
Micro-Encapsulation and Characterization of Anthocyanin-Rich Raspberry Juice Powder for Potential Applications in the Food Industry



Abstract
:1. Introduction
2. Materials and Methods
2.1. Plant Material and Juice Preparation
2.2. Encapsulation and Freeze-Drying
2.3. Physicochemical Properties Analysis of RBJP
2.3.1. Moisture Content and Colour
2.3.2. Total Soluble Solids, Titratable Acidity, and pH
2.4. Technofunctional Properties Analysis of RBJP
2.4.1. Hygroscopicityand Bulk Density
2.4.2. Solubility, Oil, and Water Holding Capacity
2.5. Phytochemical Composition, Recovery, and Antioxidant Activities Analysis of RBJP
2.5.1. Total Phenolic Content and Total Monomeric Anthocyanin
2.5.2. Recovery of Total Phenolic Content and Total Monomeric Anthocyanin
2.5.3. Radical Scavenging Activity and Ferric Reducing Antioxidant Power
2.6. Liquid Chromatography-Mass Spectrometry for Individual Anthocyanins
2.7. Microstructure Analysis of RBJP
2.8. X-ray Diffraction Analysis of RBJP
2.9. Statistical Analysis
3. Results and Discussion
3.1. Yield, Moisture Content and Colour Attributes
3.2. pH, Total Soluble Solids and Titratable Acidity
3.3. Hygroscopicity and Bulk Density
3.4. Solubility, Water, and Oil Holding Capacity
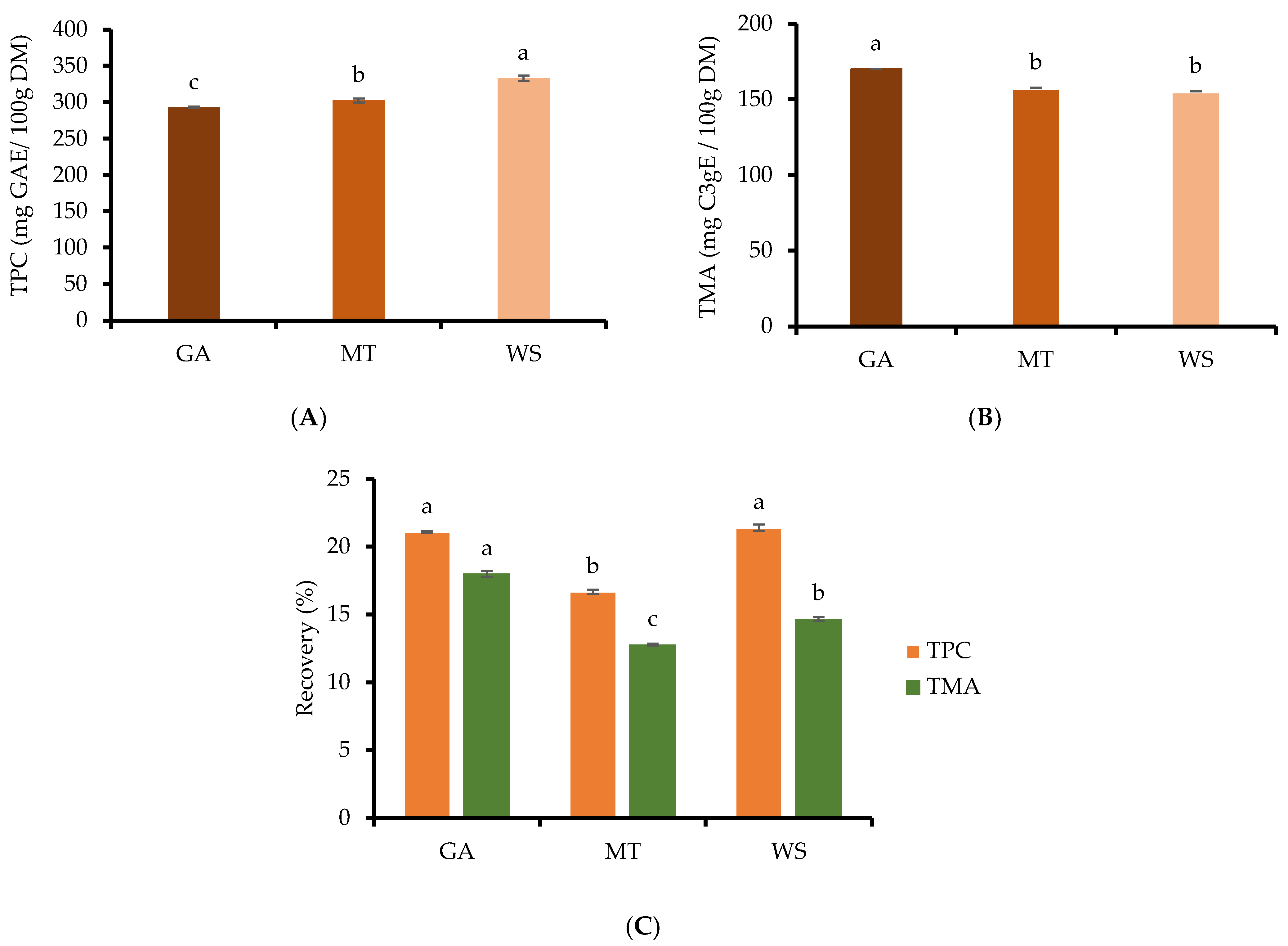
3.5. Total Phenolic Content, Total Monomeric Anthocyanin and Recovery
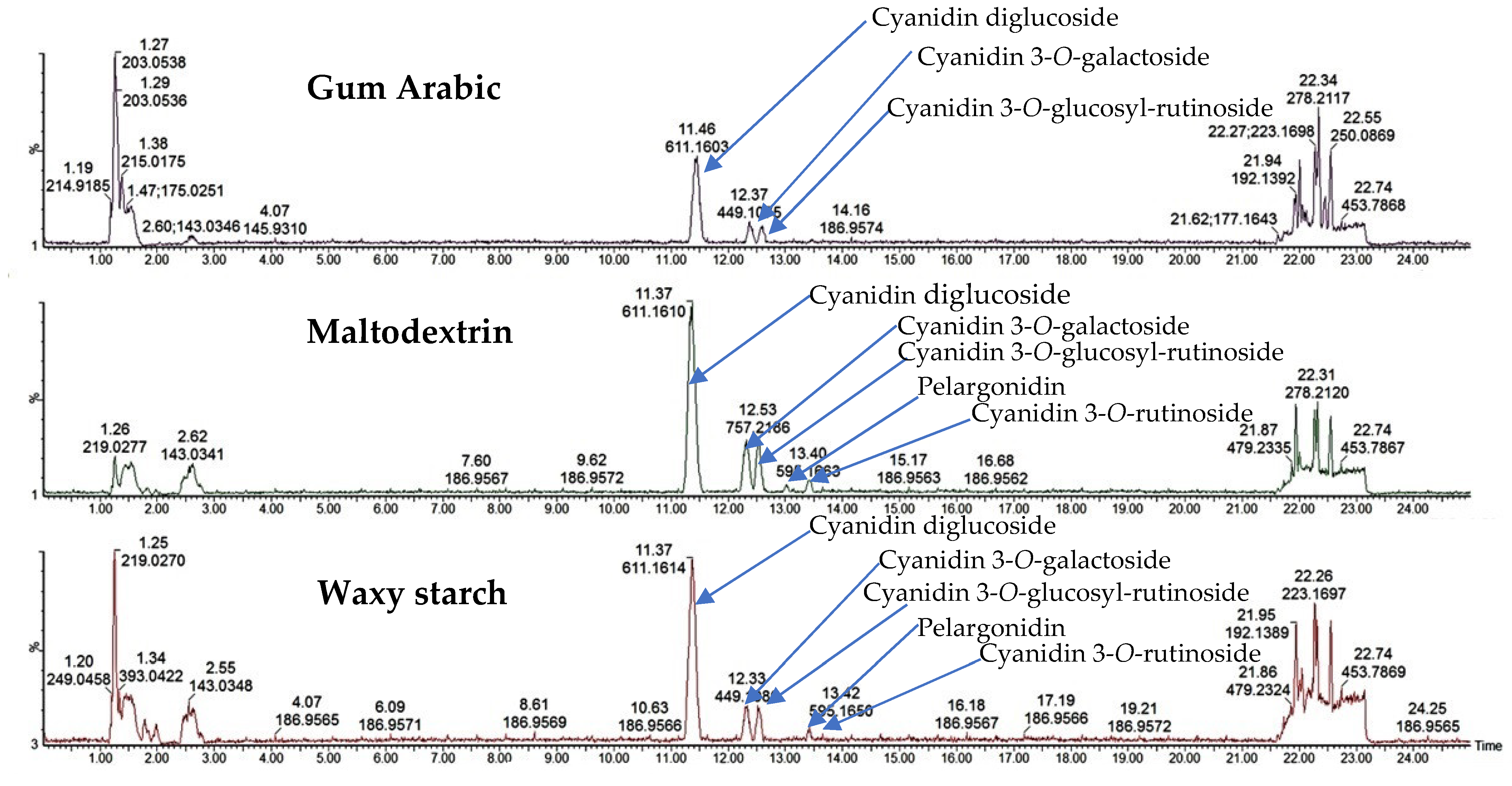
3.6. Anthocyanin Composition
3.7. Radical Scavenging Activity and Ferric Reducing Antioxidant Power
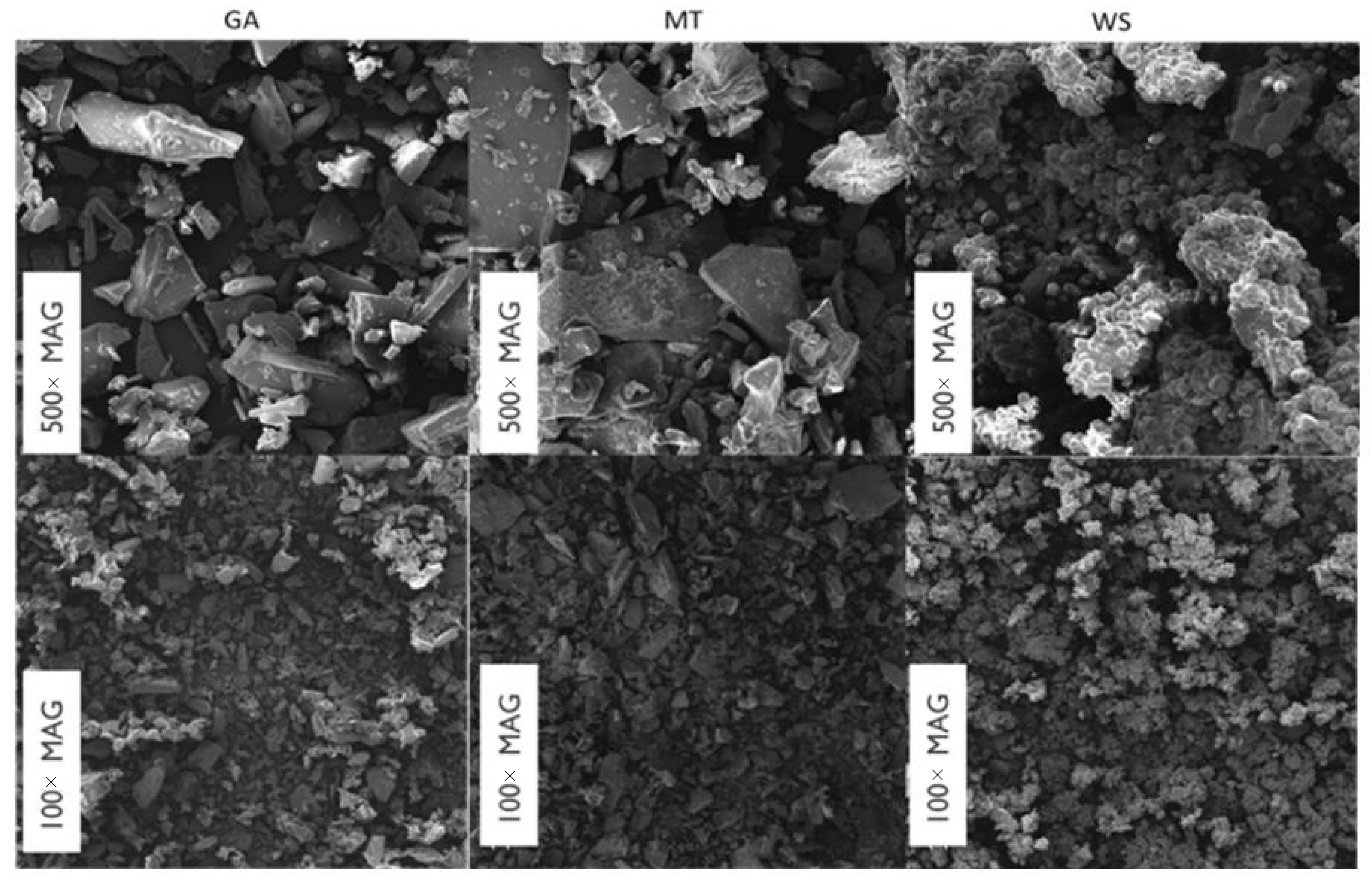
3.8. Microstructure of RBJP
3.9. X-ray Diffraction of RBJP
3.10. Principal Component Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| DF | Dilution factor |
| DPPH | 2,2-diphenyl-1-picryl hydrazyl |
| FRAP | Ferric reducing antioxidant power |
| GA | Gum Arabic |
| MC | Moisture content |
| MT | Maltodextrin |
| MW | Molecular weight |
| OHC | Oil holding capacity |
| PCA | Principal component analysis |
| RBJ | Raspberry juice |
| RBJP | Raspberry juice powder |
| RSA | Radical scavenging activity |
| SEM | Scanning electron microscope |
| TA | Titratable acids |
| TMA | Total monomeric anthocyanin |
| TCD | Total colour difference |
| TPC | Total phenolic content |
| TSS | Total soluble solids |
| WHC | Water holding capacity |
| WS | Waxy starch |
| XRD | X-ray diffraction |
References
- FAO. Global food losses and food waste–Extent, causes and prevention. In Save Food: An Initiative on Food Loss and Waste Reduction; FAO: Rome, Italy, 2011. [Google Scholar]
- Fredes, C.; Becerra, C.; Parada, J.; Robert, P. The microencapsulation of maqui (Aristotelia chilensis (Mol.) Stuntz) juice by spray-drying and freeze-drying produces powders with similar anthocyanin stability and bioaccessibility. Molecules 2018, 23, 1227. [Google Scholar] [CrossRef] [Green Version]
- Yousefi, S.; Emam-Djomeh, Z.; Mousavi, M.; Kobarfard, F.; Zbicinski, I. Developing spray-dried powders containing anthocyanins of black raspberry juice encapsulated based on fenugreek gum. Adv. Powder Technol. 2015, 26, 462–469. [Google Scholar] [CrossRef]
- Manganaris, G.A.; Goulas, V.; Vicente, A.R.; Terry, L.A. Berry antioxidants: Small fruits providing large benefits. J. Sci. Food. Agric. 2014, 94, 825–833. [Google Scholar] [CrossRef] [Green Version]
- Cavalcanti, R.N.; Santos, D.T.; Meireles, M.A.A. non-thermal stabilization mechanisms of anthocyanins in model and food systems—An overview. Food Res. Int. 2011, 44, 499–509. [Google Scholar] [CrossRef]
- Ahmed, M.; Akter, M.S.; Lee, J.-C.; Eun, J.B. Encapsulation by spray drying of bioactive components, physicochemical and morphological properties from purple sweet potato. LWT-Food Sci. Technol. 2010, 43, 1307–1312. [Google Scholar] [CrossRef]
- Díaz-Bandera, D.; Villanueva-Carvajal, A.; Dublán-García, O.; Quintero-Salazar, B.; Dominguez-Lopez, A. Assessing release kinetics and dissolution of spray-dried Roselle (Hibiscus sabdariffa L.) extract encapsulated with dierent carrier agents. LWT-Food Sci. Technol. 2015, 64, 693–698. [Google Scholar] [CrossRef]
- Tkacz, K.; Wojdyło, A.; Michalska-Ciechanowska, A.; Turkiewicz, I.P.; Lech, K.; Nowicka, P. Influence carrier agents, drying methods, storage time on physico-chemical properties and bioactive potential of encapsulated sea buckthorn juice powders. Molecules 2020, 25, 3801. [Google Scholar] [CrossRef]
- Eun, J.B.; Maruf, A.; Das, P.R.; Nam, S.H. A review of encapsulation of carotenoids using spray drying and freeze drying. Crit. Rev. Food Sci. Nutr. 2020, 60, 3547–3572. [Google Scholar] [CrossRef]
- Shofita, A.; Bindar, Y.; Samahi, T.; Jaelawijaya, A.; Fawwz, A. Reducing the stickiness of dragon fruit skin extract powder as food colorant by addition of maltodextrin during freeze drying. AIP Conf. Proc. 2020, 2219, 1–8. [Google Scholar]
- Yousefi, S.; Emam-Djomeh, Z.; Mousavi, S.M. Effect of carrier type and spray drying on the physicochemical properties of powdered and reconstituted pomegranate juice (Punica granatum L.). J. Food Sci. Technol 2011, 48, 677–684. [Google Scholar] [CrossRef] [Green Version]
- Sarabandi, K.; Jafari, S.M.; Mahoonak, A.S.; Mohammadi, A. Application of gum Arabic and maltodextrin for encapsulation of eggplant peel extract as a natural antioxidant and color source. Int. J. Biol. Macromol. 2019, 140, 59–68. [Google Scholar] [CrossRef]
- Bhatta, S.; Stevanovic Janezic, T.; Ratti, C. Freeze-drying of plant-based foods. Foods 2020, 9, 87. [Google Scholar] [CrossRef] [Green Version]
- Akbas, E.; Kilercioglu, M.; Onder, O.N.; Koker, A.; Soyler, B.; Oztop, M.H. Wheatgrass juice to wheat grass powder: Encapsulation, physical and chemical characterization. J. Funct. Foods 2017, 28, 19–27. [Google Scholar] [CrossRef]
- Estupiñan-Amaya, M.; Fuenmayor, C.A.; López-Córdoba, A. New Freeze-Dried Andean Blueberry Juice Powders for Potential Application as Functional Food Ingredients: Effect of Maltodextrin on Bioactive and Morphological Features. Molecules 2020, 25, 5635. [Google Scholar] [CrossRef]
- Bakowska-Barczak, A.M.; Kołodziejczyk, P.P. Black currant polyphenols: Their storage stability and microencapsulation. Ind. Crops Prod. 2011, 34, 1301–1309. [Google Scholar] [CrossRef]
- Adetoro, A.O.; Opara, U.L.; Fawole, O.A. Effect of carrier agents on the physicochemical and technofunctional properties and antioxidant capacity of freeze-dried pomegranate juice (Punica granatum) powder. Foods 2020, 9, 1388. [Google Scholar] [CrossRef]
- Cano-Chauca, M.; Stringheta, P.C.; Ramos, A.M.; Cal-Vidal, J. Effect of the carriers on the microstructure of mango powder obtained by spray drying and its functional characterization. Innov. Food Sci. Emerg. Technol. 2005, 6, 420–428. [Google Scholar] [CrossRef]
- Magangana, T.P.; Makunga, N.P.; La Grange, C.; Stander, M.A.; Fawole, O.A.; Opara, U.L. Blanching pre-treatment promotes high yields, bioactive compounds, antioxidants, enzyme inactivation and antibacterial activity of ‘Wonderful’ pomegranate peel extracts at three different harvest maturities. Antioxidants 2021, 10, 1119. [Google Scholar] [CrossRef]
- Fawole, O.A.; Makunga, N.P.; Opara, U.L. Antibacterial, antioxidant and tyrosinase-inhibition activities of pomegranate fruit peel methanolic extract. BMC Complementary Alternative. Medicine 2012, 12, 200. [Google Scholar]
- Wrolstad, R.E. Color and Pigment Analyses in Fruit Products; Agricultural Experiment Station, Oregon State University: Corvallis, OR, USA, 1993. [Google Scholar]
- Alberts, P.; Stander, M.A.; de Villiers, A. Advanced ultra high pressure liquid chromatography–tandem mass spectrometric methods for the screening of red wine anthocyanins and derived pigments. J. Chromatogr. A 2012, 1235, 92–102. [Google Scholar] [CrossRef]
- Ramakrishnan, Y.; Adzahan, N.M.; Yusof, Y.A.; Muhammad, K. Effect of wall materials on the spray drying efficiency, powder properties and stability of bioactive compounds in tamarillo juice microencapsulation. Powder Technol. 2018, 328, 406–414. [Google Scholar] [CrossRef]
- Dag, D.; Kilercioglu, M.; Oztop, M.H. Physical and chemical characteristics of encapsulated goldenberry (Physalis peruviana L.) juice powder. LWT-Food Sci. Technol. 2017, 83, 86–94. [Google Scholar] [CrossRef]
- Aziz, M.; Yusof, Y.; Blanchard, C.; Saifullah, M.; Farahnaky, A.; Scheiling, G. Material properties and tableting of fruit powders. Food Eng. Rev. 2018, 10, 66–80. [Google Scholar] [CrossRef]
- Seerangurayar, T.; Manickavasagan, A.; Al-Ismaili, A.M.; Al-Mulla, Y.A. Effect of carrier agents on physicochemical properties of foam-mat freeze-dried date powder. Dry. Technol. 2018, 36, 1292–1303. [Google Scholar] [CrossRef]
- Silva, P.I.; Stringheta, P.C.; Teófilo, R.F.; de Oliveira, I.R. Parameter optimization for spray-drying microencapsulation of jaboticaba (Myrciaria jaboticaba) peel extracts using simultaneous analysis of responses. J. Food Eng. 2013, 117, 538–544. [Google Scholar] [CrossRef] [Green Version]
- GEA Niro. Hygroscopicity—Method A14a. GEA Niro Analytical Methods of Dry Milk Products, GEA Niro, Soeborg, Denmark. 2005, pp. 1–3. Available online: https://efps.gr/products/dryers-particle-processing-plants/spray-dryers/food-dairy-products/analytical-methods-dry-milk-products/ (accessed on 22 April 2022).
- Szulc, K.; Lenart, A. Effect of composition on physical properties of food powders. Int. Agrophys. 2016, 30, 237–243. [Google Scholar] [CrossRef] [Green Version]
- Franceschinis, L.; Salvatori, D.M.; Sosa, N.; Schebor, C. Physical and functional properties of blackberry freeze-and spray-dried powders. Dry. Technol. 2014, 32, 197–207. [Google Scholar] [CrossRef]
- Banu, K.; Sakin-Yılmazer, M.; Kaymak-Ertekin, F.; Balkır, P. Physical properties of yoghurt powder produced by spray drying. J. Food Sci. Technol. 2014, 51, 1377–1383. [Google Scholar]
- Zhang, L.H.; Li, S.F. Effects of micronization on properties of Chaenomeles sinensis (Thouin) Koehne fruit powder. Innov. Food Sci. Emerg. Technol. 2009, 10, 633–637. [Google Scholar] [CrossRef]
- Casati, C.B.; Baeza, R.; Sánchez, V. Physicochemical properties and bioactive compounds content in encapsulated freeze-dried powders obtained from blueberry, elderberry, blackcurrant and maqui berry. J. Berry Res. 2020, 9, 431–447. [Google Scholar] [CrossRef] [Green Version]
- Najafi, M.N.; Kadkhodaee, R.; Mortazavi, S.A. Effect of the drying process and wall material on the properties of encapsulated cardamom oil. Food Biophys. 2011, 6, 68–76. [Google Scholar] [CrossRef]
- Šavikin, K.; Nastić, N.; Janković, T.; Bigović, D.; Miličević, B.; Vidović, S.; Menković, N.; Vladić, J. Effect of Type and Concentration of Carrier Material on the Encapsulation of Pomegranate Peel Using Spray Drying Method. Foods 2021, 10, 1968. [Google Scholar] [CrossRef] [PubMed]
- Guan, Y.; Zhong, Q. The improved thermal stability of anthocyanins at pH 5.0 by gum arabic. LWT-Food Sci. Technol. 2015, 64, 706–712. [Google Scholar] [CrossRef]
- Tonon, R.V.; Brabet, C.; Hubinger, M.D. Anthocyanin stability and antioxidant activity of spray dried acai (Euterpe oleracea Mart.) juice powder produced with deferent carrier agents. Food Res. Int. 2010, 43, 907–914. [Google Scholar] [CrossRef]
- Murali, S.; Kar, A.; Mohapatra, D.; Kalia, P. Encapsulation of black carrot juice using spray and freeze drying. Food Sci. Technol. Int. 2015, 21, 604–612. [Google Scholar] [CrossRef] [PubMed]
- Colín-Cruz, M.A.; Pimentel-González, D.J.; Carrillo-Navas, H.; Alvarez-Ramírez, J.; Guadarrama-Lezama, A.Y. Co-encapsulation of bioactive compounds from blackberry juice and probiotic bacteria in biopolymeric matrices. LWT-Food Sci. Technol. 2019, 110, 94–101. [Google Scholar] [CrossRef]
- Robert, P.; Fredes, C. The encapsulation of anthocyanins from berry-type fruits. Trends in foods. Molecules 2015, 20, 5875–5888. [Google Scholar] [CrossRef]
- Romero-González, J.; Ah-Hen, K.S.; Lemus-Mondaca, R.; Muñoz-Fariña, O. Total phenolics, anthocyanin profile and antioxidant activity of maqui, Aristotelia chilensis (Mol.) Stuntz, berries extract in freeze-dried polysaccharides microcapsules. Food Chem. 2020, 131, 126115. [Google Scholar] [CrossRef]
- Wada, L.; Ou, B. Antioxidant activity and phenolic content of oregon caneberries. J. Agric. Food Chem. 2002, 50, 3495–3500. [Google Scholar] [CrossRef]
- Boyles, M.J.; Wrolstad, R.E. Anthocyanin composition of red raspberry juice: Influences of cultivar, processing, and environmental factors. J. Food Sci. 1993, 58, 1135–1141. [Google Scholar] [CrossRef]
- De Ancos, B.; Gonzalez, E.; Cano, P. Differentiation of raspberry varieties according to anthocyanin composition. Z. Lebensm. Forsch. A 1999, 208, 33–38. [Google Scholar] [CrossRef]
- Kaseke, T.; Opara, U.L.; Fawole, O.A. Quality and Antioxidant Properties of Cold-Pressed Oil from Blanched and Microwave-Pretreated Pomegranate Seed. Foods 2021, 10, 712. [Google Scholar] [CrossRef] [PubMed]
- Tolun, A.; Altintas, Z.; Artik, N. Microencapsulation of grape polyphenols using maltodextrin and gum arabic as two alternative coating materials: Development and characterization. J. Biotech. 2016, 239, 23–33. [Google Scholar] [CrossRef] [PubMed]
- Pieczykolan, E.; Kurek, M.A. Use of guar gum, gum arabic, pectin, beta-glucan and inulin for microencapsulation of anthocyanins from chokeberry. Int. J. Biol. Macromol. 2019, 129, 665–671. [Google Scholar] [CrossRef] [PubMed]
- Roos, Y.; Karel, M. Water and molecular weight effects on glass transitions on amorphous carbohydrates and carbohydrate solutions. J. Food Sci. 1991, 56, 1676–1681. [Google Scholar] [CrossRef]
- Marabi, A.; Mayor, G.; Raemy, A.; Bauwens, I.; Claude, J.; Burbidge, A.S.; Wallach, R.; Saguy, I.S. Solution calorimetry: A novel perspective into the dissolution process of food powders. Food Res. Int. 2007, 40, 1286–1298. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carrier | Yield (%) | MC (%) | L* | a* | b* | h° | C* | TCD |
|---|---|---|---|---|---|---|---|---|
| GA | 12.70 ± 0.29 a | 9.38± 0.32 a | 31.27± 0.37 c | 53.53 ± 0.29 b | 11.56 ± 0.32 ab | 12.18 ± 0.29 a | 54.77 ± 0.29 ab | 46.56 ± 0.56 b |
| MT | 9.73 ± 0.14 c | 7.01± 0.50 b | 34.46 ± 0.67 b | 56.86 ± 0.55 a | 12.76 ± 0.47 a | 12.65 ± 0.48 a | 58.28 ± 0.54 a | 51.05 ± 0.52 a |
| WS | 11.34 ± 0.26 b | 6.62± 0.14 b | 36.93 ± 0.38 a | 48.80 ± 0.59 c | 10.70 ± 0.45 b | 12.36 ± 0.51 a | 49.96 ± 0.59 b | 44.78 ± 0.25 c |
| Carrier | pH | Total Soluble Solids (ºBrix) | Titratable Acidity (%) |
|---|---|---|---|
| GA | 3.39 ± 0.04 a | 9.65 ± 0.68 b | 1.26 ± 0.06 a |
| MT | 2.97 ± 0.00 b | 11.50 ± 0.00 a | 0.88 ± 0.14 a |
| WS | 2.96 ± 0.00 b | 6.25 ± 0.13 c | 0.91 ±0.11 a |
| Carrier | Hygroscopicity (%) | Bulk Density (g/cm3) | Solubility (%) | WHC (%) | OHC (%) |
|---|---|---|---|---|---|
| GA | 2.12 ± 0.01 a | 0.70 ± 0.01 a | 60.25 ± 0.14 b | 0.05 ± 0.04 b | 1.17 ± 0.23 a |
| MT | 2.08 ± 0.01 a | 0.65 ± 0.01 ab | 60.83 ± 0.08 a | 0.07 ± 0.02 b | 0.35 ± 0.05 b |
| WS | 2.16 ± 0.05 a | 0.57 ± 0.05 b | 54.52 ± 0.03 c | 0.41 ± 0.12 a | 0.24 ± 0.05 b |
| Anthocyanin/Carrier | GA | MT | WS |
|---|---|---|---|
| Cyanidin diglucoside | 1935.45 ± 86.69 b | 2549.89 ± 143.19 a | 1458.64 ± 81.99 c |
| Cyanidin 3-O-galactoside | 365.87 ± 2.90 b | 347.89 ± 3.34 c | 401.54 ± 13.64 a |
| Cyanidin 3-O-glucosyl-rutinoside | 51.78 ± 0.20 b | 51.78 ± 0.20 b | 56.54 ± 1.02 a |
| Pelargonidin | ND | 129.88 ± 3.11 a | 65.67 ± 4.26 b |
| Cyanidin 3-O-rutinoside | ND | 206.60 ± 14.10 a | 124.92 ± 2.95 b |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nthimole, C.T.; Kaseke, T.; Fawole, O.A. Micro-Encapsulation and Characterization of Anthocyanin-Rich Raspberry Juice Powder for Potential Applications in the Food Industry. Processes 2022, 10, 1038. https://doi.org/10.3390/pr10051038
Nthimole CT, Kaseke T, Fawole OA. Micro-Encapsulation and Characterization of Anthocyanin-Rich Raspberry Juice Powder for Potential Applications in the Food Industry. Processes. 2022; 10(5):1038. https://doi.org/10.3390/pr10051038
Chicago/Turabian StyleNthimole, Confidence Tsholofelo, Tafadzwa Kaseke, and Olaniyi Amos Fawole. 2022. "Micro-Encapsulation and Characterization of Anthocyanin-Rich Raspberry Juice Powder for Potential Applications in the Food Industry" Processes 10, no. 5: 1038. https://doi.org/10.3390/pr10051038
APA StyleNthimole, C. T., Kaseke, T., & Fawole, O. A. (2022). Micro-Encapsulation and Characterization of Anthocyanin-Rich Raspberry Juice Powder for Potential Applications in the Food Industry. Processes, 10(5), 1038. https://doi.org/10.3390/pr10051038