
Experimental Characterization Techniques for Solid-Liquid Slurry Flows in Pipelines: A Review


Abstract
:1. Introduction
1.1. Historical Importance of Solid-Liquid Flows
1.2. Classification of Solid-Liquid Suspension Flows
- For particles smaller than 40 μm an homogeneous suspension is assumed.
- For particle sizes from 40 μm to 0.15 mm the suspensions are maintained by turbulence.
- For particle sizes between 0.15 mm and 1.5 mm a suspension with saltation is considered.
- For particles greater than 1.5 mm a regime of saltation is dominant.
- Ultrafine particles: particle size smaller than 10 μm where gravitational forces are negligible.
- Fine particles: particle sizes between 10 μm and 100 μm, carried fully suspended although subject to concentration gradients and gravitational forces.
- Medium sized particles: from 100 μm until 1000 μm particles move with a deposit at the bottom of the pipe and with a vertical concentration gradient.
- Coarse particles: particles sizes ranging from 1000 μm until 10,000 μm. These are seldom fully suspended and form deposits on the bottom of the pipe.
- Ultra-coarse particles are larger than 10 mm. These particles are transported as a moving bed on the bottom of the pipe.
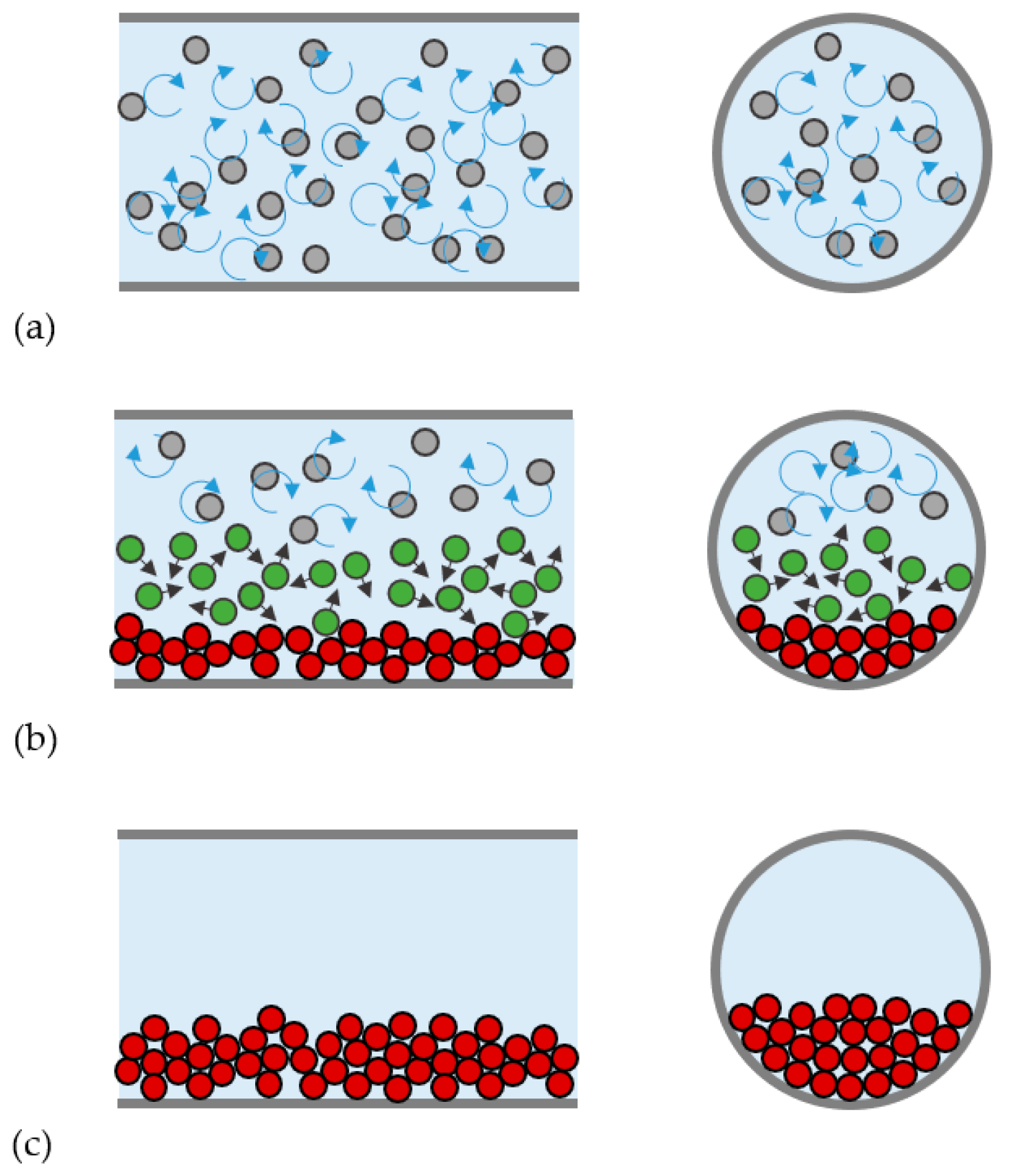
- Pseudo-homogenous regime, typical of flows laden with fine particles (typically fine sand of particle sizes between 60 and 200 micron) flowing at high velocity.
- Heterogeneous flow for which both inter-granular contact and fluid support mechanisms are significant.
- Fully stratified regime, typical of flow conveying large, rapidly settling particles at low velocity.
1.3. Solid-Liquid Flow Properties and Process Parameters: Characterization Techniques
1.4. Scope and Structure of This Paper
2. Characterization of Physical Properties of the Solid Particles
2.1. Particle Size Distribution
2.1.1. Beckman Coulter
2.1.2. Laser Diffraction
2.1.3. Focused Beam Reflectance Measurement (FBRM)
2.1.4. Ultrasonic Extinction
- Oscillating entrainment of particles in the dispersion medium by physical inter-action of single particles with the plane sound waves, which is particularly relevant for particles that are small by comparison to the wavelength. Shear friction with the surrounding medium is introduced, which in turn leads to conversion of acoustic into thermal energy and, ultimately, to attenuation.
- Particles scatter the sound waves through diffraction, reflection, and refraction. This scattering phenomena, usually dominant for particles larger than 3 μm, leads to acoustic intensities in sideward and backward directions and to intensity losses in the original, forward direction. For low solid concentrations, single scattering between sound waves and particles may be assumed, which leads to simple addition of extinction by different particles. At medium concentration, particle–particle interactions start to occur, which leads to a non-linear relationship between extinction and particulate concentration, while the PSD information may still be correct. At high concentrations, the PSD results also start to be influenced by particle–particle interactions and other effects.
- Resonance of sound waves in particles, which is particularly significant in deformable, soft particles, such as in emulsions or soft polymers. It also results in conversion of acoustic into thermal energy and, again, to attenuation.
- Particles and medium material have intrinsic absorption of ultrasound at a molecular level, not related to particle size. It contributes to the signal background, which is significant at low particle concentrations.
- Interaction of the ultrasound with the electrical double layer of the particles. This interaction has been found to be insignificant for acoustic attenuation.
- Attenuation of sound waves from clusters of particles in the medium, which is more prominent at high particulate concentration.
2.2. Particle Shape
Scanning Electron Microscopy
2.3. Density (Concentration)
2.3.1. Gravimetric Methods
2.3.2. Ultrasonic Densitometers
2.3.3. Coriolis Mass Flowmeters
3. Characterization of Bulk-Flow (Global) Parameters
3.1. Slurry Viscosity
Viscosimeter
- Formation of flocs and aggregates because of interparticle attraction. This phenomenon is more prevalent in fine particle suspensions.
- Hydrodynamic interactions give rise to viscous dissipation in the liquid.
- Particle-particle contact brings into play frictional interactions.
- Drag on blade viscometers
- Moving blade viscometers
- Moving cylinder viscometers
- Rotational viscometers
- Squeeze flow viscometers
- Tube viscometers
- Vibrational viscometers
3.2. Mass and Volumetric Flow Rates of Individual Phases and Mixture
3.2.1. Coriolis Mass Flowmeter
3.2.2. Magnetic Flux Flowmeter
3.2.3. Venturi Flowmeters
3.2.4. Capacitance Sensors
3.2.5. Acoustic Sensors
4. Pressures and Pressure Drop
5. Characterization of Distributed (Local) Flow Properties
5.1. Concentration Maps/Profiles
5.1.1. Conductivity Probes
5.1.2. Electrical Tomography
5.1.3. Microwave Sensors
5.1.4. Microwave Tomography
5.1.5. Acoustic Sensors
5.1.6. Surface-Plasmon-Resonance Sensor
5.2. Velocity Maps/Profiles
5.2.1. Pitot Tube
5.2.2. Conductivity Sensors
5.2.3. Acoustic Sensors
5.2.4. Laser Doppler Velocimetry
5.2.5. Particle Tracking Velocimetry/Particle Image Velocimetry
5.2.6. Nuclear Magnetic Resonance Imaging
6. Ionizing Radiation-Based Techniques
7. Conclusions and Future Directions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Symbol | Units | Description |
| B | T | magnetic field |
| - | delivered solids discharge coefficient | |
| µm | average particle size | |
| E | V | electromotive force |
| M | kg/h | mass flowrate |
| R | m | length of pipe arm |
| Re | - | Reynolds number |
| m/s | fluid velocity | |
| Greek Symbols | ||
| s−1 | shear rate | |
| ε | F/m | electrical permittivity |
| εr | - | dielectric constant |
| H/m | magnetic permeability | |
| Pa s | apparent viscosity | |
| - | electrical conductivity | |
| º | minimum reflectance angle | |
| Pa | shear stress | |
| rad/s | angular velocity/fluid vorticity | |
| Acronyms | ||
| AR | Augmented Reality | |
| ATR | Attenuated Total Reflectance | |
| CFD | Computational Fluid Dynamics | |
| CMF | Coriolis Mass Flowmeter | |
| DLS | Dynamic Light Scattering | |
| ECT | Electrical Capacitance Tomography | |
| EIT | Electrical Impedance Tomography | |
| EMT | Electromagnetic Tomography | |
| ERT | Electrical Resistance Tomography | |
| FBRM | Focused Beam Reflectance Measurement | |
| FCC | Fluid Catalytic Cracking | |
| IFS | Intensity Fluctuation Spectroscopy | |
| LDA | Laser Doppler Anemometry | |
| LDV | Laser Doppler Velocimetry | |
| LS | Light-Scattering | |
| MIT | Magnetic Induction Tomography | |
| MRI | Magnetic Resonance Imaging | |
| MWT | Microwave Tomography | |
| NMR | Nuclear Magnetic Resonance | |
| NN | Neural Networks | |
| OM | Optical Microscopy | |
| PCS | Photon-Correlation Spectroscopy | |
| PIV | Particle Image Velocimetry | |
| PNA | Pulse Neutron Activation | |
| PSD | Particle Size Distribution | |
| PSO | Particle Swarm Optimization | |
| PTV | Particle Tracking Velocimetry | |
| QELS | Quasi-Elastic Light Scattering | |
| SEM | Scanning Electron Microscopy | |
| SPRS | Surface-Plasmon-Resonance Sensor | |
| UPDV | Ultrasonic Pulse Doppler Velocimetry | |
| UPV | Ultrasonic Pulse Velocimetry/Ultrasound Doppler Velocimetry Profiling | |
| UVP | Ultrasonic Velocity Profiling | |
References
- Abulnaga, B.E. Slurry Systems Handbook, 1st ed.; McGraw-Hill Professional: New York, NY, USA, 2002; ISBN 0071375082. [Google Scholar]
- Hsu, T.-J.J.; Jenkins, J.T.; Liu, P.L.F. On Two-Phase Sediment Transport: Dilute Flow. J. Geophys. Res. Ocean. 2003, 108, 3057. [Google Scholar] [CrossRef]
- Schramm, L.L. Emulsions, Foams, and Suspensions: Fundamentals and Applications; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2006; ISBN 3527307435. [Google Scholar]
- Peker, S.M. Solid-Liquid Two Phase Flow, 1st ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2011; ISBN 0080553419. [Google Scholar]
- Albion, K.J.; Briens, L.; Briens, C.; Berruti, F. Multiphase Flow Measurement Techniques for Slurry Transport. Int. J. Chem. React. Eng. 2011, 9, 2011. [Google Scholar] [CrossRef]
- Crowe, C.T. Multiphase Flow Handbook; Crowe, C.T., Michaelides, E., Schwarzkopf, J.D., Eds.; CRC Press; Taylor & Francis Group: Boca Raton, FL, USA, 2005; Volume 20052445, ISBN 978-0-8493-1280-9. [Google Scholar]
- Wilson, K.C.; Addie, G.R.; Clift, R. Slurry Transport Using Centrifugal Pumps; Springer: Berlin/Heidelberg, Germany, 1992; ISBN 1851667458. [Google Scholar]
- Messa, G.V.; Yang, Q.; Adedeji, O.E.; Chára, Z.; Duarte, C.A.R.; Matoušek, V.; Rasteiro, M.G.; Sanders, R.S.; Silva, R.C.; de Souza, F.J. Computational Fluid Dynamics Modelling of Liquid–Solid Slurry Flows in Pipelines: State-of-the-Art and Future Perspectives. Processes 2021, 9, 1566. [Google Scholar] [CrossRef]
- Peng, Z.; Wang, G.; Moghtaderi, B.; Doroodchi, E. A Review of Microreactors Based on Slurry Taylor (Segmented) Flow. Chem. Eng. Sci. 2022, 247, 117040. [Google Scholar] [CrossRef]
- Peng, Z.; Ge, L.; Moreno-Atanasio, R.; Evans, G.; Moghtaderi, B.; Doroodchi, E. VOF-DEM Study of Solid Distribution Characteristics in Slurry Taylor Flow-Based Multiphase Microreactors. Chem. Eng. J. 2020, 396, 124738. [Google Scholar] [CrossRef]
- Sape Miedema, P.A. Slurry Transport: Fundamentals, Historical Overview & DHLLDV; TU Delft Open: Delft, The Netherlands, 2016; ISBN 9789461862938. [Google Scholar]
- Williams, R.A.; Beck, M.S. Process Tomography: Principles, Techniques and Applications; Butterworth-Heinemann, Ed.; Elsevier: Amsterdam, The Netherlands, 2012; ISBN 9780080938011. [Google Scholar]
- Dyakowski, T.; Jaworski, A.J. Non-Invasive Process Imaging—Principles and Applications of Industrial Process Tomography. Chem. Eng. Technol. 2003, 26, 697–706. [Google Scholar] [CrossRef]
- Solutions, D.S.R. Dimension App Ai. Available online: https://app.dimensions.ai/discover/publication (accessed on 29 September 2021).
- Doron, P.; Barnea, D. Flow Pattern Maps for Solid-Liquid Flow in Pipes. Int. J. Multiph. Flow 1996, 22, 273–283. [Google Scholar] [CrossRef]
- Heywood, N.I. Nigel Heywood On-Line Monitoring of Slurry Flows in the Process Industries. In Proceedings of the Proceedings of the 10th Conference on the Transport and Sedimentation of Solid Particles, Wroclaw, Poland, 4–7 September 2000; pp. 59–83. [Google Scholar]
- Powell, R.L. Experimental Techniques for Multiphase Flows. Phys. Fluids 2008, 20, 040605. [Google Scholar] [CrossRef]
- Tapp, H.S.; Peyton, A.J.; Kemsley, E.K.; Wilson, R.H. Chemical Engineering Applications of Electrical Process Tomography. Sens. Actuators B Chem. 2003, 92, 17–24. [Google Scholar] [CrossRef]
- Polansky, J. Experimental Investigation of Slurry Flow. Summer Internsh. Rep. 2014. Available online: https://home.zcu.cz/~rcermak/opvk_htt/VY_02_05.pdf (accessed on 29 September 2021).
- Khatchikian, P.; Riebel, U.; Kräuter, U. Ultrasonic Particle Sizing. KONA Powder Part. J. 1995, 13, 31–43. [Google Scholar] [CrossRef] [Green Version]
- Heath, A.R.; Fawell, P.D.; Bahri, P.A.; Swift, J.D. Estimating Average Particle Size by Focused Beam Reflectance Measurement (FBRM). Part. Part. Syst. Charact. 2002, 19, 84–95. [Google Scholar] [CrossRef]
- Beckman Coulter. The Coulter Principle for Outlier Detection in Highly Concentrated Solutions Particle Characterization Application Note; Beckman Coulter, Inc.: Brea, CA, USA, 2013. [Google Scholar]
- Lawerenz, A.A.; Grün, R.; Porytskyy, O.A. Preparation Methods and Survey of Optical Measurements of Slurry Abrasives. In Proceedings of the 24th European Photovoltaic Solar Energy Conference, Hamburg, Germany, 21–25 September 2009. [Google Scholar]
- Malvern Panlaytical Whitepaper: Mie Theory the First 100 Years; Malvern Instruments Limited: Worcestershire, UK, 2010.
- Kongas, M. Mineral Slurry On-Stream Particle Size Analysis. Filtr. Sep. 2003, 40, 36–37. [Google Scholar] [CrossRef]
- Daymo, E.A.; Hylton, T.D.; May, T.H. Acceptance Testing of the Lasentec Focused Beam Reflectance Measurement (FBRM) Monitor for Slurry Transfer Applications at Hanford and Oak Ridge. Nucl. Waste Instrum. Eng. 1999, 3536, 82–92. [Google Scholar] [CrossRef]
- Merkus, H.G. Ultrasound Extinction. In Particle Size Measurements; Springer: Dordrecht, The Netherlands, 2009; pp. 287–298. ISBN 9781402090158. [Google Scholar]
- Dukhin, A.S.; Goetz, P.J. Ultrasound for Characterizing Colloids—Particle Sizing, Zeta Potential, Rheology; Elsevier: Amsterdam, The Netherlands, 2004; ISBN 978-0-444-51164-5. [Google Scholar]
- Tscharnuter, W. Photon Correlation Spectroscopy in Particle Sizing. Encycl. Anal. Chem. 2000, 1–16. [Google Scholar] [CrossRef]
- Weber, R.; Schweiger, G. Photon Correlation Spectroscopy on Flowing Polydisperse Fluid-Particle Systems: Theory. Appl. Opt. 1998, 37, 4039. [Google Scholar] [CrossRef]
- Meulendijks, N.; van Ee, R.; Stevens, R.; Mourad, M.; Verheijen, M.; Kambly, N.; Armenta, R.; Buskens, P. Flow Cell Coupled Dynamic Light Scattering for Real-Time Monitoring of Nanoparticle Size during Liquid Phase Bottom-up Synthesis. Appl. Sci. 2018, 8, 108. [Google Scholar] [CrossRef] [Green Version]
- Sitar, S.; Vezocňik, V.; Macěk, P.; Kogej, K.; Pahovnik, D.; Žagar, E. Pitfalls in Size Characterization of Soft Particles by Dynamic Light Scattering Online Coupled to Asymmetrical Flow Field-Flow Fractionation. Anal. Chem. 2017, 89. [Google Scholar] [CrossRef]
- Malm, A.V.; Corbett, J.C.W. Improved Dynamic Light Scattering Using an Adaptive and Statistically Driven Time Resolved Treatment of Correlation Data. Sci. Rep. 2019, 9, 13519. [Google Scholar] [CrossRef] [Green Version]
- Sapate, S.G.; Rathod, A.; Khatirkar, R.K. Shape Factor Analysis of Abrasive Particles Used in Slurry Abrasion Testintg. Int. J. Mech. Ind. Eng. 2013, 3, 127–131. [Google Scholar] [CrossRef]
- Schaan, J.; Sumner, R.J.; Gillies, R.G.; Shook, C.A. The Effect of Particle Shape on Pipeline Friction for Newtonian Slurries of Fine Particles. Can. J. Chem. Eng. 2000, 78, 717–725. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, S.; Wang, Z. Effect of Particle Breakage and Shape on the Mechanical Behaviors of Granular Materials. Adv. Civ. Eng. 2019, 2019, 1–15. [Google Scholar] [CrossRef]
- Hegel, C.; Jones, C.; Cabrera, F.; Yáñez, M.J.; Bucala, V. Particle Size Characterization: Comparison of Laser Difraction (LD) and Scanning Electron Microscopy (SEM). Acta Microsc. 2014, 23, 11–17. [Google Scholar]
- Abdullah, A.; Mohammed, A. Scanning Electron Microscopy (SEM): A Review. In Proceedings of the International Conference on Hydraulics and Pneumatics, Băile Govora, Romania, 7–9 November 2018; pp. 1–9. [Google Scholar]
- Gillies, R.G.; Schaan, J.; Sumner, R.J.; McKibben, M.J.; Shook, C.A. Deposition Velocities for Newtonian Slurries in Turbulent Flow. Can. J. Chem. Eng. 2000, 78, 704–708. [Google Scholar] [CrossRef]
- Messa, G.V.; Malavasi, S. Improvements in the Numerical Prediction of Fully-Suspended Slurry Flow in Horizontal Pipes. Powder Technol. 2015, 270, 358–367. [Google Scholar] [CrossRef]
- Shi, B.; Chen, Y.; Wang, X.; Song, S.; Fu, S.; Zhou, J.; Liu, Y.; Lv, X.; Gong, J. Flowloop Investigation into Hydrate Formation and Slurry Flow in the Presence of Micron-Sized Sand Particles. J. Pet. Sci. Eng. 2022, 212, 110251. [Google Scholar] [CrossRef]
- Redmeters. Available online: https://redmeters.com/compare-density-meters/ (accessed on 30 September 2021).
- Rhosonics. Density Meter for Challenging Slurry Applications; Rhosonics Analytical B.V.: Putten, The Netherlands, 2021. [Google Scholar]
- Hauser, E. Proline Promass F 300 Coriolis Flowmeter. Available online: https://www.pt.endress.com/pt/produtos/vazao-caudal-medicao-caudalimetro/Coriolis-flowmeter-Promass-F300?t.tabId=product-downloads (accessed on 12 October 2021).
- Biswas, P.K.; Godiwalla, K.M.; Sanyal, D.; Dev, S.C. A Simple Technique for Measurement of Apparent Viscosity of Slurries: Sand-Water System. Mater. Des. 2002, 23, 511–519. [Google Scholar] [CrossRef]
- Mangesana, N.; Chikuku, R.S.; Mainza, A.N.; Govender, I.; Van Der Westhuizen, A.P.; Narashima, M. The Effect of Particle Sizes and Solids Concentration on the Rheology of Silica Sand Based Suspensions. J. South. African Inst. Min. Metall. 2008, 108, 237–243. [Google Scholar]
- Alderman, N.J.; Heywood, N.I. Improving Slurry Viscosity and Flow Curve Measurements. Chem. Eng. Prog. 2004, 100, 27–32. [Google Scholar]
- Alderman, N.J.; Heywood, N.; Pipelines, S. Selection of On-Line Viscometers for Slurry Applications. In Proceedings of the 4th International Conference on Slurry Handling and Pipeline Transport (Hydrotransport 14), Maastricht, The Netherlands, 8–10 September 1999; pp. 373–399. [Google Scholar]
- Shi, F.N.; Napier-Munn, T.J. Measuring the Rheology of Slurries Using an On-Line Viscometer. Int. J. Miner. Process. 1996, 47, 153–176. [Google Scholar] [CrossRef]
- Brennen, C. Fundamentals of Multiphase Flow, 1st ed.; Cambridge University Press: Cambridge, UK, 2005; Volume 9780521848, ISBN 0521848040. [Google Scholar]
- Oddie, G.; Pearson, J.R.A. Flow-Rate Measurement in Two-Phase Flow. Annu. Rev. Fluid Mech. 2004, 36, 149–172. [Google Scholar] [CrossRef]
- Shook, C.A.; Roco, M.C. Slurry Flow—Principles and Practice; Elsevier: Amsterdam, The Netherlands, 1991; ISBN 9780750691109. [Google Scholar]
- Green, R.G.; Taylor, R.W. The Instrumentation and Control of a Wet Peening Process. J. Phys. E 1986, 19, 110–115. [Google Scholar] [CrossRef]
- Huang, S.M.; Plaskowski, A.B.; Xie, C.G.; Beck, M.S. Tomographic Imaging of Two-Component Flow Using Capacitance Sensors. J. Phys. E. 1989, 22, 173–177. [Google Scholar] [CrossRef]
- Hou, R.; Hunt, A.; Williams, R.A. Acoustic Monitoring of Pipeline Flows: Particulate Slurries. Powder Technol. 1999, 106, 30–36. [Google Scholar] [CrossRef]
- Albion, K.; Briens, L.; Briens, C.; Berruti, F. Flow Regime Determination in Horizontal Hydrotransport Using Non-Intrusive Acoustic Probes. Can. J. Chem. Eng. 2008, 86, 989–1000. [Google Scholar] [CrossRef]
- Matousek, V. Pressure Drops and Flow Patterns in Sand-Mixture Pipes. Exp. Therm. Fluid Sci. 2002, 26, 693–702. [Google Scholar] [CrossRef]
- Skudarnov, P.V.; Lin, C.X.; Ebadian, M.A. Double-Species Slurry Flow in a Horizontal Pipeline. J. Fluids Eng. Trans. ASME 2004, 126, 125–132. [Google Scholar] [CrossRef]
- Balachandar, S.; Eaton, J.K. Turbulent Dispersed Multiphase Flow. Annu. Rev. Fluid Mech. 2010, 42, 111–133. [Google Scholar] [CrossRef]
- Crowe, C.T.; Troutt, T.R.; Chung, J.N. Numerical Models for Two-Phase Turbulent Flows. Annu. Rev. Fluid Mech. 1996, 28, 11–43. [Google Scholar] [CrossRef]
- Crowe, C.T. On Models for Turbulence Modulation in Fluid–Particle Flows. Int. J. Multiph. Flow 2000, 26, 719–727. [Google Scholar] [CrossRef]
- Kenning, V.M.; Crowe, C.T. On the Effect of Particles on Carrier Phase Turbulence in Gas-Particle Flows. Int. J. Multiph. Flow 1997, 23, 403–408. [Google Scholar] [CrossRef]
- Truesdell, G.C.; Elghobashi, S. On the Two-Way Interaction between Homogeneous Turbulence and Dispersed Solid Particles. II. Particle Dispersion. Phys. Fluids 1994, 6, 1405–1407. [Google Scholar] [CrossRef]
- Elghobashi, S.; Truesdell, G.C. On the Two-Way Interaction between Homogeneous Turbulence and Dispersed Solid Particles. I: Turbulence Modification. Phys. Fluids A Fluid Dyn. 1993, 5, 1790. [Google Scholar] [CrossRef]
- Kaushal, D.R.; Thinglas, T.; Tomita, Y.; Kuchii, S.; Tsukamoto, H. CFD Modeling for Pipeline Flow of Fine Particles at High Concentration. Int. J. Multiph. Flow 2012, 43, 85–100. [Google Scholar] [CrossRef]
- Lahiri, S.; Ghanta, K.C. Slurry Flow Modelling by CFD. Chem. Ind. Chem. Eng. Q. 2010, 16, 295–308. [Google Scholar] [CrossRef]
- Matoušek, V. Research Developments in Pipeline Transport of Settling Slurries. Powder Technol. 2005, 156, 43–51. [Google Scholar] [CrossRef]
- Thome, J.R.; Cioncolini, A. Two-Phase Pressure Drop. In Encyclopedia of Two-Phase Heat Transfer and Flow I; Thome, J.R., Ed.; World Scientific: Singapore, 2015; pp. 143–176. [Google Scholar]
- Nasr-El-Din, H.; Shook, C.A.; Colwell, J. A Conductivity Probe for Measuring Local Concentrations in Slurry Systems. Int. J. Multiph. Flow 1987, 13, 365–378. [Google Scholar] [CrossRef]
- Lucas, G.P.; Cory, J.C.; Waterfall, R.C. A Six-Electrode Local Probe for Measuring Solids Velocity and Volume Fraction Profiles in Solids-Water Flows. Meas. Sci. Technol. 2000, 11, 1498–1509. [Google Scholar] [CrossRef]
- Wilkinson, A.J.; Randall, E.W.; Long, T.M.; Collins, A. The Design of an ERT System for 3D Data Acquisition and a Quantitative Evaluation of Its Performance. Meas. Sci. Technol. 2006, 17, 2088–2096. [Google Scholar] [CrossRef]
- Faia, P.M.; Silva, R.; Rasteiro, M.G.; Garcia, F.A.P.; Ferreira, A.R.; Santos, M.J.; Santos, J.B.; Coimbra, A.P. Imaging Particulate Two-Phase Flow in Liquid Suspensions with Electric Impedance Tomography. Part. Sci. Technol. 2012, 30, 329–342. [Google Scholar] [CrossRef]
- De Moura, B.F.; Martins, M.F.; Palma, F.H.S.; Da Silva, W.B.; Cabello, J.A.; Ramos, R. Design of a Low-Cost Acquisition System to Reconstruct Images through Electrical Resistance Tomography. IEEE Lat. Am. Trans. 2020, 18, 1592–1598. [Google Scholar] [CrossRef]
- Wang, F.; Marashdeh, Q.; Fan, L.S.; Warsito, W. Electrical Capacitance Volume Tomography: Design and Applications. Sensors 2010, 10, 1890–1917. [Google Scholar] [CrossRef] [PubMed]
- Zamora-Arellano, F.; López-Bonilla, O.R.; García-Guerrero, E.E.; Olguín-Tiznado, J.E.; Inzunza-González, E.; López-Mancilla, D.; Tlelo-Cuautle, E. Development of a Portable, Reliable and Low-Cost Electrical Impedance Tomography System Using an Embedded System. Electronics 2020, 10, 15. [Google Scholar] [CrossRef]
- Ramanathan, P.; Arulmozhivarman, P.; Rao, T. Optimal Design and Fabrication Steps of Electrical Capacitance Tomography Sensors. Instrum. Sci. Technol. 2013, 41, 301–310. [Google Scholar] [CrossRef]
- Xie, C.G.; Reinecke, N.; Beck, M.S.; Mewes, D.; Williams, R.A. Electrical Tomography Techniques for Process Engineering Applications. Chem. Eng. J. Biochem. Eng. J. 1995, 56, 127–133. [Google Scholar] [CrossRef]
- Dyakowski, T.; Jeanmeure, L.F.C.; Jaworski, A.J. Applications of Electrical Tomography for Gas-Solids and Liquid-Solids Flows—A Review. Powder Technol. 2000, 112, 174–192. [Google Scholar] [CrossRef]
- Rasteiro, M.G.; Silva, R.; Garcia, F.A.P.; Faia, P. Electrical Tomography: A Review of Configurations and Applications to Particulate Processes. KONA Powder Part. J. 2011, 29, 67–80. [Google Scholar] [CrossRef] [Green Version]
- Vauhkonen, P.J.; Vauhkonen, M.; Savolainen, T.; Kaipio, J.P. Three-Dimensional Electrical Impedance Tomography Based on the Complete Electrode Model. IEEE Trans. Biomed. Eng. 1999, 46, 1150–1160. [Google Scholar] [CrossRef]
- Khan, T.A.; Ling, S.H. Review on Electrical Impedance Tomography: Artificial Intelligence Methods and Its Applications. Algorithms 2019, 12, 88. [Google Scholar] [CrossRef] [Green Version]
- Wu, Y.; Chen, B.; Liu, K.; Zhu, C.; Pan, H.; Jia, J.; Wu, H.; Yao, J. Shape Reconstruction with Multiphase Conductivity for Electrical Impedance Tomography Using Improved Convolutional Neural Network Method. IEEE Sens. J. 2021, 21, 9277–9287. [Google Scholar] [CrossRef]
- Silva, R.; Faia, P.M.; Garcia, F.A.P.; Rasteiro, M.G. Characterization of Solid-Liquid Settling Suspensions Using Electrical Impedance Tomography: A Comparison between Numerical, Experimental and Visual Information. Chem. Eng. Res. Des. 2016, 111, 223–242. [Google Scholar] [CrossRef]
- Aime, K.J.; Mylvaganam, S. Electrical Capacitance Tomography-Sensor Models, Design, Simulations, and Experimental Verification. IEEE Sens. J. 2006, 6, 1256–1266. [Google Scholar] [CrossRef]
- Deabes, W.; Sheta, A.; Bouazza, K.E.; Abdelrahman, M. Application of Electrical Capacitance Tomography for Imaging Conductive Materials in Industrial Processes. J. Sens. 2019, 2019, 1–22. [Google Scholar] [CrossRef]
- Rao, S.M.; Zhu, K.; Wang, C.H.; Sundaresan, S. Electrical Capacitance Tomography Measurements on the Pneumatic Conveying of Solids. Ind. Eng. Chem. Res. 2001, 40, 4216–4226. [Google Scholar] [CrossRef]
- Datta, U.; Dyakowski, T.; Mylvaganam, S. Estimation of Particulate Velocity Components in Pneumatic Transport Using Pixel Based Correlation with Dual Plane ECT. Chem. Eng. J. 2007, 130, 87–99. [Google Scholar] [CrossRef]
- Henderson, R.P.; Webster, J.G. An Impedance Camera for Spatially Specific Measurements of the Thorax. IEEE Trans. Biomed. Eng. 1987, BME-25, 250–254. [Google Scholar] [CrossRef]
- Barber, D.; Brown, B.; Search, H.; Journals, C.; Contact, A.; Iopscience, M.; Address, I.P. Applied Potential Tomography. J. Phys. E 1984, 17, 723–731. [Google Scholar] [CrossRef]
- Bayford, R.H. Bioimpedance Tomography (Electrical Impedance Tomography). Annu. Rev. Biomed. Eng. 2006, 8, 63–91. [Google Scholar] [CrossRef]
- Goharian, M.; Soleimani, M.; Jegatheesan, A.; Chin, K.; Moran, G.R. A DSP Based Multi-Frequency 3D Electrical Impedance Tomography System. Ann. Biomed. Eng. 2008, 36, 1594–1603. [Google Scholar] [CrossRef]
- York, T. Status of Electrical Tomography in Industrial Applications. J. Electron. Imaging 2001, 10, 608. [Google Scholar] [CrossRef]
- Grootveld, C. Measuring & Modeling of Concentrated Settling Suspensions Using Electrical Impedance Tomography; Delft University Technology: Delft, The Netherlands, 1996. [Google Scholar]
- Wang, M. Impedance Mapping of Particulate Multiphase Flows. Flow Meas. Instrum. 2005, 16, 183–189. [Google Scholar] [CrossRef]
- Jia, J.; Wang, M.; Schlaberg, H.I.; Li, H. A Novel Tomographic Sensing System for High Electrically Conductive Multiphase Flow Measurement. Flow Meas. Instrum. 2010, 21, 184–190. [Google Scholar] [CrossRef]
- Wang, M.; Jones, T.F.; Williams, R.A. Visualization of Asymmetric Solids Distribution in Horizontal Swirling Flows Using Electrical Resistance Tomography. Chem. Eng. Res. Des. 2003, 81, 854–861. [Google Scholar] [CrossRef]
- Mansor, M.S.B.; Zakaria, Z.; Balkhis, I.; Rahim, R.A.; Sahib, M.F.A.; Yunos, Y.M.; Sahlan, S.; Bunyamin, S.; Abas, K.H.; Ishak, M.H.I.; et al. Magnetic Induction Tomography: A Brief Review. J. Teknol. 2015, 73, 91–95. [Google Scholar] [CrossRef] [Green Version]
- Wei, H.Y.; Soleimani, M. Two-Phase Low Conductivity Flow Imaging Using Magnetic Induction Tomography. Prog. Electromagn. Res. 2012, 131, 99–115. [Google Scholar] [CrossRef] [Green Version]
- Dingley, G.; Soleimani, M. Multi-Frequency Magnetic Induction Tomography System and Algorithm for Imaging Metallic Objects. Sensors 2021, 21, 3671. [Google Scholar] [CrossRef] [PubMed]
- Yu, Z.Z.; Peyton, A.J.; Xu, L.A.; Beck, M.S. Electromagnetic Inductance Tomography (EMT): Sensor, Electronics and Image Reconstruction Algorithm for a System with a Rotatable Parallel Excitation Field. IEE Proc. Sci. Meas. Technol. 1998, 145, 20–25. [Google Scholar] [CrossRef]
- Wei, K.; Qiu, C.-H.; Primrose, K. Super-Sensing Technology: Industrial Applications and Future Challenges of Electrical Tomography. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2016, 374, 20150328. [Google Scholar] [CrossRef] [Green Version]
- Hamidipour, M.; Larachi, F. Characterizing the Liquid Dynamics in Cocurrent Gas-Liquid Flows in Porous Media Using Twin-Plane Electrical Capacitance Tomography. Chem. Eng. J. 2010, 165, 310–323. [Google Scholar] [CrossRef]
- Sun, M.; Liu, S.; Li, Z.; Lei, J. Application of Electrical Capacitance Tomography to the Concentration Measurement in a Cyclone Dipleg. Chin. J. Chem. Eng. 2008, 16, 635–639. [Google Scholar] [CrossRef]
- Beck, M.S.; Campogrande, E.; Morris, M.; Williams, R.A.; Waterfall, R.C. Tomographic Techniques for Process Design and Operation; Computational Mechanics Publications: Manchester, UK, 1993; ISBN 1562521705. [Google Scholar]
- Arko, A.; Waterfall, R.C.; Beck, M.S. Development of Electrical Capacitance Tomography for Solids Mass Flow Measurement and Control of Pneumatic Conveying Systems. In Proceedings of the 1st World Congress on Industrial Process Tomography, Buxton, UK, 14–17 April 1999; pp. 140–146. [Google Scholar]
- Bennett, M.A.; West, R.M.; Luke, S.P.; Williams, R.A. The Investigation of Bubble Column and Foam Processes Using Electrical Capacitance Tomography. Miner. Eng. 2002, 15, 225–234. [Google Scholar] [CrossRef]
- Vilar, G.; Williams, R.A.; Wang, M.; Tweedie, R.J. On Line Analysis of Structure of Dispersions in an Oscillatory Baffled Reactor Using Electrical Impedance Tomography. Chem. Eng. J. 2008, 141, 58–66. [Google Scholar] [CrossRef]
- Rojas, M.R.; Sáez, A.E. Two-Layer Model for Horizontal Pipe Flow of Newtonian and Non-Newtonian Settling Dense Slurries. Ind. Eng. Chem. Res. 2012, 51, 7095–7103. [Google Scholar] [CrossRef]
- Meng, Z.; Huang, Z.; Wang, B.; Ji, H.; Li, H.; Yan, Y. Air-Water Two-Phase Flow Measurement Using a Venturi Meter and an Electrical Resistance Tomography Sensor. Flow Meas. Instrum. 2010, 21, 268–276. [Google Scholar] [CrossRef]
- Karhunen, K.; Seppänen, A.; Lehikoinen, A.; Blunt, J.; Kaipio, J.P.; Monteiro, P.J.M. Electrical Resistance Tomography for Assessment of Cracks in Concrete. ACI Mater. J. 2010, 107, 523–531. [Google Scholar] [CrossRef]
- Faraj, Y.; Wang, M.; Jia, J.; Wang, Q.; Xie, C.G.; Oddie, G.; Primrose, K.; Qiu, C. Measurement of Vertical Oil-in-Water Two-Phase Flow Using Dual-Modality ERT-EMF System. Flow Meas. Instrum. 2015, 46, 255–261. [Google Scholar] [CrossRef]
- Ricard, F.; Brechtelsbauer, C.; Xu, X.Y.; Lawrence, C.J. Monitoring of Multiphase Pharmaceutical Processes Using Electrical Resistance Tomography. Chem. Eng. Res. Des. 2005, 83, 794–805. [Google Scholar] [CrossRef]
- Williams, R.; Jia, X.; McKee, S.L. Development of Slurry Mixing Models Using Resistance Tomography. Powder Technol. 1996, 87, 21–27. [Google Scholar] [CrossRef]
- Giguère, R.; Fradette, L.; Mignon, D.; Tanguy, P.A. Characterization of Slurry Flow Regime Transitions by ERT. Chem. Eng. Res. Des. 2008, 86, 989–996. [Google Scholar] [CrossRef]
- Xu, J.-Y.; Wu, Y.-X.; Zheng, Z.-C.; Wang, M.; Munir, B.; Oluwadarey, H.I.; Schlaberg, H.I.; Williams, R.A. Measurement of Solid Slurry Flow via Correlation of Electromagnetic Flow Meter, Electrical Resistance Tomography and Mechanistic Modelling. J. Hydrodyn. 2009, 21, 557–563. [Google Scholar] [CrossRef] [Green Version]
- West, R.M.; Scott, D.M.; Sunshine, G.; Kostuch, J.; Heikkinen, L.; Vauhkonen, M.; Hoyle, B.S.; Schlaberg, H.I.; Hou, R.; Williams, R.A. In Situ Imaging of Paste Extrusion Using Electrical Impedance Tomography. Meas. Sci. Technol. 2002, 13, 1890–1897. [Google Scholar] [CrossRef]
- Kourunen, J.; Käyhkö, R.; Matula, J.; Käyhkö, J.; Vauhkonen, M.; Heikkinen, L.M. Imaging of Mixing of Two Miscible Liquids Using Electrical Impedance Tomography and Linear Impedance Sensor. Flow Meas. Instrum. 2008, 19, 391–396. [Google Scholar] [CrossRef]
- Rimpiläinen, V.; Kuosmanen, M.; Ketolainen, J.; Järvinen, K.; Vauhkonen, M.; Heikkinen, L.M. Electrical Impedance Tomography for Three-Dimensional Drug Release Monitoring. Eur. J. Pharm. Sci. 2010, 41, 407–413. [Google Scholar] [CrossRef] [PubMed]
- Sun, T.; Tsuda, S.; Zauner, K.P.; Morgan, H. On-Chip Electrical Impedance Tomography for Imaging Biological Cells. Biosens. Bioelectron. 2010, 25, 1109–1115. [Google Scholar] [CrossRef] [PubMed]
- Ma, L.; Soleimani, M. Electromagnetic Imaging for Internal and External Inspection of Metallic Pipes. Insight Non-Destructive Test. Cond. Monit. 2012, 54, 493–495. [Google Scholar] [CrossRef]
- Ma, L.; Wei, H.Y.; Soleimani, M. Pipelines Inspection Using Magnetic Induction Tomography Based on a Narrowband Pass Filtering Method. Prog. Electromagn. Res. M 2012, 23, 65–78. [Google Scholar] [CrossRef] [Green Version]
- Ma, L.; McCann, D.; Hunt, A. Combining Magnetic Induction Tomography and Electromagnetic Velocity Tomography for Water Continuous Multiphase Flows. IEEE Sens. J. 2017, 17, 8271–8281. [Google Scholar] [CrossRef]
- Nyfors, E. Industrial Microwave Sensors—A Review. Subsurf. Sens. Technol. Appl. 2000, 1, 23–43. [Google Scholar] [CrossRef]
- Yuan, F.; Pal, R. Measurement of Solids Concentration in Aqueous Slurries Using a Microwave Technique. Chem. Eng. Sci. 1995, 50, 3525–3533. [Google Scholar] [CrossRef]
- Wu, Z.; Wang, H. Microwave Tomography for Industrial Process Imaging: Example Applications and Experimental Results. IEEE Antennas Propag. Mag. 2017, 59, 61–71. [Google Scholar] [CrossRef]
- Zou, J.; Liu, C.; Wang, H.; Wu, Z.P. Mass Flow Rate Measurement of Bulk Solids Based on Microwave Tomography and Microwave Doppler Methods. Powder Technol. 2020, 360, 112–119. [Google Scholar] [CrossRef]
- Zhang, Y.; Omrani, A.; Yadav, R.; Fjeld, M. Supporting Visualization Analysis in Industrial Process Tomography by Using Augmented Reality—A Case Study of an Industrial Microwave Drying System. Sensors 2021, 21, 6515. [Google Scholar] [CrossRef]
- Eren, H. Accuracy in Real Time Ultrasonic Applications and Transit-Time Flow Meters. Conf. Rec.-IEEE Instrum. Meas. Technol. Conf. 1998, 1, 568–572. [Google Scholar] [CrossRef]
- Rice, H.P.; Fairweather, M.; Peakall, J.; Hunter, T.N.; Mahmoud, B.; Biggs, S.R. Measurement of Particle Concentration in Horizontal, Multiphase Pipe Flow Using Acoustic Methods: Limiting Concentration and the Effect of Attenuation. Chem. Eng. Sci. 2015, 126, 745–758. [Google Scholar] [CrossRef]
- Albion, K.; Downey, J.; Hansuld, E.; Hartling, D.; Briens, L.; Franco, B.; McDougall, S. Detection of Oversized Material in a Hydrotransport Slurry Pipe Using Non-Invasive Acoustic Method. In Proceedings of the The 12th International Conference on Fluidization-New Horizons in Fluidization Engineering, Vancouver, CO, Canada, 13–17 May 2007; pp. 513–520. [Google Scholar]
- Greenwood, M.S.; Bamberger, J.A. Measurement of Viscosity and Shear Wave Velocity of a Liquid or Slurry for On-Line Process Control. Ultrasonics 2002, 39, 623–630. [Google Scholar] [CrossRef]
- Fox, M.D. Multiple Crossed-Beam Ultrasound Doppler Velocimetry. IEEE Trans. Sonics Ultrason. 1978, 25, 281–286. [Google Scholar] [CrossRef]
- Takeda, Y. Ultrasonic Doppler Method for Velocity Profile Measurement in Fluid Dynamics and Fluid Engineering. Exp. Fluids 1999, 26, 177–178. [Google Scholar] [CrossRef]
- Silva, R.; Garcia, F.A.P.; Faia, P.M.; Krochak, P.; Söderberg, D.; Lundell, F.; Rasteiro, M.G. Validating Dilute Settling Suspensions Numerical Data through MRI, UVP and EIT Measurements. Flow Meas. Instrum. 2016, 50, 35–48. [Google Scholar] [CrossRef]
- Hunter, T.N.; Peakall, J.; Biggs, S.R. Ultrasonic Velocimetry for the in situ Characterisation of Particulate Settling and Sedimentation. Miner. Eng. 2011, 24, 416–423. [Google Scholar] [CrossRef]
- Takeda, Y. Velocity Profile Measurement by Ultrasonic Doppler Method. Exp. Therm. Fluid Sci. 1995, 10, 444–453. [Google Scholar] [CrossRef]
- Wang, T.; Wang, J.; Ren, F.; Jin, Y. Application of Dopper Ultrasound Velocimetry in Multiphase Flow. Chem. Eng. J. 2003, 92, 111–122. [Google Scholar] [CrossRef]
- Shukla, A.; Prakash, A.; Rohani, S. Particles Settling Studies Using Ultrasonic Techniques. Powder Technol. 2007, 177, 102–111. [Google Scholar] [CrossRef]
- Homola, J.; Yee, S.S.; Gauglitz, G. Surface Plasmon Resonance Sensors: Review. Sens. Actuators B Chem. 1999, 54, 3–15. [Google Scholar] [CrossRef]
- Jääskeläinen, A.; Peiponen, K.E.; Tapper, U.; Kauppinen, E.I.; Lumme, K. Effective Refractive Index of Calcium Carbonate Pigment Slurries by a Surface-Plasmon-Resonance Sensor. Dye. Pigment. 2002, 52, 15–21. [Google Scholar] [CrossRef]
- Cennamo, N.; Zeni, L.; Catalano, E.; Arcadio, F.; Minardo, A. Refractive Index Sensing through Surface Plasmon Resonance in Light-Diffusing Fibers. Appl. Sci. 2018, 8, 1172. [Google Scholar] [CrossRef] [Green Version]
- Spelay, R.B.; Adane, K.F.; Sanders, R.S.; Sumner, R.J.; Gillies, R.G. The Effect of Low Reynolds Number Flows on Pitot Tube Measurements. Flow Meas. Instrum. 2015, 45, 247–254. [Google Scholar] [CrossRef]
- Lanasa, P.; Upp, L. Fluid Flow Measurement; Elsevier: Amsterdam, The Netherlands, 2002; ISBN 9780884157588. [Google Scholar]
- Clark, O.G.; Segura, J.C.; Feddes, J.J.R.; Ouellette, C. Multiport Averaging Pitot Tube to Measure Airflow Rates from Exhaust Fans. Can. Biosyst. Eng./Le Genie Biosyst. Au Can. 2008, 50, 1–7. [Google Scholar]
- El Masry, A.O.; El Halawany , M.M. El Halawany Velocity and Concentration Distribution in Slurry Pipe Flow. Trans. Model. Simul. 1993, 4, 11–21. [Google Scholar]
- Klausner, J.F.; Fu, F.; Mei, R. A Conductance Based Solids Concentration Sensor for Large Diameter Slurry Pipelines. J. Fluids Eng. Trans. ASME 2000, 122, 819–824. [Google Scholar] [CrossRef]
- Harbottle, D.; Fairweather, M.; Biggs, S. The Minimum Transport Velocity of Colloidal Silica Suspensions. Chem. Eng. Sci. 2011, 66, 2309–2316. [Google Scholar] [CrossRef]
- Chemloul, N.S.; Chaib, K.; Mostefa, K. Simultaneous Measurements of the Solid Particles Velocity and Concentration Profiles in Two Phase Flow by Pulsed Ultrasonic Doppler Velocimetry. J. Brazilian Soc. Mech. Sci. Eng. 2009, 31, 333–343. [Google Scholar] [CrossRef] [Green Version]
- Doran, P.M. Fluid Flow. In Bioprocess Engineering Principles; Elsevier: Amsterdam, The Netherlands, 2013; pp. 201–254. [Google Scholar]
- Jensen, K.D. Flow Measurements. J. Braz. Soc. Mech. Sci. Eng. 2004, 26, 96–106. [Google Scholar] [CrossRef] [Green Version]
- Chen, R.C.; Kadambi, J.R. Ldv Measurements of Solid-Liquid Slurry Flow Using Refractive Index Matching Technique. Part. Sci. Technol. 1990, 8, 97–109. [Google Scholar] [CrossRef]
- Wiederseiner, S.; Andreini, N.; Epely-Chauvin, G.; Ancey, C. Refractive-Index and Density Matching in Concentrated Particle Suspensions: A Review. Exp. Fluids 2011, 50, 1183–1206. [Google Scholar] [CrossRef]
- Chen, R.C.; Kadambi, J.R. Discrimination between Solid and Liquid Velocities in Slurry Flow Using Laser Doppler Velocimeter. Powder Technol. 1995, 85, 127–134. [Google Scholar] [CrossRef]
- Alajbegović, A.; Assad, A.; Bonetto, F.; Lahey, R.T. Phase Distribution and Turbulence Structure for Solid/Fluid Upflow in a Pipe. Int. J. Multiph. Flow 1994, 20, 453–479. [Google Scholar] [CrossRef]
- Schuth, M.; Buerakov, W. Particle Tracking Velocimetry (PTV). In Handbuch Optische Messtechnik; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2017; pp. 281–283. [Google Scholar]
- Shokri, R.; Ghaemi, S.; Nobes, D.S.; Sean Sanders, R. Investigation of Particle-Fluid Interaction at High Reynolds-Number Using PIV/PTV Techniques. In Proceedings of the 9th International Symposium on Turbulence and Shear Flow Phenomena, TSFP-9, Melbourne, Australia, 30 June–3 July 2015. [Google Scholar]
- Ahmadi, F.; Ebrahimian, M.; Sanders, R.S.; Ghaemi, S. Particle Image and Tracking Velocimetry of Solid-Liquid Turbulence in a Horizontal Channel Flow. Int. J. Multiph. Flow 2019, 112, 83–99. [Google Scholar] [CrossRef]
- Bonn, D.; Rodts, S.; Groenink, M.; Rafaï, S.; Shahidzadeh-Bonn, N.; Coussot, P. Some Applications of Magnetic Resonance Imaging in Fluid Mechanics: Complex Flows and Complex Fluids. Annu. Rev. Fluid Mech. 2008, 40, 209–233. [Google Scholar] [CrossRef] [Green Version]
- Fukushima, E. Nuclear Magnetic Resonance as a Tool to Study Flow. Annu. Rev. Fluid Mech. 1999, 31, 95–123. [Google Scholar] [CrossRef]
- Gladden, L.F. Nuclear Magnetic Resonance in Chemical Engineering: Principles and Applications. Chem. Eng. Sci. 1994, 49, 3339–3408. [Google Scholar] [CrossRef]
- Faia, P.M.; Krochak, P.; Costa, H.; Lundell, F.; Silva, R.; Garcia, F.A.P.; Rasteiro, M.G. A Comparative Study of Magnetic Resonance Imaging, Electrical Impedance Tomography and Ultrasonic Doppler Velocimetry for Semi-Dilute Fibre Flow Suspension Characterisation. Int. J. Comput. Methods Exp. Meas. 2016, 4, 165–175. [Google Scholar] [CrossRef] [Green Version]
- Suryan, G. Nuclear Resonance in Flowing Liquids. Proc. Indian Acad. Sci.-Sect. A 1951, 33, 107–111. [Google Scholar] [CrossRef]
- Nakagawa, M.; Altobelli, S.A.; Caprihan, A.; Fukushima, E.; Jeong, E.K. Non-Invasive Measurements of Granular Flows by Magnetic Resonance Imaging. Exp. Fluids 1993, 16, 54–60. [Google Scholar] [CrossRef]
- Caprihan, A.; Fukushima, E. Flow Measurements by NMR. Phys. Rep. 1990, 198, 195–235. [Google Scholar] [CrossRef]
- Kose, K.; Satoh, K.; Inouye, T.; Yasuoka, H. NMR Flow Imaging. J. Phys. Soc. Jpn. 1985, 54, 81–92. [Google Scholar] [CrossRef]
- Altobelli, S.A.; Givler, R.C.; Fukushima, E. Velocity and Concentration Measurements of Suspensions by Nuclear Magnetic Resonance Imaging. J. Rheol. 1991, 35, 721–734. [Google Scholar] [CrossRef]
- Abbott, J.R.; Tetlow, N.; Graham, A.L.; Altobelli, S.A.; Fukushima, E.; Mondy, L.A.; Stephens, T.S. Experimental Observations of Particle Migration in Concentrated Suspensions: Couette Flow. J. Rheol. 1991, 35, 773–795. [Google Scholar] [CrossRef]
- Dyverfeldt, P.; Sigfridsson, A.; Kvitting, J.P.E.; Ebbers, T. Quantification of Intravoxel Velocity Standard Deviation and Turbulence Intensity by Generalizing Phase-Contrast MRI. Magn. Reson. Med. 2006, 56, 850–858. [Google Scholar] [CrossRef] [Green Version]
- Stickel, J.J.; Powell, R.L. Fluid Mechanics and Rheology of Dense Suspensions. Annu. Rev. Fluid Mech. 2005, 37, 129–149. [Google Scholar] [CrossRef]
- So, S.L. Instrumentation for Fluid Particle Flow; William Andrew Publishing LLC: Norwich, NY, USA, 1999; ISBN 0815514336. [Google Scholar]
- Mallach, M.; Gevers, M.; Gebhardt, P.; Musch, T. Fast and Precise Soft-Field Electromagnetic Tomography Systems for Multiphase Flow Imaging. Energies 2018, 11, 1199. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.B.; Duduković, M.P. Non-Invasive Monitoring of Multiphase Flows; Elsevier: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Hauser, E. Radiometric Level and Density Measurement Gammapilot FMG60. Available online: https://www.endress.com/en/field-instruments-overview/level-measurement/Radiometric-level-Gammapilot-fmg60?t.tabId=product-overview (accessed on 12 October 2021).
- Heindel, T.J. A Review of X-Ray Flow Visualization with Applications to Multiphase Flows. J. Fluids Eng. 2011, 133, 074001. [Google Scholar] [CrossRef] [Green Version]
- Black, S.; Laing, M. X-Ray Tomography Reconstruction of Multiphase Flows and the Verification of CFD. Int. J. Comput. Methods Exp. Meas. 2020, 8, 1–12. [Google Scholar] [CrossRef]
- Krupička, J.; Matoušek, V. Gamma-Ray-Based Measurement of Concentration Distribution in Pipe Flow of Settling Slurry: Vertical Profiles and Tomographic Maps. J. Hydrol. Hydromech. 2014, 62, 126–132. [Google Scholar] [CrossRef] [Green Version]
- Hampel, U.; Barthel, F.; Bieberle, A.; Bieberle, M.; Boden, S.; Franz, R.; Neumann-Kipping, M.; Tas-Köhler, S. Tomographic Imaging of Two-Phase Flow. Int. J. Adv. Nucl. React. Des. Technol. 2020, 2, 86–92. [Google Scholar] [CrossRef]
- Sætre, C.; Johansen, G.A.; Tjugum, S.A. Tomographic Multiphase Flow Measurement. Appl. Radiat. Isot. 2012, 70, 1080–1084. [Google Scholar] [CrossRef]
- Bieberle, A.; Härting, H.U.; Rabha, S.; Schubert, M.; Hampel, U. Gamma-Ray Computed Tomography for Imaging of Multiphase Flows. Chem.-Ing.-Technik 2013, 85, 1002–1011. [Google Scholar] [CrossRef]
- Lindén, P.; Grosshög, G.; Pázsit, I. Flowact, Flow Rate Measurements in Pipes with the Pulsed-Neutron Activation Method. Nucl. Technol. 1998, 124, 31–51. [Google Scholar] [CrossRef]
- Porges, K.G.A.; Cox, S.A.; Herzenberg, C.; Kampschoer, C. Flow Speed Measurement and Rheometry by Pulsed Neutron Activation. J. Fluids Eng. Trans. ASME 1989, 111, 337–341. [Google Scholar] [CrossRef]
- Hadizadeh, M.R. An Overview of the Application of Pulsed Neutron Activation in Flow Measurements. Nucl. Technol. 2020, 206, 1086–1094. [Google Scholar] [CrossRef]
- Boonkhao, B.; Li, R.F.; Wang, X.Z.; Tweedie, R.J.; Primrose, K. Making Use of Process Tomography Data for Multivariate Statistical Process Control. AIChE J. 2011, 57, 2360–2368. [Google Scholar] [CrossRef]
- Sacher, S.; Poms, J.; Rehrl, J.; Khinast, J.G. PAT Implementation for Advanced Process Control in Solid Dosage Manufacturing—A Practical Guide. Int. J. Pharm. 2022, 613, 121408. [Google Scholar] [CrossRef]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tomographic Technique | Type of Sensor | Sensor Configuration | Electrical Properties Measured | Target Materials | Potential Industrial Application |
|---|---|---|---|---|---|
| Capacitance | Capacitive plates (non-intrusive and non-invasive) |  | Electrical permittivity (ε) and electrical conductivity (σ) | Electrically conductive liquid (water/saline, chemicals, minerals and pharmaceuticals) | Conveying monitoring, mineral transportation, chemical mixing, two-phase flow, bubble column, crystallization, and vortex monitoring |
| Electromagnetic | Coils (intrusive and non-invasive) |  | Electrical conductivity (σ) and magnetic permeability (μ) | Electrically conductive materials (water/saline, metals, minerals, magnetic materials) | Molten metal flow, two-phase flow, bubble columns and non-destructive testing |
| Impedance | Electrodes (intrusive and non-invasive) |  | Electrical conductivity (σ) | Dielectric materials (gas, oil, non-metallic powders, polymers) | Mineral transportation, fluidized bed, oil and gas flow and pharmaceutical #process monitoring |
| Measurement Method | Measured Parameter | Method of Operation | Advantages |
|---|---|---|---|
| Active Acoustics Ultrasonic Velocity Profiling | • Solid concentration • Velocity | • Alternating ultrasonic signals between transducers | • Non-intrusive • Sensitive to all objects in field • Rapid response time • Applicable to solid, liquid and gas flow • Directional sensitivity |
| Capacitance Sensor | • Solid concentration | • Solids cause variation of slurry permittivity | • Non-intrusive |
| Conductivity Probe Intrusive and Non-Intrusive | • Solid concentration • Fluid velocity • pH | • Potential applied across electrodes and a small current flow between electrodes depending on resistivity of slurry mixture | • Non-intrusive option • Sensitive to changes in conductivity |
| Coriolis Mass Flowmeter | • Mass flowrate • Volumetric flowrate | • Electromagnetic detectors sense vibration from electromagnetic drives on tube, measured based on Coriolis Force | • Unaffected by temperature, pressure, density and flow profile • Used with liquids, slurries, gases and two-phase liquid flows |
| Differential Pressure Drop | • Pressure drop • Velocity • Solids concentration • Flow patterns • Flowrates | • Effect of pressure fluctuations on velocity and concentration gradients | • Inexpensive • Well-known |
| Electrical Tomography | • Flow profiles • Solid and liquid velocities • Solids concentration | • Conductivity/permittivity measured between electrodes around pipe circumference | • Non-intrusive • Visualize flow • High speed imaging |
| Ionizing radiation-based techniques X-ray tomography Gamma-ray tomography Pulse Neutron Activation | • Velocity • Solid concentration • Rheological data | • Irradiation of sample using high-frequency electromagnetic waves, which propagate along straight lines | • Non-intrusive • High resolution images |
| Laser Doppler Velocimetry, Laser Doppler Anemometry Surface Plasmon Resonator | • Phase velocity • Turbulence • Particle loading | • Scattered laser light detected; amount of scattering based on solids in slurry • Surface plasmon resonance angle increases with an increase in solids loading | • Non-intrusive • Local velocity measurement of each phase |
| Magnetic Flux Flowmeter | • Volumetric flowrate • Slurry velocity | • Magnetic field generated perpendicular to flow, a potential difference generated by slurry flowing through the field | • Measure velocities of highly concentrated slurries |
| Microwave Sensor | • Solid concentration | • Interaction between microwaves and particles caused by relative permittivity | • Non-intrusive • Low sensitivity to electrical conductivity • Insensitive to temperature |
| Microwave Tomography | • Solid concentration • Mass flow measurements • Flow patterns imaging | • Dielectric properties of an object, such as dielectric constant or dielectric contrast, are measured through data from the scattered microwave field measured around the object | • Non-intrusive • Visualize flow• High speed imaging |
| Nuclear Magnetic Resonance Imaging | • Phase velocity • Solid concentration • Rheological data | • Distinguishing between atoms and molecules having different amounts of translational or rotational diffusion (Relaxation) • Distinguish between nuclei of atoms in chemically unequal sites (Spectroscopy) • Measures statistical averages of spatial and temporal scales | • Non-intrusive • Lack of directional preference • Micron scale resolution images • Immune to opaque media • Accurate measurements while acquiring a small number of points in several spatial dimensions in a short amount of time |
| Particle Tracking Velocimetry Particle Image Velocimetry | • Velocity • Turbulence | • Velocity measurements from the displacement of particles - PTV tracks the trajectories of individual particles while PIV tracks the mean displacement of a small group of particles. | • Non-intrusive • High speed imaging |
| Passive Acoustics | • Flow patterns • Velocity • Solid concentration • Presence of foreign objects | • Records sound generated by slurry flow through the pipe | • Non-intrusive • Penetrates opaque mixtures • Directional sensitivity • Rapid response time • Applicable to solid, liquid and gas flow |
| Pitot Tube | • Fluid velocity | • Pressure drop measurement between tube openings parallel and perpendicular to the flow | • Simple • Reliable • Inexpensive • Withstand high temperatures and a range of pressures |
| Scanning Electron Microscopy | • Particle shape • Particle size characterization | • Electron emission | • Quantification of particle shape and size descriptors from the 2D particles image (e.g., circularity, convexity, equivalent diameters, projected areas, perimeters, etc.) |
| Venturi Meter | • Volumetric concentration • Slurry velocity | • Constriction in pipe causes pressure drop due to increase in velocity | • Simple • Inexpensive • Ideal for homogeneous slurries |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, R.C. Experimental Characterization Techniques for Solid-Liquid Slurry Flows in Pipelines: A Review. Processes 2022, 10, 597. https://doi.org/10.3390/pr10030597
Silva RC. Experimental Characterization Techniques for Solid-Liquid Slurry Flows in Pipelines: A Review. Processes. 2022; 10(3):597. https://doi.org/10.3390/pr10030597
Chicago/Turabian StyleSilva, Rui C. 2022. "Experimental Characterization Techniques for Solid-Liquid Slurry Flows in Pipelines: A Review" Processes 10, no. 3: 597. https://doi.org/10.3390/pr10030597
APA StyleSilva, R. C. (2022). Experimental Characterization Techniques for Solid-Liquid Slurry Flows in Pipelines: A Review. Processes, 10(3), 597. https://doi.org/10.3390/pr10030597