
Optimization Study on Enhancing Deep-Cut Effect of the Vacuum Distillation Unit (VDU)

Abstract
:1. Introduction
2. Materials and Methods
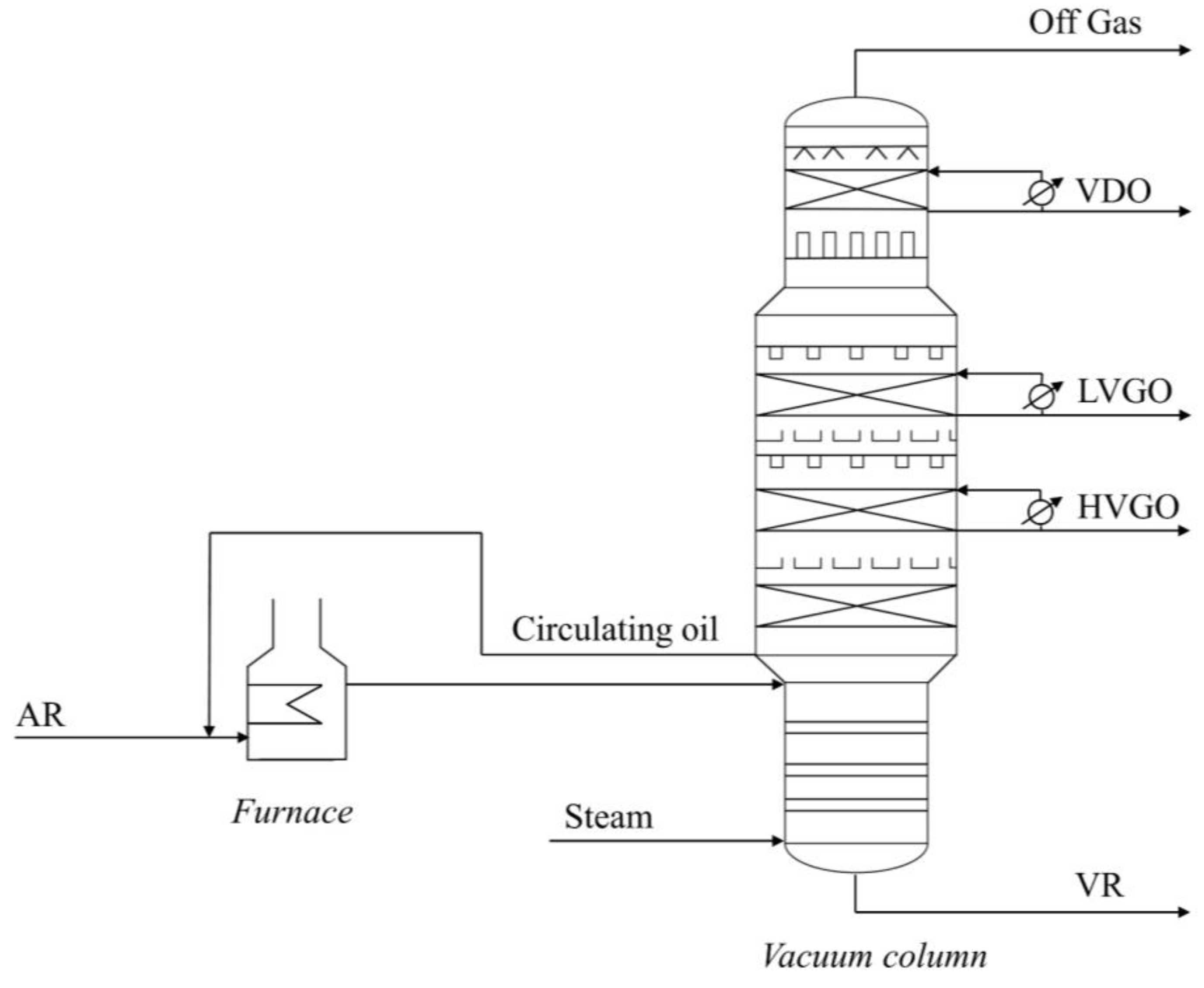
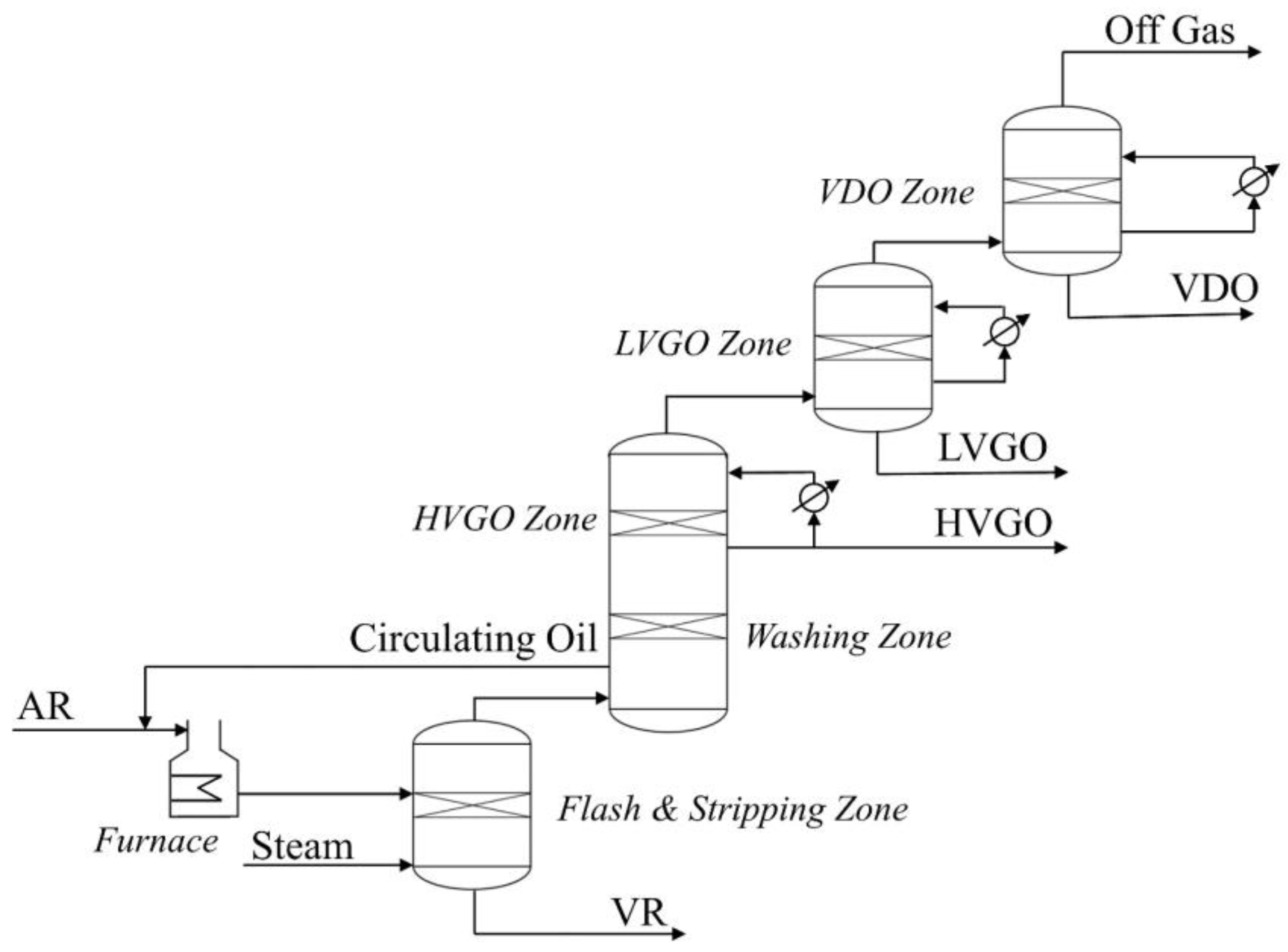
2.1. Case Study
2.2. Simulation Methods
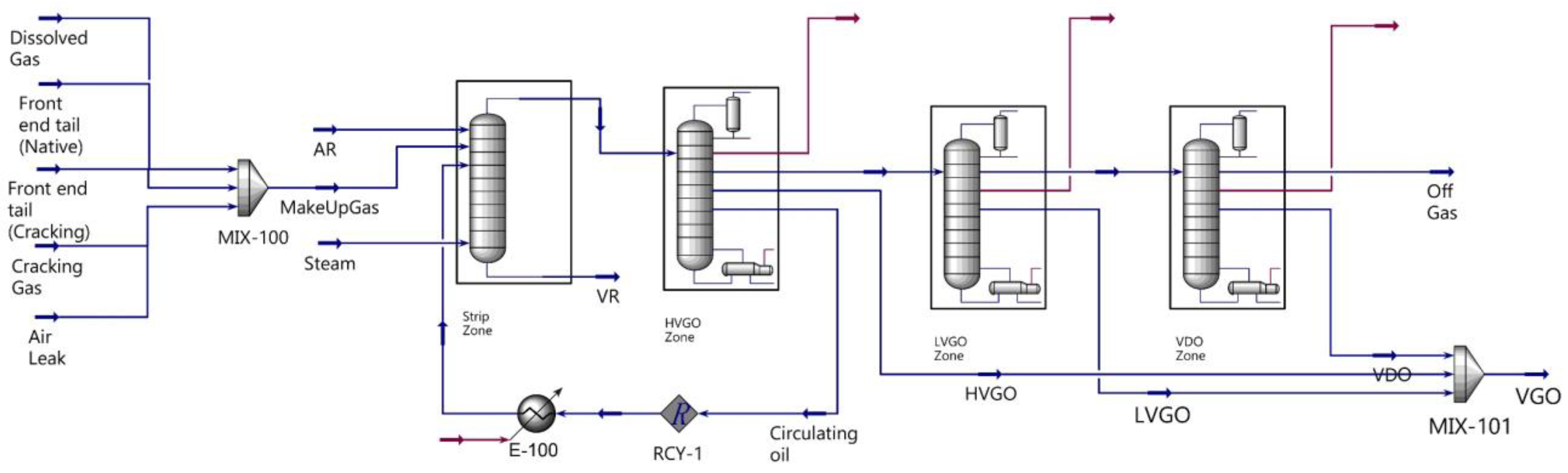
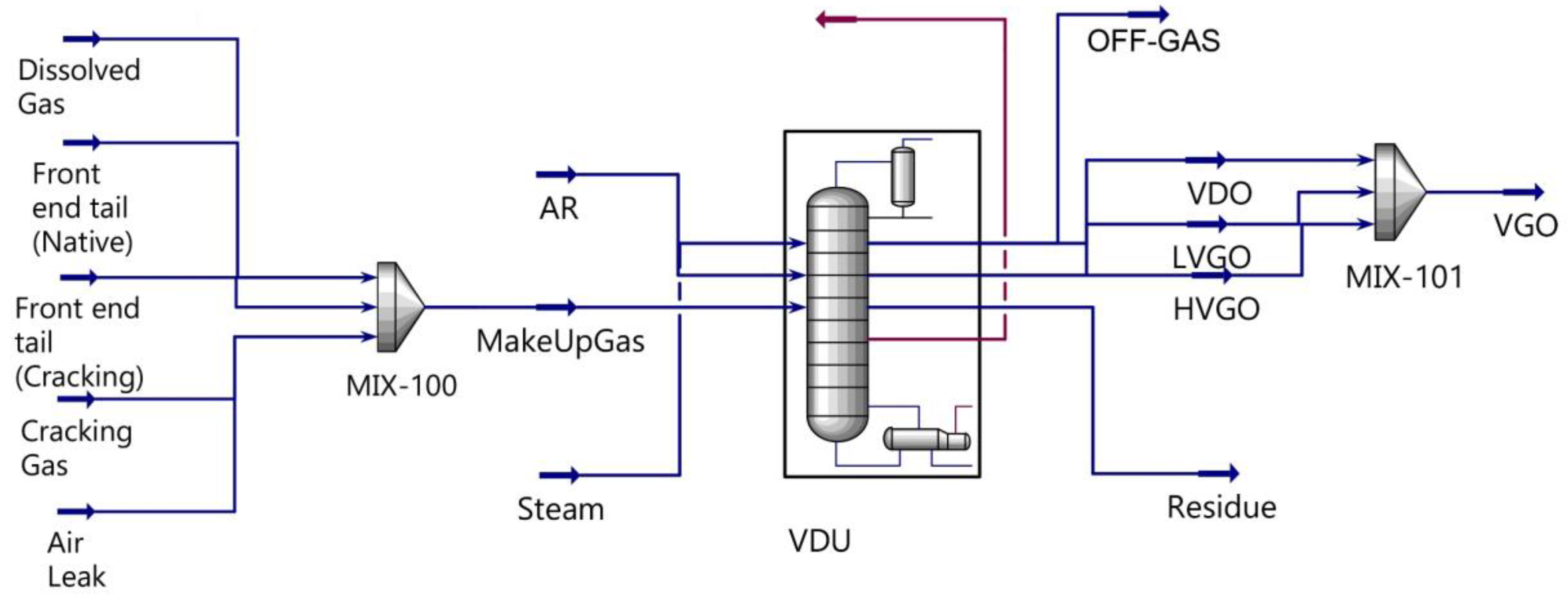
2.2.1. Establishment of Simple Model
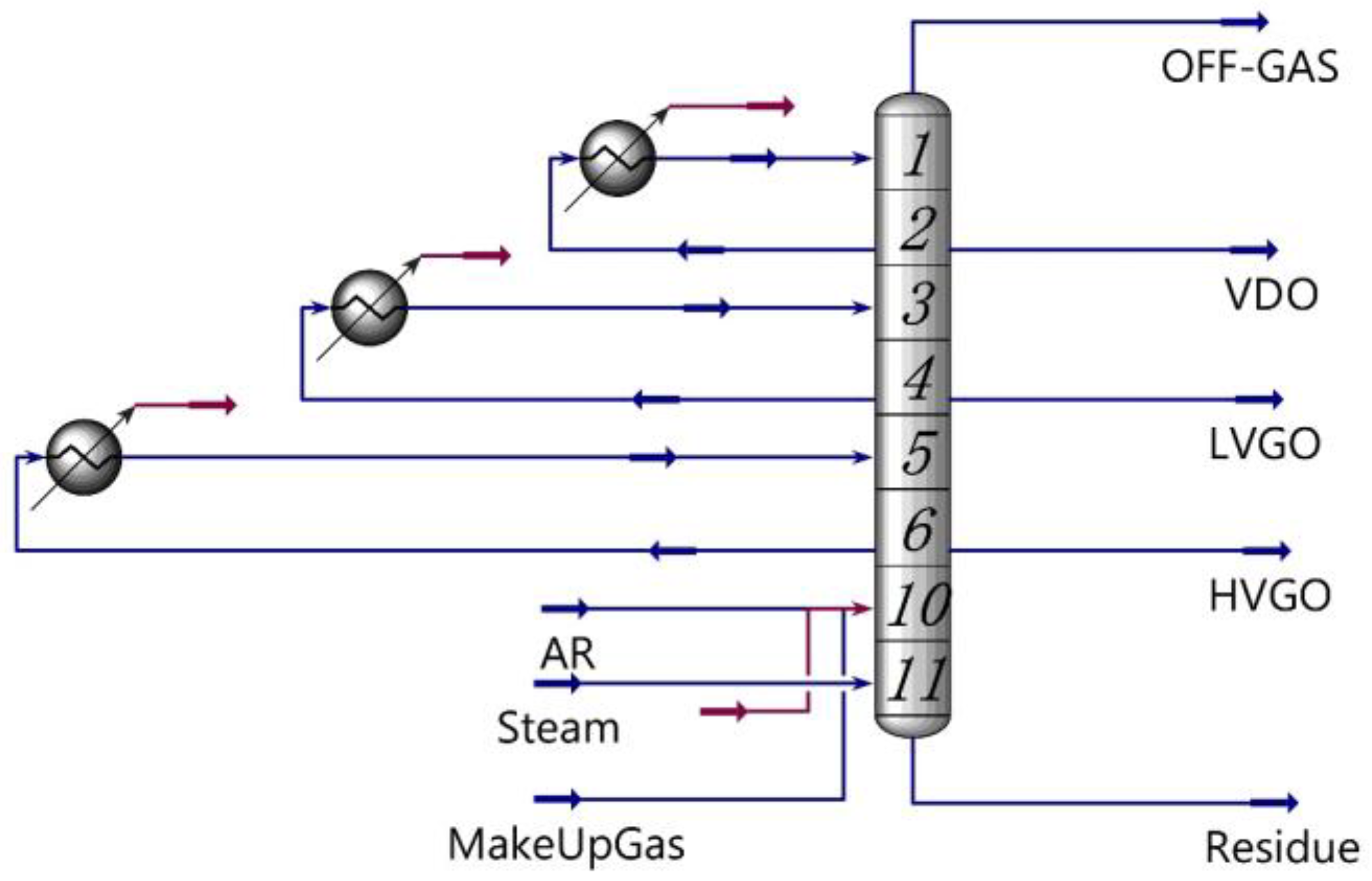
2.2.2. Establishment of Rigorous Model
3. Results and Discussion
3.1. Analysis of the Main Operating Parameters
3.2. Formatting of Mathematical Components
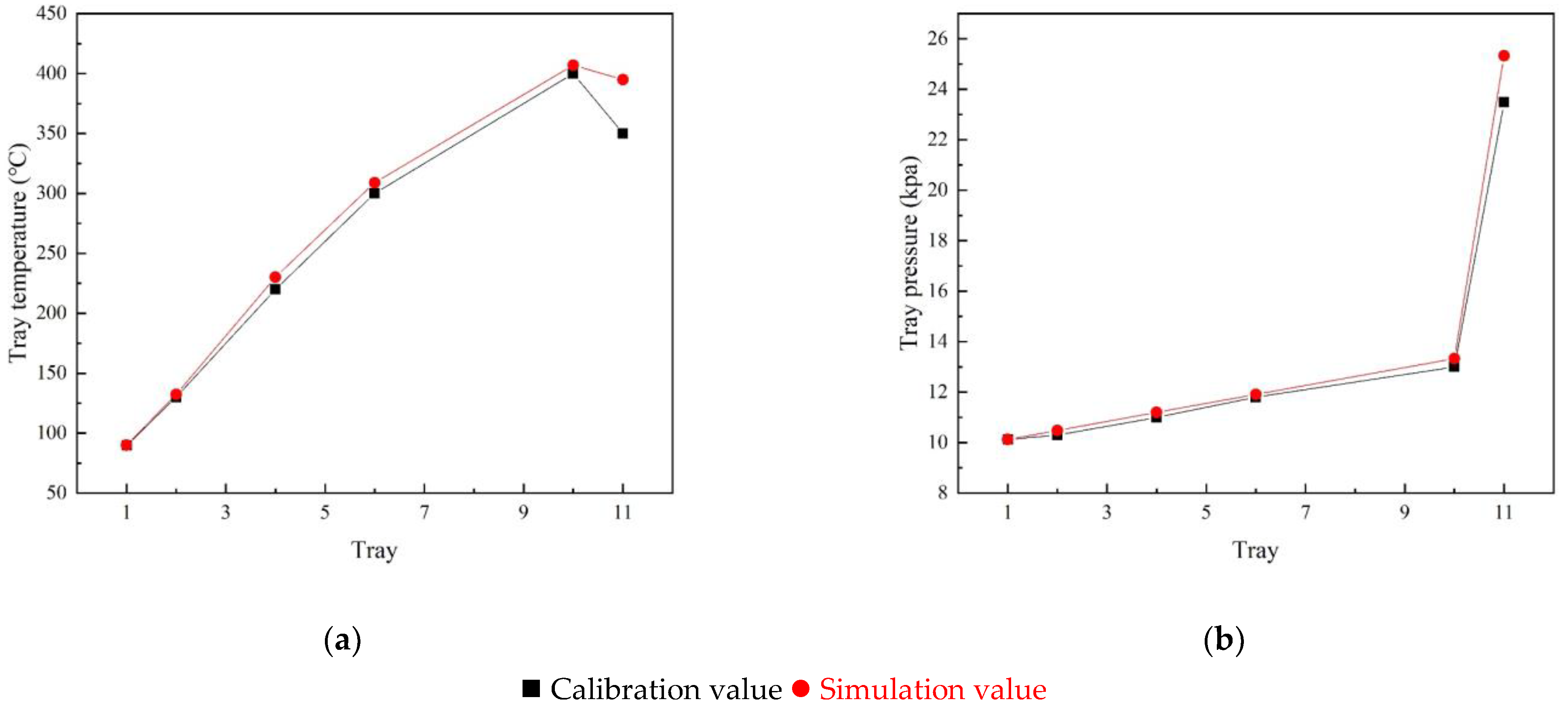
3.3. Analysis of Vacuum Column Tray Temperature and Pressure
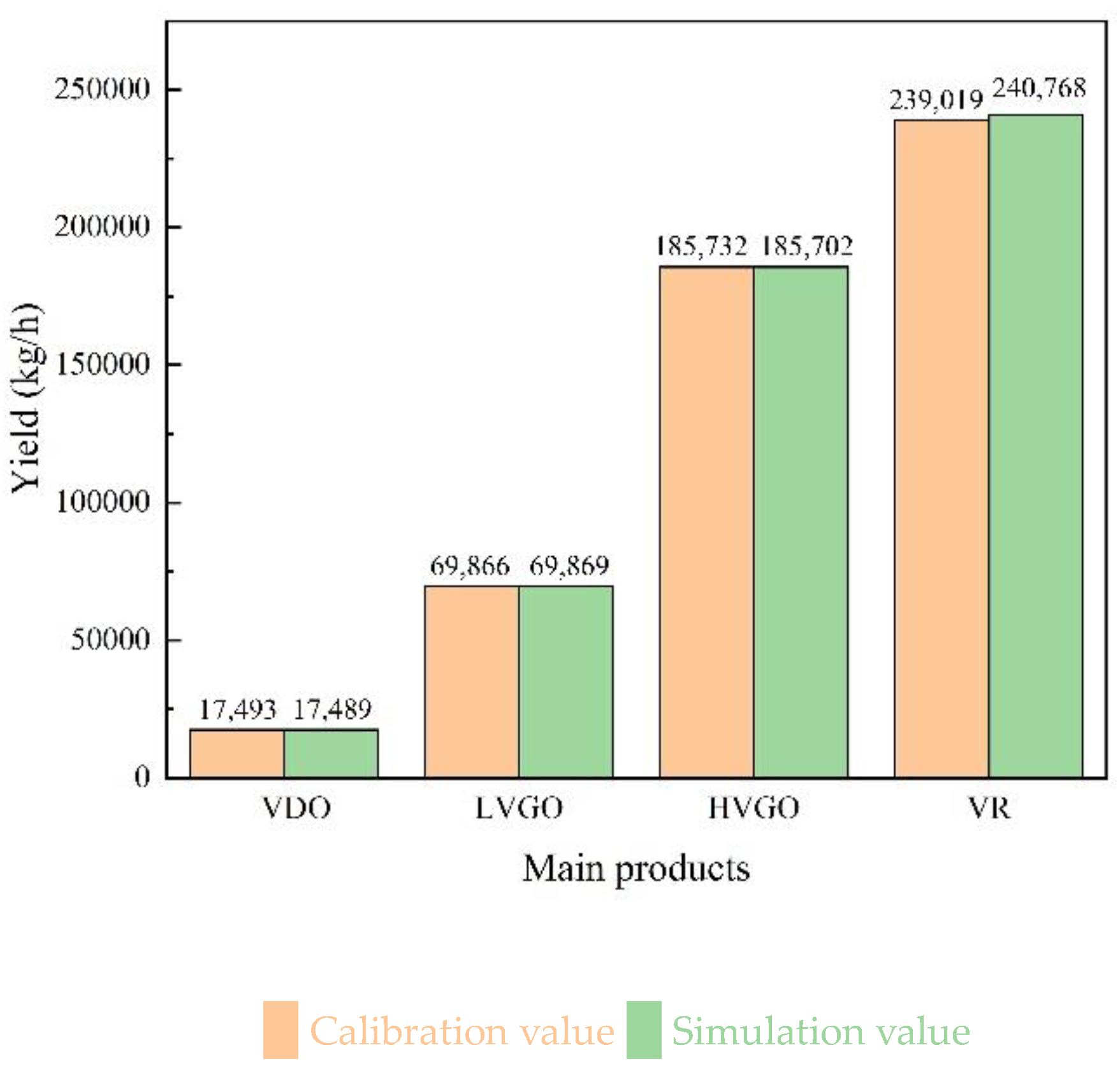
3.4. Analysis of the Yield of the Main Products
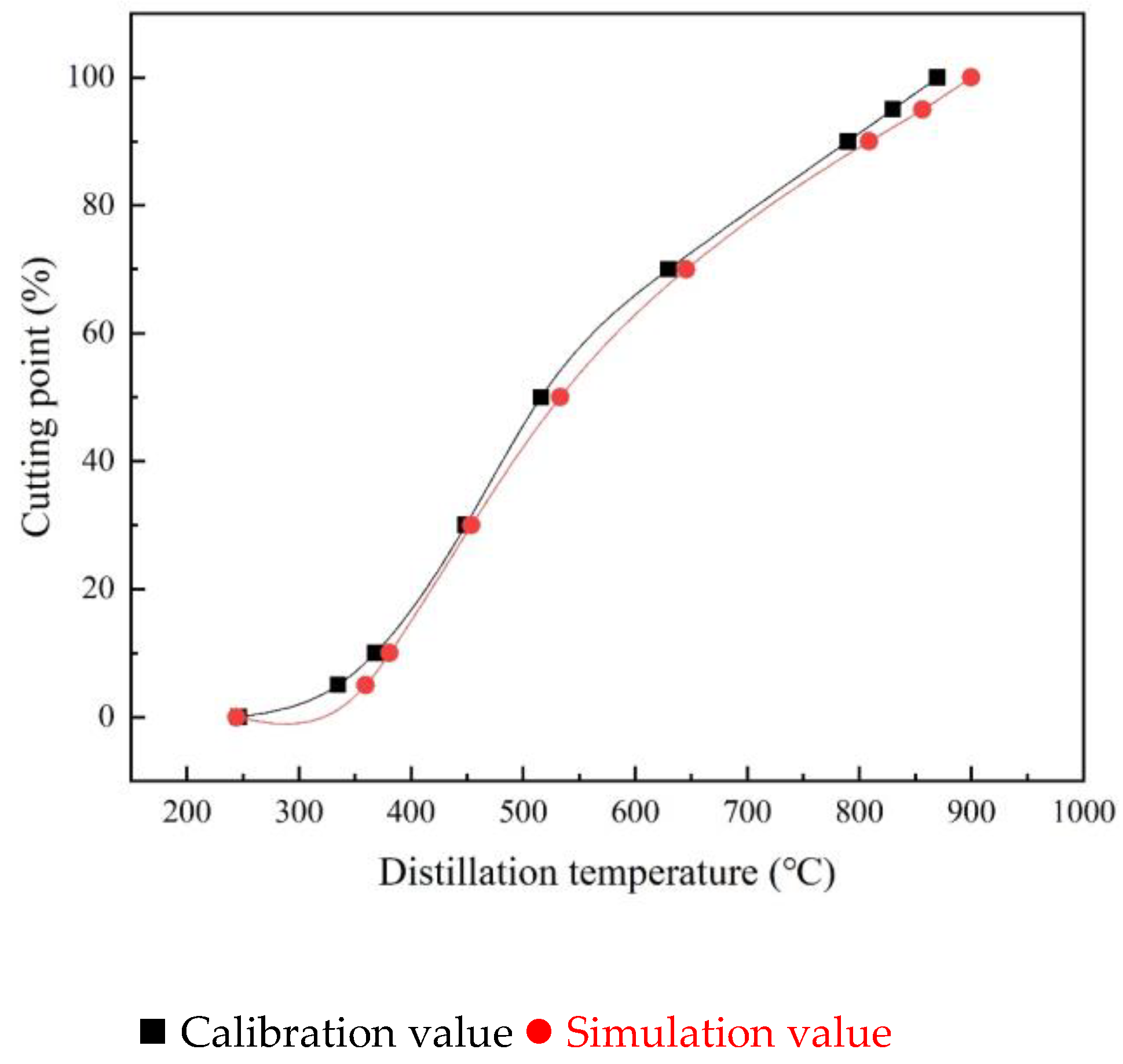
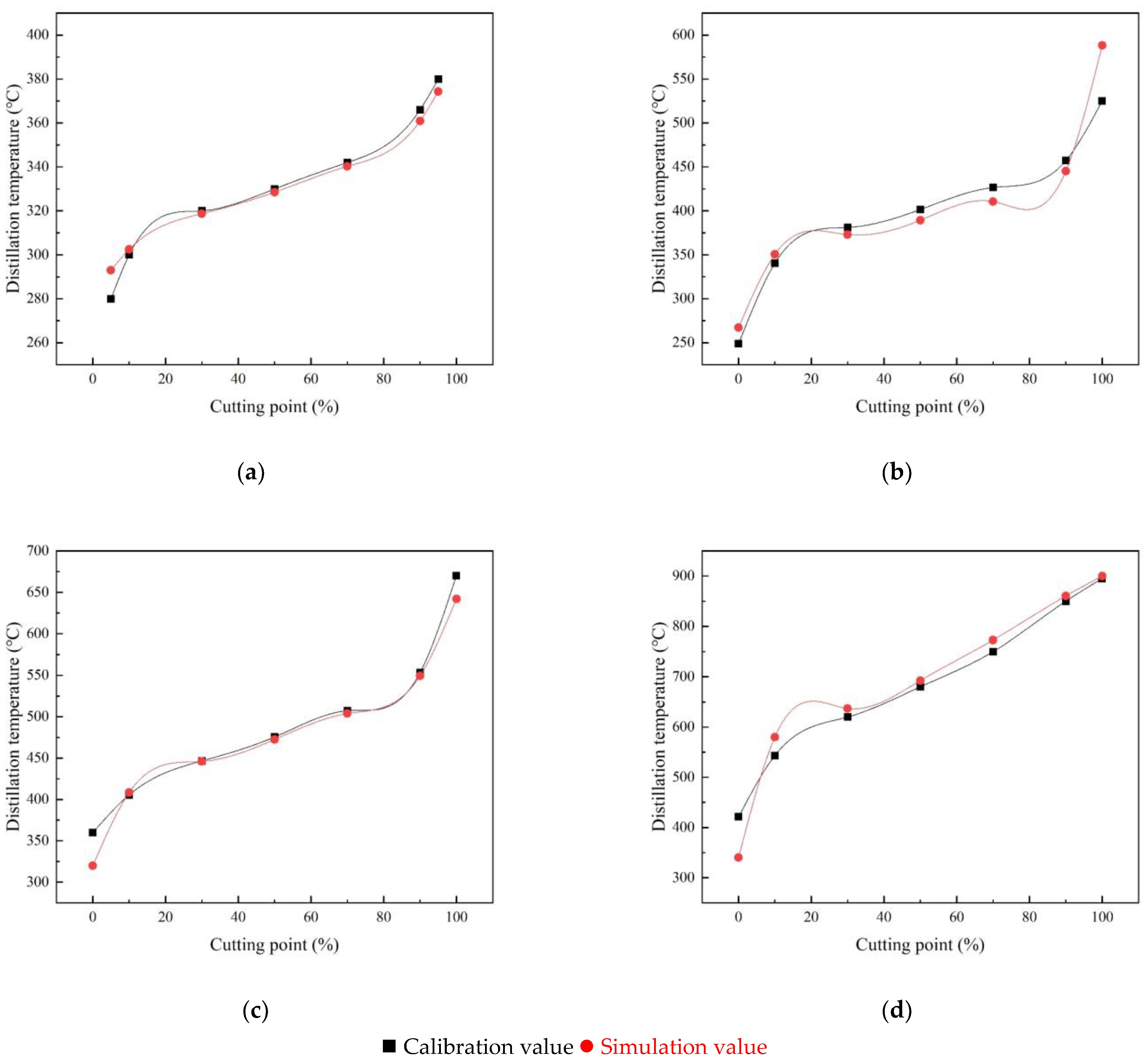
3.5. Analysis of the Main Product Distillation Data
3.6. Optimization Analysis of Deep-Cut Vacuum Distillation
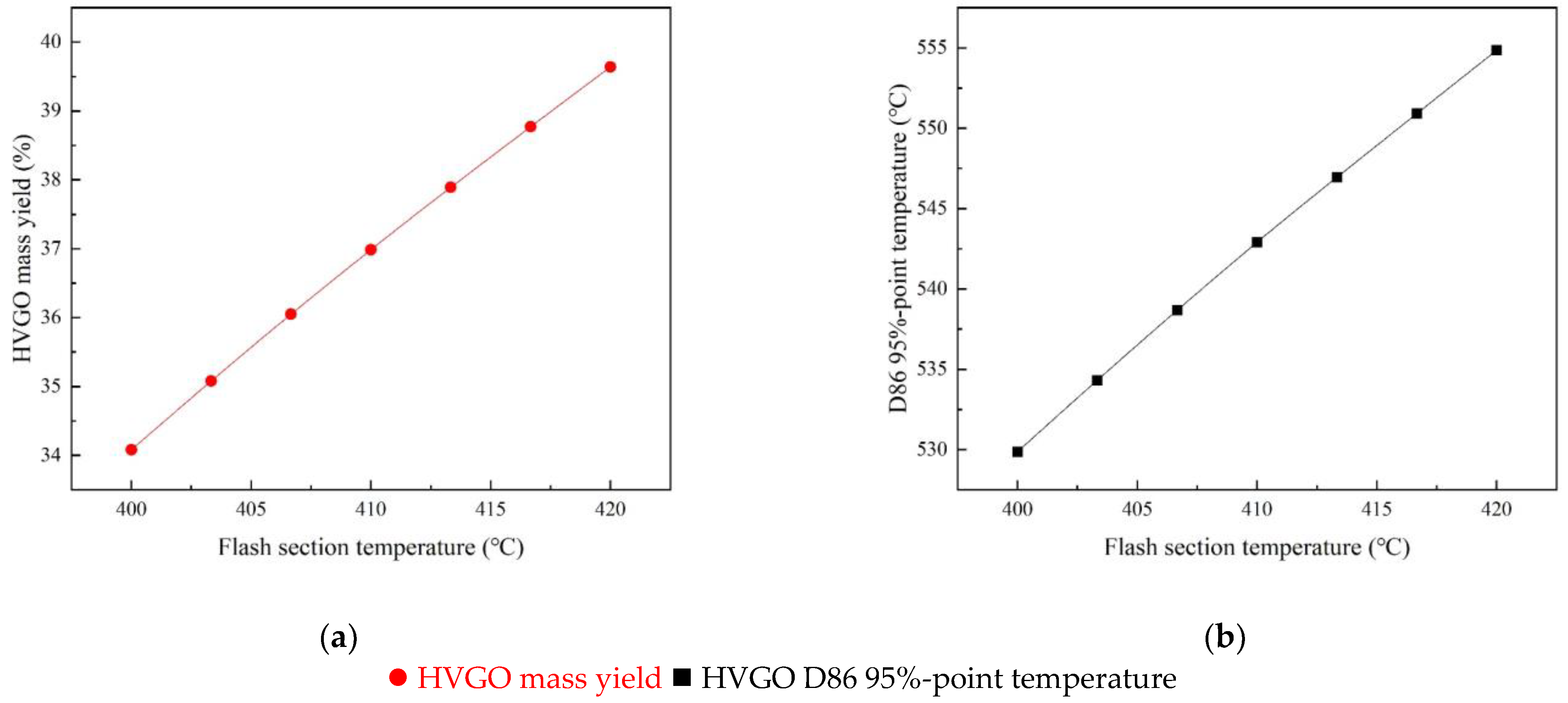
3.6.1. Increasing the Feed Vaporization Rate
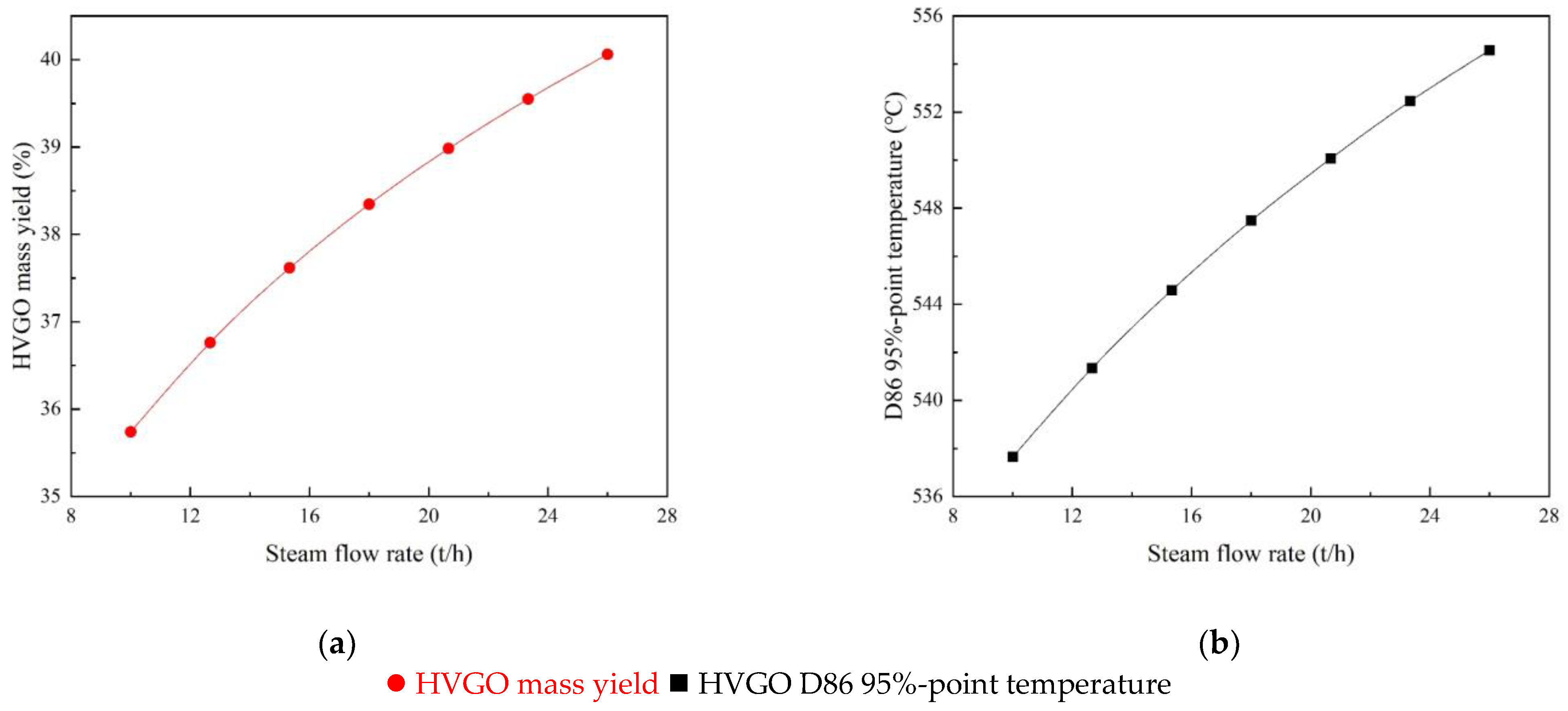
3.6.2. Optimizing Stripping Steam Flow Rate
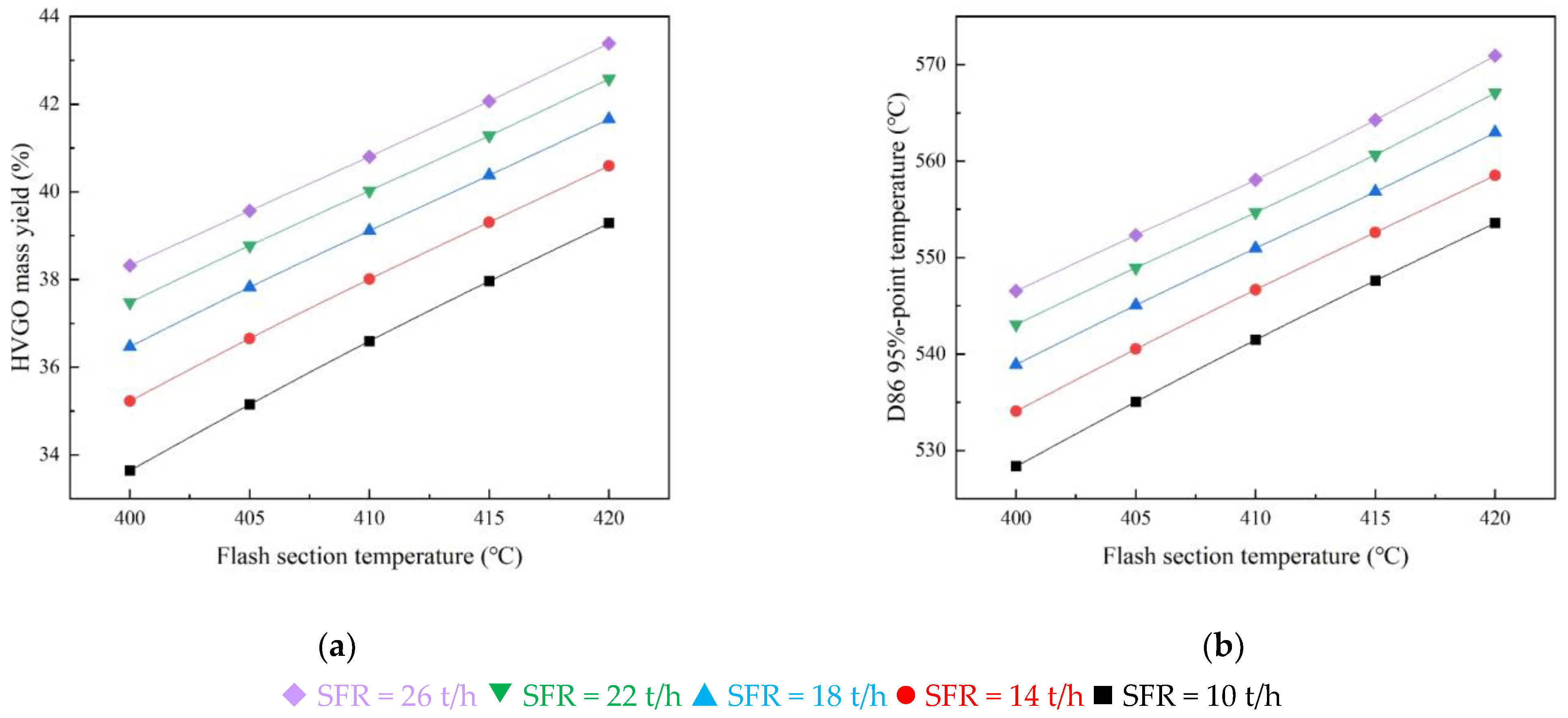
3.6.3. Analysis and Study with Comprehensive Consideration of FST and SFR
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Speight, J.G. Crude Oil–Distillation. In Rules of Thumb for Petroleum Engineers; Scrivener Publishing LLC: New York, NY, USA, 2017; pp. 185–186. [Google Scholar] [CrossRef]
- Theodore, L.; Dupont, R.R.; Ganesan, K. Distillation. In Unit Operations in Environmental Engineering; Scrivener Publishing LLC: New York, NY, USA, 2017; pp. 493–502. [Google Scholar] [CrossRef]
- Stuart, F. Distillation in Refining. In Distillation Operation and Applications; Academic Press: New York, NY, USA, 2014; pp. 155–190. [Google Scholar] [CrossRef]
- Zhao, R.F. Progress and Application of Atmospheric and Vacuum Distillation Technology; China Petrochemical Press: Beijing, China, 2020. [Google Scholar]
- Kulprathipanja, S.; Rekoske, J.E.; Wei, D.; Slone, R.V.; Pham, T.; Liu, C. Distillation. In Modern Petrochemical Technology; WILEY-VCH GmbH: Weinheim, Germany, 2021; pp. 179–201. [Google Scholar] [CrossRef]
- Bartholomew, C.H.; Farrauto, R.J. Petroleum Refining and Processing. In Fundamentals of Industrial Catalytic Processes.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; pp. 635–704. [Google Scholar] [CrossRef]
- Xue, J.W. Study on Deep-cut Vacuum Distillation of Atmospheric and Vacuum Distillation Unit. Chem. Manag. 2021, 20, 135–136. [Google Scholar] [CrossRef]
- He, H.H.; Guan, Z.; Song, J. Study on the Rate of Distillate in Crude Unit. Shandong Chem. Ind. 2021, 4, 155–158. [Google Scholar] [CrossRef]
- Chang, A.F.; Pashikanti, K.; Liu, Y.A. Vacuum Distillation Unit. In Refinery Engineering; WILEY-VCH GmbH: Weinheim, Germany, 2013; pp. 117–144. [Google Scholar] [CrossRef]
- Lin, Z.W.; Mao, F.Z.; Jiang, B.; Chen, K.B. Deep-Cut Vacuum Distillation in the 10 Mt/a CDU/VDU. China Pet. Process. Pet- Rochem. Technol. 2009, 2, 9–13. [Google Scholar]
- Krikorian, K.V.; Brice, J.C. FCC′s Effect on Refinery Yields. Hydrocarlxm Process. 1987, 66, 63–66. [Google Scholar]
- Li, X.Z.; Lin, M.J.; Wang, Y.L. Study on Deep Vacuum Distillation of Atmospheric and Vacuum Unit. Petrochem. Technol. 2005, 12, 10–14. [Google Scholar] [CrossRef]
- Cao, Z.J. Discussion on Deep Cut Technology for Atmospheric and Vacuum Distillation Unit. Petrochem. Des. 2009, 26, 1–4. [Google Scholar]
- Zhang, L.; Qi, H.M.; Li, B.Z. Influence of Using Structural Packing in Stripping Section of Vacuum Tower on Pull-Out Rate. J. Liaoning Shi Hua Univ. 2010, 30, 15–18. [Google Scholar] [CrossRef]
- Jiang, B.; Feng, X.L.; Zhang, L.H.; Sun, Y.L. Vacuum Deep-Cut Process for Quench Oil. Mod. Chem. Ind. 2013, 13, 126–129. [Google Scholar] [CrossRef]
- Liu, G.H.; Lin, C.; Zhu, Y.Z.; Zhuang, Z.H. Studies on The Intensifying of Atmospheric Vacuum Distillation by Adding Activator to Enhance Yields of Light Oils Mixture. J. Fuzhou Univ. 2002, 3, 13–14. [Google Scholar] [CrossRef]
- Li, S.P.; Zhang, Q.; Shen, B.X.; Zhang, B.L. Intensifying Distillation Yield of Atmospheric Residue by Blending Different Additives. J. East China Univ. Sci. Technol. 2006, 32, 916–921. [Google Scholar] [CrossRef]
- Wei, Z.; Yang, Y.H. Taking Advantage of PRO/II Software to Simulate Distillation Plant. Shenyang Chem. Ind. 2000, 29, 171–175. [Google Scholar] [CrossRef]
- Cheng, H.N.; Wang, F.; Wang, R.Q.; Xiang, S.G. Simulation and analysis of atmospheric and vacuum distillation unit for 200 Mt/Y Koweit oil. Comput. Appl. Chem. 2004, 21, 552–556. [Google Scholar] [CrossRef]
- Hou, H.F.; Ye, F.; Ye, S.N.; Wang, Z.B. Simulation of The Crude Oil Atmospheric and Vacuum Distillation Process with Aspen Plus. J. Chem. Ind. Eng. 2010, 31, 8–11. [Google Scholar]
- Li, Z.Q.; Zheng, S.G. Crude Oil Distillation Process and Engineering; China Petrochemical Press: China, Beijing, 2010. [Google Scholar]
- Haydary, J. Economic Evaluation. In Chemical Process Design and Simulation; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2018; pp. 181–263. [Google Scholar] [CrossRef]
- Xia, M.S.; Fang, W.; Wang, F. The Study of the Typical Oil Refining Unit Data Reconciliation. Comput. Appl. Chem. 2009, 26, 882–888. [Google Scholar] [CrossRef]
- Hamid, M.K.A. HYSYS: An Introduction to Chemical Engineering Simulation for UTM Degree++ Program. Simulation. 2007. Available online: http://eprints.utm.my/id/eprint/3030/2/HYSYS_for_UTM_Degree++_Program.pdf (accessed on 4 August 2015).
- Gernaey, K.V.; Glassey, J.; Skogestad, S.; Krämer, S.; Weiß, A.; Engell, S.; Pistikopoulos, E.N.; Cameron, D.B. Process Systems Engineering, 5. Process Dynamics, Control, Monitoring, and Identification. In Ullmann′s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2013. [Google Scholar] [CrossRef]
- Sun, L.Y.; Liu, L.X.; Bo, S.S.; Jin, H.G. Process Simulation Using Aspen HYSYS; Sinopec Press: Beijing, China, 2018. [Google Scholar]
- Zhang, M.; Ma, F.Y.; Jin, X.S. Atmospheric Distillation Process and Energy Saving Optimization Simulation Studies. Mod. Chem. Ind. 2017, 37, 186–190. [Google Scholar] [CrossRef]
- Zhu, J. Establishing Process Flowsheet Simulation of Atmospheric Vacuum Distillation Unit with HYSIM. China Petrochem. Des. 1996, 13, 21–25. [Google Scholar]
- JonesDavid, S.J. Handbook of Petroleum Processing; Springer International Publishing Author Affiliation: Calgary, AB, Canada, 2015; pp. 125–198. [Google Scholar] [CrossRef]
- Upreti, S.R. Process Simulation. In Process Modeling and Simulation for Chemical Engineers; John Wiley & Sons Ltd.: Toronto, ON, Canada, 2017; pp. 227–294. [Google Scholar] [CrossRef]
- Huang, X.L.; Wang, S.F.; Wang, H.B.; Liu, S.F. Study on Coking Tendency of Feedstock in Vacuum Furnace of Atmospheric-Vacuum Distillation Unit. Pet. Process. Petrochem. 2013, 44, 28–32. [Google Scholar] [CrossRef]
- Ahmmed, S.I.; Aref, W. HYSYS Software for Chemical and Petroleum Engineering; LAP LAMBERT Academic Publishing: Saarbrucken, Germany, 2014. [Google Scholar]
- Luyben, W.L. Distillation Design and Control Using Aspen™ Simulation; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar] [CrossRef]
- Yin, W.B.; Luo, X.L.; Shi, W. Process Simulation for Atmospheric Vacuum Distillation Column of Crude Oil. Control Instrum. Chem. Ind. 2010, 37, 88–93. [Google Scholar] [CrossRef]
- Al-Malah, K.I. Aspen Plus: Chemical Engineering Applications; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar] [CrossRef]
- Wang, J.Q.; Tian, Y.Y.; Zhang, J.T. Optimization study on deep vacuum distillation technology. Energy Chem. Ind. 2016, 37, 1–5. [Google Scholar] [CrossRef]
- Chang, A.F.; Pashikanti, K.; Liu, Y.A. Refinery Engineering: Integrated Process Modeling and Optimization. In Refinery Engineering: Integrated Process Modeling and Optimization; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar] [CrossRef]
- Nishanth, C.; Siewhui, C. Basics of Process Simulation with Aspen HYSYS. Chem. Eng. Process Simul. 2017, 233–252. [Google Scholar] [CrossRef]
- Mao, J.Y.; Qin, Y.; Yuan, Q. Development of New Evaporation Technology for Vacuum Distillation. Pet. Process. Petrochem. 2016, 47, 24–28. [Google Scholar]
- Du, X.; Wu, S.M.; Yuan, X.G. Simulation and analysis on mass transfer of steam stripping process for vacuum distillation column in crude unit. Chem. Eng. 2012, 40, 69–74. [Google Scholar] [CrossRef]
- Li, Y. Optimization of the Stripping Steam Amount of Atmospheric and Vacuum Crude Distillation Unit with Petro-SIM. Guangzhou Chem. Ind. 2014, 42, 176–178. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Data Category | Specific Data |
|---|---|
| Rate of flow | Feed and product flow |
| Middle circulating flow | |
| Middle circulating cooling flow | |
| Heating steam and stripping steam | |
| Pressure | Flash section |
| Column top | |
| Column bottom | |
| Temperature | Flash section |
| Column top | |
| Column bottom | |
| Side line product extraction position | |
| Inlet and outlet temperature of heating furnace | |
| Oil transfer line temperature | |
| Recovery and return temperature of middle section circulation | |
| Inlet and outlet temperature of middle section circulating cooling flow | |
| Assay analysis data | Distillation curve and specific gravity of atmospheric residue |
| Distillation curve and specific gravity of all product streams | |
| Composition of overhead gas |
| Column Data | Simple Model | Rigorous Model | |
|---|---|---|---|
| Flash and Stripping Zone, LVGO Zone, VDO Zone | HVGO Zone | ||
| Number of trays | 2 | 5 | 11 |
| Tray spacing (m) | 0.5 | 0.5 | 0.5 |
| Tray volume (m3) | 0.8836 | 0.8836 | 0.8836 |
| Tray diameter (m) | 1.5 | 1.5 | 1.5 |
| Column type | sieve-plate | sieve-plate | sieve-plate |
| Weir height (mm) | 50 | 50 | 50 |
| Weir length (m) | 1.2 | 1.2 | 1.2 |
| Downcomer volume (m3) | 0.0884 | 0.0884 | 0.0884 |
| Effective area (m2) | 1.26 | 1.26 | 1.26 |
| Leakage factor | 1.00 | 1.00 | 1.00 |
| Foaming Factor | 1.00 | 1.00 | 1.00 |
| Sieve diameter (mm) | 12.70 | 12.70 | 12.70 |
| Sieve spacing (mm) | 34.87 | 34.87 | 34.87 |
| Opening area (%) | 12 | 12 | 12 |
| Type of side weir | vertical | vertical | vertical |
| Downcomer type | vertical | vertical | vertical |
| Project | Unit | Simple Model | Rigorous Model | |||
|---|---|---|---|---|---|---|
| Input Value | Output Value | Input Value | Output Value | |||
| VDO zone | Non-condensable gas flow | kg/h | / | 14,413 | / | 14,764 |
| VDO flow rate | kg/h | / | 24,402 | 17,490 | 17,489 | |
| Top temperature | °C | 90 | 90 | 90 | 90 | |
| Top pressure | kPa | 10.13 | 10.13 | 10.13 | 10.13 | |
| Tray 1 temperature | °C | 123 | 123 | / | 132.3 | |
| LVGO zone | LVGO flow rate | kg/h | 69,870 | 69,870 | 69,870 | 69,869 |
| HVGO zone | HVGO flow rate | kg/h | 185,700 | 185,698 | 185,700 | 185,702 |
| Strip zone | Tray 10 temperature | °C | 407 | 407 | 407 | 407 |
| Tray 10 pressure | kPa | 13.33 | 13.33 | 13.33 | 13.33 | |
| Tray 11 temperature | °C | / | 395.2 | 395 | 395 | |
| Tray 11 pressure | kPa | 25.33 | 25.33 | 25.33 | 25.33 | |
| VR flow rate | kg/h | / | 234,210 | 243,300 | 240,768 | |
| 1st middle cycle | Circulating flow | kg/h | 100,000 | 159,575 | 100,000 | 99,995 |
| Temperature difference | °C | 45 | 45 | 45 | 62 | |
| Thermal load | kJ/h | / | −1.43 × 107 | / | −1.25 × 107 | |
| 2nd middle cycle | Circulating flow | kg/h | 220,000 | 237,814 | 220,000 | 219,998 |
| Temperature difference | °C | 55 | 55 | 55 | 55 | |
| Thermal load | kJ/h | / | −3.08 × 107 | / | −2.83 × 107 | |
| 3rd middle cycle | Circulating flow | kg/h | 858,600 | 858,582 | 858,600 | 858,607 |
| Temperature difference | °C | 55 | 55 | 55 | 55 | |
| Thermal load | kJ/h | / | −1.24 × 108 | / | −1.24 × 108 | |
| Project | Unit | Design Control Range | Simulated Values |
|---|---|---|---|
| Bottom feed temperature | °C | 400–410 | 407 |
| Stripping steam flow rate | t/h | 10–26 | 11 |
| Stripping steam temperature | °C | 150–170 | 160 |
| Flash section temperature | °C | 400–420 | 407 |
| Column top pressure | kPa | 10.00–10.20 | 10.13 |
| VD production tray pressure | kPa | 10.40–10.60 | 10.49 |
| LVGO production tray pressure | kPa | 11.10–11.30 | 11.20 |
| HVGO production tray pressure | kPa | 11.80–12.00 | 11.91 |
| Flash section pressure | kPa | 13.20–13.40 | 13.33 |
| Column bottom pressure | kPa | 25.20–25.50 | 25.33 |
| Project Section No. | Study Type | Variable Name | Unit | Start Value | End Value | Step Length |
|---|---|---|---|---|---|---|
| 3.6.1 | Sensitivity | FST | °C | 400 | 420 | 3.33 |
| 3.6.2 | Sensitivity | SFR | t/h | 10 | 26 | 2.67 |
| 3.6.3 | Nested | FST | °C | 400 | 420 | 5 |
| SFR | t/h | 10 | 26 | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, Q.; Li, Z.; Yan, Z.; Wang, B.; Wang, Z. Optimization Study on Enhancing Deep-Cut Effect of the Vacuum Distillation Unit (VDU). Processes 2022, 10, 359. https://doi.org/10.3390/pr10020359
Jin Q, Li Z, Yan Z, Wang B, Wang Z. Optimization Study on Enhancing Deep-Cut Effect of the Vacuum Distillation Unit (VDU). Processes. 2022; 10(2):359. https://doi.org/10.3390/pr10020359
Chicago/Turabian StyleJin, Qibing, Ziming Li, Zhicheng Yan, Bin Wang, and Zeyu Wang. 2022. "Optimization Study on Enhancing Deep-Cut Effect of the Vacuum Distillation Unit (VDU)" Processes 10, no. 2: 359. https://doi.org/10.3390/pr10020359
APA StyleJin, Q., Li, Z., Yan, Z., Wang, B., & Wang, Z. (2022). Optimization Study on Enhancing Deep-Cut Effect of the Vacuum Distillation Unit (VDU). Processes, 10(2), 359. https://doi.org/10.3390/pr10020359