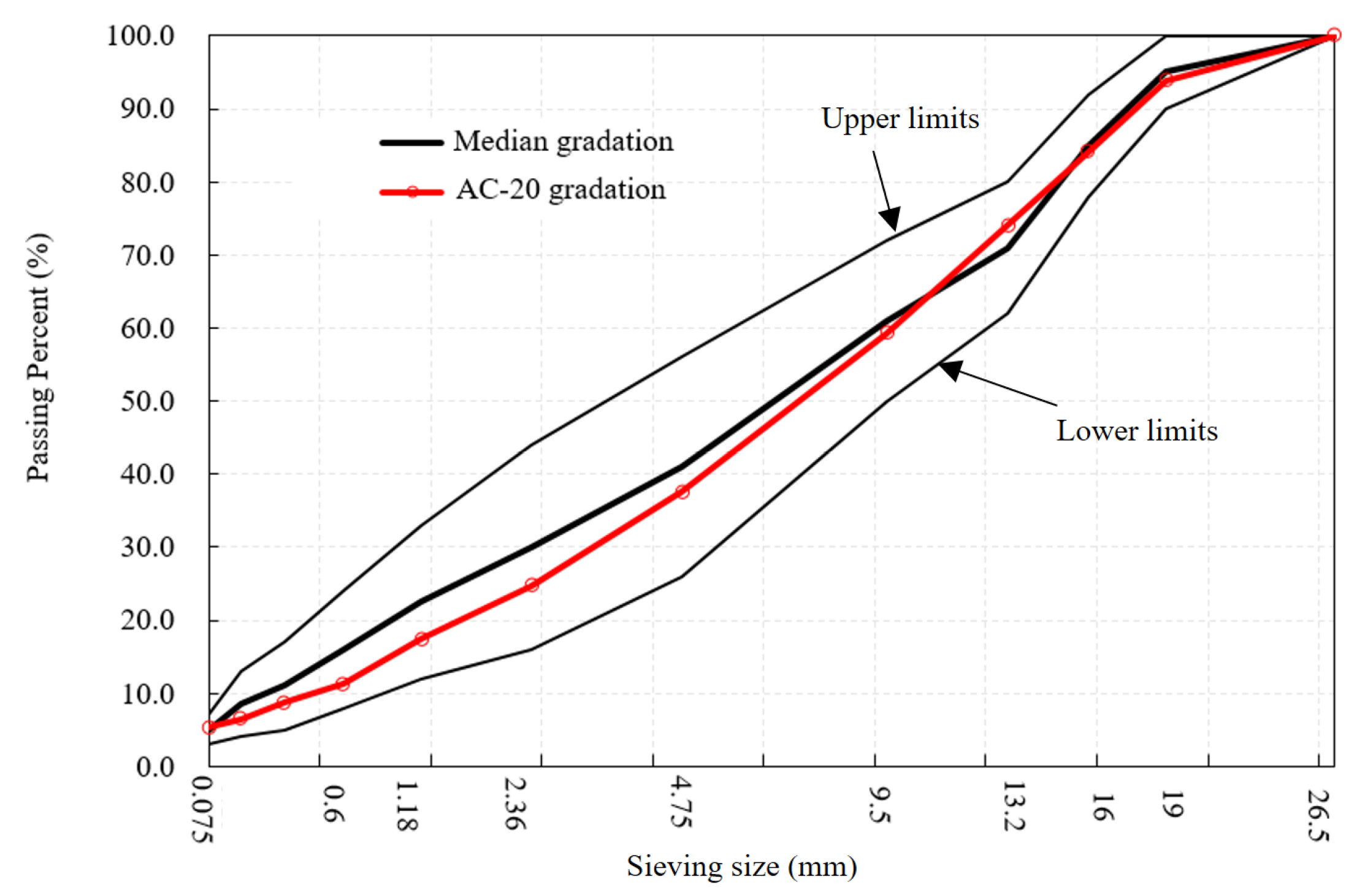
2.2. Preparation of SGC Testing Materials and Equipment
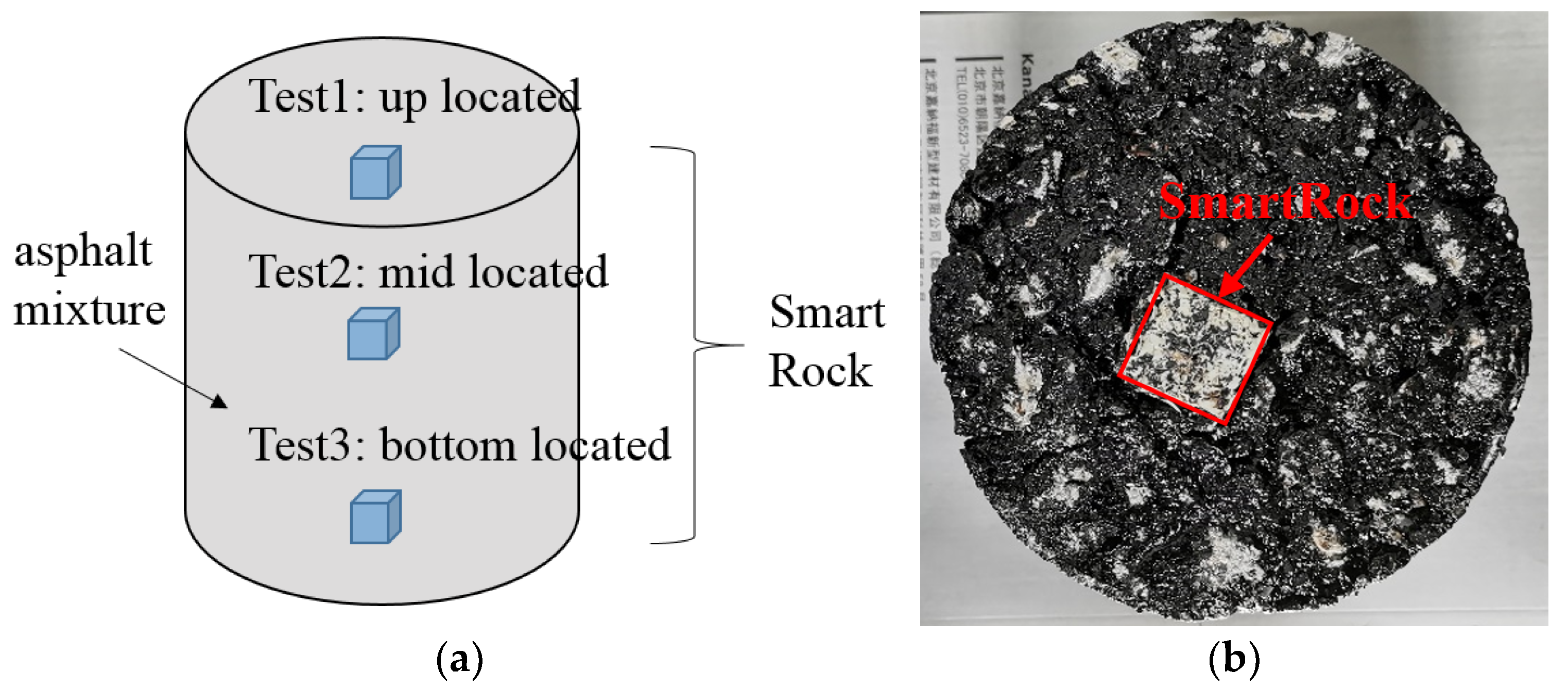
2.3. Layout and Application of SmartRocks
3. Discrete Element Simulation for Gyratory Compaction
3.1. Model Construction with Irregularly Shaped Aggregates
- In 3D space, seed nuclei with random coordinates are firstly arranged around the center nuclei C. The 3D space is divided into multiple polyhedrons by the vertical bisector of adjacent seed nuclei, and the polyhedron containing the center nuclei C is obtained as the basic particle shape.
- Figure 5a shows the schematic diagram in 2D. Each particle shape is further adjusted to make the grading curve of the particle sample library satisfy the gradation requirement of the asphalt mixture. As shown in Figure 5b, spindle tension and rotation are mainly utilized to adjust particle size. The final particle shape for 3D simulation is shown in Figure 5c.
- After generating the polyhedrons, including three shape categories—angular particles, fractured/elongated particles and flat particles—each polyhedron is filled with densely arranged spheres to form a clump, as shown in Figure 6. In addition, asphalt binder and aggregates with sizes less than 3 mm are directly simulated by spherical particles.
3.2. Gyratory Compaction Process Simulation
4. Results and Discussion
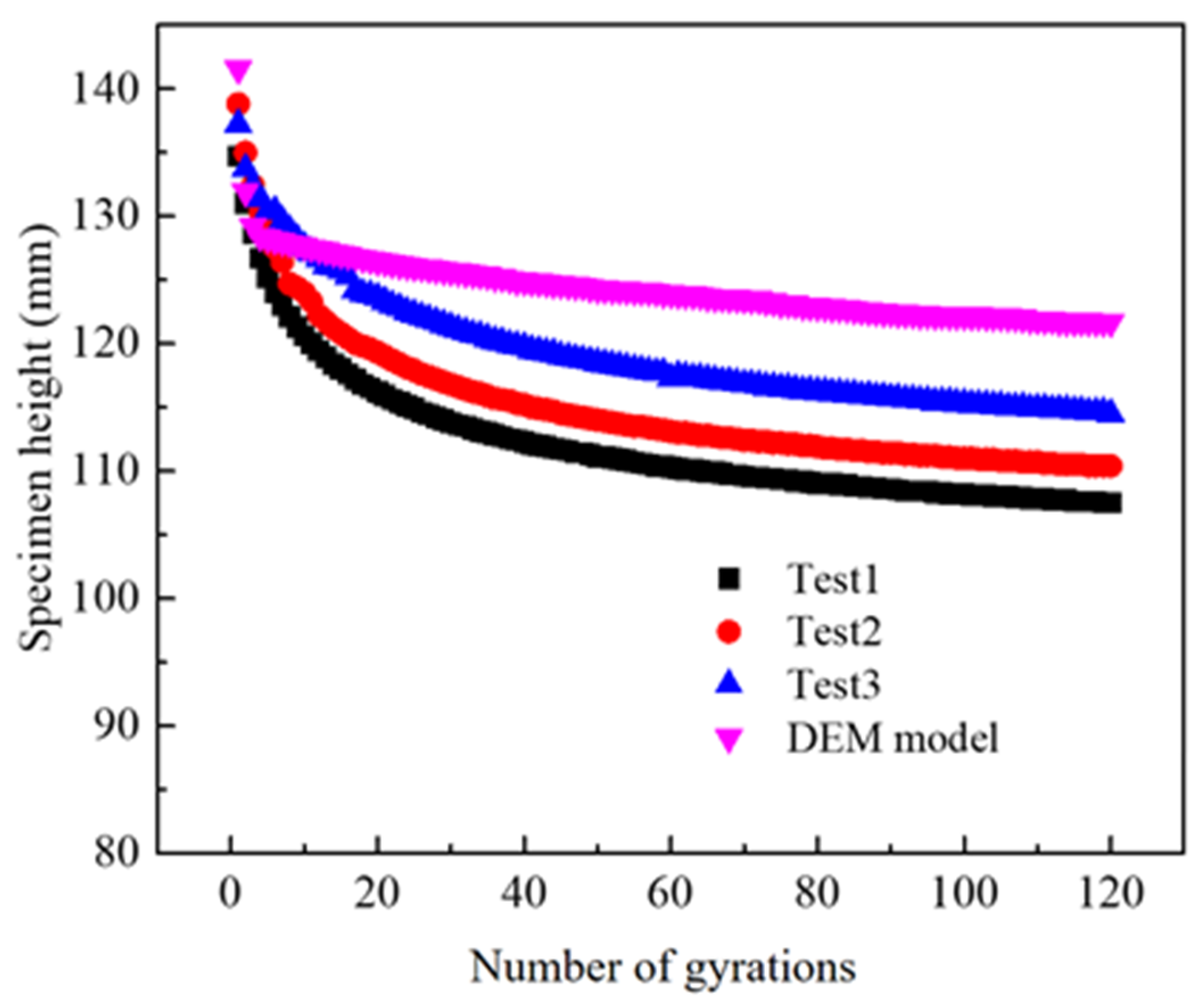
4.1. Specimen Height Change
4.2. Contact Stress of Aggregates
4.3. Contact Force Network Characteristics
5. Conclusions
- The measured contact stress among particles changes periodically during gyratory compaction, and the amplitude of stress tends to be stable with the increase of compaction cycles;
- Particles’ contact stresses are discrete and influenced by the shapes of aggregates. Flat particles are subjected to greater stress than the angular and fractured/elongated particles during gyratory compaction;
- It can be inferred that flat particles are easy to trap in stress concentrations, resulting in their being crushed in gyratory compaction. Therefore, the proportion of particles with flat shapes in a mixture should be reduced as much as possible;
- According to the contact network simulated by DEM models, the proportion of strong contacts is high in the initial gyratory compaction stage and decreases with the increase of compaction cycles. The contacts among particles tend to homogenize in the compaction process.
- Given the gravity accumulation of the aggregates, the normal contact forces of samples form vertical distributions in the initial gyrations. Strong contacts form and grow up locally along the axis in 1.25° orientation at earlier cyclic loading, then decrease in the later stage. The anisotropy of aggregate contact force networks tends to be weakened by kneading and shearing of the asphalt mixture.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mcgennis, R.B.; Anderson, R.M.; Kennedy, T.W.; Solaimanian, M. Background of Superpave Asphalt Mixture Design and Analysis; National Asphalt Training Center Demonstration Project 101. Final report, December 1992–November 1994, Report No. PB-95-221495/XAB); Asphalt Institute: Lexington, KY, USA, 1995. [Google Scholar]
- Lei, G.; Ni, F.; Charmot, S.; Luo, H. Influence on compaction of cold recycled mixes with emulsions using the superpave gyratory compaction. J. Mater. Civ. Eng. 2014, 26, 04014081. [Google Scholar]
- Wang, X.; Ren, J.; Hu, X.; Gu, X.; Li, N. Determining optimum number of gyrations for porous asphalt mixtures using superpave gyratory compactor. KSCE J. Civ. Eng. 2021, 25, 2010–2019. [Google Scholar] [CrossRef]
- Yuan, Y.J.; Hu, C.S. A study on the principles of gyratory compaction and its parameter configuration. Guangxi Sci. Technol. Commun. 2003, 28, 20–23. [Google Scholar]
- Sri, S. Influence of Foamed Bitumen Characteristics on Cold Mix Asphalt Properties; University of Nottingham: Nottingham, UK, 2008. [Google Scholar]
- Roberts, F.L.; Kandhal, P.S.; Brown, E.R.; Lee, D.Y.; Kennedy, T.W. Hot Mix Asphalt materials, Mixture Design and Construction, 2nd ed.; National Asphalt Pavement Association Education Foundation: Greenbelt, MD, USA, 1996. [Google Scholar]
- Bahia, H.U.; Friemel, T.P.; Peterson, P.A. Optimization of constructibility and resistance to traffic: A new design approach for HMA using the superpave compactor. J. Assoc. Asph. Paving Technol. 1998, 67, 189–232. [Google Scholar]
- Vavrik, W.R.; Carpenter, S.H. Calculating Air Voids at Specified Number of Gyrations in Superpave Gyratory Compactor; Transportation Research Board; National Research Council: Washington, DC, USA, 1998; pp. 117–125. [Google Scholar]
- Cheng, Z.; Jia, X.; Jiang, H.; Hu, W.; Huang, B. Quantification of impact compaction locking point for asphalt mixture. Constr. Build. Mater. 2021, 302, 124410. [Google Scholar] [CrossRef]
- Cheng, Z.; Aadrzej, P.P.; Zhang, D.; Hu, W.; Huang, B. A method for determining impact locking point of asphalt. J. Cent. South Univ. 2021, 52, 2232–2244. [Google Scholar]
- Mallick, R.B. Use of superpave gyratory compactor to characterize hot-mix asphalt. Transp. Res. Rec. 1999, 1681, 86–96. [Google Scholar] [CrossRef]
- Xinjun, L.I.; Gibson, N. Mechanistic characterization of aggregate packing to assess gyration levels during HMA mix design. J. Assoc. Asph. Paving Technol. 2011, 80, 33–64. [Google Scholar]
- Anderson, R.M.; Turner, P.A.; Peterson, R.L. Relationship of Superpave Gyratory Compaction Properties to HMA Rutting Behavior; Transportation Research Board; National Research Council: Washington, DC, USA, 2002; Volume 478, pp. 3–37. [Google Scholar]
- Alabama Department of Transportation. Special Provision No. 02-0360-2004—Amendment for Section 424; Alabama Standard Specifications; Alabama Department of Transportation: Montgomery, Alabama, 2004. [Google Scholar]
- Georgia Department of Transportation. Special Provision-Section 828—Hot-Mix Asphaltic Concrete Mixtures; Georgia Standard Specifications; Georgia Department of Transportation: Atlanta, GA, USA, 2003.
- Leiva, F.; West, R. Analysis of Hot-Mix asphalt lab compactability using lab compaction parameters and mix characteristics. Transp. Res. Rec. J. Transp. Res. Board 2008, 2057, 89–98. [Google Scholar] [CrossRef]
- Jiang, X.; Zhang, M.; Xiao, R.; Polaczyk, P.; Bai, Y.; Huang, B. An investigation of structural responses of inverted pavements by numerical approaches considering nonlinear stress-dependent properties of unbound aggregate layer. Constr. Build. Mater. 2021, 303, 124505. [Google Scholar] [CrossRef]
- Wang, X.; Shen, S.; Huang, H.; Almeida, L.C. Characterization of particle movement in Superpave gyratory compactor at meso-scale using SmartRock sensors. Constr. Build. Mater. 2018, 175, 206–214. [Google Scholar] [CrossRef]
- Wang, X.; Shen, S.; Huang, H.; Zhang, Z. Towards smart compaction: Particle movement characteristics from laboratory to the field. Constr. Build. Mater. 2019, 218, 323–332. [Google Scholar] [CrossRef]
- Dan, H.C.; Yang, D.; Liu, X.; Peng, A.P.; Zhang, Z. Experimental investigation on dynamic response of asphalt pavement using SmartRock sensor under vibrating compaction loading. Constr. Build. Mater. 2020, 247, 118592. [Google Scholar] [CrossRef]
- Dan, H.C.; Yang, D.; Zhao, L.H.; Wang, S.P.; Zhang, Z. Meso-scale study on compaction characteristics of asphalt mixtures in Superpave gyratory compaction using SmartRock sensors. Constr. Build. Mater. 2020, 262, 120874. [Google Scholar] [CrossRef]
- Zhang, C.; Shen, S.; Huang, H.; Wang, L. Estimation of the vehicle speed using cross-correlation algorithms and MEMS wireless sensors. Sensors 2021, 21, 1721. [Google Scholar] [CrossRef] [PubMed]
- You, Z.P.; Adhikari, S.; Dai, Q.L. Three-Dimensional Discrete Element Models for Asphalt Mixtures. J. Eng. Mech. 2008, 134, 1053–1063. [Google Scholar] [CrossRef]
- Olsson, E.; Jelagin, D.; Partl, M.N. New discrete element framework for modelling asphalt compaction. Road Mater. Pavement Des. 2019, 20, 604–616. [Google Scholar] [CrossRef]
- Qian, G.; Hu, K.; Li, J.; Bai, X.; Li, N. Compaction process tracking for asphalt mixture using discrete element method. Constr. Build. Mater. 2020, 235, 117478. [Google Scholar] [CrossRef]
- Gong, F.; Zhou, X.; You, Z.; Liu, Y.; Chen, S. Using discrete element models to track movement of coarse aggregates during compaction of asphalt mixture. Constr. Build. Mater. 2018, 189, 338–351. [Google Scholar] [CrossRef]
- Guo, H.; Zhao, Y.; Zhang, D.; Shang, M. Study of movement of coarse aggregates in the formation process of asphalt mixture in the laboratory. Constr. Build. Mater. 2016, 111, 743–750. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Zhou, X.; You, Z.; Yao, S.; Gong, F.; Wang, H. Discrete element modeling of realistic particle shapes in stone-based mixtures through MATLAB-based imaging process. Constr. Build. Mater. 2017, 143, 169–178. [Google Scholar] [CrossRef]
- Chen, J.; Huang, B.; Shu, X.; Hu, C. DEM simulation of laboratory compaction of asphalt mixtures using an open source code. J. Mater. Civ. Eng. 2015, 27, 04014130. [Google Scholar] [CrossRef]
- Gong, F.; Liu, Y.; Zhou, X.; You, Z. Lab assessment and discrete element modeling of asphalt mixture during compaction with elongated and flat coarse aggregates. Constr. Build. Mater. 2018, 182, 573–579. [Google Scholar] [CrossRef]
- Liu, S.; Huang, H.; Qiu, T.; Kwon, J. Effect of geogrid on railroad ballast particle movement. Transp. Geotech. 2016, 2016, 110–122. [Google Scholar] [CrossRef]
- Institute of Highway Science and Ministry of Communications. Technical Specification for Highway Asphalt Pavement Construction; JTG F40-2004; Lancarver: Beijing, China, 2004. [Google Scholar]
- Gong, F.; Liu, Y.; You, Z.; Zhou, X. Characterization and evaluation of morphological features for aggregate in asphalt mixture: A review. Constr. Build. Mater. 2021, 273, 121989. [Google Scholar] [CrossRef]
- American Society Testing and Materials (ASTM). D5821-3; Standard Test Method for Determining the Percentage of Fractured Particles in Coarse Aggregate; American Society Testing and Materials (ASTM): West Conshohocken, PA, USA, 2017. [Google Scholar]
- American Society Testing and Materials (ASTM). D4791-10; Standard Test Method for Flat Particles, Elongated Particles, or Flat and Elongated Particles in Coarse Aggregate; American Society Testing and Materials (ASTM): West Conshohocken, PA, USA, 2017. [Google Scholar]
- Tonon, F. Explicit exact formulas for the 3-D tetrahedron inertia tensor in terms of its vertex coordinates. J. Math. Stat. 2004, 1, 8–11. [Google Scholar] [CrossRef]
- Elias, J. Simulation of railway ballast using crushable polyhedral particles. Powder Technol. 2014, 264, 458–465. [Google Scholar] [CrossRef]
- Xiao, J.; Zhang, X.; Zhang, D.; Geng, X.; Wang, Y. Three-dimensional discrete element simulation of ballast direct shear testing in vibration field. Geotech. Geol. Eng. 2021, 39, 1–13. [Google Scholar] [CrossRef]
- Liu, Y.; Dai, Q.; You, Z. Viscoelastic model for discrete element simulation of asphalt mixtures. J. Eng. Mech. 2009, 135, 324–333. [Google Scholar] [CrossRef] [Green Version]
- Zhao, S.; Zhou, X. Effects of particle asphericity on the macro- and micro-mechanical behaviors of granular assemblies. Granul. Matter. 2017, 19, 38. [Google Scholar] [CrossRef]
- Estrada, N.; Taboada, A.; Radja, F. Shear strength and force transmission in granular media with rolling resistance. Phys. Rev. E 2008, 78, 021301. [Google Scholar] [CrossRef] [PubMed]
- Majmudar, T.S.; Behringer, R.P. Contact force measurements and stress-induced anisotropy in granular materials. Nature 2005, 435, 1079–1081. [Google Scholar] [CrossRef] [PubMed]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensor | Direction | a | b | c | U0 |
|---|---|---|---|---|---|
| R1 | x | −0.04771 | 0.09367 | −0.7178 | 2.28 |
| y | −0.05377 | 0.127 | −1.137 | 2.3 | |
| z | −0.06123 | 0.06668 | −0.6924 | 2.38 | |
| R2 | x | −0.044 | −0.06509 | 0.04185 | 2.32 |
| y | −0.05006 | −0.06509 | −0.08448 | 1.86 | |
| z | −0.05262 | −0.02223 | −0.3959 | 2.04 | |
| R3 | x | −0.05348 | 0.09208 | −0.6609 | 2.3 |
| y | −0.06735 | −0.02064 | −0.4156 | 2.44 | |
| z | −0.05227 | 0.003175 | −0.4239 | 2 |
| Parameter | Value | Requirement |
|---|---|---|
| Crushing Value (%) | 23.5 | ≤28% |
| Needle Content (%) | 12.5 | ≤15% |
| Fine-grained < 0.075 Content (%) | 0.7 | ≤1.0% |
| Adhesion | 5 | ≥4 |
| Parameter | Value | Requirement |
|---|---|---|
| Apparent Density (g/cm3) | 2.705 | ≥2.50 |
| Moisture Content (%) | 0.4 | ≤1 |
| Particle Size < 0.6 mm (%) Particle Size < 0.15 mm (%) Particle Size < 0.075 mm (%) | 100 93.2 87.5 | 100 90~100 85~100 |
| Morphology | No agglomerations | No agglomerations |
| Hydrophilic Coefficient | 0.81 | <1.0 |
| Parameter | Requirement | Value |
|---|---|---|
| Penetration (25 °C, 100 g, 5 s) (0.01 cm) | 40~60 | 50 |
| Ductility (5 cm/min, 5 °C) (cm) | ≥20 | 34 |
| Softening Point (5 °C) | ≥60 | 79.5 |
| Density (25 °C) (g/cm3) | - | 1.031 |
| 0–3 | 3–5 | 5–10 | 10–15 | 15–25 | Mineral Powder | Bituminous Binder |
|---|---|---|---|---|---|---|
| 27 (%) | 10 (%) | 19 (%) | 15 (%) | 26 (%) | 3 (%) | 4.2 (%) |
| Parameter | Value | Requirement |
|---|---|---|
| Void Ratio (%) | 4.4 | 3–6 |
| VMA (%) | 13.4 | ≥13.0 |
| VFA (%) | 67.2 | 65–75 |
| MLS (kN) | 11.1 | ≥8.0 |
| Flow Value (0.1 mm) | 33.6 | 20–40 |
| Residual Stability (%) | 91.5 | ≥85 |
| TSR (%) | 87.9 | ≥80 |
| Dynamic Stability (cycle/mm) | 6585 | ≥3500 |
| Contact Objects | Modulus (Pa) | Friction |
|---|---|---|
| Aggregate | 5.5 × 107 | 0.36 |
| Asphalt Binder | 2.0 × 107 | 0.2 |
| Mold/Plate | 1.0 × 109 | 0.15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, D.; Cheng, Z.; Geng, D.; Xie, S.; Wang, T. Experimental and Numerical Analysis on Mesoscale Mechanical Behavior of Coarse Aggregates in the Asphalt Mixture during Gyratory Compaction. Processes 2022, 10, 47. https://doi.org/10.3390/pr10010047
Zhang D, Cheng Z, Geng D, Xie S, Wang T. Experimental and Numerical Analysis on Mesoscale Mechanical Behavior of Coarse Aggregates in the Asphalt Mixture during Gyratory Compaction. Processes. 2022; 10(1):47. https://doi.org/10.3390/pr10010047
Chicago/Turabian StyleZhang, De, Zhiqiang Cheng, Dajiang Geng, Shengjia Xie, and Tao Wang. 2022. "Experimental and Numerical Analysis on Mesoscale Mechanical Behavior of Coarse Aggregates in the Asphalt Mixture during Gyratory Compaction" Processes 10, no. 1: 47. https://doi.org/10.3390/pr10010047
APA StyleZhang, D., Cheng, Z., Geng, D., Xie, S., & Wang, T. (2022). Experimental and Numerical Analysis on Mesoscale Mechanical Behavior of Coarse Aggregates in the Asphalt Mixture during Gyratory Compaction. Processes, 10(1), 47. https://doi.org/10.3390/pr10010047