
Influence of Water on the Production of Liquid Fuel Intermediates from Furfural via Aldol Condensation over MgAl Catalyst

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Synthesis of Catalyst
2.2. Catalyst Characterization
2.3. Catalytic Tests
3. Results
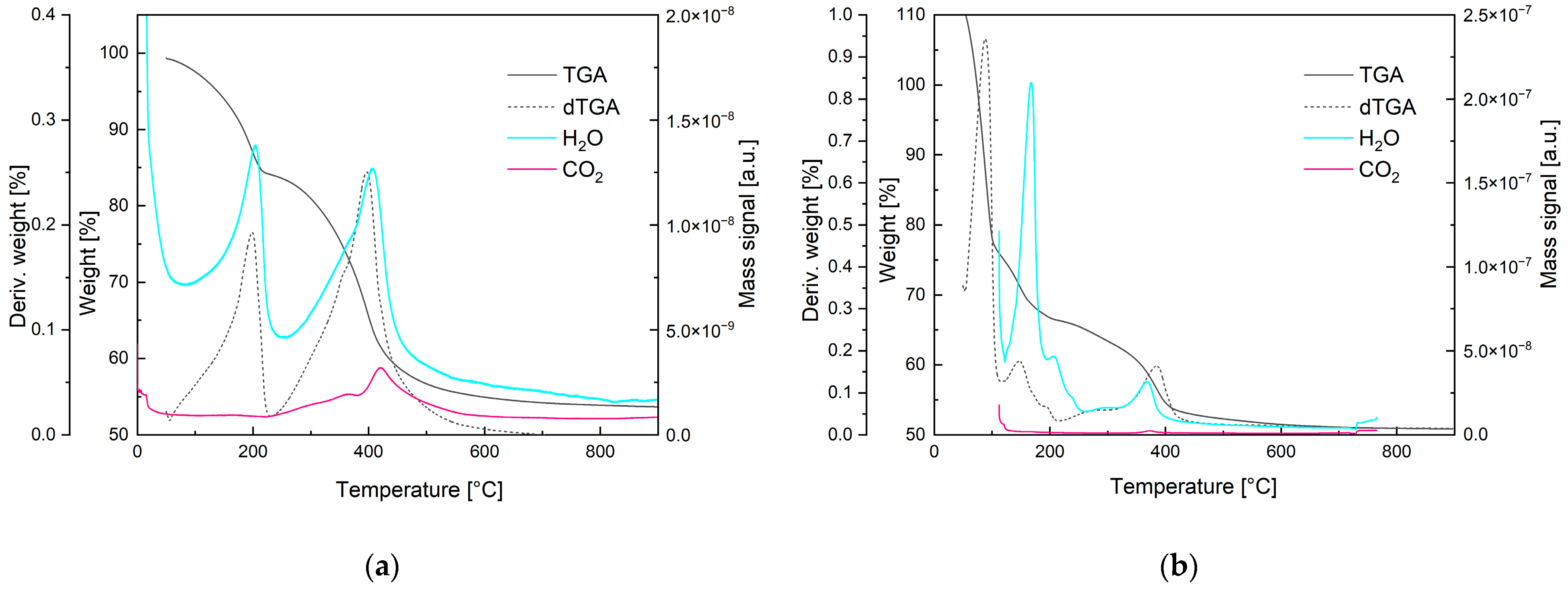
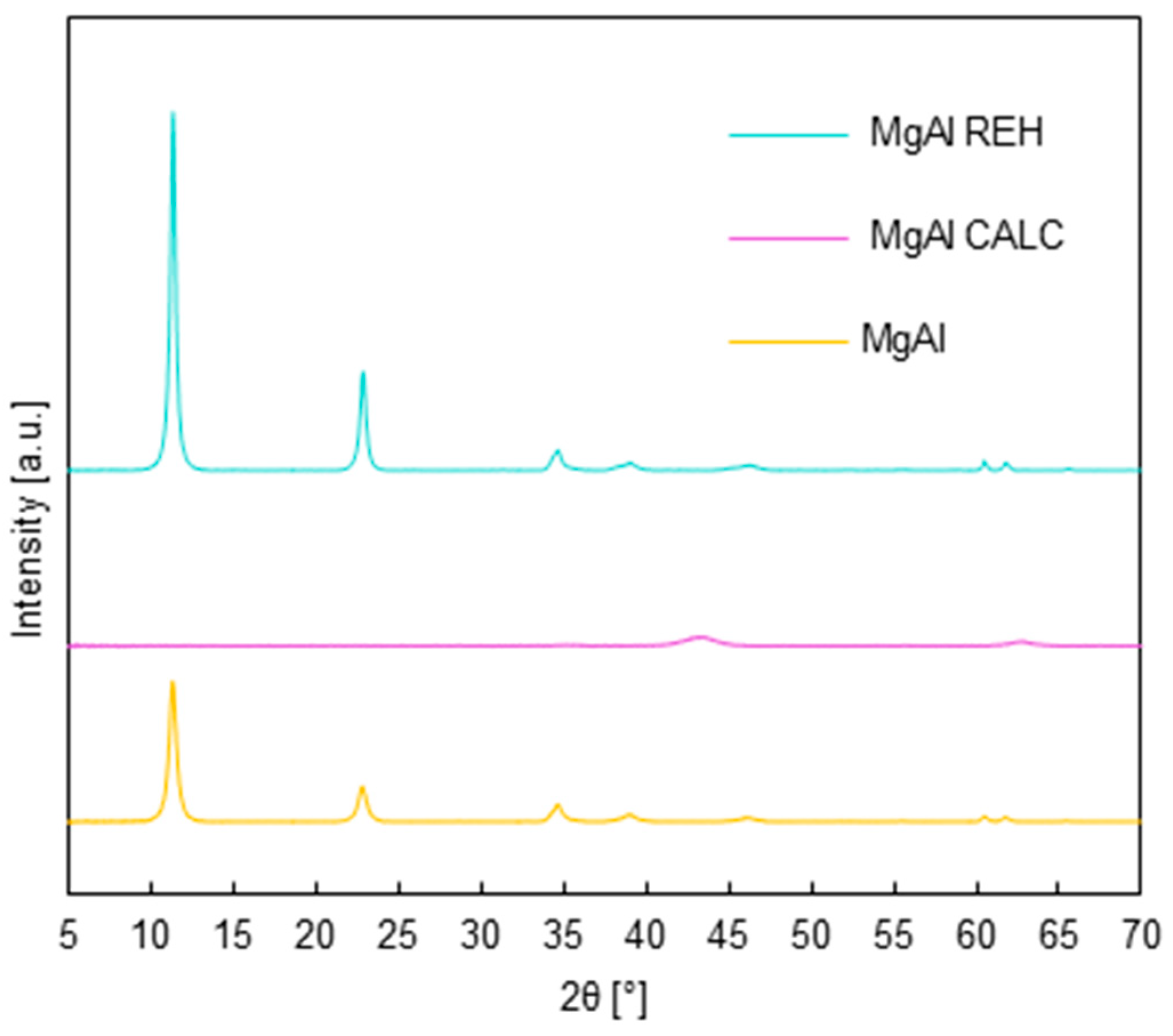
3.1. Catalyst Characterization
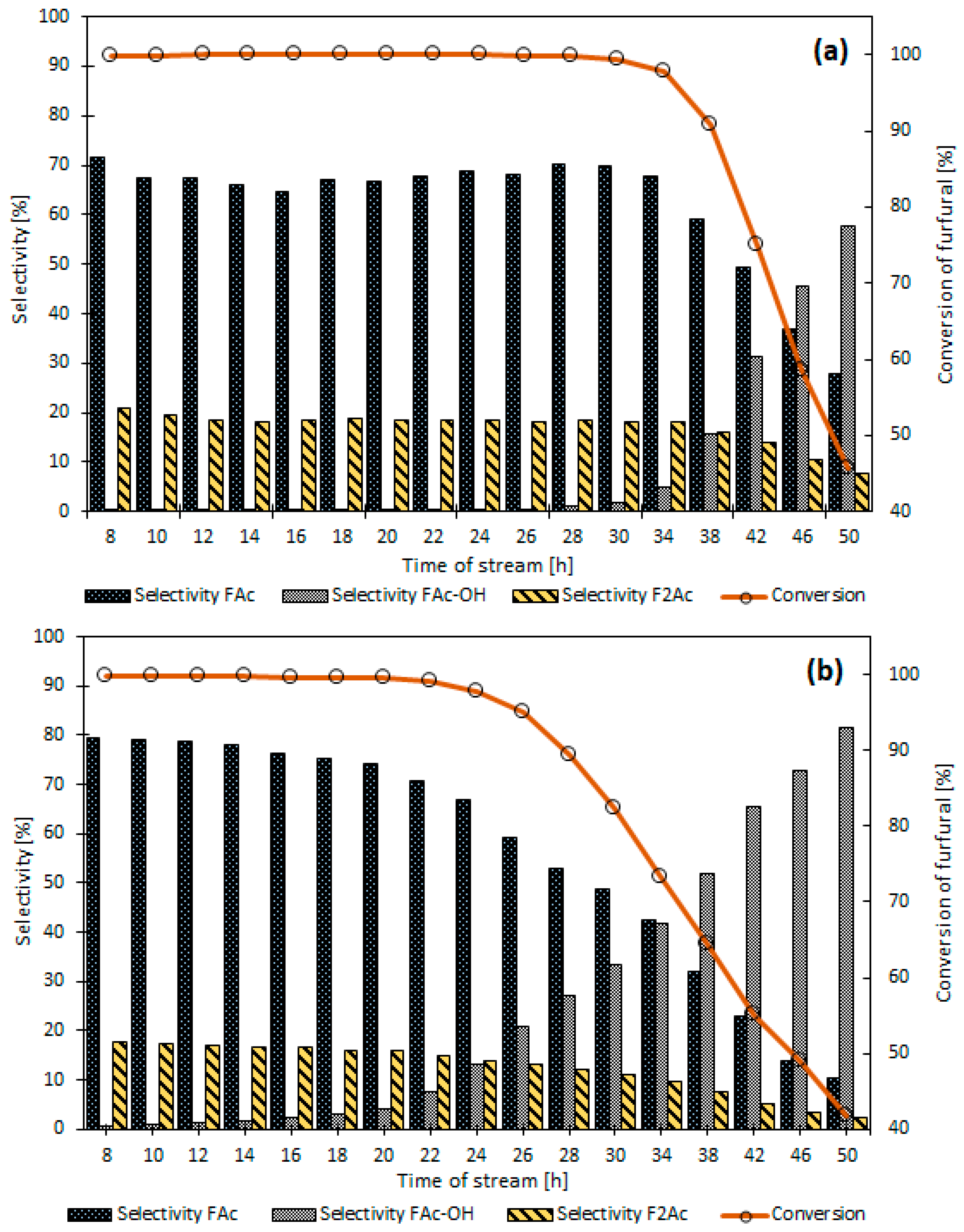
3.2. Influence of Water Addition and Molar Ratio into F:Ac Feedstock on Selectivity
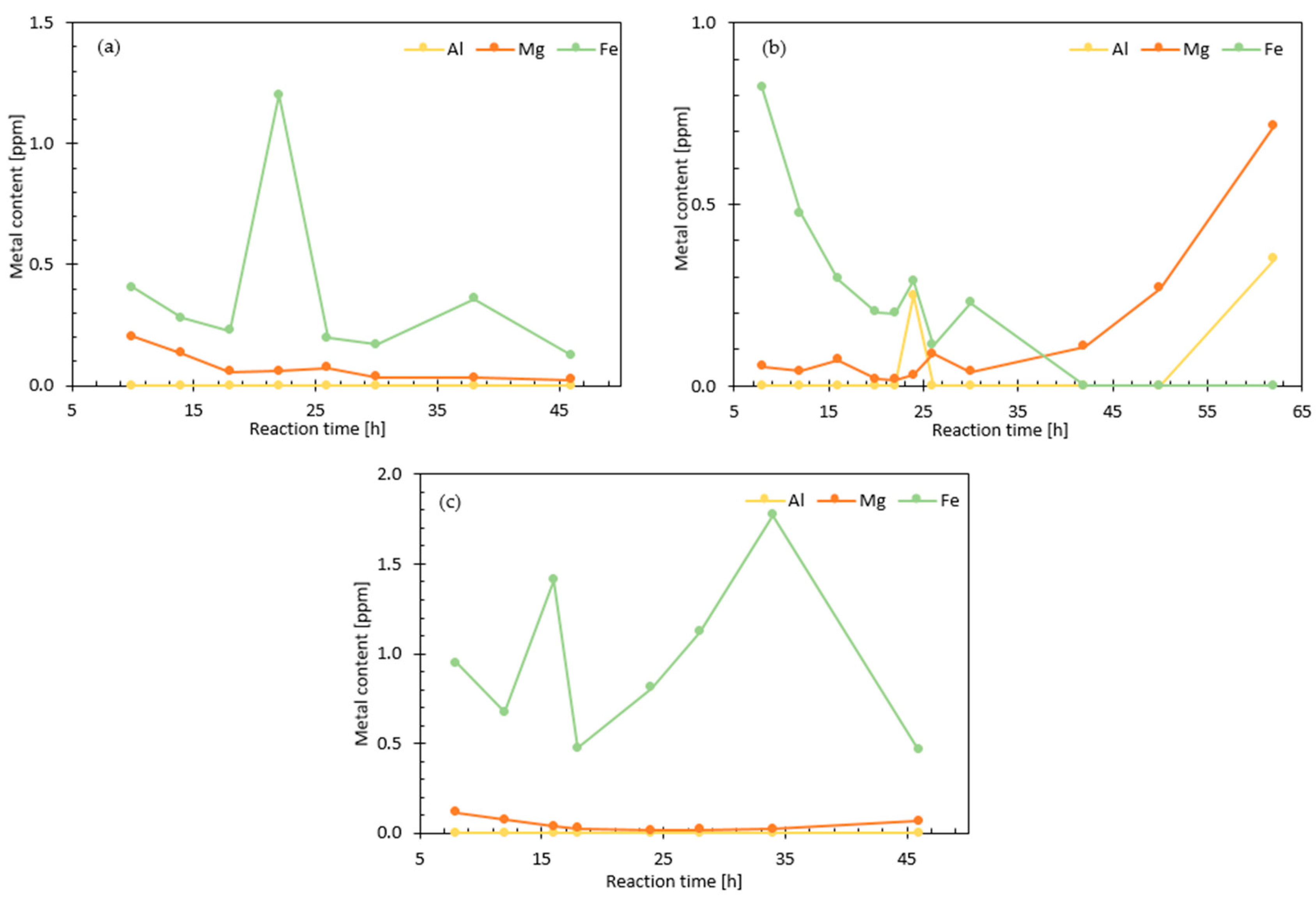
3.3. Metal Content in Feedstock during the Aldol Condensation of Furfural with Acetone
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hora, L.; Kelbichová, V.; Kikhtyanin, O.; Bortnovskiy, O.; Kubička, D. Aldol condensation of furfural and acetone over MgAl layered double hydroxides and mixed oxides. Catal. Today 2014, 223, 138–147. [Google Scholar] [CrossRef]
- Tišler, Z.; Vondrová, P.; Hrachovcová, K.; Štěpánek, K.; Velvarská, R.; Kocík, J.; Svobodová, E. Aldol Condensation of Cyclohexanone and Furfural in Fixed-Bed Reactor. Catalysts 2019, 9, 1068. [Google Scholar] [CrossRef] [Green Version]
- Su, M.; Li, W.; Zhang, T.; Xin, H.; Li, S.; Fan, W.; Ma, L. Production of liquid fuel intermediates from furfural via aldol condensation over Lewis acid zeolite catalysts. Catal. Sci. Technol. 2017, 7, 3555–3561. [Google Scholar] [CrossRef]
- Kikhtyanin, O.; Ganjkhanlou, Y.; Kubička, D.; Bulánek, R.; Čejka, J. Characterization of potassium-modified FAU zeolites and their performance in aldol condensation of furfural and acetone. Appl. Catal. A-Gen. 2018, 549, 8–18. [Google Scholar] [CrossRef]
- Kikhtyanin, O.; Čapek, L.; Smoláková, L.; Tišler, Z.; Kadlec, D.; Lhotka, M.; Diblíková, P.; Kubička, D. Influence of Mg–Al Mixed Oxide Compositions on Their Properties and Performance in Aldol Condensation. Ind. Eng. Chem. Res. 2017, 56, 13411–13422. [Google Scholar] [CrossRef]
- Kikhtyanin, O.; Lesnik, E.; Kubička, D. The occurrence of Cannizzaro reaction over Mg-Al hydrotalcites. Appl. Catal. A Gen. 2016, 525, 215–225. [Google Scholar] [CrossRef]
- Gámez, S.; González-Cabriales, J.J.; Ramírez, J.A.; Garrote, G.; Vázquez, M. Study of the hydrolysis of sugar cane bagasse using phosphoric acid. J. Food Eng. 2006, 74, 78–88. [Google Scholar] [CrossRef]
- Manzano, J.S.; Weinstein, Z.B.; Sadow, A.D.; Slowing, I.I. Direct 3D Printing of Catalytically Active Structures. ACS Catal. 2017, 7, 7567–7577. [Google Scholar] [CrossRef] [Green Version]
- Roelofs, J.C.A.A.; van Dillen, A.J.; de Jong, K.P. Condensation of citral and ketones using activated hydrotalcite catalysts. Catal. Lett. 2001, 74, 91–94. [Google Scholar] [CrossRef]
- Sharma, S.K.; Parikh, P.A.; Jasra, R.V. Reconstructed Mg/Al hydrotalcite as a solid base catalyst for synthesis of jasminaldehyde. Appl. Catal. A Gen. 2010, 386, 34–42. [Google Scholar] [CrossRef]
- Adam, W.; Hadjiarapoglou, L. Organic Peroxygen Chemistry; Springer: Berlin, Germany, 1993. [Google Scholar]
- Kikhtyanin, O.; Kubička, D.; Čejka, J. Toward understanding of the role of Lewis acidity in aldol condensation of acetone and furfural using MOF and zeolite catalysts. Catal. Today 2015, 243, 158–162. [Google Scholar] [CrossRef]
- Liew, F.E.; Nogle, R.; Abdalla, T.; Rasor, B.J.; Canter, C.; Jensen, R.O.; Wang, L.; Strutz, J.; Chirania, P.; De Tissera, S.; et al. Carbon-negative production of acetone and isopropanol by gas fermentation at industrial pilot scale. Nat. Biotechnol. 2022, 40, 335–344. [Google Scholar] [CrossRef] [PubMed]
- Kikhtyanin, O.; Tišler, Z.; Velvarská, R.; Kubička, D. Reconstructed Mg-Al hydrotalcites prepared by using different rehydration and drying time: Physico-chemical properties and catalytic performance in aldol condensation. Appl. Catal. A Gen. 2017, 536, 85–96. [Google Scholar] [CrossRef]
- Sadaba, I.; Ojeda, M.; Mariscal, R.; Richards, R.; Granados, M. Mg–Zr mixed oxides for aqueous aldol condensation of furfural with acetone: Effect of preparation method and activation temperature. Catal. Today 2011, 167, 77–83. [Google Scholar] [CrossRef]
- Huang, R.; Chang, J.; Choi, H.; Vohs, J.M.; Gorte, R.J. Furfural Upgrading by Aldol Condensation with Ketones over Solid-Base Catalysts. Catal. Lett. 2022, 152, 3833–3842. [Google Scholar] [CrossRef]
- Amarasekara, A.S.; Singh, T.B.; Larkin, E.; Hasan, M.A.; Fan, H.-J. NaOH catalyzed condensation reactions between levulinic acid and biomass derived furan-aldehydes in water. Ind. Crops Prod. 2015, 65, 546–549. [Google Scholar] [CrossRef] [Green Version]
- Vashishtha, M.; Mishra, M.; Shah, D.O. A novel approach for selective cross aldol condensation using reusable NaOH-cationic micellar systems. Appl. Catal. A Gen. 2013, 466, 38–44. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Hu, Y.; Zhang, X.; Chen, L.; Wang, C.; Ma, L.; Zhang, Q. Synthesis of long chain alkanes via aldol condensation over modified chitosan catalyst and subsequent hydrodeoxygenation. Chem. Eng. J. 2022, 428, 131368. [Google Scholar] [CrossRef]
- Ono, Y.; Hattori, H. Solid Base Catalysis; Springer: Berlin/Heidelberg, Germany, 2012; ISBN 978-3642183393. [Google Scholar]
- Hattori, H. Solid base catalysts: Generation of basic sites and application to organic synthesis. Appl. Catal. A Gen. 2001, 222, 247–259. [Google Scholar] [CrossRef]
- Hattori, H.; Ono, Y. 4-Catalysts and catalysis for acid–base reactions. In Metal Oxides in Heterogeneous Catalysis; Védrine, J.C., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 133–209. [Google Scholar] [CrossRef]
- Lewis, J.D.; Van de Vyver, S.; Román-Leshkov, Y. Acid–Base Pairs in Lewis Acidic Zeolites Promote Direct Aldol Reactions by Soft Enolization. Angew. Chem. Int. Ed. 2015, 54, 9835–9838. [Google Scholar] [CrossRef]
- Serrano, D.P.; Melero, J.A.; Morales, G.; Iglesias, J.; Pizarro, P. Progress in the design of zeolite catalysts for biomass conversion into biofuels and bio-based chemicals. Catal. Rev. 2018, 60, 1–70. [Google Scholar] [CrossRef]
- Debecker, D.P.; Gaigneaux, E.M.; Busca, G. Exploring, Tuning, and Exploiting the Basicity of Hydrotalcites for Applications in Heterogeneous Catalysis. Chem.-A Eur. J. 2009, 15, 3920–3935. [Google Scholar] [CrossRef] [PubMed]
- Parejas, A.; Cosano, D.; Hidalgo-Carrillo, J.; Ruiz, J.R.; Marinas, A.; Jiménez-Sanchidrián, C.; Urbano, F.J. Aldol Condensation of Furfural with Acetone Over Mg/Al Mixed Oxides. Influence of Water and Synthesis Method. Catalysts 2019, 9, 203. [Google Scholar] [CrossRef] [Green Version]
- Kikhtyanin, O.; Korolova, V.; Spencer, A.; Dubnová, L.; Shumeiko, B.; Kubička, D. On the influence of acidic admixtures in furfural on the performance of MgAl mixed oxide catalysts in aldol condensation of furfural and acetone. Catal. Today 2021, 367, 248–257. [Google Scholar] [CrossRef]
- Kadlec, D.; Tišler, Z.; Velvarská, R.; Pelíšková, L.; Akhmetzyanova, U. Comparison of the properties and catalytic activity of commercially and laboratory prepared Mg/Al mixed oxides in aldol condensation of cyclohexanone with furfural. React. Kinet. Mech. Catal. 2019, 126, 219–235. [Google Scholar] [CrossRef]
- Gholami, Z.; Tišler, Z.; Vondrová, P.; Velvarská, R.; Štěpánek, K. Solvent-Free Synthesis of Jasminaldehyde in a Fixed-Bed Flow Reactor over Mg-Al Mixed Oxide. Catalysts 2020, 10, 1033. [Google Scholar] [CrossRef]
- Kikhtyanin, O.; Bulánek, R.; Frolich, K.; Čejka, J.; Kubička, D. Aldol condensation of furfural with acetone over ion-exchanged and impregnated potassium BEA zeolites. J. Mol. Catal. A: Chem. 2016, 424, 358–368. [Google Scholar] [CrossRef]
- Fan, G.; Li, F.; Evans, D.G.; Duan, X. Catalytic applications of layered double hydroxides: Recent advances and perspectives. Chem. Soc. Rev. 2014, 43, 7040–7066. [Google Scholar] [CrossRef]
- Veloso, C.O.; Pérez, C.N.; de Souza, B.M.; Lima, E.C.; Dias, A.G.; Monteiro, J.L.F.; Henriques, C.A. Condensation of glyceraldehyde acetonide with ethyl acetoacetate over Mg,Al-mixed oxides derived from hydrotalcites. Microporous Mesoporous Mater. 2008, 107, 23–30. [Google Scholar] [CrossRef]
- Smoláková, L.; Frolich, K.; Kocík, J.; Kikhtyanin, O.; Čapek, L. Surface Properties of Hydrotalcite-Based Zn(Mg)Al Oxides and Their Catalytic Activity in Aldol Condensation of Furfural with Acetone. Ind. Eng. Chem. Res. 2017, 56, 4638–4648. [Google Scholar] [CrossRef]
- Čapek, L.; Kutálek, P.; Smoláková, L.; Hájek, M.; Troppová, I.; Kubička, D. The Effect of Thermal Pre-Treatment on Structure, Composition, Basicity and Catalytic Activity of Mg/Al Mixed Oxides. Top. Catal. 2013, 56, 586–593. [Google Scholar] [CrossRef]
- Smoláková, L.; Pöpperle, L.; Kocík, J.; Dubnová, L.; Horáček, J.; Čapek, L. Catalytic behavior of Mg–Al and Zn–Al mixed oxides in the transesterification of rapeseed oil: Comparison of batch and fixed bed reactors. React. Kinet. Mech. Catal. 2017, 121, 209–224. [Google Scholar] [CrossRef]
- Xu, M.; Celerier, S.; Comparot, J.-D.; Rousseau, J.; Corbet, M.; Richard, F.; Clacens, J.-M. Upgrading of furfural to biofuel precursors via aldol condensation with acetone over magnesium hydroxide fluorides MgF 2−x (OH) x. Catal. Sci. Technol. 2019, 9, 5793–5802. [Google Scholar] [CrossRef] [Green Version]
- Tampieri, A.; Föttinger, K.; Barrabés, N.; Medina, F. Catalytic aldol condensation of bio-derived furanic aldehydes and acetone: Challenges and opportunities. Appl. Catal. B Environ. 2022, 319, 121889. [Google Scholar] [CrossRef]
- Takehira, K. Recent development of layered double hydroxide-derived catalysts−Rehydration, reconstitution, and supporting, aiming at commercial application−. Appl. Clay Sci. 2017, 136, 112–141. [Google Scholar] [CrossRef]
- Zhou, J.; Zhao, J.; Zhang, J.; Zhang, T.; Ye, M.; Liu, Z. Regeneration of catalysts deactivated by coke deposition: A review. Chin. J. Catal. 2020, 41, 1048–1061. [Google Scholar] [CrossRef]
- Kikhtyanin, O.; Hora, L.; Kubička, D. Unprecedented selectivities in aldol condensation over Mg–Al hydrotalcite in a fixed bed reactor setup. Catal. Commun. 2015, 58, 89–92. [Google Scholar] [CrossRef]
- De Vylder, A.; Lauwaert, J.; De Clercq, J.; Van Der Voort, P.; Jones, C.W.; Thybaut, J.W. Aminated poly(ethylene glycol) methacrylate resins as stable heterogeneous catalysts for the aldol reaction in water. J. Catal. 2020, 381, 540–546. [Google Scholar] [CrossRef]
- De Vylder, A.; Lauwaert, J.; Esquivel, D.; Poelman, D.; De Clercq, J.; Van Der Voort, P.; Thybaut, J.W. The role of water in the reusability of aminated silica catalysts for aldol reactions. J. Catal. 2018, 361, 51–61. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No. | Catalyst | Molar Ratio | Water Addition | Feed Flow [g/h] |
|---|---|---|---|---|
| 1. | MgAl 3:1 | 1:2.5 | - | 10 |
| 2a. | MgAl 3:1 | 1:2.5 | 5 wt.% | 10 |
| 2b. | MgAl REG | 1:2.5 | 5 wt.% | 10 |
| 3. | MgAl 3:1 | 1:5 | 5 wt.% | 10 |
| Sample | Surface Area (BET) [m2/g] | Pore Volume [cm3/g] | Total Concentration of Active Sites [µmol/g] | |
|---|---|---|---|---|
| Acid-NH3 | Basic-CO2 | |||
| MgAl | 73 | 0.385 | - | - |
| MgAl CALC | 242 | 0.654 | 751 | 1192 |
| MgAl REH | 61 | 0.260 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tišler, Z.; Vondrová, P.; Peroutková, K.; Šimek, J.; Skuhrovcová, L.; Strejcová, K.; Svobodová, E.; Gholami, Z. Influence of Water on the Production of Liquid Fuel Intermediates from Furfural via Aldol Condensation over MgAl Catalyst. Processes 2023, 11, 261. https://doi.org/10.3390/pr11010261
Tišler Z, Vondrová P, Peroutková K, Šimek J, Skuhrovcová L, Strejcová K, Svobodová E, Gholami Z. Influence of Water on the Production of Liquid Fuel Intermediates from Furfural via Aldol Condensation over MgAl Catalyst. Processes. 2023; 11(1):261. https://doi.org/10.3390/pr11010261
Chicago/Turabian StyleTišler, Zdeněk, Pavla Vondrová, Kateřina Peroutková, Josef Šimek, Lenka Skuhrovcová, Kateřina Strejcová, Eliška Svobodová, and Zahra Gholami. 2023. "Influence of Water on the Production of Liquid Fuel Intermediates from Furfural via Aldol Condensation over MgAl Catalyst" Processes 11, no. 1: 261. https://doi.org/10.3390/pr11010261
APA StyleTišler, Z., Vondrová, P., Peroutková, K., Šimek, J., Skuhrovcová, L., Strejcová, K., Svobodová, E., & Gholami, Z. (2023). Influence of Water on the Production of Liquid Fuel Intermediates from Furfural via Aldol Condensation over MgAl Catalyst. Processes, 11(1), 261. https://doi.org/10.3390/pr11010261