
Using Box–Behnken Design Coupled with Response Surface Methodology for Optimizing Rapeseed Oil Expression Parameters under Heating and Freezing Conditions





Abstract
:1. Introduction
2. Materials and Methods
2.1. Determination of Moisture and Oil Contents of Rapeseed Samples
2.2. Preliminary Compression Experiments
2.3. Box–Behnken Design and Response Surface Methodology
2.4. Statistical Analysis of Experimental Data
3. Results
3.1. Force–Deformation Curves of Rapeseed Sample Pretreatments
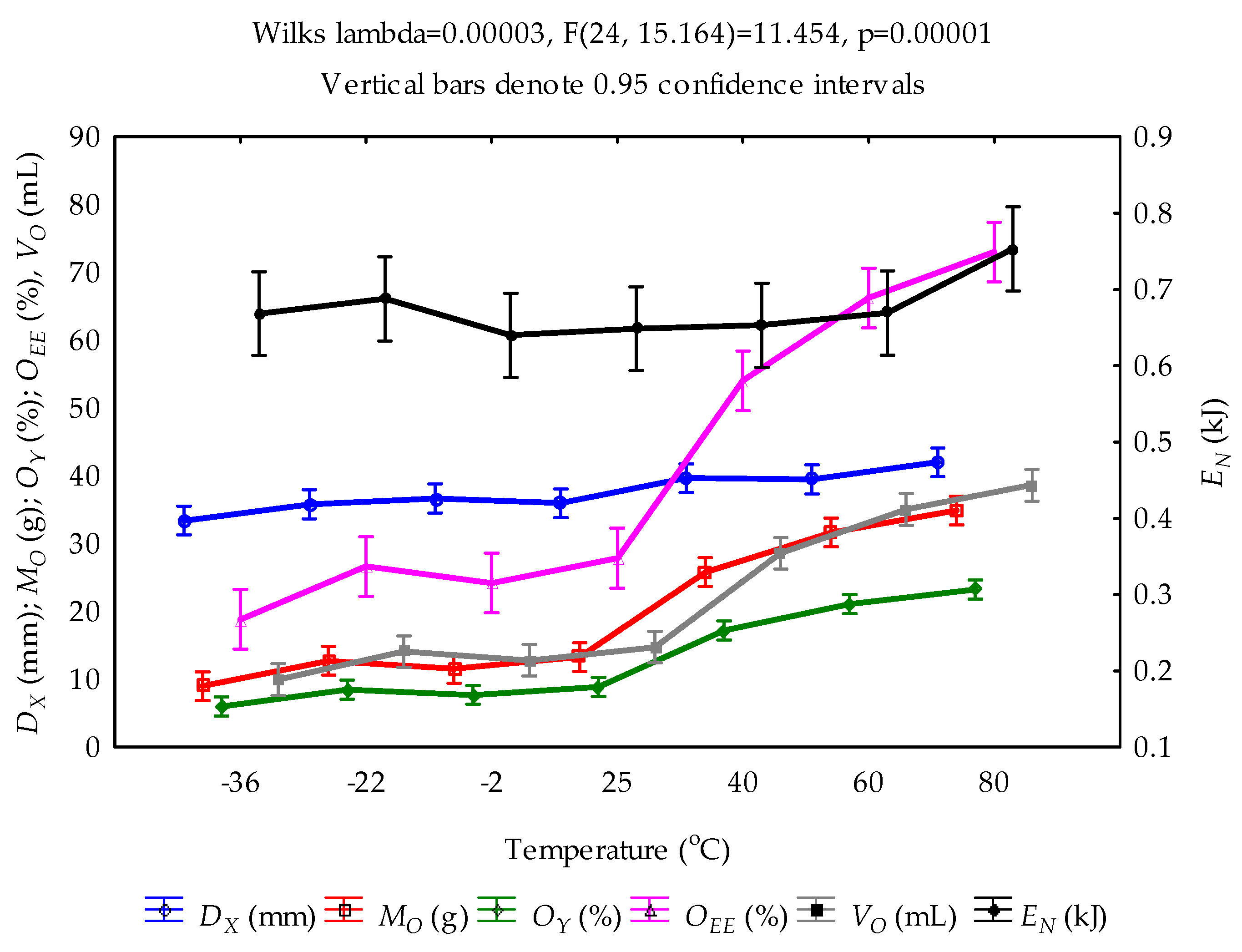
3.2. Calculated Parameters from Heating and Freezing Pretreatments
3.3. BBD/RSM Factor Levels and Responses
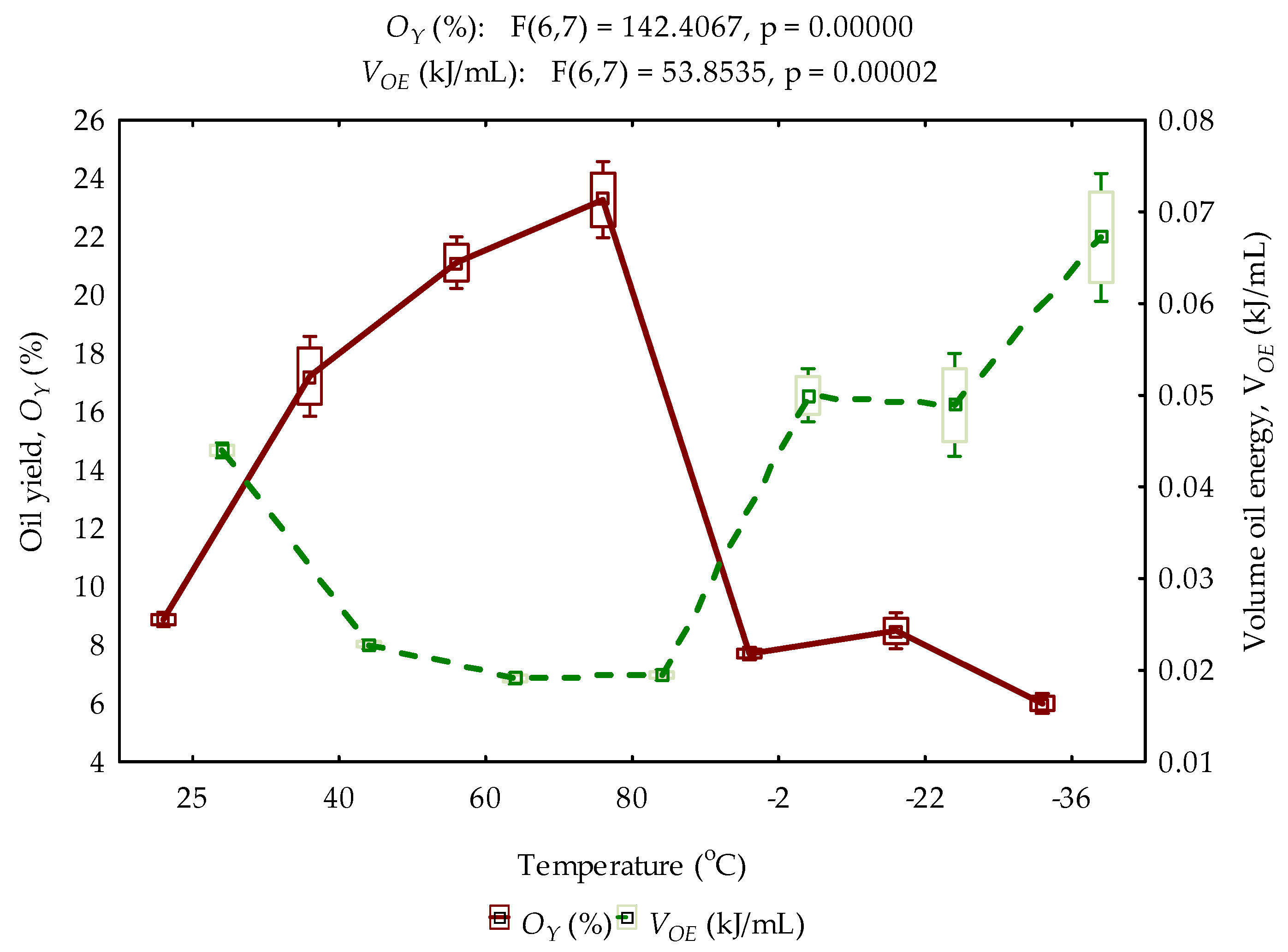
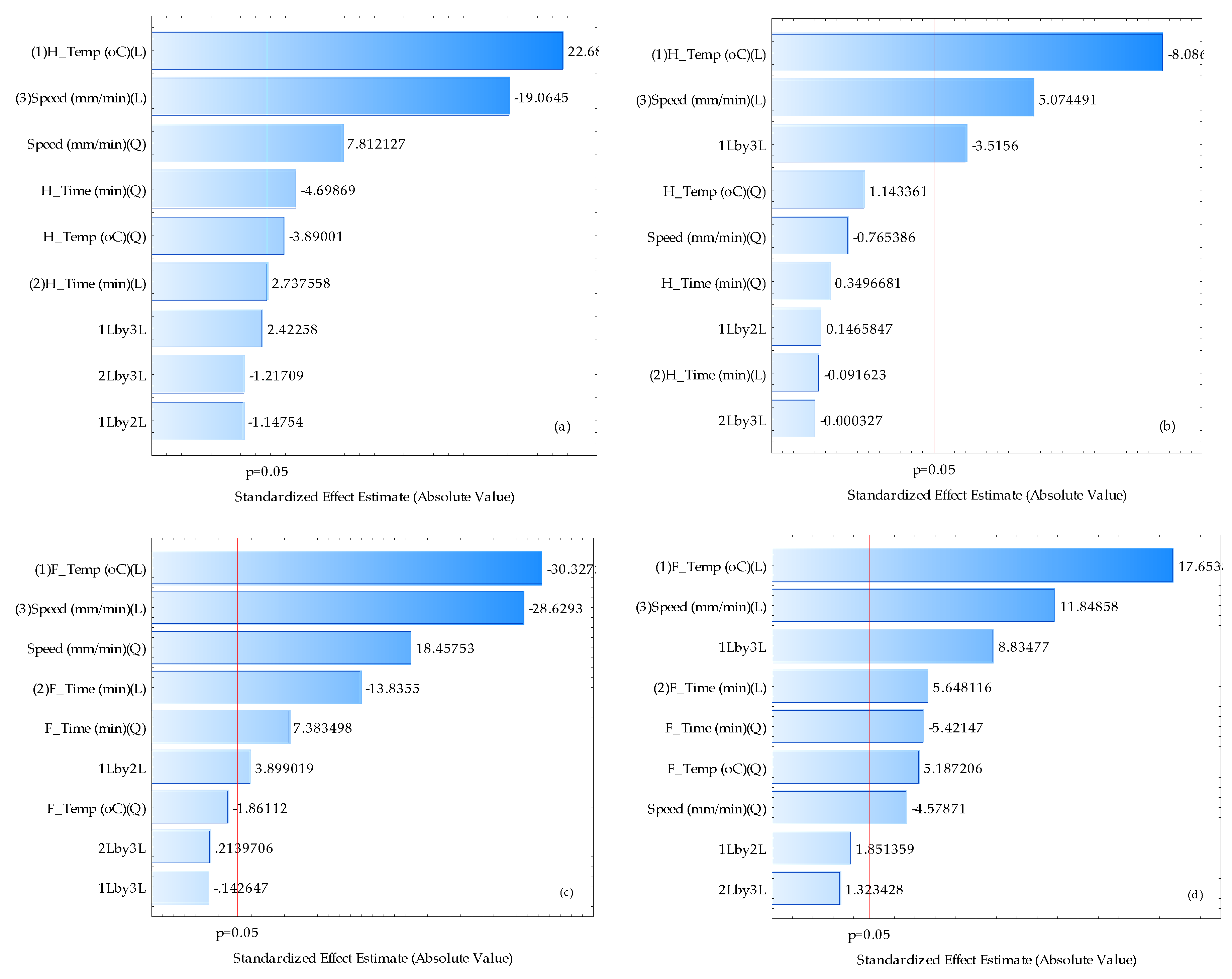
3.4. Estimates of Oil Yield and Volume of Oil Energy under Heating Temperatures
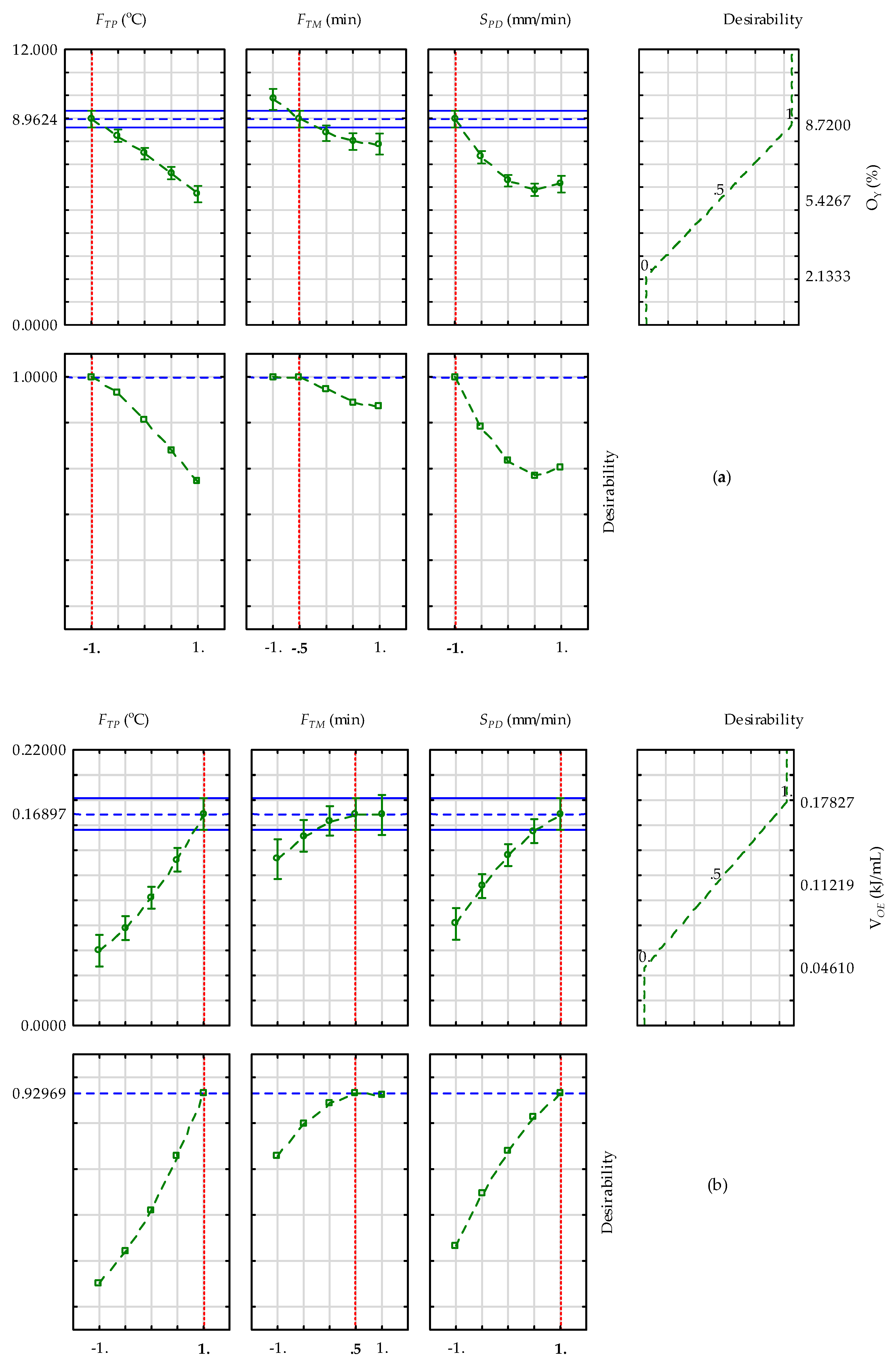
3.5. Estimates of Oil Yield and Volume of Oil Energy under Freezing Temperatures
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Koubaa, M.; Mhemdi, H.; Barba, F.J.; Roohinejad, S.; Greiner, R.; Vorobiev, E. Oilseed treatment by ultrasound and microwaves to improve oil yield and quality: An overview. Food Res. Int. 2016, 85, 59–66. [Google Scholar] [CrossRef] [PubMed]
- Bacenetti, J.; Restuccia, A.; Schillaci, G.; Failla, S. Biodiesel production from unconventional oilseed crops (Linum usitatissimum L. and Camelina sativa L.) in Mediterranean conditions: Environmental sustainability assessment. Renew. Energy 2017, 112, 444–456. [Google Scholar] [CrossRef]
- Kumar, G. Ultrasonic-assisted reactive-extraction is a fast and easy method for biodiesel production from Jatropha curcas oilseeds. Ultrason. Sonochem. 2017, 37, 634–639. [Google Scholar] [CrossRef]
- Xie, W.; Wan, F. Immobilization of polyoxometalate-based sulfonated ionic liquids on UiO-66-2COOH metal-organic frameworks for biodiesel production via one-pot transesterification-esterification of acidic vegetable oils. Chem. Eng. J. 2019, 365, 40–50. [Google Scholar] [CrossRef]
- Abdulvahitoglu, A.; Kilic, M. A new approach for selecting the most suitable oilseed for biodiesel production; the integrated AHP-TOPSIS method. Ain Shams Eng. J. 2022, 13, 101604. [Google Scholar] [CrossRef]
- Daun, J.K.; Eskin, N.A.M.; Hickling, D. Canola: Chemistry, Production, Processing and Utilization; AOCS Press: Urbana, IL, USA, 2011. [Google Scholar]
- Uquiche, E.; Jerez, M.; Ortiz, J. Effect of pretreatment with microwaves on mechanical extraction yield and quality of vegetable oil from Chilean hazelnuts (Gevuina avellana Mol). Innov. Food Sci. Emerg.Technol. 2008, 9, 495–500. [Google Scholar] [CrossRef]
- Liu, J.-J.; Gasmalla, M.A.A.; Li, P.; Yang, R. Enzyme-assisted extraction processing from oilseeds: Principle, processing and application. Innov. Food Sci. Emerg. Technol. 2016, 35, 184–193. [Google Scholar] [CrossRef]
- Rahman, M.S.; Gul, K.; Yang, H.S.; Chun, J.; Kerr, W.L.; Choi, S.G. Thermal and functional characteristics of defatted bovine heart using supercritical CO2 and organic solvent. J. Sci. Food Agric. 2019, 99, 816–823. [Google Scholar] [CrossRef]
- Jablaoui, C.; Besombes, C.; Jamoussi, B.; Rhazi, L.; Allaf, K. Comparison of expander and instant controlled pressure-drop DIC technologies as thermomechanical pretreatments in enhancing solvent extraction of vegetal soybean oil. Arab. J. Chem. 2020, 13, 7235–7246. [Google Scholar] [CrossRef]
- De Mello, B.T.F.; Stevanato, N.; Filho, L.C.; da Silva, C. Pressurized liquid extraction of radish seed oil using ethanol as solvent: Effect of pretreatment on seeds and process variables. J. Supercrit. Fluids 2021, 176, 105307. [Google Scholar] [CrossRef]
- Mozhiarasi, V. Overview of pretreatment technologies on vegetable, fruit and flower market wastes disintegration and bioenergy potential: Indian scenario. Chemosphere 2022, 288, 132604. [Google Scholar] [CrossRef] [PubMed]
- Galloway, G.P. Cleaning, cracking, dehulling, decorticating and flaking of oil bearing materials. J. Am. Oil Chem. Soc. 1976, 53, 271–274. [Google Scholar] [CrossRef]
- Singh, J.; Bargale, P.C. Development of a small capacity double stage compression screw press for oil expression. J. Food Eng. 2000, 43, 75–82. [Google Scholar] [CrossRef]
- Zhang, Z.S.; Wang, L.J.; Li, D.; Jiao, S.S.; Chen, X.D.; Mao, Z.H. Ultrasound-assisted extraction of oil from flaxseed. Sep. Purif. Technol. 2008, 62, 192–198. [Google Scholar] [CrossRef]
- Subroto, E.; Manurung, R.; Heeres, H.J.; Broekhuis, A.A. Optimization of mechanical oil extraction from Jatropha curcas L. kernel using response surface method. Ind. Crops Prod. 2015, 63, 294–302. [Google Scholar] [CrossRef]
- Lee, K.-Y.; Rahman, M.S.; Kim, A.-N.; Son, Y.; Gu, S.; Lee, M.-H.; Kim, J.I.; Ha, T.J.; Kwak, D.; Kim, H.-J.; et al. Effect of freeze-thaw pretreatment on yield and quality of perilla seed oil. LWT-Food Sci. Technol. 2020, 122, 109026. [Google Scholar] [CrossRef]
- Wroniak, M.; Rekas, A.; Siger, A.; Janowicz, M. Microwave pretreatment effects on the changes in seeds microstructure, chemical composition and oxidative stability of rapeseed oil. LWT-Food Sci. Technol. 2016, 68, 634–641. [Google Scholar] [CrossRef]
- Gurdil, G.A.K.; Kabutey, A.; Selvi, K.C.; Hrabe, P.; Herak, D.; Frankova, A. Investigation of heating and freezing pretreatments on mechanical, chemical and spectral properties of bulk sunflower seeds oil. Processes 2020, 8, 411. [Google Scholar] [CrossRef] [Green Version]
- Botosoa, E.P.; Karoui, R. 3D front face fluorescence spectroscopy as a tool for monitoring the oxidation level of edible vegetable oil during storage at 60 °C. LWT-Food Sci. Technol. 2022, 15, 112659. [Google Scholar] [CrossRef]
- Mulot, V.; Benkhelifa, H.; Pathier, D.; Ndoye, F.-T.; Flick, D. Experimental and numerical characterization of food dehydration during freezing. J. Food Eng. 2019, 263, 13–24. [Google Scholar] [CrossRef]
- Palacz, M.; Piechnik, E.; Halski, M.; Stebel, M.; Adamczyk, W.; Eikevik, T.M.; Smolka, J. Experimental analysis of freezing process of stationary food samples inside a hydrofluidisation freezing chamber. Int. J. Refrig. 2021, 131, 68–77. [Google Scholar] [CrossRef]
- Zhu, Z.; Zhang, Y.; Sun, D.-W. Biomimetic modification of freezing facility surfaces to prevent icing and frosting during freezing for the food industry. Trends Food Sci. Technol. 2021, 111, 581–594. [Google Scholar] [CrossRef]
- Li, D.; Zhu, Z.; Sun, D.-W. Effects of freezing on cell structure of fresh cellular food materials: A review. Trends Food Sci. Technol. 2018, 75, 46–55. [Google Scholar] [CrossRef]
- Ferreira, S.R.; Rojas, L.O.A. Freezing times using time derivative of temperature on surface of foods. Int. J. Refrig. 2019, 98, 436–443. [Google Scholar] [CrossRef]
- Fu, X.; Belwal, T.; Cravotto, G.; Luo, Z. Sono-physical and sono-chemical effects of ultrasound: Primary applications in extraction and freezing operations and influence on food components. Ultrason. Sonochem. 2020, 60, 104726. [Google Scholar] [CrossRef]
- Stebel, M.; Smolka, J.; Palacz, M.; Piechnik, E.; Halski, M.; Knap, M.; Felis, E.; Eikevik, T.M.; Tolstorebrov, I.; Peralta, J.M.; et al. Numerical modelling of the food freezing process in a quasi-hydrofluidisation system. Innov. Food Sci. Emerg. Technol. 2021, 74, 102834. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, Z.; Zhu, Z.; Sun, D.-W. Effects of nano-bubbles and constant/variable-frequency ultrasound-assisted freezing on freezing behaviour of viscous food model systems. J. Food Eng. 2021, 292, 110284. [Google Scholar] [CrossRef]
- Chantanuson, R.; Nagamine, S.; Kobayashi, T.; Nakagawa, K. Preparation of soy protein-based food gels and control of fibrous structure and rheological property by freezing. Food Struct. 2022, 32, 100258. [Google Scholar] [CrossRef]
- Bogaert, L.; Mathieu, H.; Mhemdi, H.; Vorobiev, E. Characterization of oilseeds mechanical expression in an instrumental pilot screw press. Ind. Crops Prod. 2018, 121, 106–113. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, X.; Lu, X.; Sun, H.; Wang, F. Effect of oilseed roasting on the quality flavor and safety of oil: A comprehensive review. Food Res. Int. 2021, 150, 110791. [Google Scholar] [CrossRef]
- de Almeida-Couto, J.M.; Abrantes, K.K.; Barão, C.E.; Wisniewski, A., Jr.; da Silva, C.; Cabral, V.F.; Cardozo-Filho, L. Pressured mixture of CO2 and propane for enhanced extraction of non-edible vegetable oil. J. Supercrit. Fluids 2021, 171, 105171. [Google Scholar] [CrossRef]
- Nekkaa, A.; Benaissa, A.; Lalaouna, A.E.D.; Mutelet, F.; Canabady-Rochelle, L. Optimization of the extraction process of bioactive compounds from Rhamnus alaternus leaves using Box-Behnken experimental design. J. Appl. Res. Med. Aromat. Plants 2021, 25, 100345. [Google Scholar] [CrossRef]
- Kassem, A.A.; Salama, A.; Mohsen, A.M. Formulation and optimization of cationic nanoemulsions for enhanced ocular delivery of dorzolamide hydrochloride using Box-Behnken design: In Vitro and In Vivo assessments. J. Drug Deliv. Sci. Technol. 2022, 68, 103047. [Google Scholar] [CrossRef]
- Aziz, A.; Driouich, A.; Bellil, A.; Ali, M.B.; Mabtouti, S.E.L.; Felaous, K.; Achab, M.; Bouari, A.E. Optimization of new eco-material synthesis obtained by phosphoric acid attach of natural Moroccan pozzolan using Box-Behnken Design. Ceram. Int. 2021, 47, 33028–33038. [Google Scholar] [CrossRef]
- Nor, A.F.M.; Hassan, M.Z.; Rasid, Z.A.; Sarip, S.; Daud, M.Y.M. Optimization on tensile properties of kenaf/multi-walled CNT hybrid composites with box-behnken design. Appl. Compos. Mater. 2021, 28, 607–632. [Google Scholar] [CrossRef]
- Driouich, A.; Chajri, F.; El Hassani, S.E.A.; Britel, O.; Belouafa, S.; Khabbazi, A.; Chaair, H. Optimization synthesis geopolymer based mixture metakaolin and fly ash activated by alkaline solution. J. Non-Cryst. Solids 2020, 544, 120197. [Google Scholar] [CrossRef]
- Rouhani, Z.; Karimi-Sabet, J.; Mehdipourghazi, M.; Hadi, A.; Dastbaz, A. Response surface optimization of hydrothermal synthesis of Bismuth ferrite nanoparticles under supercritical water conditions: Application for photocatalytic degradation of Tetracycline. Environ. Nanotechnol. Monit. Manag. 2019, 11, 1–9. [Google Scholar] [CrossRef]
- Matias, J.A.L.; Silva, I.B.T.; da Silva, A.O.; Oliveira, J.B.L.; da Silva, D.R.; Morales, M.A. (Bi13Co11) Co2O40–Co3O4 nanocomposites: Approach to different fuels in sol-gel combustion synthesis using the Box-Behnken design. Ceram. Int. 2022, 48, 481–494. [Google Scholar] [CrossRef]
- Kabutey, A.; Mizera, Č.; Dajbych, O.; Hrabě, P.; Herák, D.; Demirel, C. Modelling and Optimization of Processing Factors of Pumpkin Seeds Oil Extraction under Uniaxial Loading. Processes 2021, 9, 540. [Google Scholar] [CrossRef]
- Demirel, C.; Kabutey, A.; Herák, D.; Hrabě, P.; Mizera, Č.; Dajbych, O. Optimizing Uniaxial Oil Extraction of Bulk Rapeseeds: Spectrophotometric and Chemical Analyses of the Extracted Oil under Pretreatment Temperatures and Heating Intervals. Processes 2021, 9, 1755. [Google Scholar] [CrossRef]
- IS:3579; Indian Standard Methods for Analysis of Oilseeds. Indian Standard Institute: New Delhi, India, 1966.
- Blahovec, J. Agromatereials Study Guide; Czech University of Life Sciences: Prague, Czech Republic, 2008. [Google Scholar]
- Niu, L.; Li, J.; Chen, M.S.; Xu, Z.F. Determination of oil contents in Sacha inchi (Plukenetia volubilis) seeds at deferent developmental stages by two methods: Soxhlet extraction and time-domain nuclear magnetic resonance. Ind. Crops Prod. 2014, 56, 187–190. [Google Scholar] [CrossRef]
- Lee, A.; Chaibakhsh, N.; Rahman, M.B.A.; Basri, M.; Tejo, B.A. Optimizing enzymatic synthesis of levulinate ester in solvent-free system. Ind. Crops Prod. 2010, 32, 246–251. [Google Scholar] [CrossRef]
- Munson-Mcgee, S.H. D-optimal experimental designs for uniaxial expression. J. Food Process Eng. 2014, 37, 248–256. [Google Scholar] [CrossRef]
- Divisova, M.; Herak, D.; Kabutey, A.; Sigalingging, R.; Svatoňová, T. Deformation curve characteristics of rapeseeds and sunflower seeds under compression loading. Sci. Agric. Bohem. 2014, 45, 180–186. [Google Scholar]
- Deli, S.; Masturah, F.; Aris, T.Y.; Nadiah, W.W.A. The effects of physical parameters of the screw press oil expeller on oil yield from Nigella sativa L. Seeds. Int. Food Res. J. 2011, 18, 1367–1373. [Google Scholar]
- Gupta, R.K.; Das, S.K. Fracture resistance of sunflower seed and kernel to compressive loading. J. Food Eng. 2000, 46, 1–8. [Google Scholar] [CrossRef]
- Lysiak, G. Fracture toughness of pea: Weibull analysis. J. Food Eng. 2007, 83, 436–443. [Google Scholar] [CrossRef]
- Noureddini, H.; Teoh, B.C.; Clements, L.D. Densities of vegetable oils and fatty acids. J. Am. Oil Chem. Soc. 1992, 69, 1184–1188. [Google Scholar] [CrossRef]
- Chanioti, S.; Constantina, T. Optimization of ultrasound-assisted extraction of oil from olive pomace using response surface technology: Oil recovery, unsaponifiable matter, total phenol content and antioxidant activity. LWT-Food Sci. Technol. 2017, 79, 178–189. [Google Scholar] [CrossRef]
- Huang, S.; Hu, Y.; Li, F.; Jin, W.; Godara, V.; Wu, B. Optimization of mechanical oil extraction process from Camellia oleifera seeds regarding oil yield and energy consumption. J. Food Process Eng. 2019, 42, e13157. [Google Scholar] [CrossRef]
- Ocholi, O.; Menkiti, M.; Auta, M.; Ezemagu, I. Optimization of the operating parameters for the extractive synthesis of biolubricant from sesame seed oil via response surface methodology. Egypt. J. Pet. 2018, 27, 265–275. [Google Scholar] [CrossRef]
- StatSoft Inc. STATISTICA for Windows; StatSoft Inc.: Tulsa, OK, USA, 2013. [Google Scholar]
- Castejon, N.; Luna, P.; Senorans, F.J. Alternative oil extraction methods from Echium plantagenum L. seeds using advanced techniques and green solvents. Food Chem. 2018, 244, 75–82. [Google Scholar] [CrossRef] [PubMed]
- Jalili, F.; Jafari, S.M.; Emam-Djomeh, Z.; Malekjani, N.; Farzaneh, V. Optimization of ultrasound-assisted extraction of oil from canolo seeds with the use of response surface methodology. Food Anal. Methods 2018, 11, 598–612. [Google Scholar] [CrossRef]
- Agu, C.; Menkiti, M.; Kadurumba, C.; Menkiti, N. Process parameter optimization for transformer oil extraction from Terminalia catappa seed using response surface methodology. J. Chin. Adv. Mater. Soc. 2015, 3, 328–344. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
(°C) | (mm) | (g) | (%) | (%) | (kJ) | (mL) | (kJ/mL) |
|---|---|---|---|---|---|---|---|
| 25 | 35.99 ± 0.68 | 13.32 ± 0.37 | 8.88 ± 0.25 | 27.86 ± 0.77 | 0.65 ± 0.01 | 14.75 ± 0.41 | 0.044 ± 0.001 |
| 40 | 39.67 ± 1.27 | 25.84 ± 2.06 | 17.22 ± 1.37 | 54.04 ± 4.30 | 0.65 ± 0.04 | 28.61 ± 2.28 | 0.023 ± 0.001 |
| 60 | 39.51 ± 1.77 | 31.68 ± 1.33 | 21.12 ± 0.89 | 66.27 ± 2.78 | 0.67 ± 0.01 | 35.08 ± 1.47 | 0.019 ± 0.001 |
| 80 | 42.03 ± 2.28 | 34.91 ± 1.95 | 23.27 ± 1.30 | 73.03 ± 4.08 | 0.75 ± 0.06 | 38.66 ± 2.16 | 0.019 ± 0.001 |
| −2 | 36.67 ± 0.59 | 11.58 ± 0.32 | 7.72 ± 0.21 | 24.21 ± 0.67 | 0.64 ± 0.02 | 12.82 ± 0.35 | 0.051 ± 0.003 |
| −22 | 35.81 ± 0.74 | 12.75 ± 0.93 | 8.51 ± 0.62 | 26.66 ± 1.94 | 0.69 ± 0.03 | 14.11 ± 1.03 | 0.049 ± 0.006 |
| −36 | 33.41 ± 0.04 | 9.01 ± 0.52 | 6.00 ± 0.34 | 18.84 ± 1.08 | 0.67 ± 0.03 | 9.97 ± 0.57 | 0.067 ± 0.007 |
| Parameters | R2 | F-Value | p-Value |
|---|---|---|---|
| (mm) | 0.78 | 4.74 | >0.05 |
| (g) | 0.98 | 72.85 | <0.05 |
| (%) | 0.98 | 72.85 | <0.05 |
| (%) | 0.98 | 72.85 | <0.05 |
| (kJ) | 0.73 | 3.55 | >0.05 |
| (mL) | 0.98 | 72.85 | <0.05 |
| (kJ/mL) | 0.99 | 836.57 | <0.05 |
| Parameters | R2 | F-Value | p-Value |
|---|---|---|---|
| (mm) | 0.89 | 11.93 | <0.05 |
| (g) | 0.94 | 21.53 | <0.05 |
| (%) | 0.94 | 21.53 | <0.05 |
| (%) | 0.94 | 21.53 | <0.05 |
| (kJ) | 0.55 | 1.62 | >0.05 |
| (mL) | 0.94 | 21.53 | <0.05 |
| (kJ/mL) | 0.87 | 9.19 | <0.05 |
| Run | |||||
|---|---|---|---|---|---|
| 1 | −1(40) | −1(15) | 0(10) | 10.06 | 0.0372 |
| 2 | 1(80) | −1(15) | 0(10) | 14.22 | 0.0270 |
| 3 | −1(40) | 1(45) | 0(10) | 10.35 | 0.0383 |
| 4 | 1(80) | 1(45) | 0(10) | 13.85 | 0.0287 |
| 5 | −1(40) | 0(30) | −1(5) | 13.19 | 0.0317 |
| 6 | 1(80) | 0(30) | −1(5) | 17.89 | 0.0263 |
| 7 | −1(40) | 0(30) | 1(15) | 9.17 | 0.0441 |
| 8 | 1(80) | 0(30) | 1(15) | 15.26 | 0.0251 |
| 9 | 0(60) | −1(15) | −1(5) | 15.23 | 0.0277 |
| 10 | 0(60) | 1(45) | −1(5) | 16.73 | 0.0261 |
| 11 | 0(60) | −1(15) | 1(15) | 11.15 | 0.0360 |
| 12 | 0(60) | 1(45) | 1(15) | 11.95 | 0.0343 |
| 13 | 0(60) | 0(30) | 0(10) | 13.43 | 0.0287 |
| 14 | 0(60) | 0(30) | 0(10) | 13.06 | 0.0336 |
| 15 | 0(60) | 0(30) | 0(10) | 13.44 | 0.0303 |
| 16 | 0(60) | 0(30) | 0(10) | 13.69 | 0.0328 |
| 17 | 0(60) | 0(30) | 0(10) | 13.01 | 0.0316 |
| Run | |||||
|---|---|---|---|---|---|
| 1 | −1(−2) | −1(15) | 0(10) | 7.03 | 0.0542 |
| 2 | 1(−36) | −1(15) | 0(10) | 3.64 | 0.1000 |
| 3 | −1(−2) | 1(45) | 0(10) | 5.17 | 0.0679 |
| 4 | 1(−36) | 1(45) | 0(10) | 2.87 | 0.1318 |
| 5 | −1(−2) | 0(30) | −1(5) | 8.72 | 0.0461 |
| 6 | 1(−36) | 0(30) | −1(5) | 5.57 | 0.0705 |
| 7 | −1(−2) | 0(30) | 1(15) | 5.32 | 0.0671 |
| 8 | 1(−36) | 0(30) | 1(15) | 2.13 | 0.1783 |
| 9 | 0(−22) | −1(15) | −1(5) | 7.93 | 0.0511 |
| 10 | 0(−22) | 1(45) | −1(5) | 6.47 | 0.0611 |
| 11 | 0(−22) | −1(15) | 1(15) | 5.64 | 0.0626 |
| 12 | 0(−22) | 1(45) | 1(15) | 4.24 | 0.0856 |
| 13 | 0(−22) | 0(30) | 0(10) | 4.14 | 0.0935 |
| 14 | 0(−22) | 0(30) | 0(10) | 4.31 | 0.0852 |
| 15 | 0(−22) | 0(30) | 0(10) | 4.23 | 0.0929 |
| 16 | 0(−22) | 0(30) | 0(10) | 4.31 | 0.0910 |
| 17 | 0(−22) | 0(30) | 0(10) | 4.52 | 0.0825 |
| Effect | Standard Error | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|---|
| Intercept | 13.33 | 0.29 | 81.68 | 9 | 9.08 | 22.10 | <0.05 |
| 2.31 | 0.23 | 42.57 | 1 | 42.57 | 514.71 | <0.05 | |
| −0.55 | 0.31 | 1.25 | 1 | 1.25 | 15.13 | >0.05 | |
| 0.28 | 0.23 | 0.62 | 1 | 0.62 | 7.49 | >0.05 | |
| −0.66 | 0.31 | 1.83 | 1 | 1.83 | 22.08 | >0.05 | |
| −1.94 | 0.23 | 30.06 | 1 | 30.06 | 363.46 | <0.05 | |
| 1.09 | 0.31 | 5.05 | 1 | 5.05 | 61.03 | <0.05 | |
| × | −0.17 | 0.32 | 0.11 | 1 | 0.11 | 1.32 | >0.05 |
| × | 0.35 | 0.32 | 0.49 | 1 | 0.49 | 5.87 | >0.05 |
| × | −0.18 | 0.32 | 0.12 | 1 | 0.12 | 1.48 | >0.05 |
| Residual | 2.87 | 7 | 0.41 | ||||
| Lack of fit | 2.54 | 3 | 0.85 | 10.25 | <0.05 | ||
| Total | 84.55 | 16 |
| Effect | Standard Error | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|---|
| Intercept | 0.0314 | 0.0009 | 0.00039 | 9 | 0.000044 | 11.99 | <0.05 |
| −0.0055 | 0.0007 | 0.000244 | 1 | 0.000244 | 65.39 | <0.05 | |
| 0.0011 | 0.0009 | 0.000005 | 1 | 0.000005 | 1.31 | >0.05 | |
| −0.0001 | 0.0007 | 0.000000 | 1 | 0.000000 | 0.01 | >0.05 | |
| 0.0003 | 0.0009 | 0.000000 | 1 | 0.000000 | 0.12 | >0.05 | |
| 0.0035 | 0.0007 | 0.000096 | 1 | 0.000096 | 25.75 | <0.05 | |
| −0.0007 | 0.0009 | 0.000002 | 1 | 0.000002 | 0.59 | >0.05 | |
| 0.0001 | 0.0010 | 0.000000 | 1 | 0.000000 | 0.02 | >0.05 | |
| −0.0034 | 0.0010 | 0.000046 | 1 | 0.000046 | 12.36 | <0.05 | |
| −0.0000 | 0.0010 | 0.000000 | 1 | 0.000000 | 0.00 | >0.05 | |
| Residual | 0.000026 | 7 | 0.000004 | ||||
| Lack of fit | 0.000011 | 3 | 0.000004 | 0.95 | >0.05 | ||
| Total | 0.000419 | 16 |
| Effect | Standard Error | Sum of Squares | Df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|---|
| Intercept | 4.30 | 0.15 | 46.332 | 9 | 5.148 | 44.308 | <0.05 |
| −1.50 | 0.12 | 18.080 | 1 | 18.080 | 919.742 | <0.05 | |
| −0.13 | 0.17 | 0.068 | 1 | 0.068 | 3.464 | >0.05 | |
| −0.69 | 0.12 | 3.763 | 1 | 3.763 | 191.422 | <0.05 | |
| 0.50 | 0.17 | 1.072 | 1 | 1.072 | 54.516 | <0.05 | |
| −1.42 | 0.12 | 16.112 | 1 | 16.112 | 819.639 | <0.05 | |
| 1.26 | 0.17 | 6.697 | 1 | 6.697 | 340.680 | <0.05 | |
| × | 0.27 | 0.17 | 0.299 | 1 | 0.299 | 15.202 | >0.05 |
| × | −0.01 | 0.17 | 0.000 | 1 | 0.000 | 0.020 | >0.05 |
| × | 0.02 | 0.17 | 0.001 | 1 | 0.001 | 0.046 | >0.05 |
| Residual | 0.813 | 7 | 0.116 | ||||
| Lack of fit | 0.735 | 3 | 0.245 | 12.460 | <0.05 | ||
| Total | 47.146 | 16 |
| Effect | Standard Error | Sum of Squares | Df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|---|
| Intercept | 0.089 | 0.006 | 0.01548 | 9 | 0.001720 | 9.43 | <0.05 |
| 0.031 | 0.005 | 0.007518 | 1 | 0.007518 | 311.66 | <0.05 | |
| 0.012 | 0.007 | 0.000649 | 1 | 0.000649 | 26.91 | >0.05 | |
| 0.010 | 0.005 | 0.000770 | 1 | 0.000770 | 31.90 | >0.05 | |
| −0.013 | 0.007 | 0.000709 | 1 | 0.000709 | 29.39 | >0.05 | |
| 0.021 | 0.005 | 0.003387 | 1 | 0.003387 | 140.39 | <0.05 | |
| −0.011 | 0.007 | 0.000506 | 1 | 0.000506 | 20.96 | >0.05 | |
| × | 0.005 | 0.007 | 0.000083 | 1 | 0.000083 | 3.43 | >0.05 |
| × | 0.022 | 0.007 | 0.001883 | 1 | 0.001883 | 78.05 | <0.05 |
| × | 0.003 | 0.007 | 0.000042 | 1 | 0.000042 | 1.75 | >0.05 |
| Residual | 0.001277 | 7 | 0.000182 | ||||
| Lack of fit | 0.001180 | 3 | 0.000393 | 16.31 | <0.05 | ||
| Total | 0.01676 | 16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Demirel, C.; Kabutey, A.; Herák, D.; Sedlaček, A.; Mizera, Č.; Dajbych, O. Using Box–Behnken Design Coupled with Response Surface Methodology for Optimizing Rapeseed Oil Expression Parameters under Heating and Freezing Conditions. Processes 2022, 10, 490. https://doi.org/10.3390/pr10030490
Demirel C, Kabutey A, Herák D, Sedlaček A, Mizera Č, Dajbych O. Using Box–Behnken Design Coupled with Response Surface Methodology for Optimizing Rapeseed Oil Expression Parameters under Heating and Freezing Conditions. Processes. 2022; 10(3):490. https://doi.org/10.3390/pr10030490
Chicago/Turabian StyleDemirel, Cimen, Abraham Kabutey, David Herák, Aleš Sedlaček, Čestmír Mizera, and Oldřich Dajbych. 2022. "Using Box–Behnken Design Coupled with Response Surface Methodology for Optimizing Rapeseed Oil Expression Parameters under Heating and Freezing Conditions" Processes 10, no. 3: 490. https://doi.org/10.3390/pr10030490
APA StyleDemirel, C., Kabutey, A., Herák, D., Sedlaček, A., Mizera, Č., & Dajbych, O. (2022). Using Box–Behnken Design Coupled with Response Surface Methodology for Optimizing Rapeseed Oil Expression Parameters under Heating and Freezing Conditions. Processes, 10(3), 490. https://doi.org/10.3390/pr10030490