
Modelling and Simulation of Dissolution/Reprecipitation Technique for Low-Density Polyethene Using Solvent/Non-Solvent System




Abstract
:1. Introduction
2. Method
2.1. Experimental Methods
- Shredding the waste into smaller pieces and, if needed washing it with water prior to shredding or after as they may be.
- Initial separation of the preliminary mixture into two or more mixtures by floatation in a specific liquid or water.
- The addition of a solvent that explicitly dissolves only one of the polymers under certain conditions.
- Removal of the non-dissolved polymer through filtration. Addition of non-solvent to precipitate the dissolved polymer.
- Distillation of the solvent and non-solvent to separate them for reuse.
- Applying the same procedure for each polymer of the mixture.
Solvent/Non-Solvent
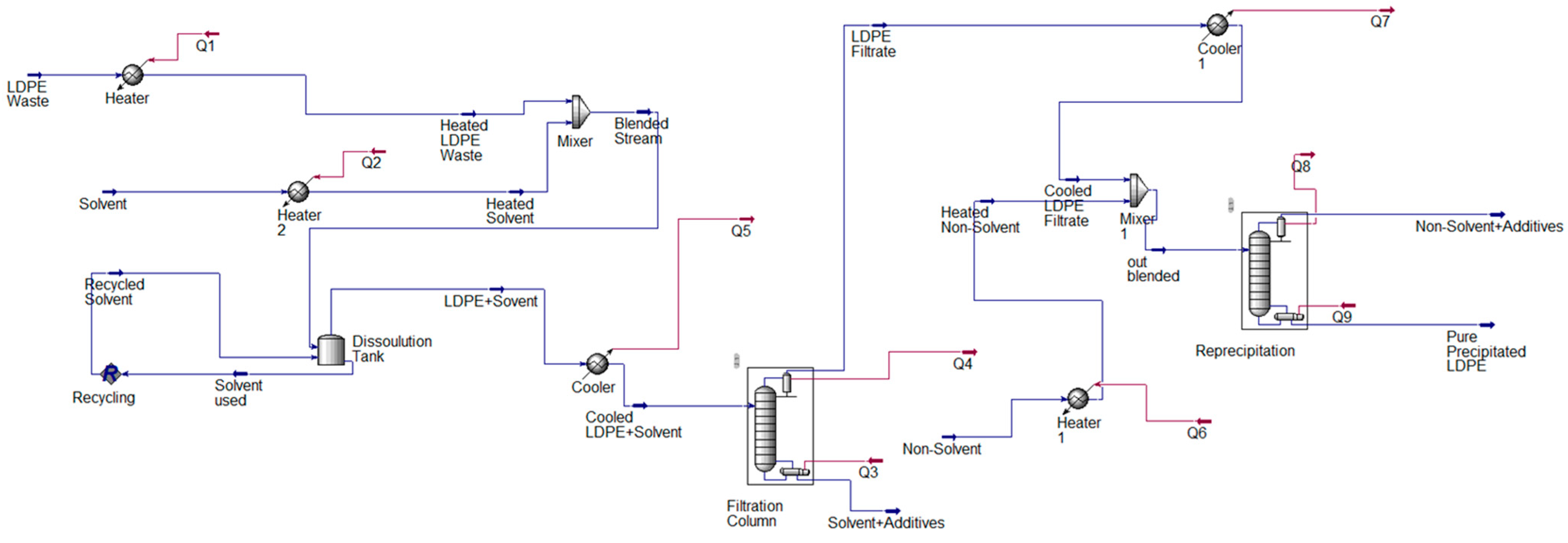
2.2. Modelling and Simulation
- Steady-state process.
- Additives present in LDPE (0.1%).
- Tray column is used in a distillation column with 100% tray efficiency. Small traces of plasticisers, flame retardants, antioxidants and thermal stabilisers components in streams are neglected.
- Waste LDPE fed into the system is shredded into tiny pieces.
- The solvent is recycled back to the dissolution tank.
- Blended stream is both liquid and vapour phase.
3. Results and Discussion
3.1. Crystallinity and Melting Ranges
3.2. Mechanical Properties
3.3. Cost
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hahladakis, J.N.; Velis, C.A.; Weber, R.; Iacovidou, E.; Purnell, P. An overview of chemical additives present in plastics: Migration, release, fate and environmental impact during their use, disposal and recycling. J. Hazard. Mater. 2018, 344, 179–199. [Google Scholar] [CrossRef] [PubMed]
- Modjarrad, K. 1—Introduction. In Plastics Design Library, Handbook of Polymer Applications in Medicine and Medical Devices; Modjarrad, K., Ebnesajjad, S., Eds.; William Andrew Publishing: Norwich, NY, USA, 2014; pp. 1–7. ISBN 9780323228053. [Google Scholar] [CrossRef]
- Al-Salem, S.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef] [PubMed]
- McKay, G. Dioxin characterisation, formation and minimisation during municipal solid waste (MSW) incineration: Review. Chem. Eng. J. 2002, 86, 343–368. [Google Scholar] [CrossRef]
- Jambeck, J.; Geyer, R.; Wilcox, C.; Siegler, T.; Perryman, M.; Andrady, A.; Narayan, R.; Law, K. Plastic waste inputs from land into the ocean. Science 2015, 347, 768–771. [Google Scholar] [CrossRef] [PubMed]
- Demeneix, B.A. How fossil fuel-derived pesticides and plastics harm health, biodiversity, and the climate. Lancet Diabetes Endocrinol. 2020, 8, 462–464. [Google Scholar] [CrossRef]
- Committee on Polymer Science and Engineering. Polymer Science and Engineering: The Shifting Research Frontiers; The National Academies Press: Washington, DC, USA, 1994; pp. 65–75. [Google Scholar]
- Barbir, J.; Leal Filho, W.; Salvia, A.L.; Fendt, M.T.C.; Babaganov, R.; Albertini, M.C.; Bonoli, A.; Lackner, M.; Müller de Quevedo, D. Assessing the Levels of Awareness among European Citizens about the Direct and Indirect Impacts of Plastics on Human Health. Int. J. Environ. Res. Public Health 2021, 18, 3116. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Yansaneh, O.Y.; Zein, S.H. Recent Advances on Waste Plastic Thermal Pyrolysis: A Critical Overview. Processes 2022, 10, 332. [Google Scholar] [CrossRef]
- Kaminsky, W.; Predel, M.; Sadiki, A. Feedstock recycling of polymers by pyrolysis in a fluidised bed. Polym. Degrad. Stab. 2004, 85, 1045–1050. [Google Scholar] [CrossRef]
- Delattre, C.; Forissier, M.; Pitault, I.; Schweich, D.; Bernard, J. Improvement of the microactivity test for kinetic and deactivation studies involved in catalytic cracking. Chem. Eng. Sci. 2001, 56, 1337–1345. [Google Scholar] [CrossRef]
- Yansaneh, O.Y.; Zein, S.H. Latest Advances in Waste Plastic. Pyrolytic Catalysis. Processes 2022, 10, 683. [Google Scholar] [CrossRef]
- Anuar, S.; Abnisa, F.; Wan Daud, W.; Aroua, M. Energy recovery from pyrolysis of plastic waste: Study on non-recycled plastics (NRP) data as the real measure of plastic waste. Energy Convers. Manag. 2017, 148, 925–934. [Google Scholar] [CrossRef]
- Ignatyev, I.A.; Thielemans, W.; Vander Beke, B. Recycling of Polymers: A Review. ChemSusChem 2014, 7, 1579–1593. [Google Scholar] [CrossRef]
- Mastellone, M.L.; Arena, U. The effect of particle size and density on solids distribution along the riser of a circulating fluidized bed. Chem. Eng. Sci. 1999, 54, 5383–5391. [Google Scholar] [CrossRef]
- Hadi, A.; Najmuldeen, G.; Yusoh, K. Dissolution/reprecipitation technique for waste polyolefin recycling using new pure and blend organic solvents. J. Polym. Eng. 2013, 33, 471–481. [Google Scholar] [CrossRef]
- Pappa, G.; Boukouvalas, C.; Giannaris, C.; Ntaras, N.; Zografos, V.; Magoulas, K.; Lygeros, A.; Tassios, D. The selective dissolution/precipitation technique for polymer recycling: A pilot unit application. Resources 2001, 34, 33–44. [Google Scholar] [CrossRef]
- Poulakis, J.; Papaspyrides, C. The dissolution/reprecipitation technique applied on highdensity polyethylene: I. Model recycling experiments. Adv. Polym. Technol. 1995, 14, 237–242. [Google Scholar] [CrossRef]
- Kampouris, E.; Diakoulaki, D.; Papaspyrides, C. Solvent recycling of rigid poly(vinyl chloride) bottles. J. Vinyl Addit. Technol. 1986, 8, 79–82. [Google Scholar] [CrossRef]
- Poulakis, J.G.; Papaspyrides, C.D. Recycling of polypropylene by the dissolution/reprecipitation technique: I. A model study Resour. Conserv. Recycl. 1997, 20, 31–41. [Google Scholar] [CrossRef]
- Hildebrand, J.H. The Solubility of Non-Electrolytes; Reinhold: New York, NY, USA, 1936. [Google Scholar]
- Hildebrand, J.H.; Scott, L.R. The Solubility of Nonelectrolytes; Dover Publications: New York, NY, USA, 1964. [Google Scholar]
- Hildebrand, J.H.; Prausnitz, J.M.; Scott, R.L. Regular and Related Solutions: The Solubility of Gases, Liquids, and Solids; Van Nostrand Reinhold: New York, NY, USA, 1970. [Google Scholar]
- Zein, S.H.; Grogan, C.T.; Yansaneh, O.Y.; Putranto, A. Pyrolysis of High-Density Polyethylene Waste Plastic to Liquid Fuels—Modelling and Economic Analysis. Processes 2022, 10, 1503. [Google Scholar] [CrossRef]
- Towler, G.; Sinnott, R. Chemical Engineering Design- Principles, Practice and Economics of Plant and Process Design, 2nd ed.; Elsevier: Waltham, MA, USA, 2013. [Google Scholar]
- Doğan, Ö.M.; Kayacan, I. Pyrolysis of Low- and High-Density Polyethylene. Part II: Analysis of Liquid Products Using FTIR and NMR Spectroscopy. Jpn. Energy Sources Part A: Recovery Util. Environ. Eff. 2008, 30, 392–400. [Google Scholar] [CrossRef]
- Adeniyi, A.; Eletta, O.; Ighalo, J. Computer aided modelling of low-density polyethylene pyrolysis to produce synthetic fuels. Niger. J. Technol. 2018, 37, 945. [Google Scholar] [CrossRef]
- Gutierrez, J.P.; Benítez, L.A.; Martínez, J.; Ale Ruiz, L.; Erdmann, E. Thermodynamic Properties for the Simulation of Crude Oil Primary Refining. Int. J. Eng. Res. Appl. 2014, 4, 190–194. [Google Scholar]
- Zhao, Y.B.; Lv, X.D.; Ni, H.G. Solvent-based separation and recycling of waste plastics: A review. Chemosphere 2018, 209, 707–720. [Google Scholar] [CrossRef]
- South Hampton Resources, Inc. Petroleum Ether. Safety Data Sheet. According to Federal Register/Vol. 77, No. 58/Monday, 26 March 2012/Rules and Regulations and According to The Hazardous Products Regulation (11 February 2015). 2015. Available online: https://d1io3yog0oux5.cloudfront.net/southhamptonr/files/pages/products/SDS+Petroleum_Ether.pdf (accessed on 9 August 2022).
- Larrow, J.F.; Jacobsen, E.N. A Practical Method for the Large-Scale Preparation of [JV,JV,-Bis(3,5-di-tert-butylsalicylidene)-l,2-cyclohexanediaminato(2-)]manganese(III) Chloride, a Highly Enantioselective Epoxidation Catalyst. J. Org. Chem. 1994, 59, 1939–1942. [Google Scholar] [CrossRef]
- Albahri, T.A. Method for Measuring the Properties of Petroleum Fuels by Distillation. U.S. Patent No. 9,201,053B2, 1 December 2015. [Google Scholar]
- The Open University. Introduction to Polymers. 2016. Available online: https://www.open.edu/openlearn/mod/oucontent/view.php?id=3484&printable=1 (accessed on 8 August 2022).
- Ferris, A.M.; Rothamer, D.A. Methodology for the experimental measurement of vapor–liquid equilibrium distillation curves using a modified ASTM D86 setup. Fuel 2016, 182, 467–479. [Google Scholar] [CrossRef] [Green Version]
- ASTM D1160; Standard Test Method for Distillation of Petroleum Products at Reduced Pressure. S & P Global: New York, NY, USA, 2018. Available online: https://global.ihs.com/doc_detail.cfm?document_name=ASTM%20D1160&item_s_key=00015470 (accessed on 8 August 2022).
- Modi, S.; Panwar, A.; Mead, J.L.; Barry, C.M.F. Effect of Molecular Weight on the Electrophoretic Deposition of Carbon Black Nanoparticles in Moderately Viscous Systems. Langmuir 2013, 29, 9702–9711. [Google Scholar] [CrossRef]
- Ettouney, H.M.; Fakeeha, A.H.; Helal, A.; Hughes, R. Factors Affecting Enrichment of Natural Gas by Polymeric Membranes. J. King Saud Univ.-Eng. Sci. 1995, 7 (Suppl. S1), 35–60. [Google Scholar] [CrossRef]
- Greene, J.P. Microstructures of Polymers. In Plastics Design Library, Automotive Plastics and Composites; Joseph, P., Ed.; William Andrew Publishing: Greene, NY, USA, 2021; pp. 27–37. ISBN 9780128180082. [Google Scholar] [CrossRef]
- Chem Purdue. n.d. Critical Temperature and Pressure. Available online: https://www.chem.purdue.edu/gchelp/liquids/critical.html (accessed on 8 August 2022).
- Li, H.; Aguirre-Villegas, H.A.; Allen, R.D.; Bai, X.; Benson, C.H.; Beckham, G.T.; Bradshaw, S.L.; Brown, J.L.; Brown, R.C.; Cecon, V.S.; et al. Expanding plastics recycling technologies: Chemical aspects, technology status and challenges. Green Chem. 2022. [CrossRef]
- Zein, S.H.S.; Boccaccini, A.R. Synthesis and characterization of TiO2 coated multiwalled carbon nanotubes using a sol gel method. Ind. Eng. Chem. Res. 2008, 47, 6598–6606. [Google Scholar] [CrossRef]
- Zein, S.H.S.; Mohamed, A.R.; Chai, S.P. Screening of metal oxide catalysts for carbon nanotubes and hydrogen production via catalytic decomposition of methane. Stud. Surf. Sci. Catal. 2006, 159, 725–728. [Google Scholar]
- Chai, S.P.; Zein, S.H.S.; Mohamed, A.R. Moderate temperature synthesis of single-walled carbon nanotubes on alumina supported nickel oxide catalyst. Mater. Lett. 2007, 61, 3519–3521. [Google Scholar] [CrossRef]
- Abd Razak, S.I.; Ahmad, A.L.; Zein SH, S. Polymerization of Protonic Polyaniline/Multi-Walled Carbon Nanotubes/Manganese Dioxide Nanocomposites. J. Phys. Sci. 2009, 20, 27–34. [Google Scholar]
- Kiamahalleh, M.V.; Sata, S.A.; Buniran, S.; Sharif Zein, S.H. Remarkable stability of supercapacitor material synthesized by manganese oxide filled in multiwalled carbon nanotubes. Curr. Nanosci. 2010, 6, 553–559. [Google Scholar] [CrossRef]
- Kiamahalle, M.V.; Cheng, C.I.; Sata, S.A.; Buniran, S.; Zein, S.H. Preparation and capacitive properties of nickel-manganese oxides/multiwalled carbon nanotube/poly (3, 4-ethylenedioxythiophene) composite material for electrochemical supercapacitor. J. Appl. Sci. 2011, 11, 2346–2351. [Google Scholar] [CrossRef] [Green Version]
- Gholami, F.; Zein, S.H.S.; Gerhardt, L.C.; Low, K.L.; Tan, S.H.; McPhail, D.S.; Grover, L.M.; Boccaccini, A.R. Cytocompatibility, bioactivity and mechanical strength of calcium phosphate cement reinforced with multi-walled carbon nanotubes and bovine serum albumin. Ceram. Int. 2013, 39, 4975–4983. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer | Solvent | Non-Solvent | S/Non-S Ratio | Temperature °C |
|---|---|---|---|---|
| LDPE | Xylene | Propanol-1 | 3:1 | 85 |
| HDPE | 3:1 | 100 | ||
| PP | 3:1 | 135 |
| Materials | Solubility Parameter | X12 | Mixed Solvent Solubility Parameter |
|---|---|---|---|
| Turpentine | 8.08 | 0.35 | (0.25 + 0.75) |
| PetE(A) | 6.32 | 1.03 | 6.76 |
| PetE(B) | 6.79 | 0.71 | 7.11 |
| PetE(C) | 7.67 | 0.38 | 7.77 |
| Solvent | Molecular Weight | Boiling Point (°C) | Density (kg/m3) |
|---|---|---|---|
| LDPE | 28.05 | 106 | 930 |
| Additives (dye) | 307.4 | 350 | 865.2 |
| Turpentine + PetE | 117 | 120–135 | 810 |
| Component | Mole Fractions |
|---|---|
| LDPE | 0.5525 |
| Dye | 0 |
| Turpentine + PetE | 0.4475 |
| Component | Flow Rate (kg/h) |
|---|---|
| LDPE | 116.3 |
| Dye | 0.0011 |
| Turpentine + PetE | 392.8 |
| Total | 509 |
| Component | Flow Rate (kg/h) |
|---|---|
| LDPE | 116 |
| Additives (dye) | 0 |
| Turpentine + PetE | 0.979 |
| PetE | 300 |
| Total | 417 |
| Component | Filtrate | Solvent + Additives |
|---|---|---|
| Flow rate (kg/h) | 117 | 0.179 |
| Recovery% | ||
| LDPE | 99.8 | 0.17 |
| Additives (dye) | 1.16 | 100 |
| Turpentine + PetE | 0.25 | 99.7 |
| Product | Mole Fractions | Recovery% in Precipitate Stream |
|---|---|---|
| LDPE | 0.997 | 96% |
| Additives (dye) | 0 | |
| Turpentine + PetE | 0.0021 | |
| PetE | 0.0005 | 0.07% |
| Stream Name | Pure Precipitated LDPE | Liquid Phase |
|---|---|---|
| Vapour/Phase Fraction | 0.000 | 1.000 |
| Temperature (°C) | 105.4 | 105.4 |
| Pressure (kPa) | 100.0 | 100.0 |
| Molar Flow (kgmole/h) | 3.986 | 3.986 |
| Mass Flow (kg/h) | 112.7 | 112.7 |
| Std Ideal Liq Vol Flow (m3/h) | 0.1214 | 0.1214 |
| Molar Enthalpy (kJ/kgmole) | −8.268 × 104 | −8.268 × 104 |
| Molar Entropy (kJ/kgmole-C) | −164.2 | −164.2 |
| Heat Flow (kJ/h) | −3.295 × 105 | −3.295 × 105 |
| Liquid Vol Flow @Std Cond (m3/h) | 0.1211 | 0.1211 |
| Fluid Package | Basis −1 |
| Component | Surface Ten [dyne/cm] | Mole Weight (Vap) | Density (Vap) [kgmole/m3] | Viscosity (Vap) [cP] | Therm Cond (Vap) [W/m-K] | Heat Cap (Vap) [kJ/kgmole-C] |
|---|---|---|---|---|---|---|
| Condenser | 21.451 | 28.230 | 0.923 | 0.005 | 0.010 | 1.167 |
| Tray 1 | 21.436 | 28.363 | 0.928 | 0.005 | 0.010 | 1.171 |
| Tray 2 | 21.409 | 28.597 | 0.935 | 0.005 | 0.010 | 1.176 |
| Tray 3 | 21.362 | 29.007 | 0.948 | 0.005 | 0.010 | 1.187 |
| Tray 4 | 21.279 | 29.729 | 0.971 | 0.005 | 0.010 | 1.204 |
| Tray 5 | 21.130 | 31.010 | 1.012 | 0.005 | 0.010 | 1.233 |
| Tray 6 | 20.859 | 33.305 | 1.085 | 0.005 | 0.010 | 1.280 |
| Tray 7 | 20.365 | 37.460 | 1.217 | 0.005 | 0.011 | 1.351 |
| Tray 8 | 19.512 | 44.947 | 1.451 | 0.006 | 0.012 | 1.449 |
| Tray 9 | 18.272 | 57.575 | 1.838 | 0.006 | 0.013 | 1.564 |
| Tray 10 | 16.950 | 75.035 | 2.364 | 0.007 | 0.015 | 1.668 |
| Tray 11 | 15.949 | 92.368 | 2.877 | 0.007 | 0.016 | 1.739 |
| Tray 12 | 15.370 | 104.569 | 3.234 | 0.008 | 0.017 | 1.778 |
| Tray 13 | 15.085 | 111.273 | 3.429 | 0.008 | 0.018 | 1.797 |
| Tray 14 | 14.956 | 114.480 | 3.523 | 0.008 | 0.018 | 1.805 |
| Tray 15 | 14.899 | 115.914 | 3.564 | 0.008 | 0.018 | 1.809 |
| Reboiler | 14.875 | 116.537 | 3.582 | 0.008 | 0.018 | 1.810 |
| Surface Ten [dyne/cm] | Mole Weight (Lt Liq) | Density (Lt Liq) [kgmole/m3] | Viscosity (Lt Liq) [cP] | Therm Cond (Lt Liq) [W/m-K] | Heat Cap (Lt Liq) [kJ/kgmole-C] | |
|---|---|---|---|---|---|---|
| Condenser | 14.133 | 93.886 | 6.918 | 0.225 | 0.102 | 224.503 |
| Tray 1 | 14.227 | 93.168 | 6.986 | 0.226 | 0.102 | 222.842 |
| Tray 2 | 14.341 | 92.307 | 7.069 | 0.227 | 0.102 | 220.852 |
| Tray 3 | 14.477 | 91.270 | 7.172 | 0.229 | 0.102 | 218.452 |
| Tray 4 | 14.642 | 90.009 | 7.301 | 0.230 | 0.102 | 215.536 |
| Tray 5 | 14.844 | 88.465 | 7.463 | 0.233 | 0.102 | 211.965 |
| Tray 6 | 15.093 | 86.555 | 7.673 | 0.236 | 0.102 | 207.546 |
| Tray 7 | 15.403 | 84.164 | 7.950 | 0.239 | 0.102 | 202.016 |
| Tray 8 | 15.792 | 81.135 | 8.326 | 0.244 | 0.102 | 195.012 |
| Tray 9 | 16.287 | 77.252 | 8.855 | 0.249 | 0.102 | 186.029 |
| Tray 10 | 16.919 | 72.229 | 9.631 | 0.257 | 0.102 | 174.404 |
| Tray 11 | 17.717 | 65.748 | 10.821 | 0.267 | 0.102 | 159.397 |
| Tray 12 | 18.681 | 57.662 | 12.712 | 0.279 | 0.102 | 140.659 |
| Tray 13 | 19.708 | 48.539 | 15.669 | 0.291 | 0.102 | 119.501 |
| Tray 14 | 20.564 | 40.119 | 19.693 | 0.297 | 0.101 | 99.971 |
| Tray 15 | 21.078 | 34.173 | 23.814 | 0.296 | 0.101 | 86.197 |
| Tray 16 | 21.312 | 30.865 | 26.832 | 0.291 | 0.101 | 78.549 |
| Tray 17 | 21.406 | 29.288 | 28.520 | 0.287 | 0.101 | 74.907 |
| Tray 18 | 21.443 | 28.601 | 29.318 | 0.285 | 0.101 | 73.319 |
| Tray 19 | 21.456 | 28.328 | 29.649 | 0.284 | 0.101 | 72.680 |
| Tray 20 | 21.460 | 28.247 | 29.755 | 0.284 | 0.101 | 72.480 |
| Reboiler | 21.457 | 28.274 | 29.736 | 0.284 | 0.101 | 72.515 |
| Polymer | Melting Temperature | Crystallinity% | ||||
|---|---|---|---|---|---|---|
| Virgin | Waste | Recycled | Virgin | Waste | Recycled | |
| LDPE | 106 | 113 | 113 | 52 | 26 | 50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zein, S.H.; Hussain, A.A.; Yansaneh, O.Y.; Jalil, A.A. Modelling and Simulation of Dissolution/Reprecipitation Technique for Low-Density Polyethene Using Solvent/Non-Solvent System. Processes 2022, 10, 2387. https://doi.org/10.3390/pr10112387
Zein SH, Hussain AA, Yansaneh OY, Jalil AA. Modelling and Simulation of Dissolution/Reprecipitation Technique for Low-Density Polyethene Using Solvent/Non-Solvent System. Processes. 2022; 10(11):2387. https://doi.org/10.3390/pr10112387
Chicago/Turabian StyleZein, Sharif H., Ali A. Hussain, Osman Y. Yansaneh, and A. A. Jalil. 2022. "Modelling and Simulation of Dissolution/Reprecipitation Technique for Low-Density Polyethene Using Solvent/Non-Solvent System" Processes 10, no. 11: 2387. https://doi.org/10.3390/pr10112387
APA StyleZein, S. H., Hussain, A. A., Yansaneh, O. Y., & Jalil, A. A. (2022). Modelling and Simulation of Dissolution/Reprecipitation Technique for Low-Density Polyethene Using Solvent/Non-Solvent System. Processes, 10(11), 2387. https://doi.org/10.3390/pr10112387