
Prediction of Surface Location Error Considering the Varying Dynamics of Thin-Walled Parts during Five-Axis Flank Milling



Abstract
:1. Introduction
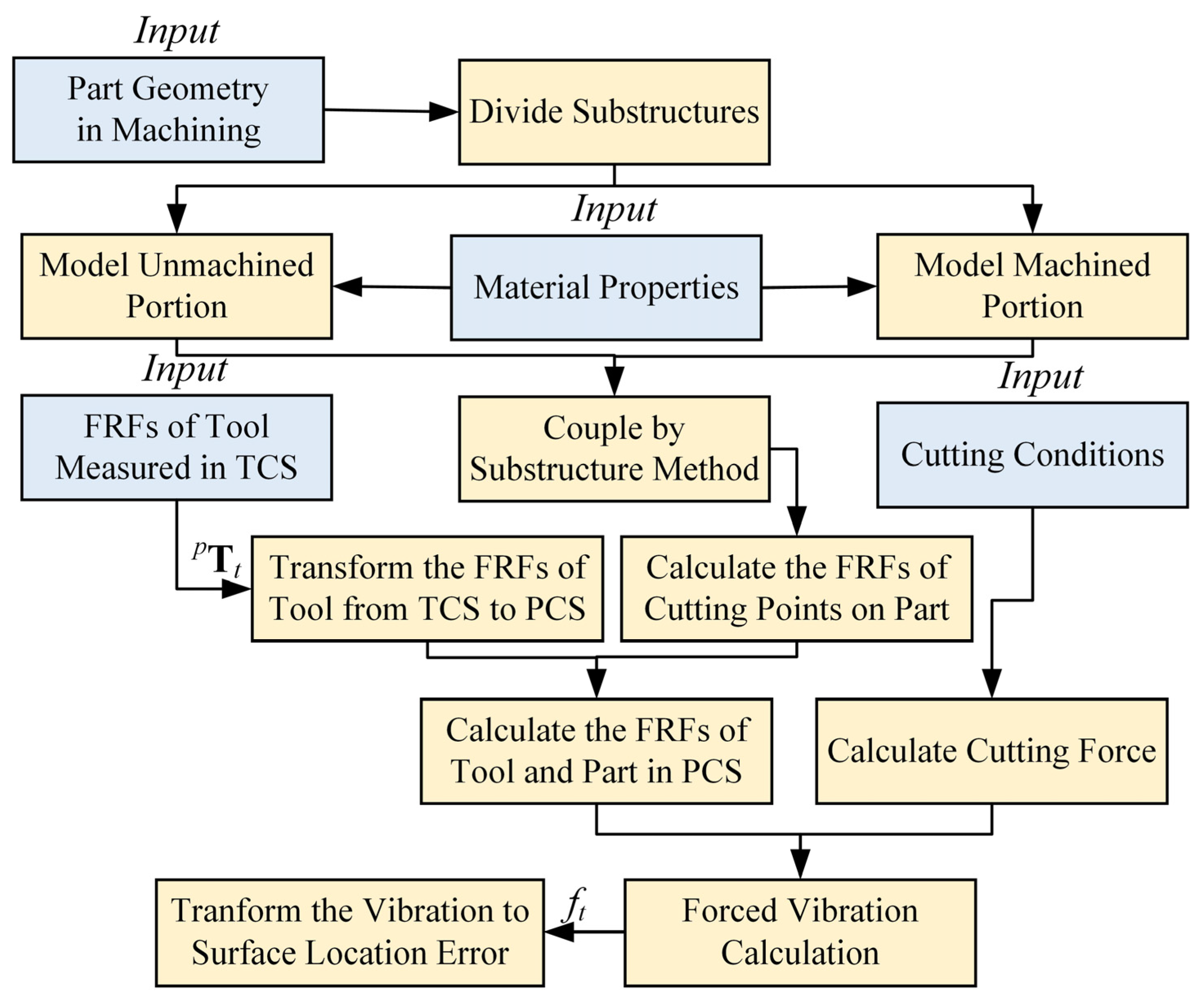
2. Dynamics Model of Thin-Walled Part during Milling
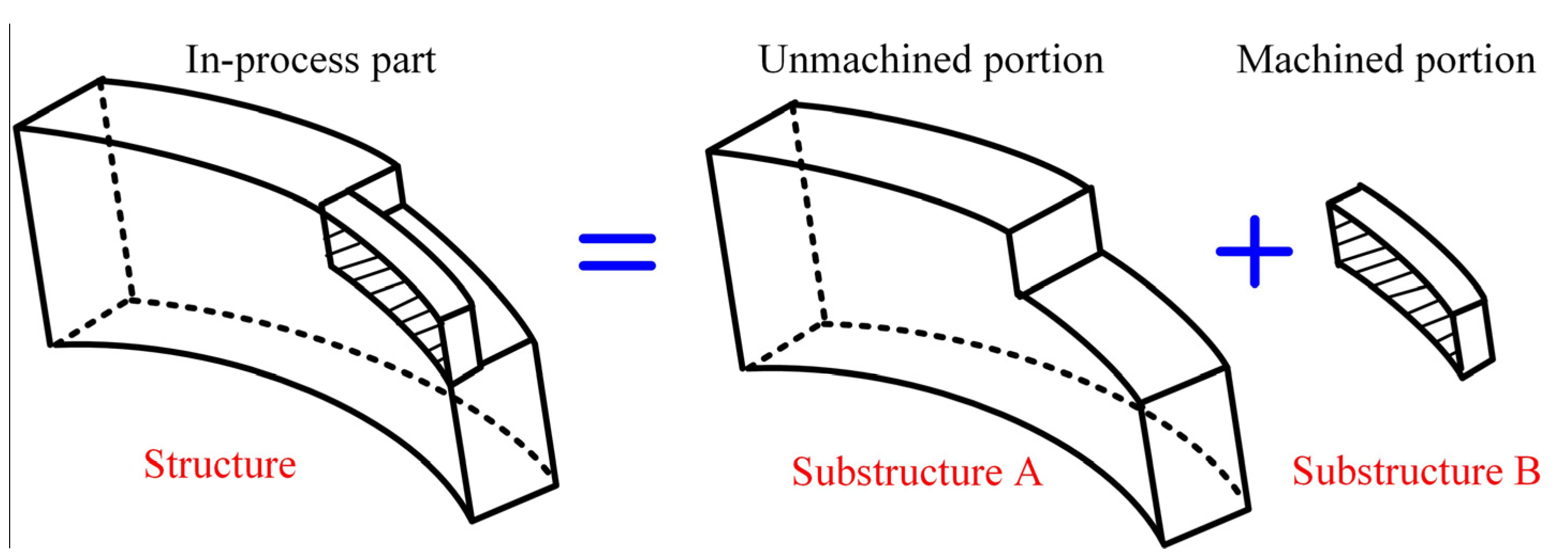
2.1. Machined and Unmachined Portions of In-Process Part
2.2. Dynamics Model of Thin Wall
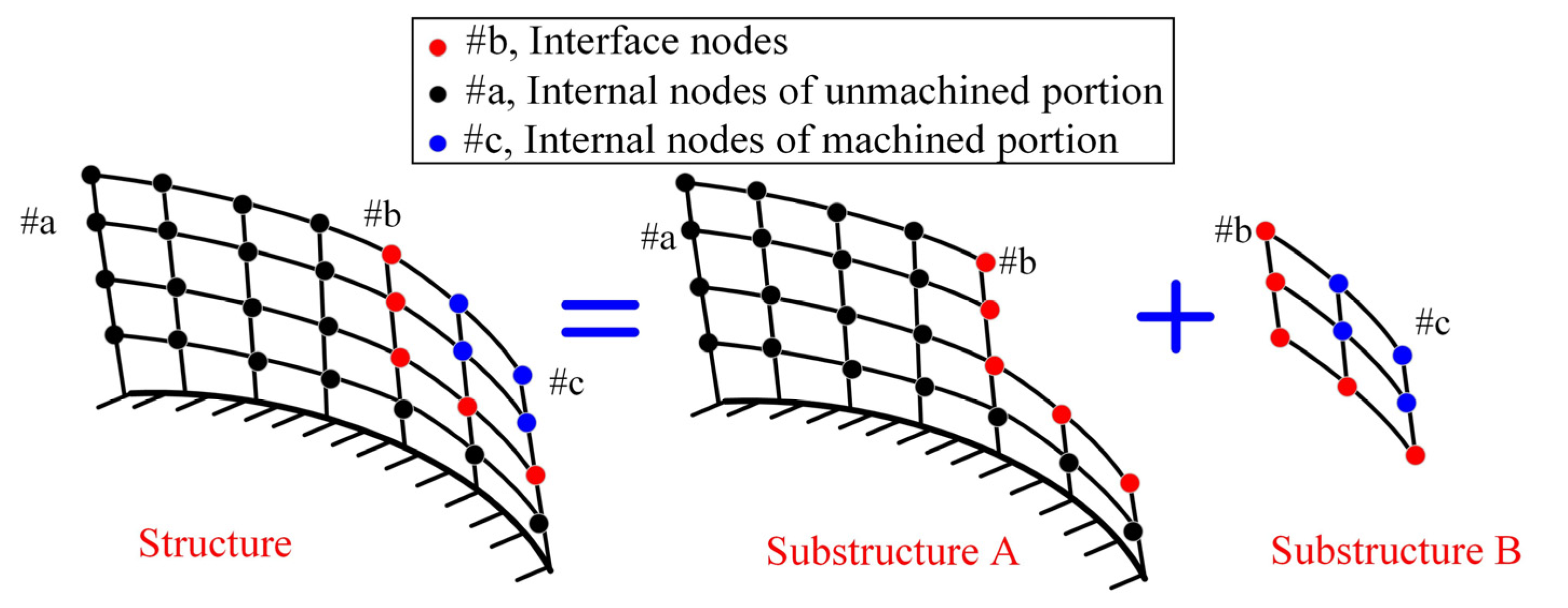
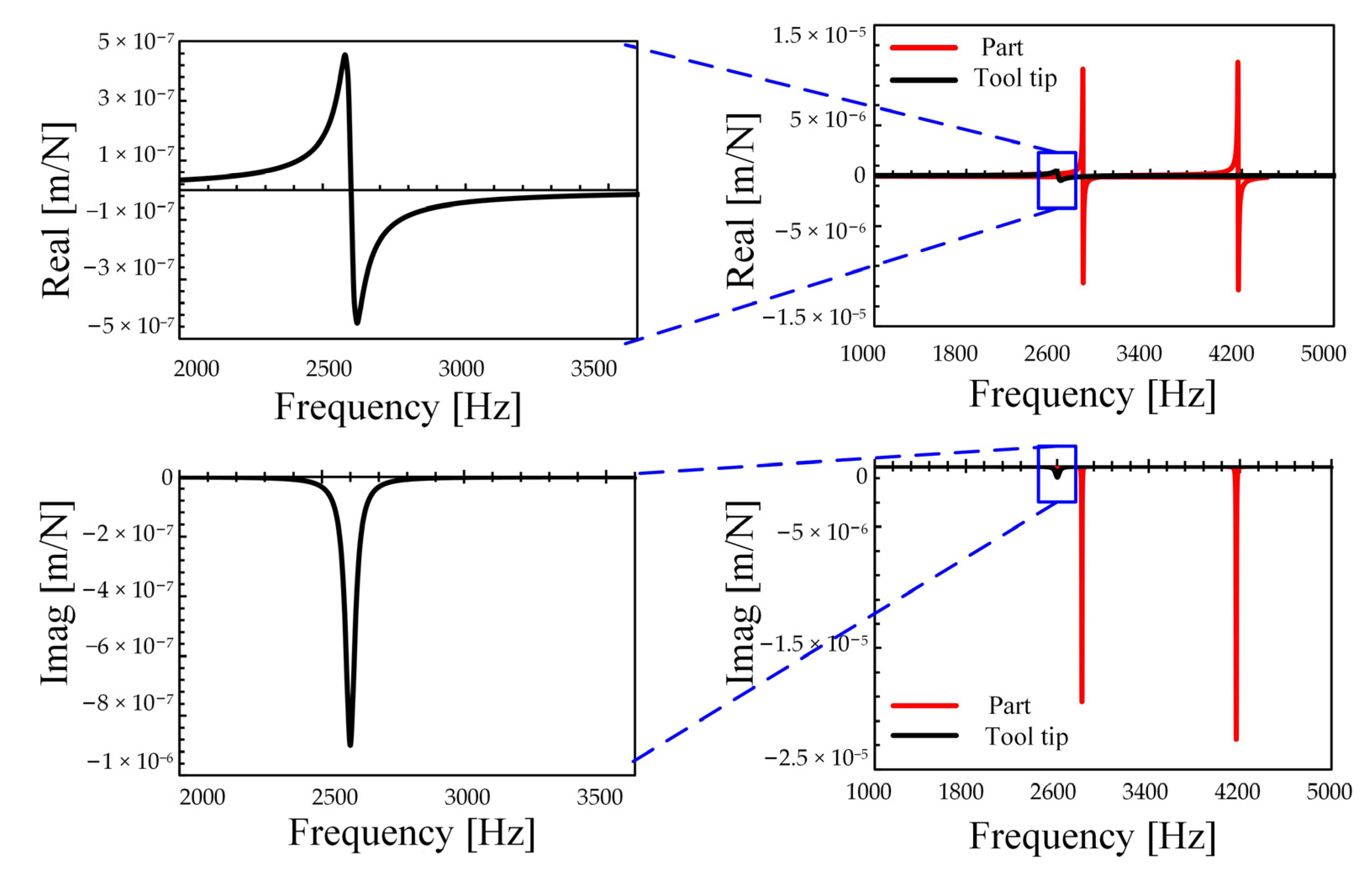
2.3. Coupling Using the Substructure Method
3. Prediction of Surface Location Error
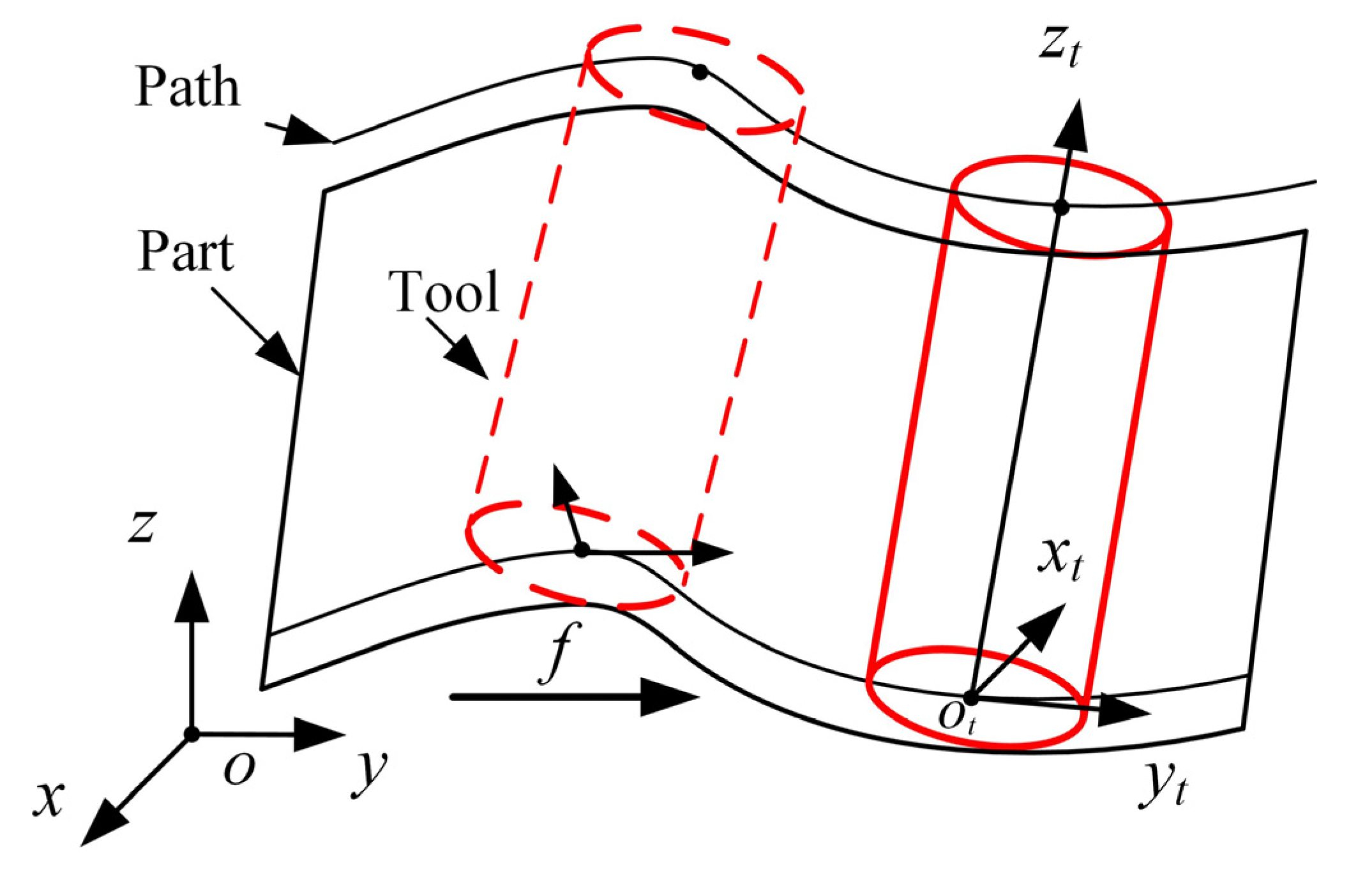
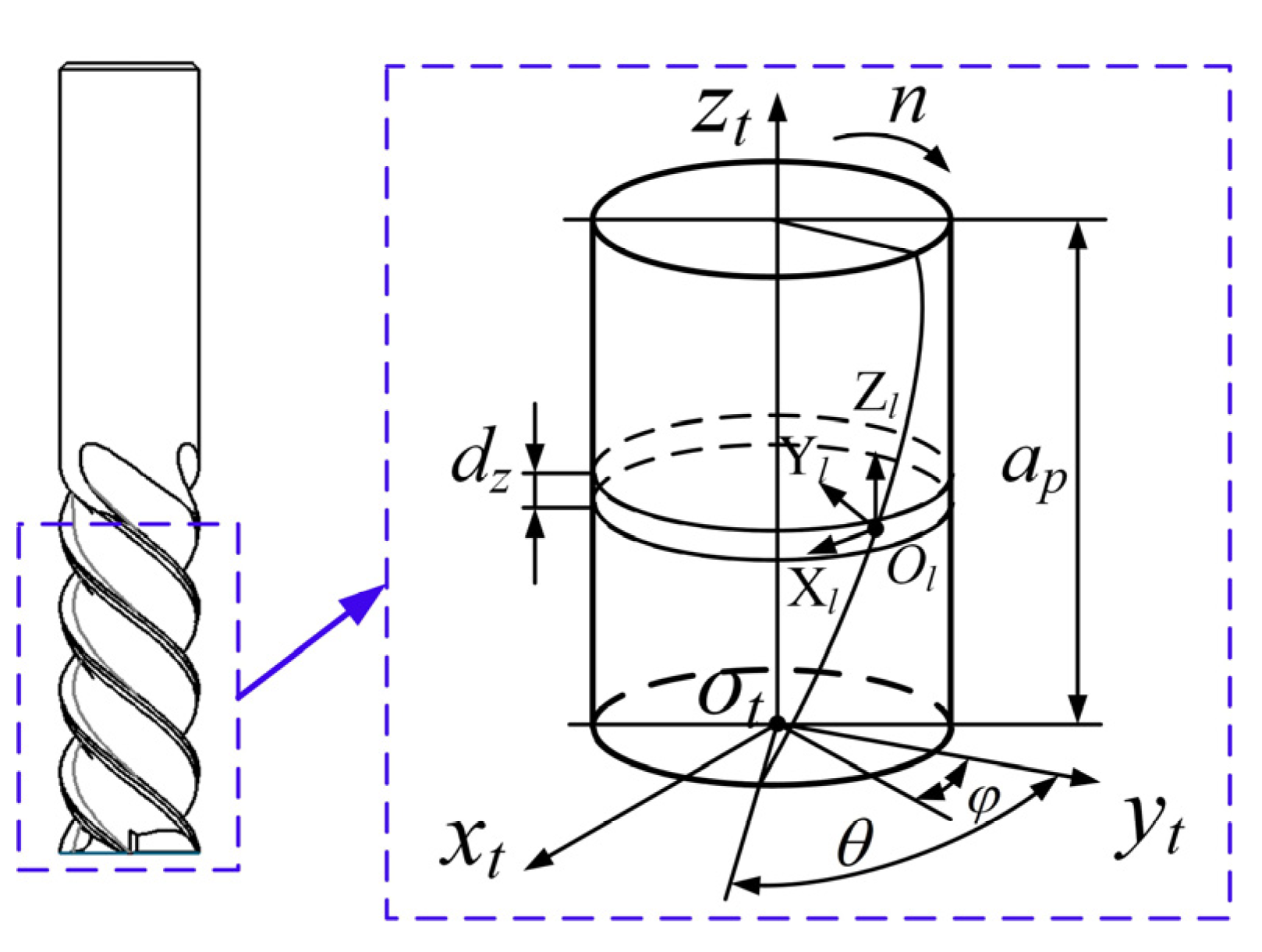
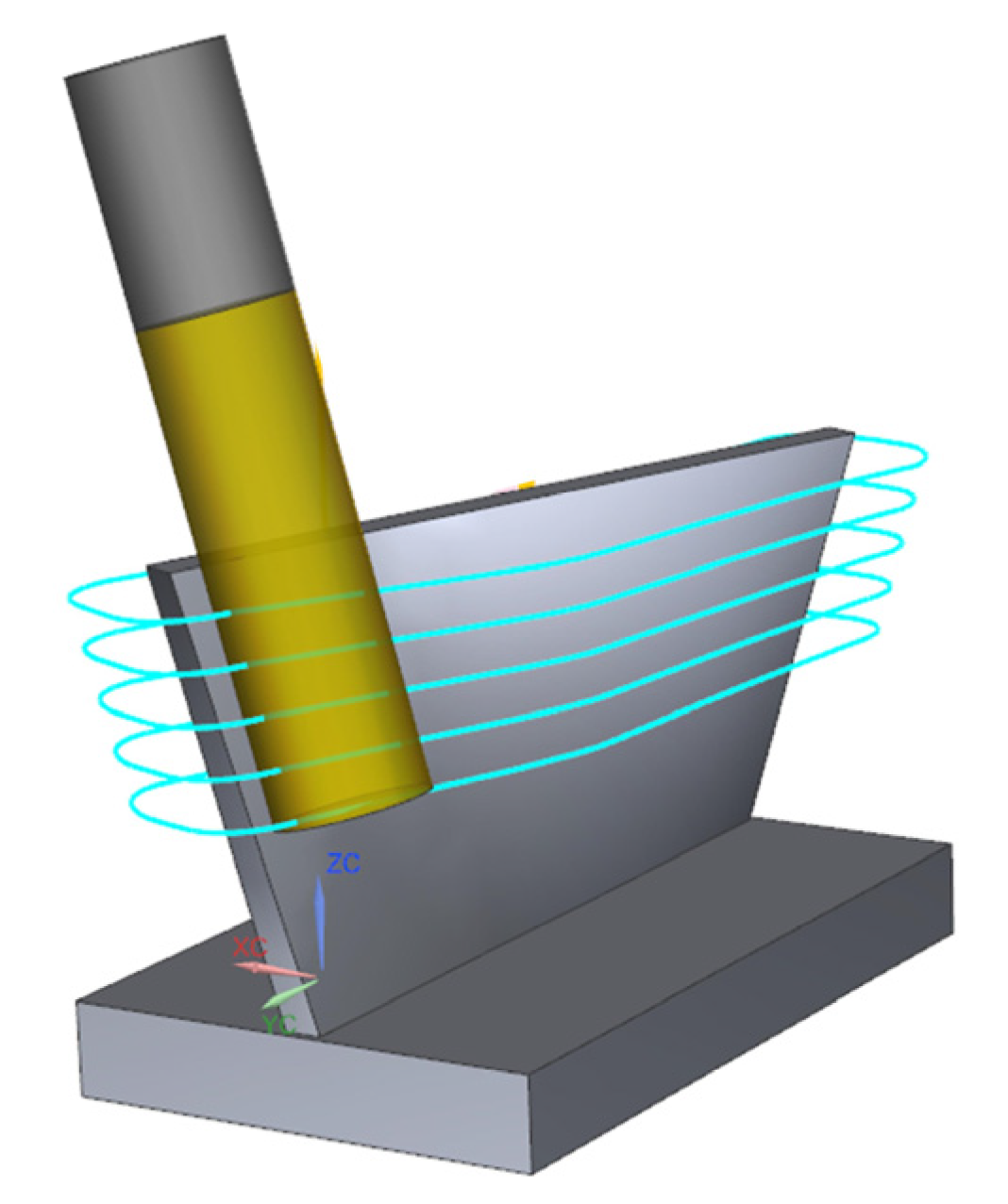
3.1. Coordinate Transformation in Five-Axis Flank Milling Based on Screw Theory
3.2. Surface Location Error in Five-Axis Flank Milling
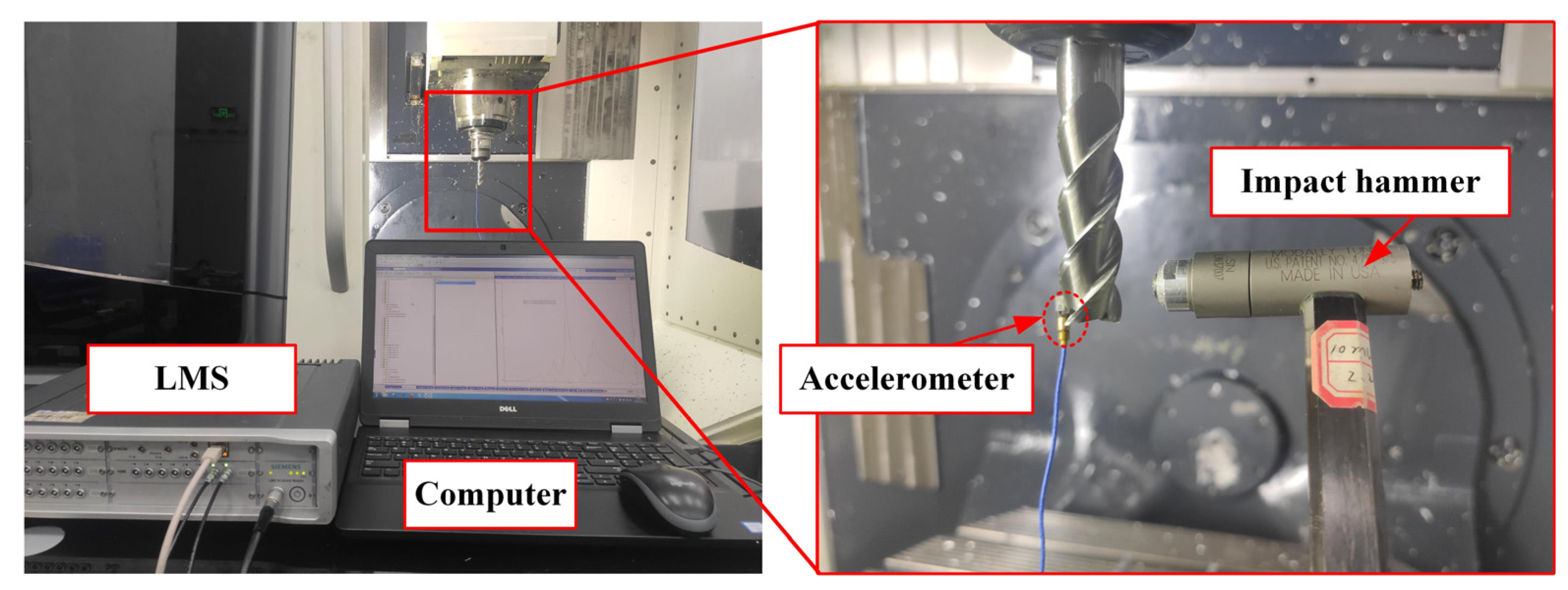
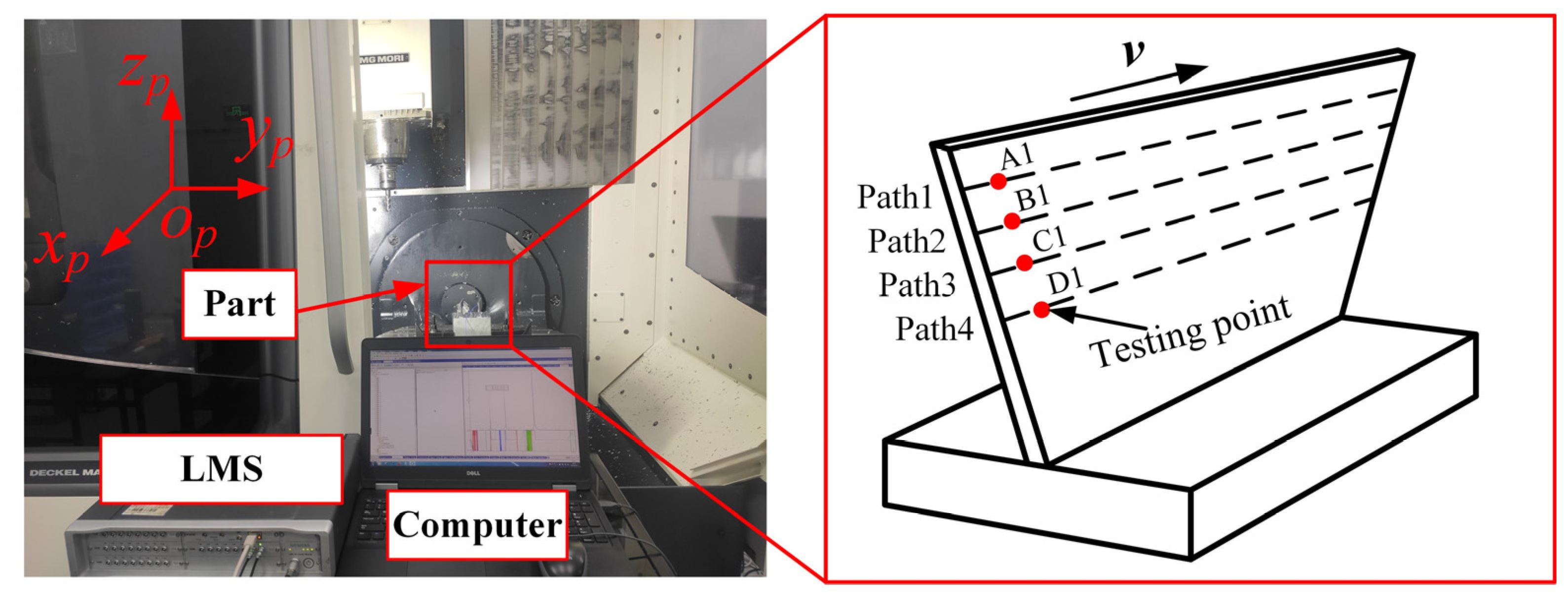
4. Experimental Verification
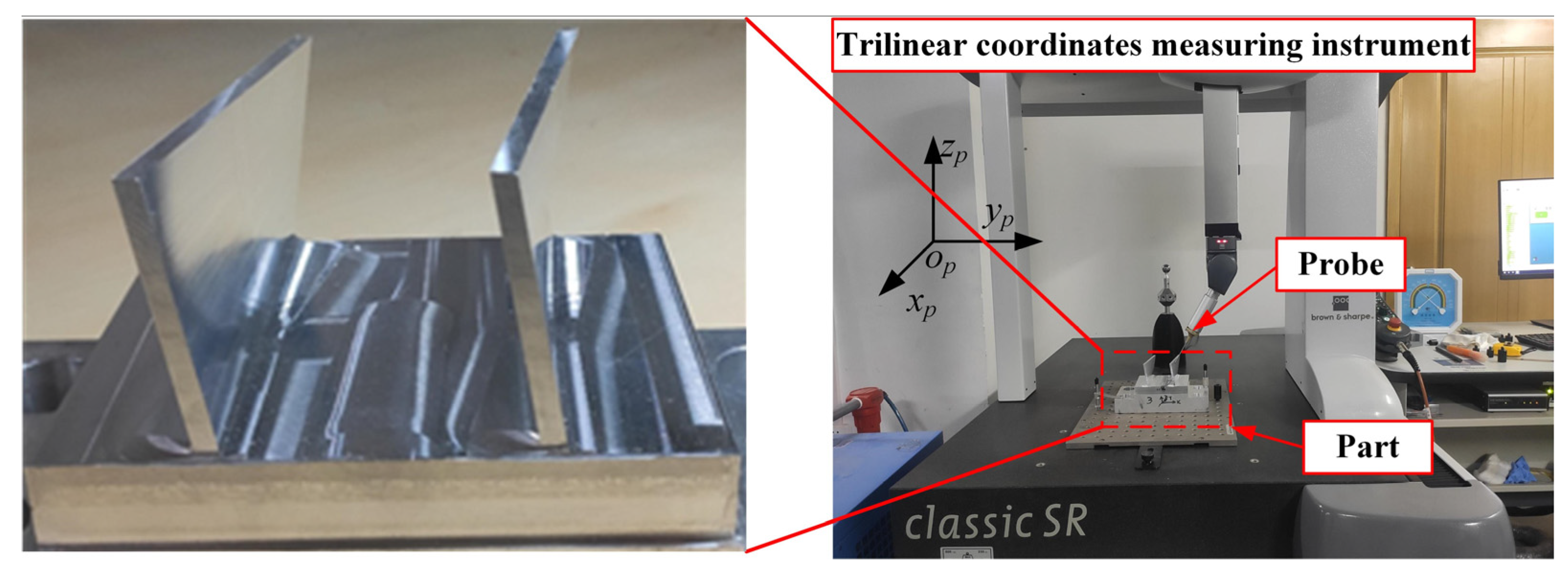
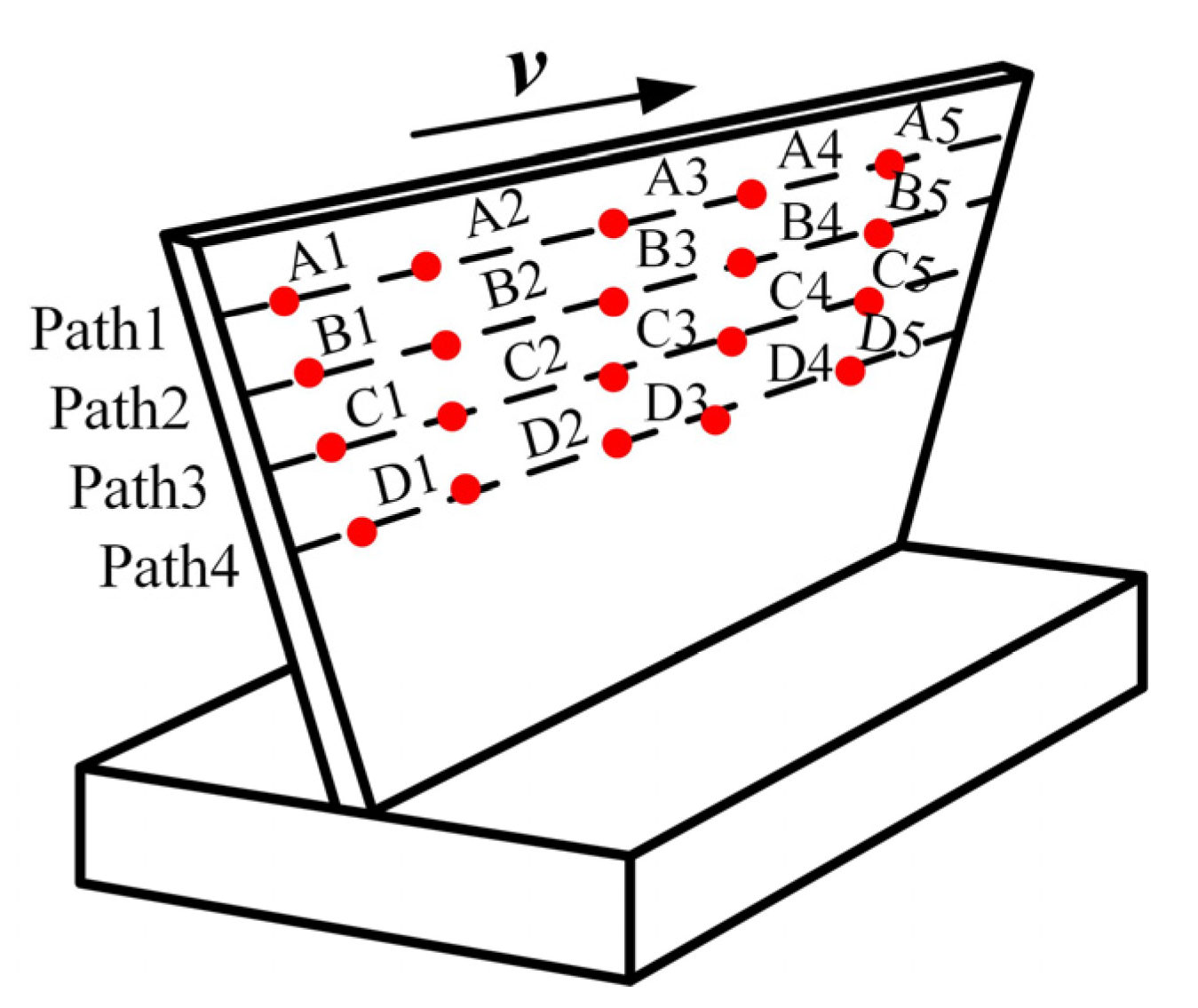
4.1. Experiment Design
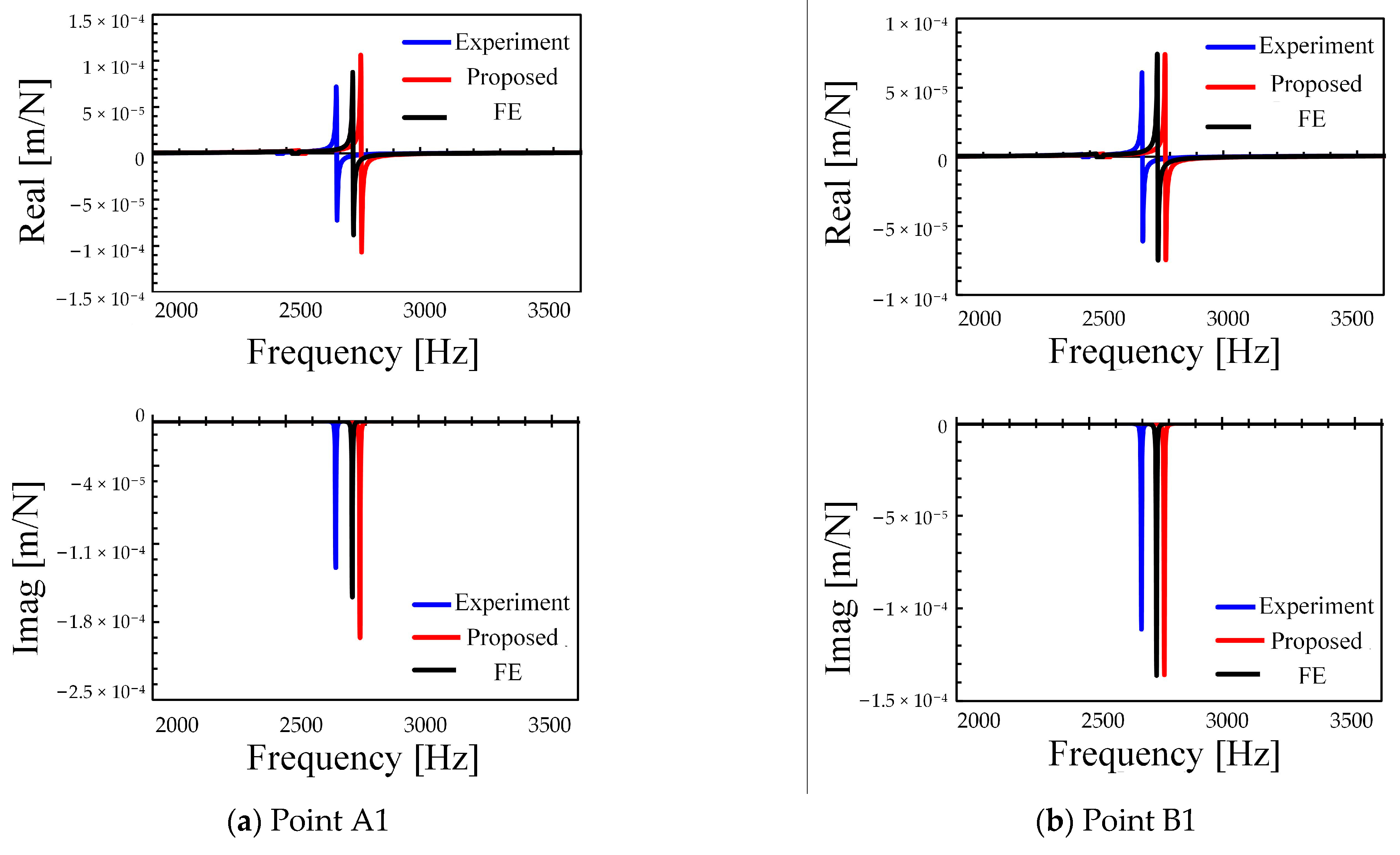
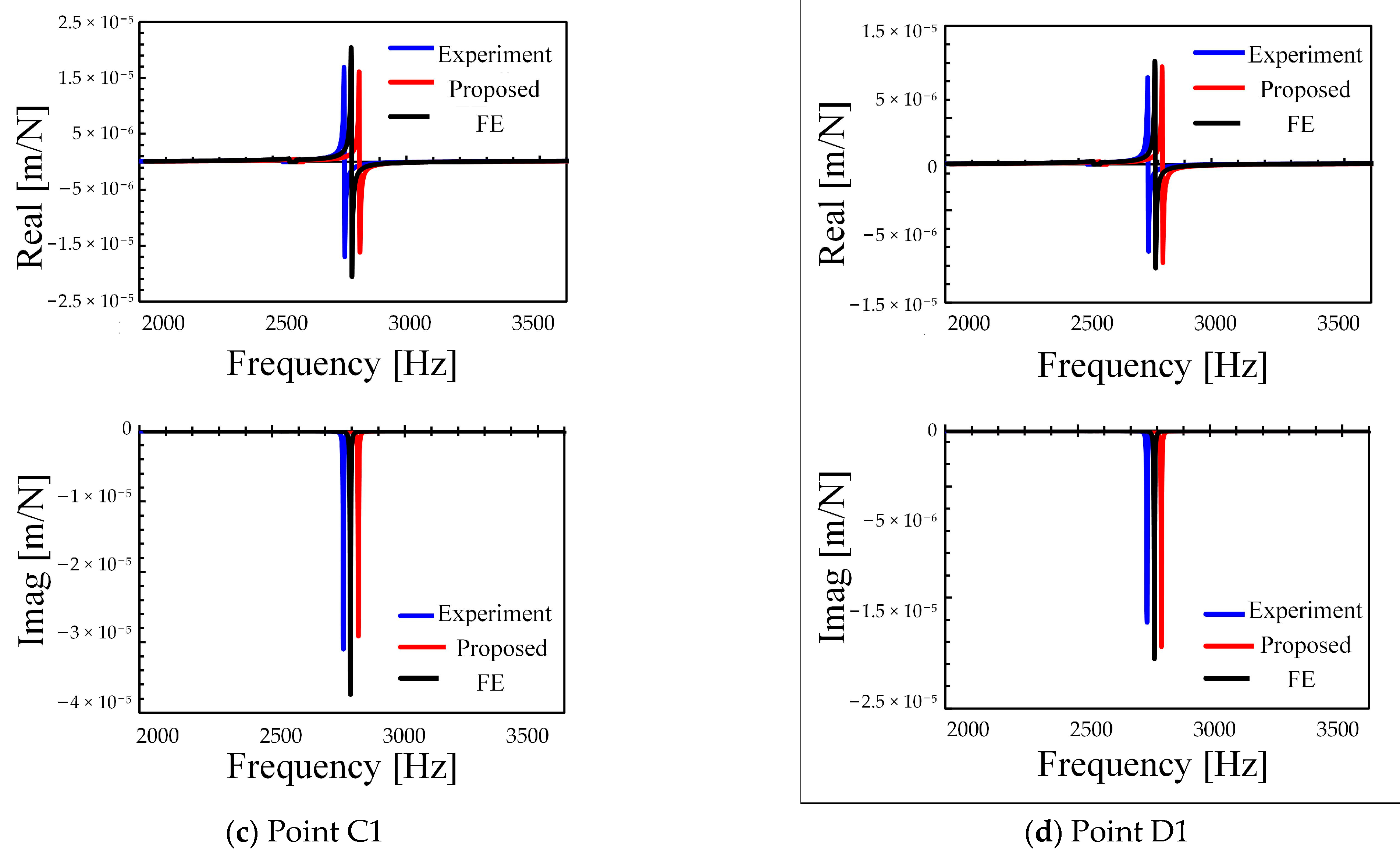
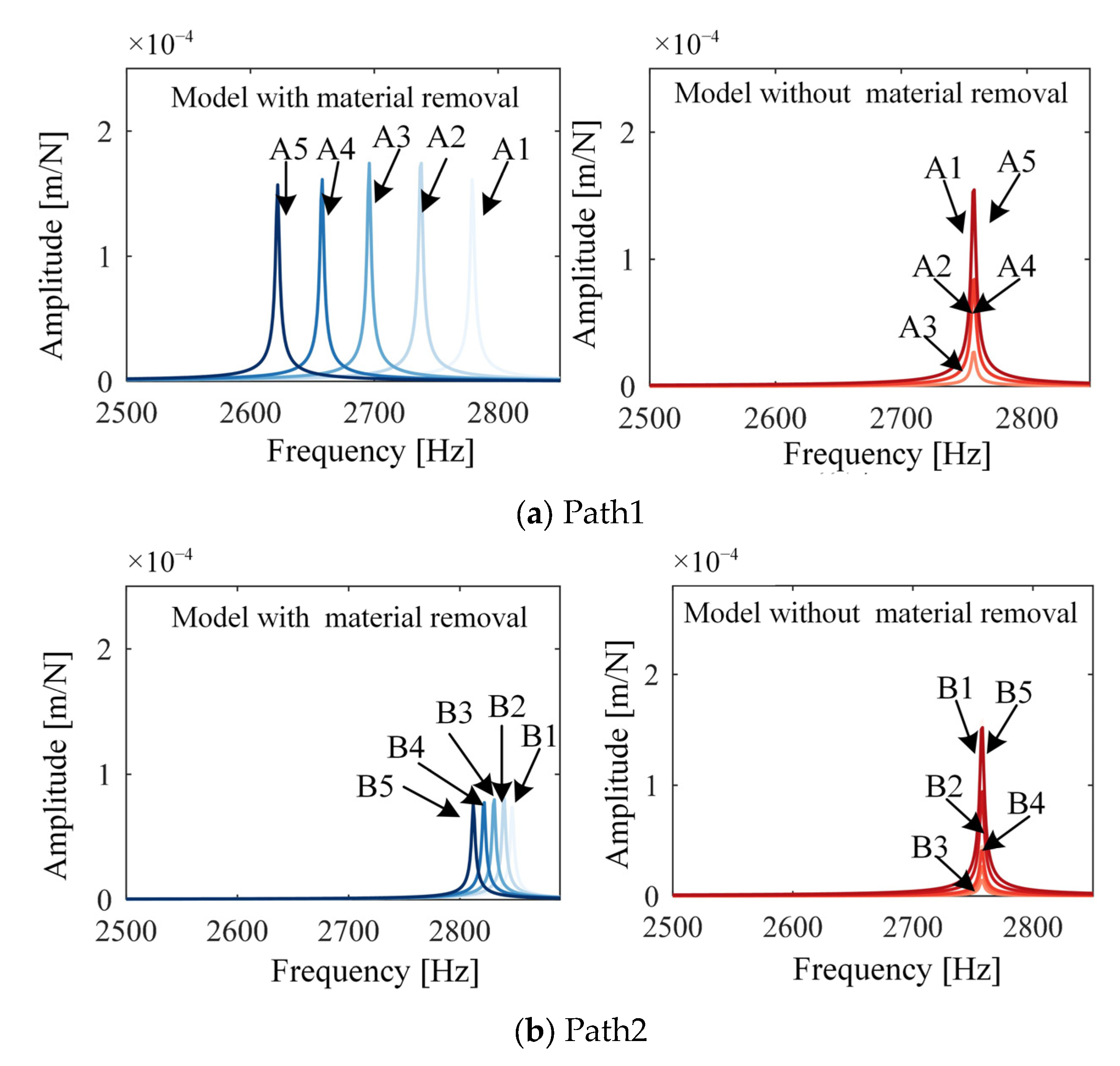
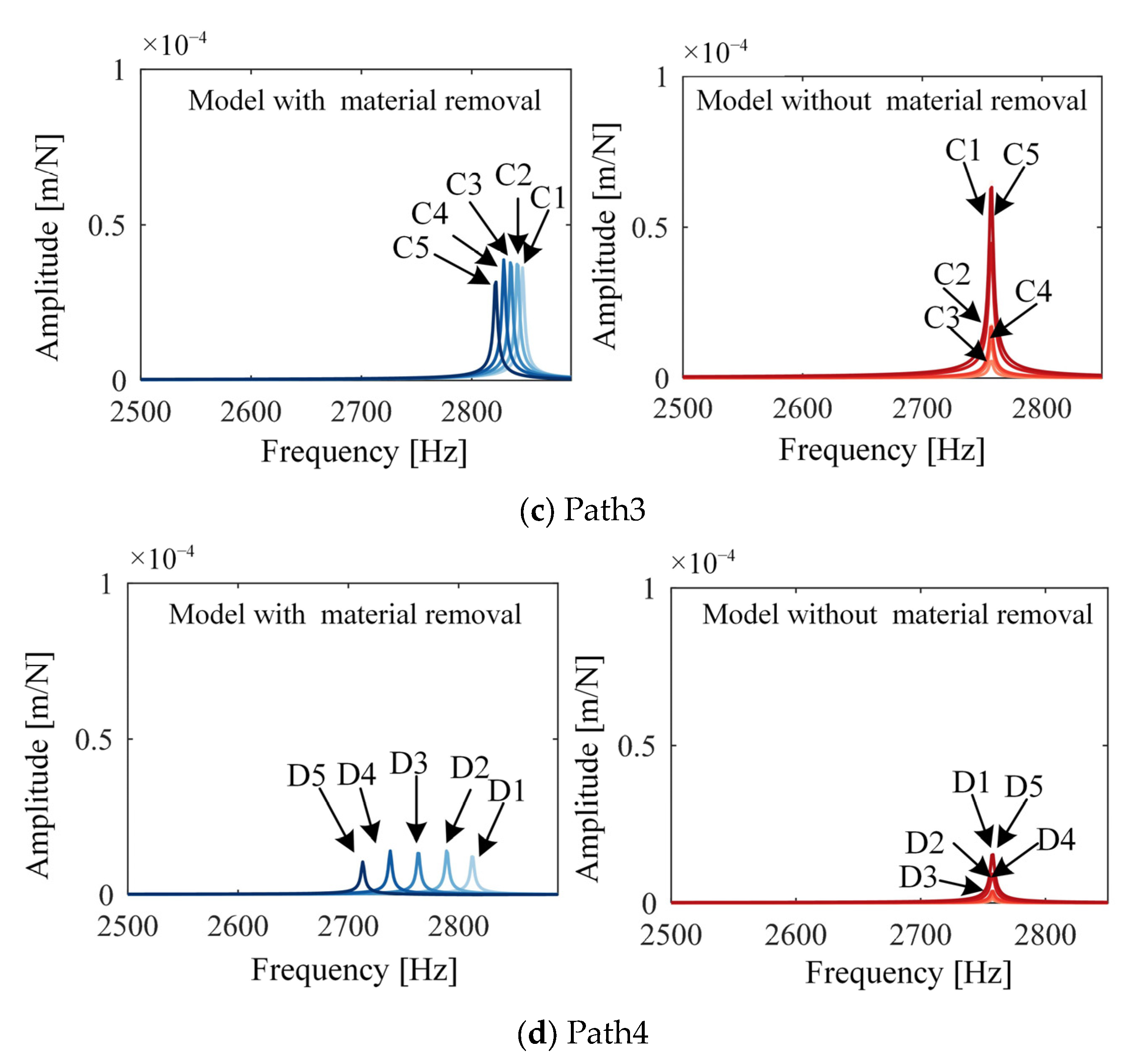
4.2. Verification of Dynamics Model for Thin-Walled Part in Five-Axis Flank Milling
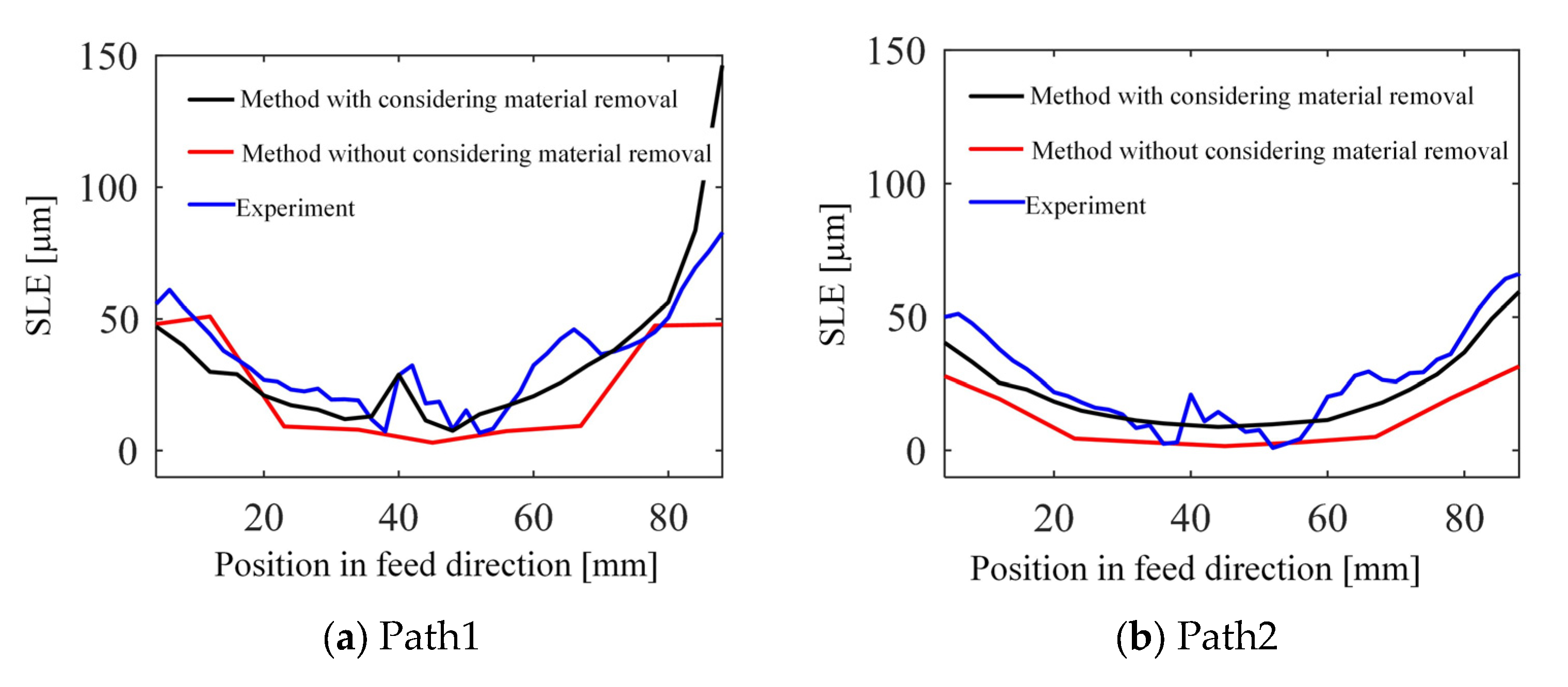
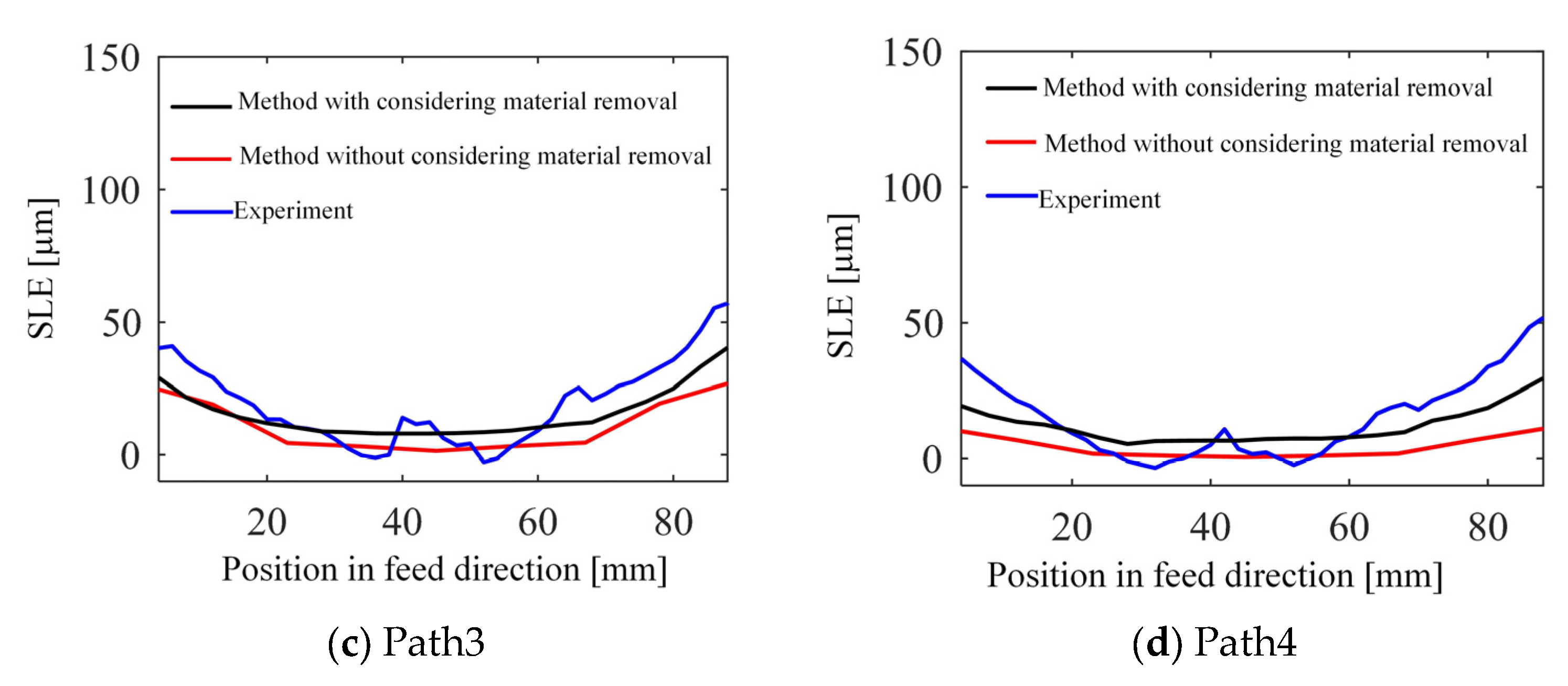
4.3. Verification of Prediction Method for Surface Location Error
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Quintana, G.; Ciurana, J. Chatter in machining processes: A review. Int. J. Mach. Tools Manuf. 2011, 51, 363–376. [Google Scholar] [CrossRef]
- Wang, M.; Yang, C.; Li, Z.; Zhao, S.; Zhang, Y.; Lu, X. Effects of surface roughness on the aerodynamic performance of a high subsonic compressor airfoil at low Reynolds number. Chin. J. Aeronaut. 2021, 34, 71–81. [Google Scholar] [CrossRef]
- Morelli, L.; Grossi, N.; Scippa, A.; Campatelli, G. Extended classification of surface errors shapes in peripheral end-milling operations. J. Manuf. Process. 2021, 71, 604–624. [Google Scholar] [CrossRef]
- Li, J.; Kilic, Z.M.; Altintas, Y. General Cutting Dynamics Model for Five-Axis Ball-End Milling Operations. J. Manuf. Sci. Eng. 2020, 142, 121003. [Google Scholar] [CrossRef]
- Ismail, F.; Ziaei, R. Chatter suppression in five-axis machining of flexible parts. Int. J. Mach. Tools Manuf. 2002, 42, 115–122. [Google Scholar] [CrossRef]
- Tsai, J.S.; Liao, C.L. Finite-element modeling of static surface errors in the peripheral milling of thin-walled workpieces. J. Mater. Process. Technol. 1999, 94, 235–246. [Google Scholar] [CrossRef]
- Adetoro, O.B.; Sim, W.M.; Wen, P.H. An improved prediction of stability lobes using nonlinear thin wall dynamics. J. Mater. Process. Technol. 2010, 210, 969–979. [Google Scholar] [CrossRef]
- Ahmadi, K. Finite strip modeling of the varying dynamics of thin-walled pocket structures during machining. Int. J. Adv. Manuf. Technol. 2017, 89, 2691–2699. [Google Scholar] [CrossRef]
- Friswell, M.I.; Garvey, S.D.; Penny, J.E.T. Model reduction using dynamic and iterated IRS techniques—ScienceDirect. J. Sound Vib. 1995, 186, 311–323. [Google Scholar] [CrossRef]
- Cunedioğlu, Y.; Muğan, A.; Akçay, H. Frequency domain analysis of model order reduction techniques. Finite Elem. Anal. Des. 2006, 42, 367–403. [Google Scholar] [CrossRef]
- Meshreki, M.; Kövecses, J.; Attia, H.; Tounsi, N. Dynamics Modeling and Analysis of Thin-Walled Aerospace Structures for Fixture Design in Multiaxis Milling. J. Manuf. Sci. Eng. 2008, 130, 031011. [Google Scholar] [CrossRef]
- Meshreki, M.; Attia, H.; Kövecses, J. A New Analytical Formulation for the Dynamics of Multipocket Thin-Walled Structures Considering the Fixture Constraints. J. Manuf. Sci. Eng. 2011, 133, 021014. [Google Scholar] [CrossRef]
- Meshreki, M.; Attia, H.; Kövecses, J. Development of a New Model for the Varying Dynamics of Flexible Pocket-Structures During Machining. J. Manuf. Sci. Eng. 2011, 133, 041002. [Google Scholar] [CrossRef]
- Tuysuz, O.; Altintas, Y. Frequency Domain Updating of Thin-Walled Workpiece Dynamics Using Reduced Order Substructuring Method in Machining. J. Manuf. Sci. Eng. 2017, 139, 071013. [Google Scholar] [CrossRef]
- Tuysuz, O.; Altintas, Y. Time-Domain Modeling of Varying Dynamic Characteristics in Thin-Wall Machining Using Perturbation and Reduced-Order Substructuring Methods. J. Manuf. Sci. Eng. 2018, 140, 011015. [Google Scholar] [CrossRef]
- Ma, J.; Li, Y.; Zhang, D.; Zhao, B.; Wang, G.; Pang, X. Dynamic response prediction model of thin-wall workpiece-fixture system with magnetorheological damping in milling. J. Manuf. Process. 2022, 74, 500–510. [Google Scholar] [CrossRef]
- Liu, H.; Xu, X.; Zhang, J.; Liu, Z.; He, Y.; Zhao, W.; Liu, Z. The state of the art for numerical simulations of the effect of the microstructure and its evolution in the metal-cutting processes. Int. J. Mach. Tools Manuf. 2022, 177, 103890. [Google Scholar] [CrossRef]
- Kline, W.A.; DeVor, R.E.; Shareef, I.A. The Prediction of Surface Accuracy in End Milling. J. Eng. Ind. 1982, 104, 272–278. [Google Scholar] [CrossRef]
- Tlusty, J. Effect of End Milling Deflections on Accuracy. In Handbook of High Speed Machining Technology; King, R.I., Ed.; Chapman and Hall: New York, NY, USA, 1985. [Google Scholar]
- Sutherland, J.W.; DeVor, R.E. An Improved Method for Cutting Force and Surface Error Prediction in Flexible End Milling Systems. J. Eng. Ind. 1986, 108, 269–279. [Google Scholar] [CrossRef]
- Schmitz, T.L.; Smith, K.S. Machining Dynamics; Springer: Boston, MA, USA, 2009; ISBN 978-0-387-09644-5. [Google Scholar]
- Altintas, Y.; Montgomery, D.; Budak, E. Dynamic Peripheral Milling of Flexible Structures: Computer Modeling and Simulation of Manufacturing Processes. J. Manuf. Sci. Eng. 1991, 13, 229. [Google Scholar] [CrossRef]
- Budak, E.; Altintas, Y. Modeling and avoidance of static form errors in peripheral milling of plates. Int. J. Mach. Tools Manuf. 1995, 35, 459–476. [Google Scholar] [CrossRef]
- Ratchev, S.; Liu, S.; Huang, W.; Becker, A.A. Milling error prediction and compensation in machining of low-rigidity parts. Int. J. Mach. Tools Manuf. 2004, 44, 1629–1641. [Google Scholar] [CrossRef]
- Sofuoglu, M.A.; Orak, S. A hybrid decision making approach to prevent chatter vibrations. Appl. Soft Comput. 2015, 37, 180–195. [Google Scholar] [CrossRef]
- Li, X.; Guan, C.; Zhao, P. Influences of milling and grinding on machined surface roughness and fatigue behavior of GH4169 superalloy workpieces. Chin. J. Aeronaut. 2018, 31, 1399–1405. [Google Scholar] [CrossRef]
- Misaka, T.; Herwan, J.; Ryabov, O.; Kano, S.; Sawada, H.; Kasashima, N.; Furukawa, Y. Prediction of surface roughness in CNC turning by model-assisted response surface method. Precis. Eng. 2020, 62, 196–203. [Google Scholar] [CrossRef]
- Ringgaard, K.; Mohammadi, Y.; Merrild, C.; Balling, O.; Ahmadi, K. Optimization of material removal rate in milling of thin-walled structures using penalty cost function. Int. J. Mach. Tools Manuf. 2019, 145, 103430. [Google Scholar] [CrossRef]
- Jiao, Z.; Kang, R.; Zhang, J.; Du, D.; Guo, J. Modelling of surface roughness in elliptical vibration cutting of ductile materials. Precis. Eng. 2022, 78, 19–39. [Google Scholar] [CrossRef]
- Li, W.; Wang, L.; Yu, G. Force-induced deformation prediction and flexible error compensation strategy in flank milling of thin-walled parts. J. Mater. Process. Technol. 2021, 297, 117258. [Google Scholar] [CrossRef]
- Agarwal, A.; Desai, K.A. Tool and Workpiece Deflection Induced Flatness Errors in Milling of Thin-walled Components. Procedia CIRP 2020, 93, 1411–1416. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, S.; Sun, Y. Chatter stability and surface location error predictions in milling with mode coupling and process damping. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 233, 095440541770822. [Google Scholar] [CrossRef]
- Morelli, L.; Grossi, N.; Campatelli, G.; Scippa, A. Surface location error prediction in 2.5-axis peripheral milling considering tool dynamic stiffness variation. Precis. Eng. 2022, 76, 95–109. [Google Scholar] [CrossRef]
- Liu, H.; Birembaux, H.; Ayed, Y.; Rossi, F.; Poulachon, G. Recent Advances on Cryogenic Assistance in Drilling Operation: A Critical Review. J. Manuf. Sci. Eng. 2022, 144, 100801. [Google Scholar] [CrossRef]
- Murray, R.M.; Li, Z.; Sastry, S.S. A Mathematical Introduction to Robotic Manipulation; CRC Press: Boca Raton, FL, USA, 1994. [Google Scholar]
- Yang, J.; Altintas, Y. Generalized kinematics of five-axis serial machines with non-singular tool path generation. Int. J. Mach. Tools Manuf. 2013, 75, 119–132. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Point | Experiment [Hz] | Proposed Method [Hz] | Error [%] | FE Method [Hz] | Error [%] |
|---|---|---|---|---|---|
| 1 | 2687 | 2779 | 3.42 | 2749 | 2.31 |
| 2 | 2696 | 2782 | 3.16 | 2753 | 2.11 |
| 3 | 2768 | 2849 | 2.91 | 2795 | 0.98 |
| 4 | 2762 | 2817 | 1.97 | 2790 | 1.01 |
| Point | FE Method (ABAQUS) | Proposed Method |
|---|---|---|
| 1 | 93,324 | 13,332 |
| 2 | 90,294 | 13,332 |
| 3 | 87,296 | 13,332 |
| 4 | 84,234 | 13,332 |
| Path | Minimum [Hz] | Maximum [Hz] | Varying Ratio [%] |
|---|---|---|---|
| 1 | 2612 | 2779 | 6.39 |
| 2 | 2782 | 2847 | 2.34 |
| 3 | 2811 | 2849 | 1.35 |
| 4 | 2713 | 2817 | 3.83 |
| Path | Experiment Value [μm] | Method with Considering Material Removal | Method without Considering Material Removal | ||
|---|---|---|---|---|---|
| Value [μm] | Error [μm] | Value [μm] | Error [μm] | ||
| 1 | 35.39 | 34.24 | 1.15 | 25.58 | 9.81 |
| 2 | 26.58 | 21.76 | 4.82 | 13.31 | 13.27 |
| 3 | 20.11 | 15.46 | 4.65 | 12.16 | 7.95 |
| 4 | 15.53 | 11.87 | 3.66 | 4.76 | 10.77 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Y.; Zhang, J.; Hu, W.; Liu, H.; Zhao, W. Prediction of Surface Location Error Considering the Varying Dynamics of Thin-Walled Parts during Five-Axis Flank Milling. Processes 2023, 11, 242. https://doi.org/10.3390/pr11010242
Tang Y, Zhang J, Hu W, Liu H, Zhao W. Prediction of Surface Location Error Considering the Varying Dynamics of Thin-Walled Parts during Five-Axis Flank Milling. Processes. 2023; 11(1):242. https://doi.org/10.3390/pr11010242
Chicago/Turabian StyleTang, Yuyang, Jun Zhang, Weixin Hu, Hongguang Liu, and Wanhua Zhao. 2023. "Prediction of Surface Location Error Considering the Varying Dynamics of Thin-Walled Parts during Five-Axis Flank Milling" Processes 11, no. 1: 242. https://doi.org/10.3390/pr11010242
APA StyleTang, Y., Zhang, J., Hu, W., Liu, H., & Zhao, W. (2023). Prediction of Surface Location Error Considering the Varying Dynamics of Thin-Walled Parts during Five-Axis Flank Milling. Processes, 11(1), 242. https://doi.org/10.3390/pr11010242