
Review on Zigzag Air Classifier



Abstract
:1. Introduction
2. Design and Mode of Operation
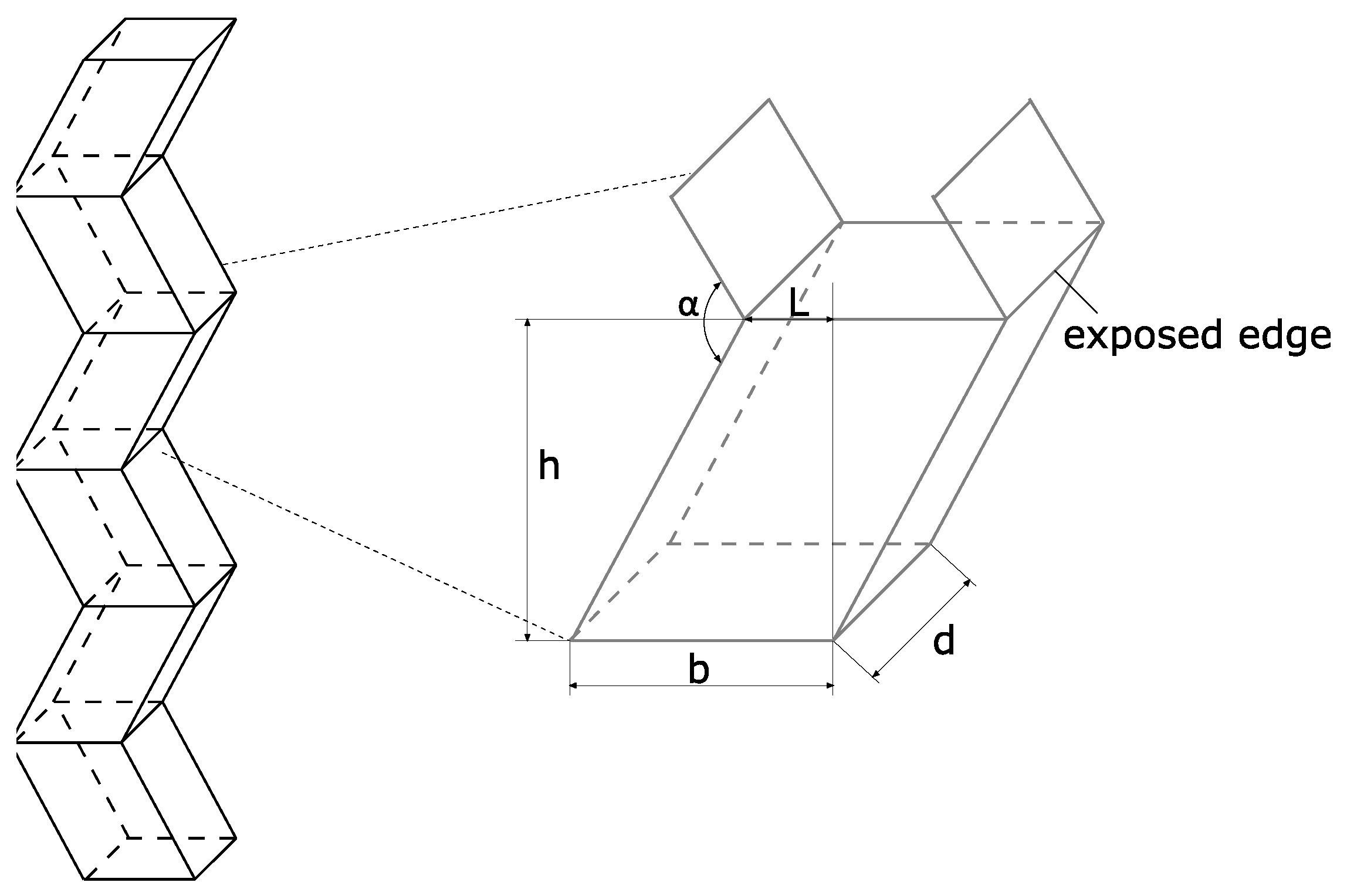
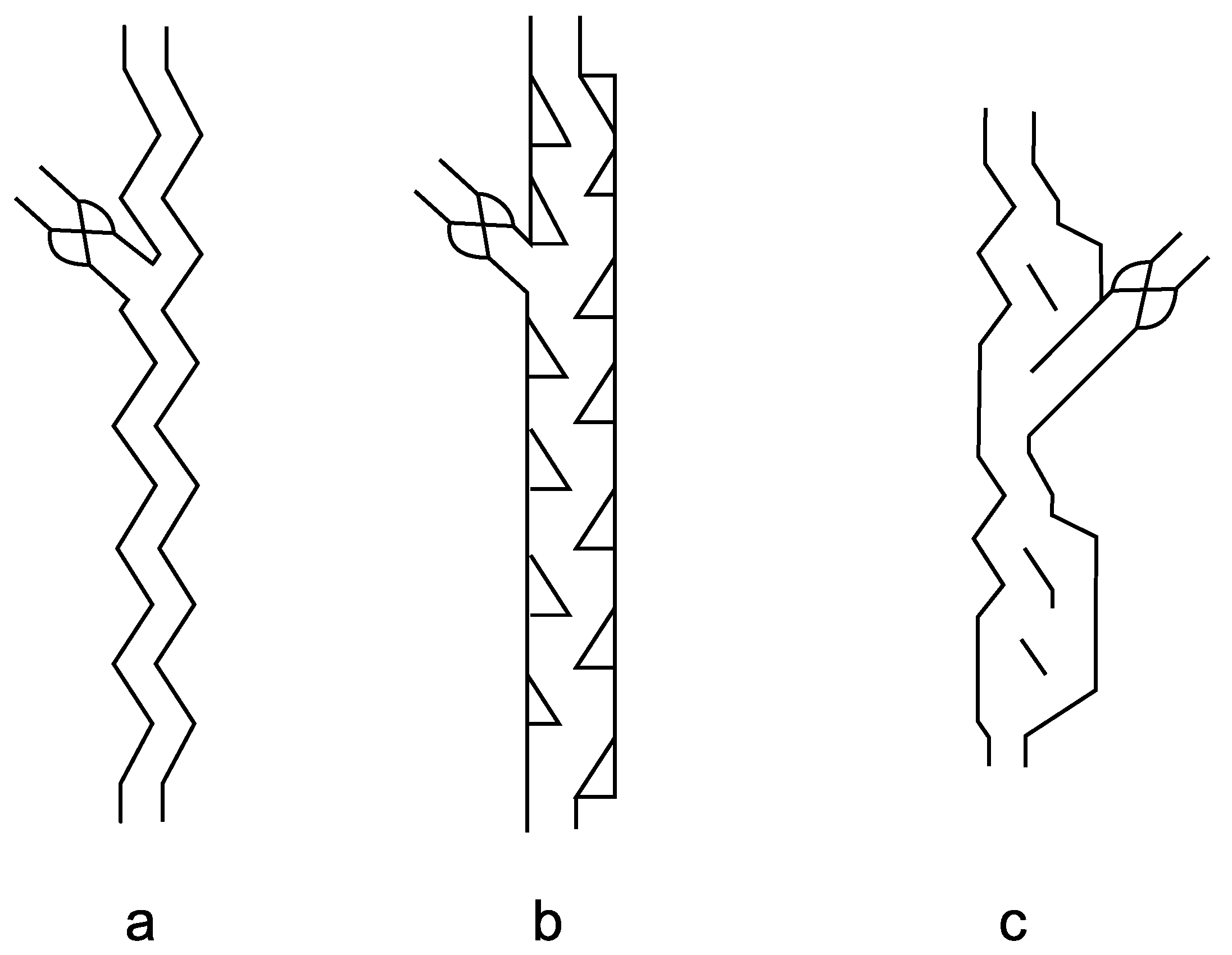
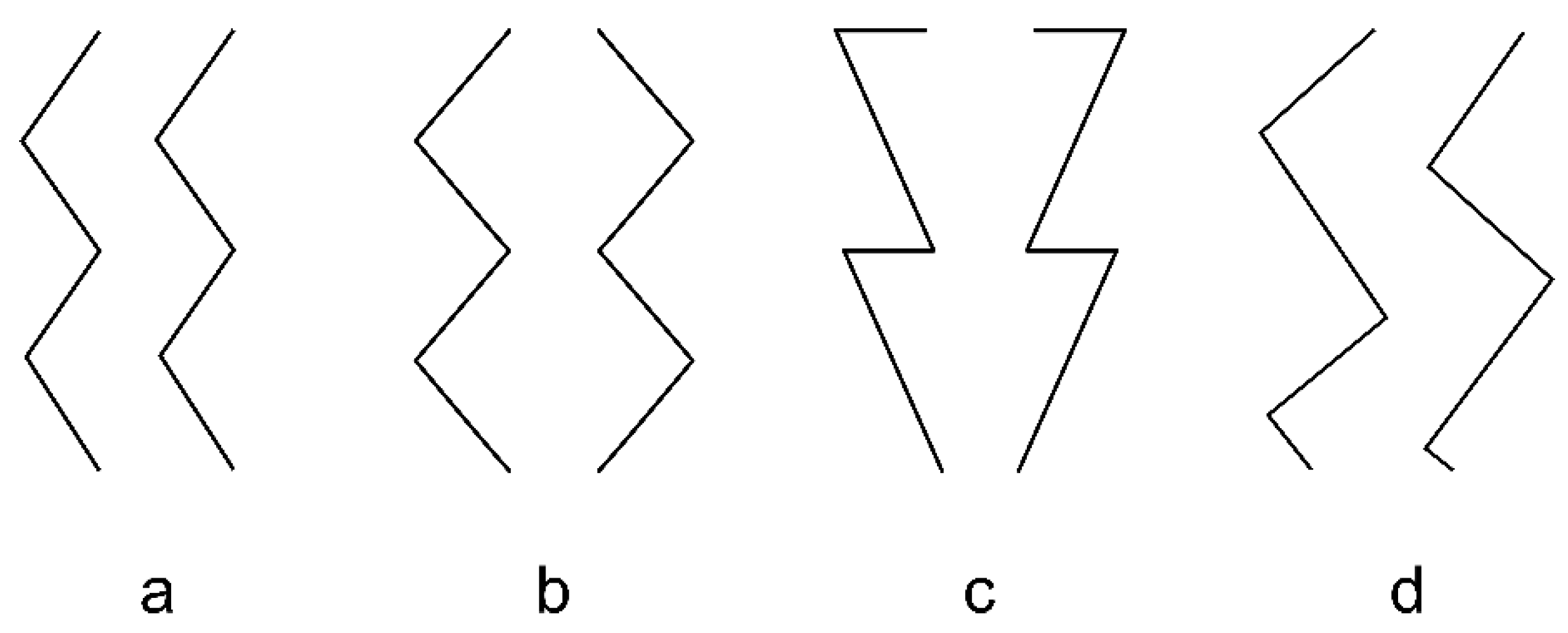
2.1. General Design
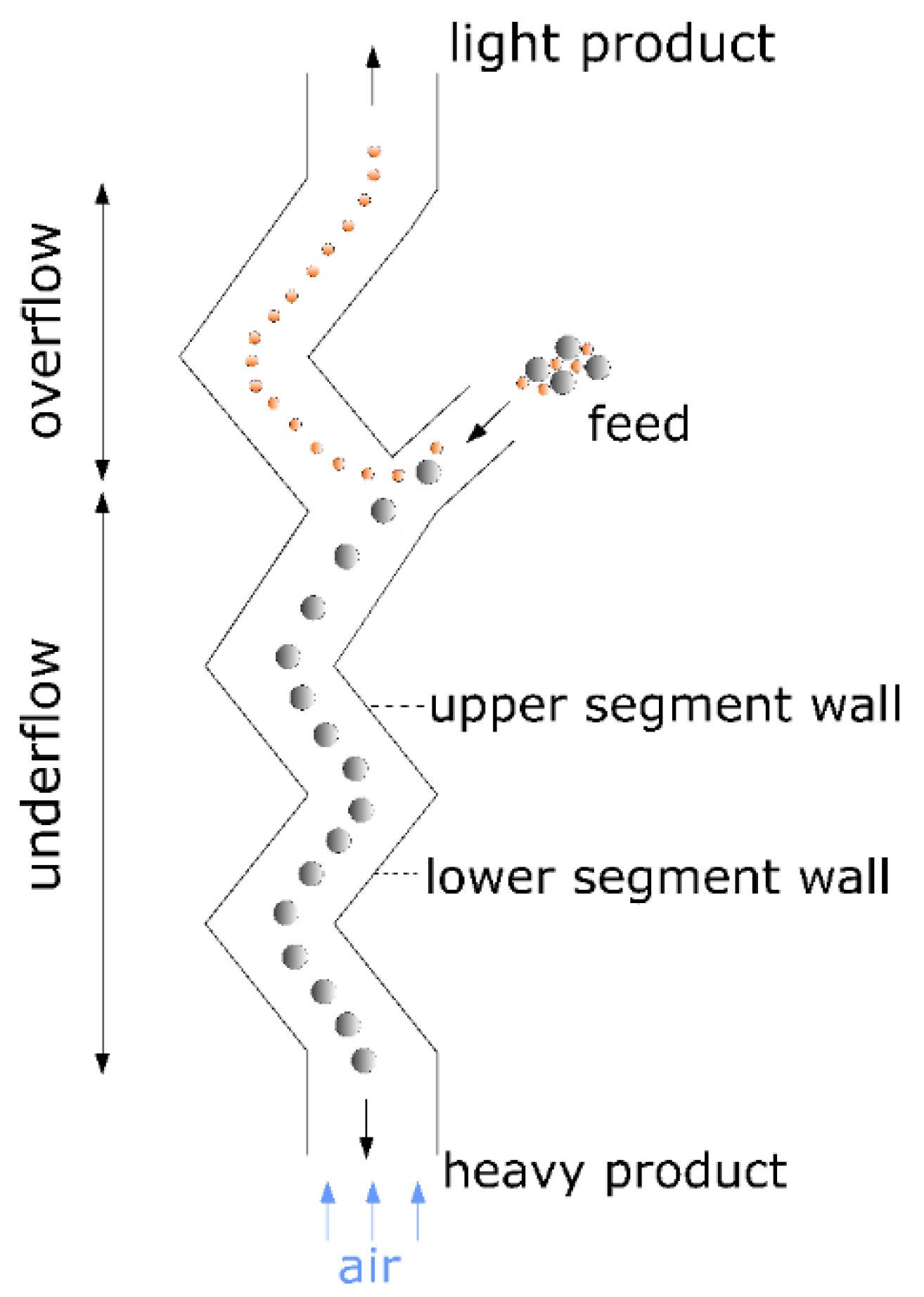
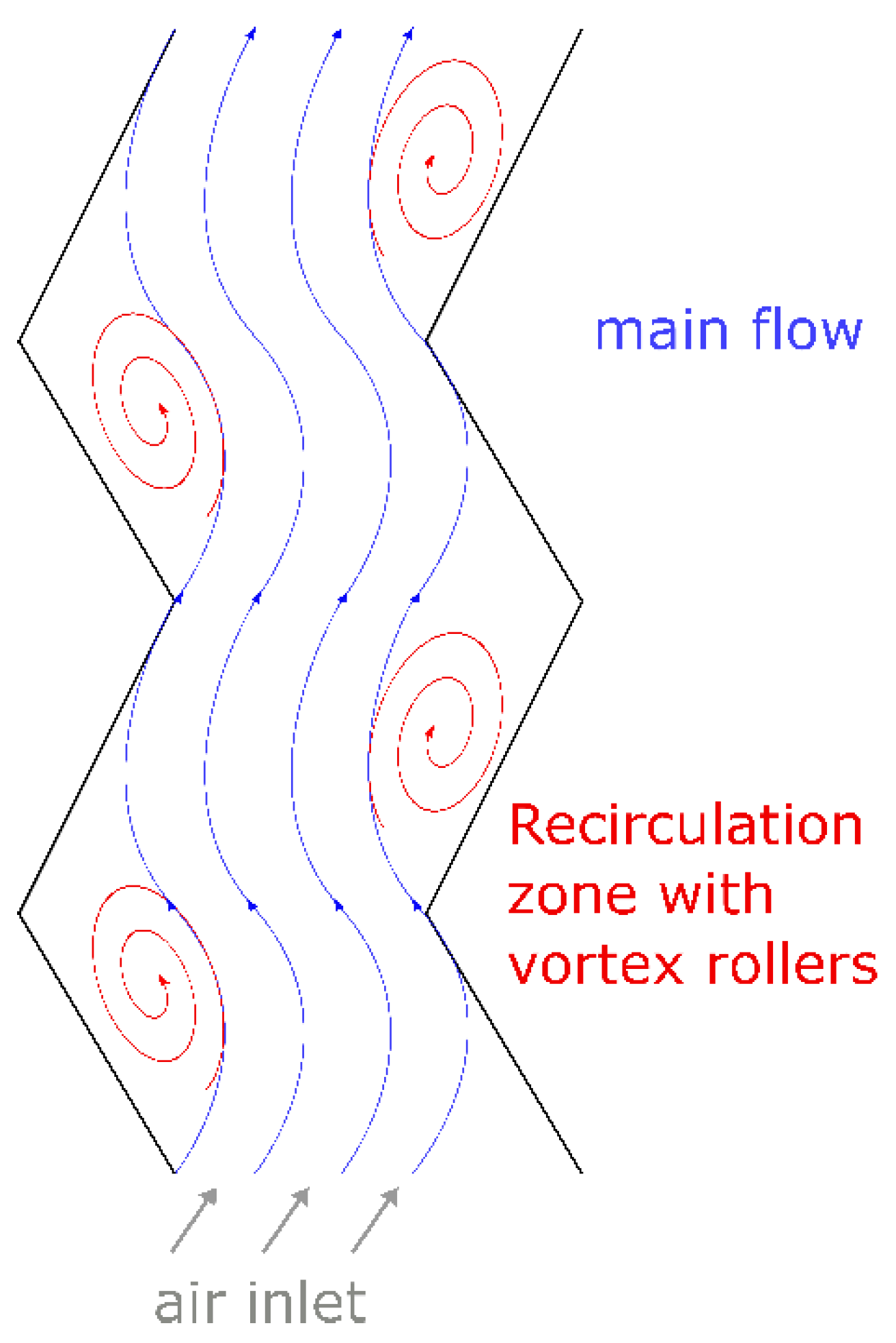
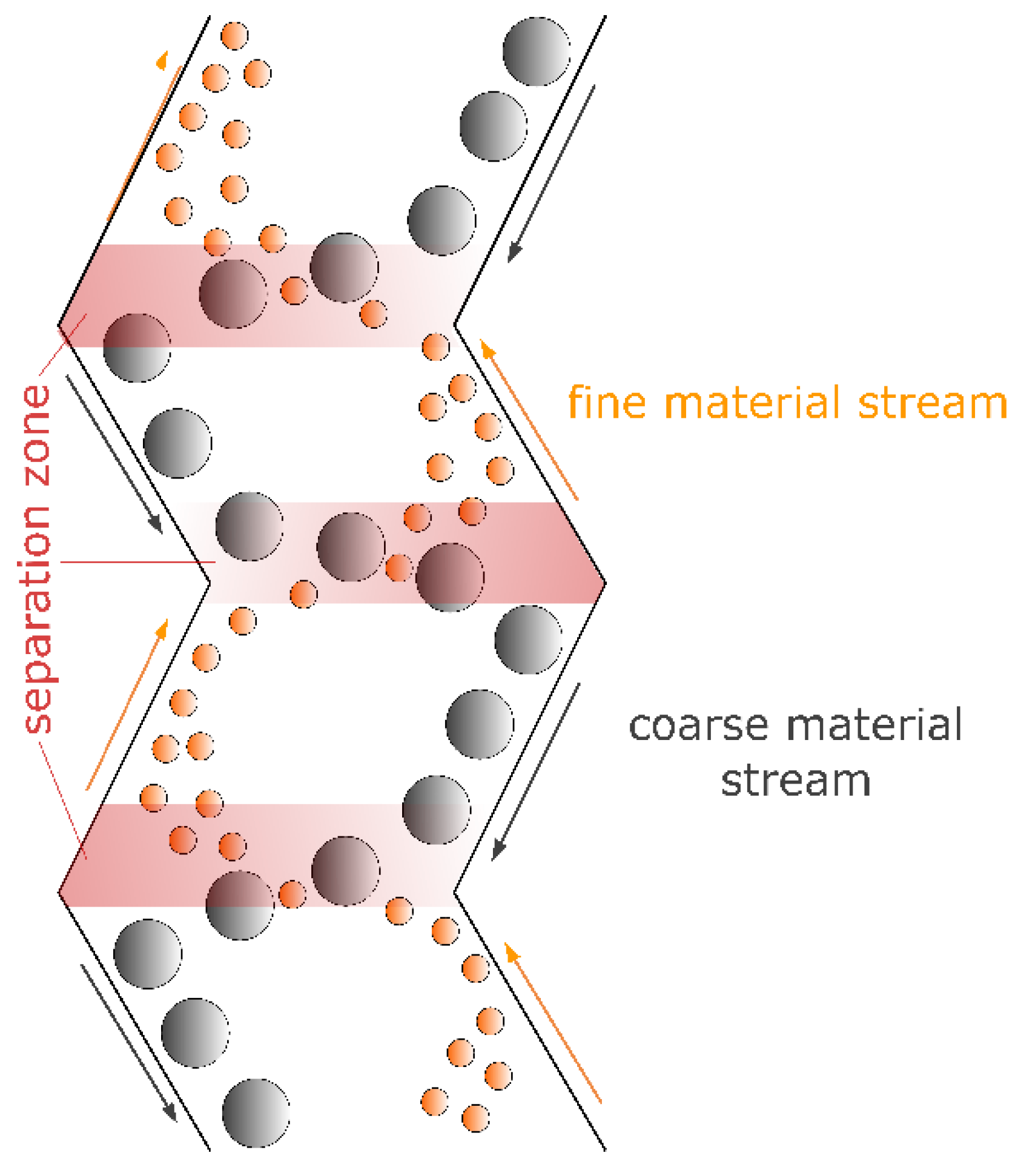
2.2. Mode of Operation
2.3. Advantages and Disadvantages of the Classifier Concept
2.4. Fields of Application
3. Research to Date
3.1. Experimental Studies
3.2. Modelling Approaches

| Senden | Rosenbrandt | Tomas and Gröger | |||
|---|---|---|---|---|---|
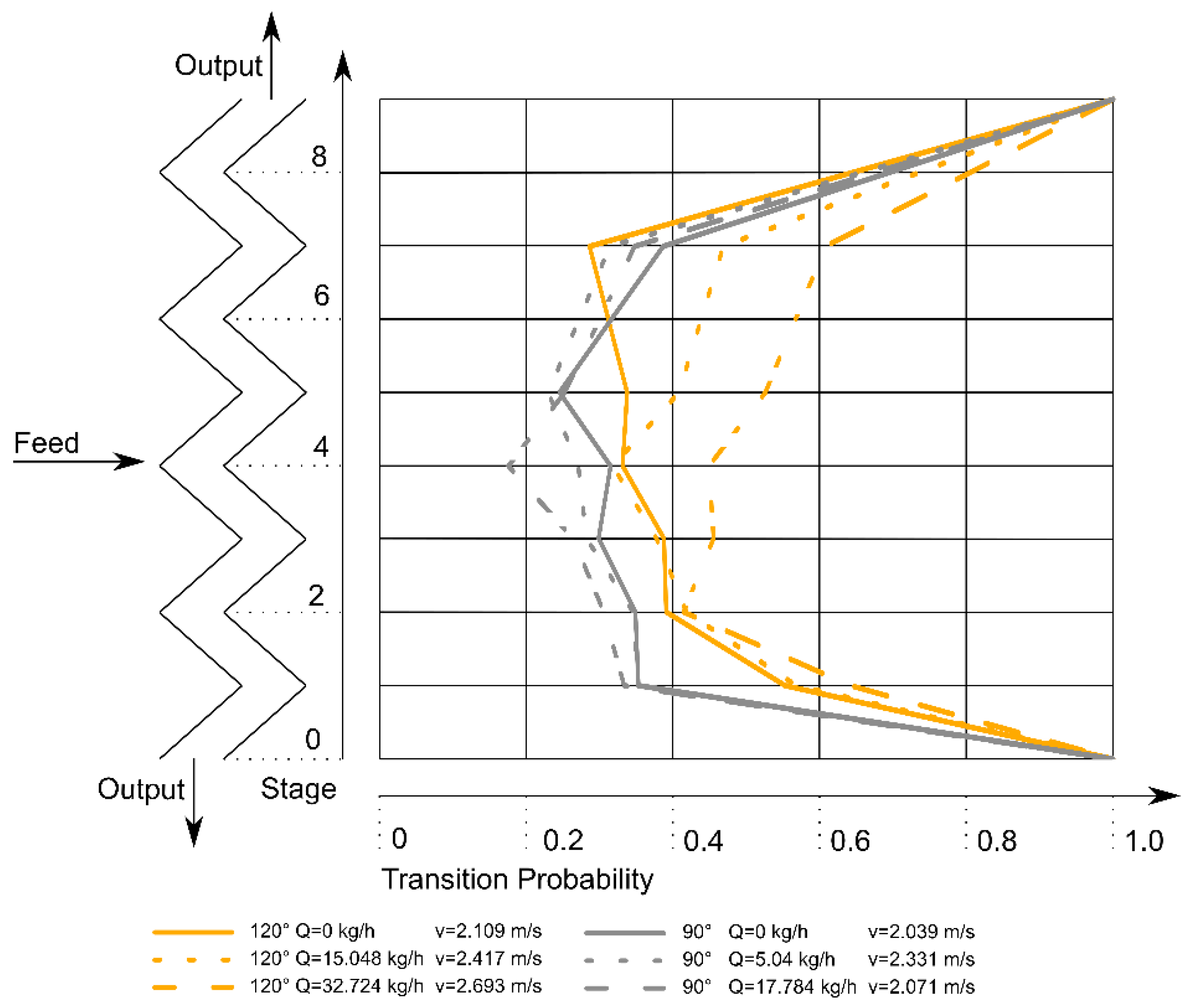
| Separation function Location of feed stage Number of stages particle rising probability at stage i (Figure 7) | (further calculation needed) | Separation function flow rate of falling particles at stage 0 particle feed rate | Separation function flow rate of light material flow rate of heavy material particle size cut size half number of stages | ||

4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Werner, D.; Peuker, U.A.; Mütze, T. Recycling chain for spent lithium-ion batteries. Metals 2020, 10, 316. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Gaustad, G.; Babbitt, C.W.; Bailey, C.; Ganter, M.J.; Landi, B.J. Economic and environmental characterization of an evolving Li-ion battery waste stream. J. Environ. Manag. 2014, 135, 126–134. [Google Scholar] [CrossRef] [PubMed]
- Branca, T.A.; Colla, V.; Algermissen, D.; Granbom, H.; Martini, U.; Morillon, A.; Pietruck, R.; Rosendahl, S. Reuse and recycling of by-products in the steel sector: Recent achievements paving the way to circular economy and industrial symbiosis in Europe. Metals 2020, 10, 345. [Google Scholar] [CrossRef] [Green Version]
- Capuzzi, S.; Timelli, G. Preparation and melting of scrap in aluminum recycling: A review. Metals 2018, 8, 249. [Google Scholar] [CrossRef] [Green Version]
- Thompson, D.; Hyde, C.; Hartley, J.M.; Abbott, A.P.; Anderson, P.A.; Harper, G.D. To shred or not to shred: A comparative techno-economic assessment of lithium ion battery hydrometallurgical recycling retaining value and improving circularity in LIB supply chains. Resour. Conserv. Recycl. 2021, 175, 105741. [Google Scholar] [CrossRef]
- Pagliaro, M.; Meneguzzo, F. Lithium battery reusing and recycling: A circular economy insight. Heliyon 2019, 5, e01866. [Google Scholar] [CrossRef] [Green Version]
- Schubert, H. On the Fundamentals of Concentration Separation: Separation Criteria-Action Modes-Macroprocesses-Microprocesses. Aufbereitungstechnik 2004, 45, 7–33. [Google Scholar]
- Tromp, K.F. Neue Wege für die Beurteilung der Aufbereitung von Steinkohlen. Glückauf 1937, 73, 125–131. [Google Scholar]
- Wills, B.A.; Finch, J.A. Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery; Butterworth-Heinemann: Oxford, UK, 2015. [Google Scholar]
- Leißner, T.; Mütze, T.; Bachmann, K.; Rode, S.; Gutzmer, J.; Peuker, U. Evaluation of mineral processing by assessment of liberation and upgrading. Miner. Eng. 2013, 53, 171–173. [Google Scholar] [CrossRef]
- Buchmann, M.; Schach, E.; Tolosana-Delgado, R.; Leißner, T.; Astoveza, J.; Kern, M.; Möckel, R.; Ebert, D.; Rudolph, M.; van den Boogaart, K.G.; et al. Evaluation of magnetic separation efficiency on a cassiterite-bearing skarn ore by means of integrative SEM-based image and XRF–XRD data analysis. Minerals 2018, 8, 390. [Google Scholar] [CrossRef] [Green Version]
- Leschonski, K. Windsichter, verfahrenstechnische Maschinen zur Herstellung definierter pulverförmiger Produkte. Jahrbuch 1988, 1, 175–196. [Google Scholar]
- Straetmans, K.; Brückmann, R. Trockensortierung mit einem Zick-Zack-Sichter und einem Kegelsichter; Freiberger Forschungsheft: Freiberg, Germany, 1999. [Google Scholar]
- Shapiro, M.; Galperin, V. Air classification of solid particles: A review. Chem. Eng. Processing Process Intensif. 2005, 44, 279–285. [Google Scholar] [CrossRef]
- Tomas, J. Gravity separation of particulate solids in turbulent fluid flow. Part. Sci. Technol. 2004, 22, 169–187. [Google Scholar] [CrossRef]
- Tomas, J.; Gröger, T.; Küchler, C.; Friedrichs, J. Abtrennen von Wertstoffen aus Bauschutt. Chem. Ing. Tech. 1999, 71, 637–642. [Google Scholar] [CrossRef]
- Bilitewski, B.; Bilitewski, B.; Gewiese, A.; Härdtle, G.; Marek, K. Vermeidung und Verwertung von Reststoffen in der Bauwirtschaft. Beih. Zu Müll Und Abfall 1995, 30, 40–63. [Google Scholar]
- Bernotat, S. Stand der Sichtertechnik―Sichter fur Massenguter. ZKG Int. 1990, 43, 81–90. [Google Scholar]
- Binder, U. Der OαK-Querstromsichter. Entwicklung und Betriebsergebnisse. ZKG Int. 1988, 41, 237–242. [Google Scholar]
- Schubert, H. Aufbereitung Fester Stoffe; Dt. Verl. für Grundstoffindustrie: Stuttgart, Germany, 1996. [Google Scholar]
- Friedrichs, J.; Tomas, J. Aerosortierung von Bauschutt. Arb. -Und Ergeb. Des Sonderforschungsbereiches 1996, 385, 197–250. [Google Scholar]
- Technik der Gas/Feststoff-Strömung: Sichten, Abscheiden, Fördern, Wirbelschichten. In Proceedings of the Technik der Gas/Feststoffströmung—Sichten, Abscheiden, Fördern, Wirbelschichten, Köln, Germany, 2–3 December 1986; Available online: http://www.gbv.de/dms/tib-ub-hannover/016765354.pdf (accessed on 28 January 2022).
- JÖST. Available online: https://www.joest.com/ (accessed on 28 January 2022).
- Trennso. Available online: https://www.tst.de/ (accessed on 28 January 2022).
- Hosakawa Alpine. Available online: https://www.hosokawa-alpine.de/mechanische-verfahrenstechnik/ (accessed on 28 January 2022).
- Hamatec. Available online: https://www.hamatec.de/ (accessed on 28 January 2022).
- Recycling World GmbH. Available online: https://www.recyclingworld.ch/ (accessed on 28 January 2022).
- Schwechten, D.; Straetmans, K. A New Type of Zig-Zag Classifier for Dedusting, Separation and Sorting in the Fines Range. Aufbereitungstechnik 2003, 44, 43–44. [Google Scholar]
- Bartscher, S. Numerische und Experimentelle Untersuchung des Sortiervorgangs im Zick-Zack-Sichter; Schriftenreihe zur Aufbereitung und Veredlung; Shaker Verlag: Düren, Germany, 2019. [Google Scholar]
- Kaiser, F. Der Zickzack-Sichter-ein Windsichter nach neuem Prinzip. Chem. Ing. Tech. 1963, 35, 273–282. [Google Scholar] [CrossRef]
- Leschonski, K. Probleme der Strömungstrennverfahren, dargestellt am Beispiel der Windsichtung. Aufbereitungstechnik 1972, 12, 751–759. [Google Scholar]
- Rumpf, H.; Leschonski, K. Prinzipien und neuere Verfahren der Windsichtung. Chem. Ing. Tech. 1967, 39, 1231–1241. [Google Scholar] [CrossRef]
- Schubert, H. Aufbereitung Mineralischer Rohstoffe, 4th ed.; VEB Deutscher Verlag für Grundstoffindustrie: Leipzig, Germany, 1989. [Google Scholar]
- Fastov, B.; Valuiskii, P.F.; Lebedev, V.N.; Oskalenko, G.N. Testing of the zigzag classifier for granulated materials. Chem. Pet. Eng. 1975, 11, 477–479. [Google Scholar] [CrossRef]
- Böhme, S. Zur Stromtrennung Zerkleinerter Metallischer Sekundärrohstoffe, in Freiberger Forschungsheft; Deutscher Verlag für Grundstoffindustrie: Leipzig, Germany, 1989. [Google Scholar]
- Lukas, E.; Roloff, C.; Mann, H.; Kerst, K.; Hagemeier, T.; van Wachem, B.; Thévenin, D.; Tomas, J. Experimental Study and Modelling of Particle Behaviour in a Multi-Stage Zigzag Air Classifier, in Dynamic Flowsheet Simulation of Solids Processes; Springer: Berlin/Heidelberg, Germany, 2020; pp. 391–410. [Google Scholar]
- Hagemeier, T.; Glöckner, H.; Roloff, C.; Thévenin, D.; Tomas, J. Simulation of Multi-Stage Particle Classification in a Zigzag Apparatus. Chem. Eng. Technol. 2014, 37, 879–887. [Google Scholar] [CrossRef]
- Gloeckner, H.; Hagemeier, T.; Roloff, C.; Thévenin, D.; Tomas, J. Experimental investigation on the multistage particle classification in a zigzag air classifier. In Proceedings of the World Congress on Engineering, London, UK, 2–4 July 2014. [Google Scholar]
- Senden, M.M.G. Stochastic models for individual particle behavior in straight and zig zag air classifiers. PhD Thesis, Technical University Eindhoven, Eindhoven, The Netherlands, 30 March 1979. [Google Scholar]
- Mann, H. Experimentelle Untersuchung, Modellierung und Dynamische Simulation der Mehrstufigen Turbulenten Partikel-Querstromklassierung. Ph.D. Thesis, Otto-von-Guericke-Universität Magdeburg, Magdeburg, Germany, 2016. [Google Scholar]
- Sweeney, P. An Investigation of the Effects of Density, Size and Shape upon the Air Classification of Municipal Type Solid Waste; Final report; Civil and Environmental Engineering Development Office: Tyndall, FL, USA, 1977. [Google Scholar]
- Stieß, M. Mechanische Verfahrenstechnik-Partikeltechnologie 1; Springer-Verlag: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Mann, H.; Roloff, C.; Hagemeier, T.; Thévenin, D.; Tomas, J. Model-based experimental data evaluation of separation efficiency of multistage coarse particle classification in a zigzag apparatus. Powder Technol. 2017, 313, 145–160. [Google Scholar] [CrossRef]
- Furchner, B.; Zampini, S. Air Classifiying. Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH: Weinheim, Germany, 2012; p. 215. [Google Scholar]
- Biddulph, M.W. Design of vertical air classifiers for municipal solid waste. Can. J. Chem. Eng. 1987, 65, 571–580. [Google Scholar] [CrossRef]
- Schubert, H. Handbuch der Mechanischen Verfahrenstechnik; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Lewis, M. Solids separation processes. Sep. Processes Food Biotechnol. Ind. Princ. Appl. 1996, 27, 243. [Google Scholar]
- Alter, H.; Natof, S.L.; Woodruff, K.L.; Freyberger, W.L.; Michaels, E.L. Classification and concentration of municipal solid waste. In Proceedings of the Fourth Mineral WasteUtilization Symposium, Chicago, IL, USA, 13–14 April 1974. [Google Scholar]
- Howell, S.G. A ten year review of plastics recycling. J. Hazard. Mater. 1992, 29, 143–164. [Google Scholar] [CrossRef]
- Colon, F. Recycling of paper. Conserv. Recycl. 1976, 1, 129–136. [Google Scholar] [CrossRef]
- Everett, J.W.; Peirce, J.J. The development of pulsed flow air classification theory and design for municipal solid waste processing. Resour. Conserv. Recycl. 1990, 4, 185–202. [Google Scholar] [CrossRef]
- Vesilind, P.A.; Henrikson, R.A. Effect of feed rate on air classifier performance. Resour. Conserv. 1981, 6, 211–221. [Google Scholar] [CrossRef]
- Peirce, J.J.; Wittenberg, N. Zigzag configurations and air classifier performance. J. Energy Eng. 1984, 110, 36–48. [Google Scholar] [CrossRef]
- Görner, K. Abfallwirtschaft und Bodenschutz: Mit 171 Tabellen; VDI-Buch, Görner, K., Eds.; Springer: Berlin/Heidelberg, Germany, 2002. [Google Scholar]
- Tomas, J.; Gröger, T. Mehrstufige turbulente Aerosortierung von Bauschutt. Aufbereit.-Tech. 1999, 40, 379–386. [Google Scholar]
- Heller, N.; Flamme, S. Entwicklung und Modellierung von Entsorgungswegen für WDVS-Abfälle. In Mineralische Nebenprodukte und Abfälle 4: Flaschen, Schlacken, Stäube und Baurestmassen; TK-Verlag: Neuruppin, Germany, 2017. [Google Scholar]
- Palmer, J.; Ghita, O.; Savage, L.; Evans, K. Successful closed-loop recycling of thermoset composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Martens, H.; Goldmann, D. Recyclingtechnik; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Kumar, V.; Lee, J.-C.; Jeong, J.; Jha, M.K.; Kim, B.-S.; Singh, R. Recycling of printed circuit boards (PCBs) to generate enriched rare metal concentrate. J. Ind. Eng. Chem. 2015, 21, 805–813. [Google Scholar] [CrossRef]
- Kumar, V.; Lee, J.-C.; Jeong, J.; Jha, M.K.; Kim, B.-S.; Singh, R. Novel physical separation process for eco-friendly recycling of rare and valuable metals from end-of-life DVD-PCBs. Sep. Purif. Technol. 2013, 111, 145–154. [Google Scholar] [CrossRef]
- Yoo, J.-M.; Jeong, J.; Yoo, K.; Lee, J.C.; Kim, W. Enrichment of the metallic components from waste printed circuit boards by a mechanical separation process using a stamp mill. Waste Manag. 2009, 29, 1132–1137. [Google Scholar] [CrossRef]
- Havlik, T.; Orac, D.; Berwanger, M.; Maul, A. The effect of mechanical–physical pretreatment on hydrometallurgical extraction of copper and tin in residue from printed circuit boards from used consumer equipment. Miner. Eng. 2014, 65, 163–171. [Google Scholar] [CrossRef]
- Schubert, G.; Jäckel, H.-G.; Grunert, V. Verfahren und Anlage zur Aufbereitung der Schredderleichtfraktion aus Aufbereitung metallhaltiger Abfälle. Patent DE10334646. Patent DE10334646, 27 April 2006. [Google Scholar]
- Kox, W.M.A.; Senden, M.M.G. Theory and Practical Application of Multicomponent Separation in Solid Waste Technology. Resour. Conserv. 1982, 1, 75–94. [Google Scholar] [CrossRef]
- Friedlander, T.; Kuyumcu, H.Z.; Rolf, L. Untersuchungen zur Sortierung von PET-Flakes nach der Teilchenform. Aufbereit. Tech. -Miner. Processing 2006, 47, 24–43. [Google Scholar]
- Kwade, A.; Diekmann, J. Recycling of Lithium-Ion Batteries; The LithoRec Way; Springler International Publishing AG: Cham, Switzerland, 2018. [Google Scholar]
- Georgi-Maschler, T.; Friedrich, B.; Weyhe, R.; Heegn, H.; Rutz, M. Development of a Recycling Process for Li-ion Batteries. J. Power Sources 2012, 207, 173–182. [Google Scholar] [CrossRef]
- Wuschke, L.; Jäckel, H.-G.; Borsdorff, D.; Werner, D.; Peuker, U.A.; Gellner, M. Zur mechanischen Aufbereitung von Li-Ionen-Batterien. BHM Berg-Und Hüttenmännische Mon. 2016, 161, 267–276. [Google Scholar] [CrossRef]
- Wuschke, L. Mechanische Aufbereitung von Lithium-Ionen-Batteriezellen, 1st ed.; Freiberger Forschungshefte/A.; Technische Universität Bergakademie Freiberg: Freiberg, Germany, 2018. [Google Scholar]
- Wuschke, L.; Jäckel, H.G.; Peuker, U.A.; Gellner, M. Recycling of Li-ion batteries—A challenge. Recovery 2015, 4, 48–59. [Google Scholar]
- Rosenbrand, G.G. The separation performance and capacity of zigzag air classifiers at high particle feed rates. PhD Thesis, Technical University Eindhoven, Eindhoven, The Netherlands, 25 March 1986. [Google Scholar]
- Worrell, W.A.; Vesilind, P.A. Testing and evaluation of air classifier performance. Resour. Recovery Conserv. 1979, 4, 247–259. [Google Scholar] [CrossRef]
- Connor, M. Optimizing the Configuration of a Zig-zag Air Classifier. in Chemeca 83: Chemical Engineering Today; Coping with Uncertainty. In Proceedings of the Eleventh Australian Chemical Engineering Conference, Sydney, NSW, Australia, 4–7 September 1983. [Google Scholar]
- Biddulph, M.W.; Connor, M.A. A method of comparing the performance of air classifiers. Resour. Conserv. Recycl. 1989, 2, 275–286. [Google Scholar] [CrossRef]
- Tomas, J.; Gröger, T. Assessment of multistage turbulent cross-flow aeroseparation of building rubble. In Developments in Mineral Processing; Elsevier: Amsterdam, The Netherlands, 2000; Volume 13, p. C7-34. [Google Scholar]
- Tomas, J.; Gröger, T. Assessment of a multistage gravity separation in turbulent air flow. In Handbook of Powder Technology; Elsevier: Amsterdam, The Netherlands, 2001; Volume 10, pp. 761–769. [Google Scholar]
- Tomas, J.; Gröger, T. Verfahrenstechnische Bewertung einer Mehrstufigen Querstrom-Aerosortierung Mineralischer Stoffe; Univ., Fak. für Verfahrens-und Systemtechnik: Magdeburg, Germany, 2000. [Google Scholar]
- Tomas, J.; Schreier, M.; Gröger, T. Liberation and separation of valuables from building material waste. Chem. Eng. Technol. Ind. Chem.-Plant Equip.-Process Eng.-Biotechnol. 2000, 23, 809–814. [Google Scholar] [CrossRef]
- Schwechten, D. Steigrohrwindsichter mit Zickzack-Kanal; Hosokawa Alpine AG: Augsburg, Germany, 1997. [Google Scholar]
- Biddulph, M. Mixing effects in a simple air classifier. AIChE J. 1986, 32, 317–320. [Google Scholar] [CrossRef]
- Gillandt, I.; Fritsching, U.; Riehle, C. Zur mehrphasigen Strömung in einem Zick-Zack-Sichter. Forsch. Im Ing. 1996, 62, 315–321. [Google Scholar] [CrossRef]
- Hagemeier, T.; Glöckner, H.; Roloff, C.; Thévenin, D.; Tomas, J. CFD-DPM simulation of multi-stage particle classification in a zigzag apparatus. In Proceedings of the 13th European Symposium on Comminution & Classification, Braunschweig, Germany, 9–12 September 2013. [Google Scholar]
- Friedrich, J.; Winkler, T.; Lieberwirth, H. Numerische und experimentelle Untersuchung eines Zickzack-Sichters. Chem. Ing. Tech. 2014, 6, 906–909. [Google Scholar] [CrossRef]
- Neeße, T.; Schubert, H. Modellierung und verfahrenstechnische Dimensionierung der turbulenten Querstromklassierung Teil I–IV. Chem. Tech. 1975, 27–29. [Google Scholar]
- Schubert, H.; Boehme, S.; Neesse, T.; Espig, D. Classification in Turbulent Two-Phase Flows. Aufbereit.-Tech. 1986, 27, 295–306. [Google Scholar]
- Brémaud, P. Discrete Probability Models and Methods: Probability on Graphs and Trees, Markov Chains and Random Fields, Entropy and Coding; Springer: Berlin/Heidelberg, Germany, 2017; Volume 78. [Google Scholar]
- He, Y.; Wang, H.; Duan, C.; Song, S. Airflow fields simulation on passive pulsing air classifiers. J. South. Afr. Inst. Min. Metall. 2005, 105, 525–531. [Google Scholar]
- He, Y.; Duan, C.; Wang, H.; Zhao, Y.; Tao, D. Separation of metal laden waste using pulsating air dry material separator. Int. J. Environ. Sci. Technol. 2011, 8, 73–82. [Google Scholar] [CrossRef] [Green Version]
- Otto, O.; Hartmann, K. Hybrides Modell eines Sichters auf der Basis künstlicher neuronaler Netze. Chem. Ing. Tech. 1996, 68, 1578–1581. [Google Scholar] [CrossRef]
- Schubert, H.; Boehme, S.; Neesse, T.; Espig, D. Classification in turbulent two-phase flows. In Proceedings of the 1st World Congress on Particle Technology, Nuremberg, Germany, 3 April 1986. Part IV. [Google Scholar]
- Roloff, C.; Lukas, E.; van Wachem, B.; Thévenin, D. Particle dynamics investigation by means of shadow imaging inside an air separator. Chem. Eng. Sci. 2019, 195, 312–324. [Google Scholar] [CrossRef]
- Roloff, C.; Mann, H.; Tomas, J.; Thévenin, D. Flow investigation of a zigzag air classifier. In Proceedings of the 16th International Conference on Fluid Flow Technologies, Budapest, Hungary, 1–4 September 2015. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



| Authors | Products |
|---|---|
| Fastov et al. [34] | red brick, chalk |
| Senden [39] | paper, polystyrene balls |
| Rosenbrandt [71] | paper, polystyrene balls |
| Worell et al. [72] | paper, plastics, aluminium, steel |
| Vesilind et al. [52] | plastics, aluminium |
| Connor et al. [73] | polystyrene |
| Peirce et al. [53] | polystyrene balls |
| Biddulph et al. [74] | polystyrene, polypropylene |
| Peirce et al. [51] | municipal solid waste (MSW) |
| Tomas and Gröger et al. [55,75,76,77,78] | building waste (concrete, brick) |
| Mann et al. [40,43] | sand, gravel |
| Schwechten et al. [28,79] | silicia flour |
| Authors | Type of Modelling |
|---|---|
| Kaiser [30] | Stochastic model |
| Senden [39] | Stochastic model based on Markoff chains |
| Rosenbrandt [71] | Development of Senden model to higher particle load |
| Tomas and Gröger et al. [55,75,76,77,78] | Analytical model based on turbulent crossflow separation |
| Gillandt et al. [81] | CFD simulation (2D) |
| Mann et al. [40,43] | empirical correlations modelling based on empirical correlations |
| Hagemeier and Glöckner et al. [37,82] | CFD simulation (3D) |
| Friedrich et al. [83] | CFD simulation (3D) |
| Bartscher [29] | CFD simulation (3D) |
| Lukas et al. [36] | analytical model based on turbulent crossflow separation in hydrocyclones [84,85] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaas, A.; Mütze, T.; Peuker, U.A. Review on Zigzag Air Classifier. Processes 2022, 10, 764. https://doi.org/10.3390/pr10040764
Kaas A, Mütze T, Peuker UA. Review on Zigzag Air Classifier. Processes. 2022; 10(4):764. https://doi.org/10.3390/pr10040764
Chicago/Turabian StyleKaas, Alexandra, Thomas Mütze, and Urs A. Peuker. 2022. "Review on Zigzag Air Classifier" Processes 10, no. 4: 764. https://doi.org/10.3390/pr10040764
APA StyleKaas, A., Mütze, T., & Peuker, U. A. (2022). Review on Zigzag Air Classifier. Processes, 10(4), 764. https://doi.org/10.3390/pr10040764