


Separation and Recovery of Rare Earths and Iron from NdFeB Magnet Scraps

Abstract
:1. Introduction
2. Experimental
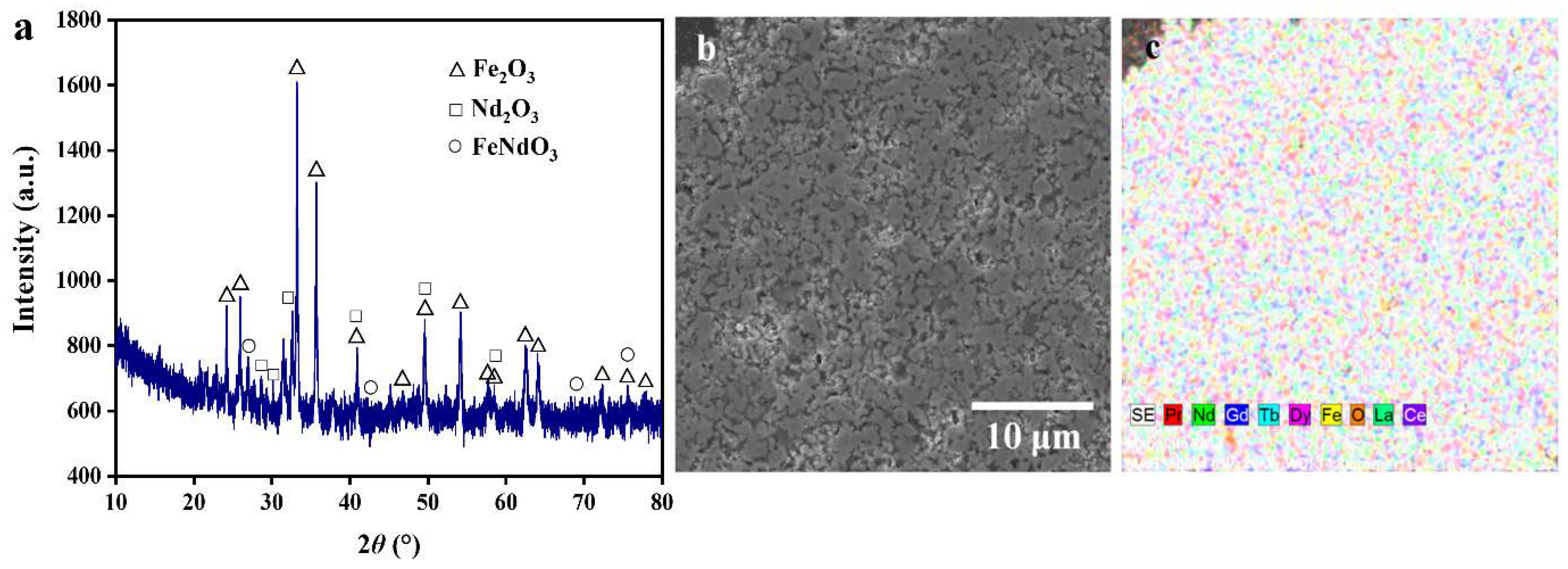
2.1. Materials and Analysis
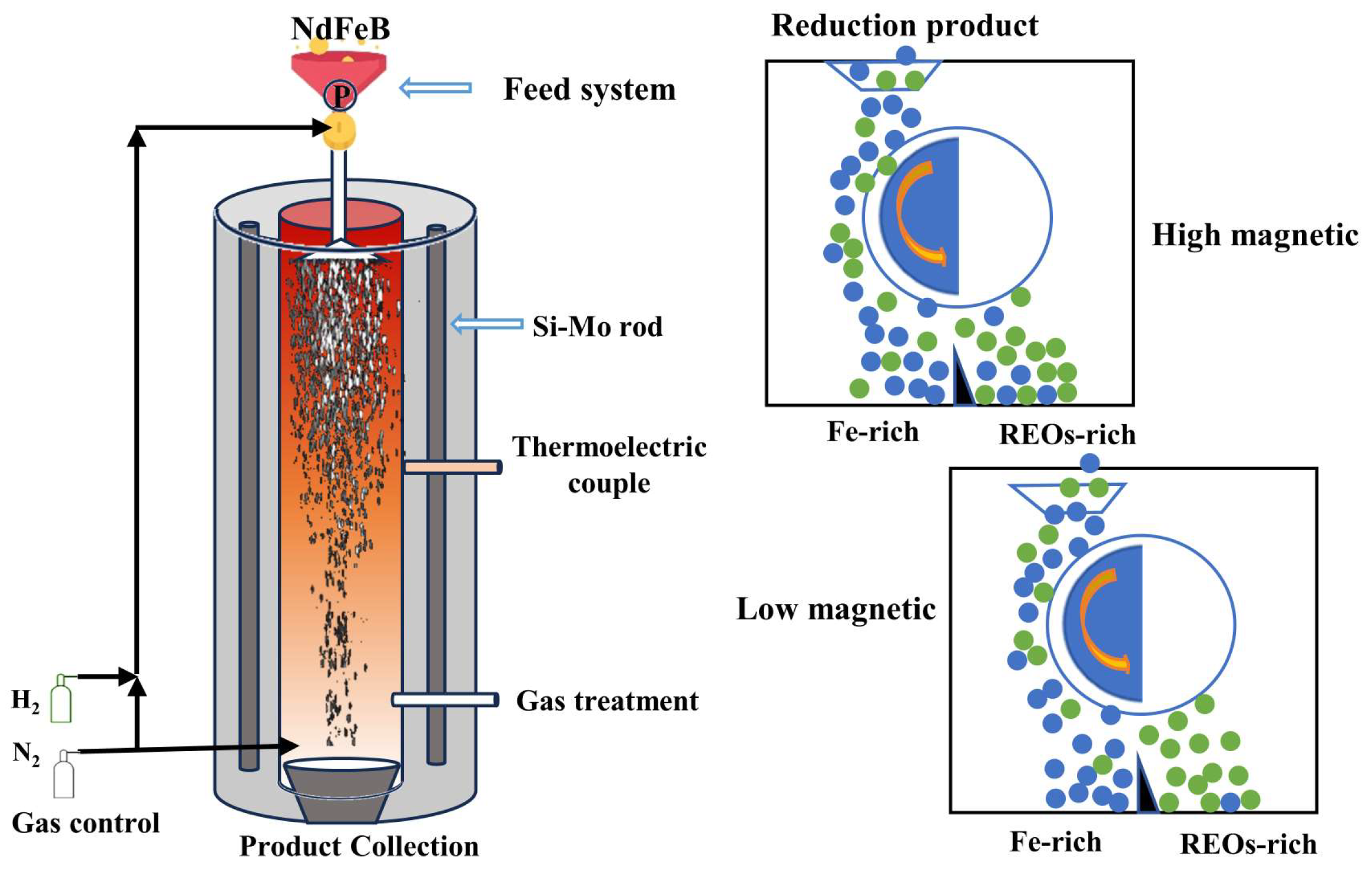
2.2. Experimental Apparatus and Procedure
3. Results and Discussion
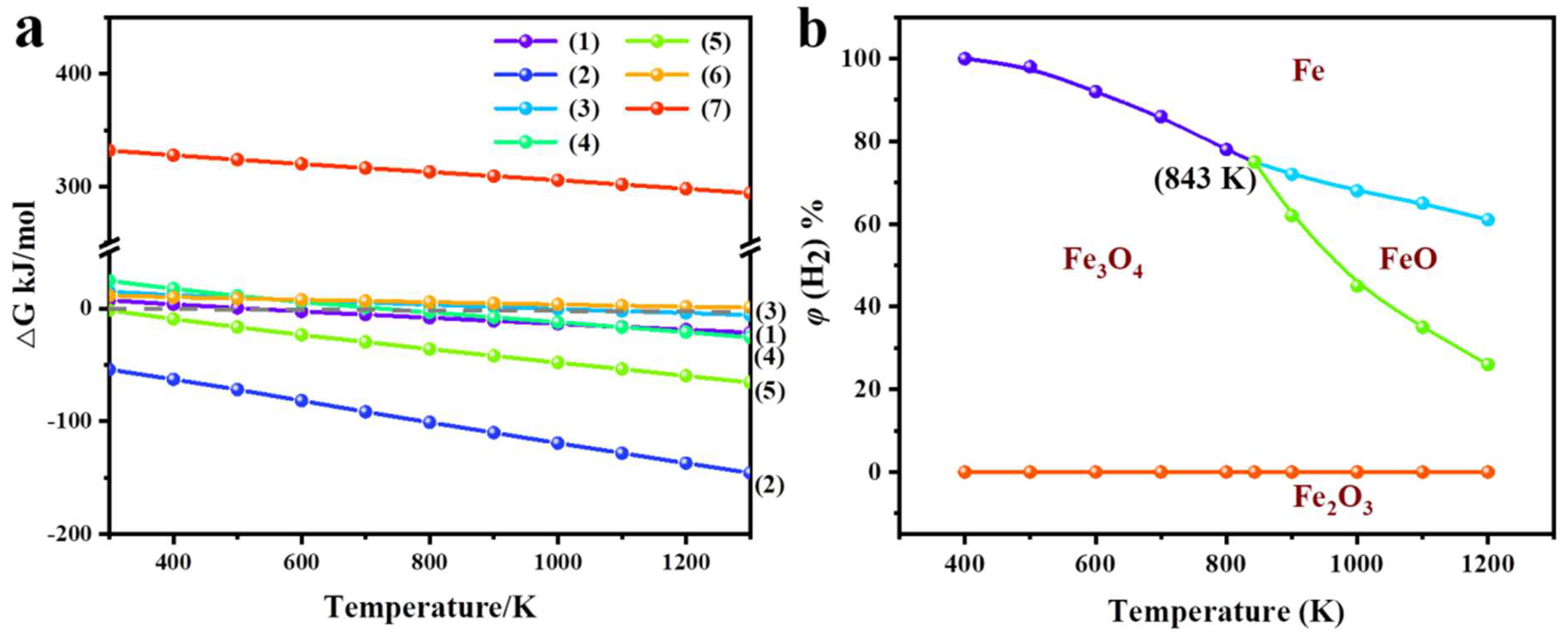
3.1. Thermodynamic Analysis
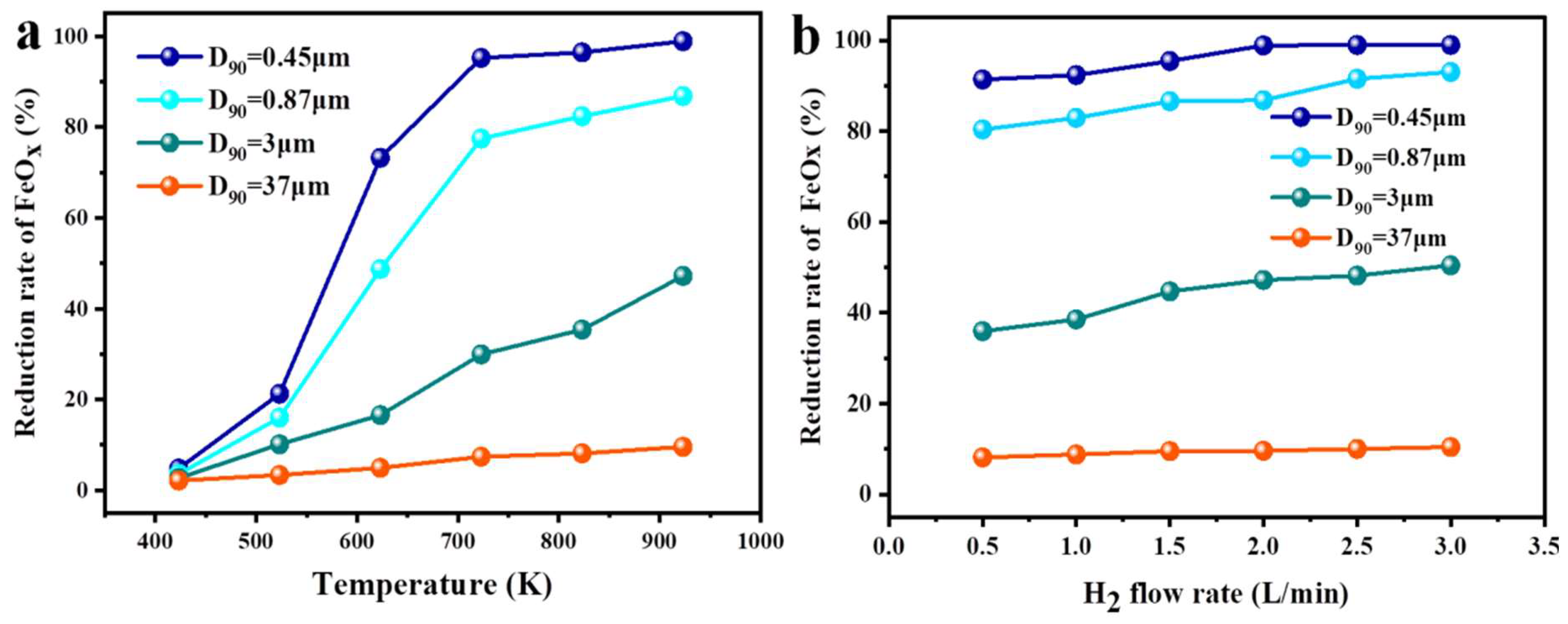
3.2. Effects of Temperature and Particle Size on the Reduction Rate of FeOx
3.3. Effects of H2 Flow Rate and Particle Size on the Reduction Rate of FeOx
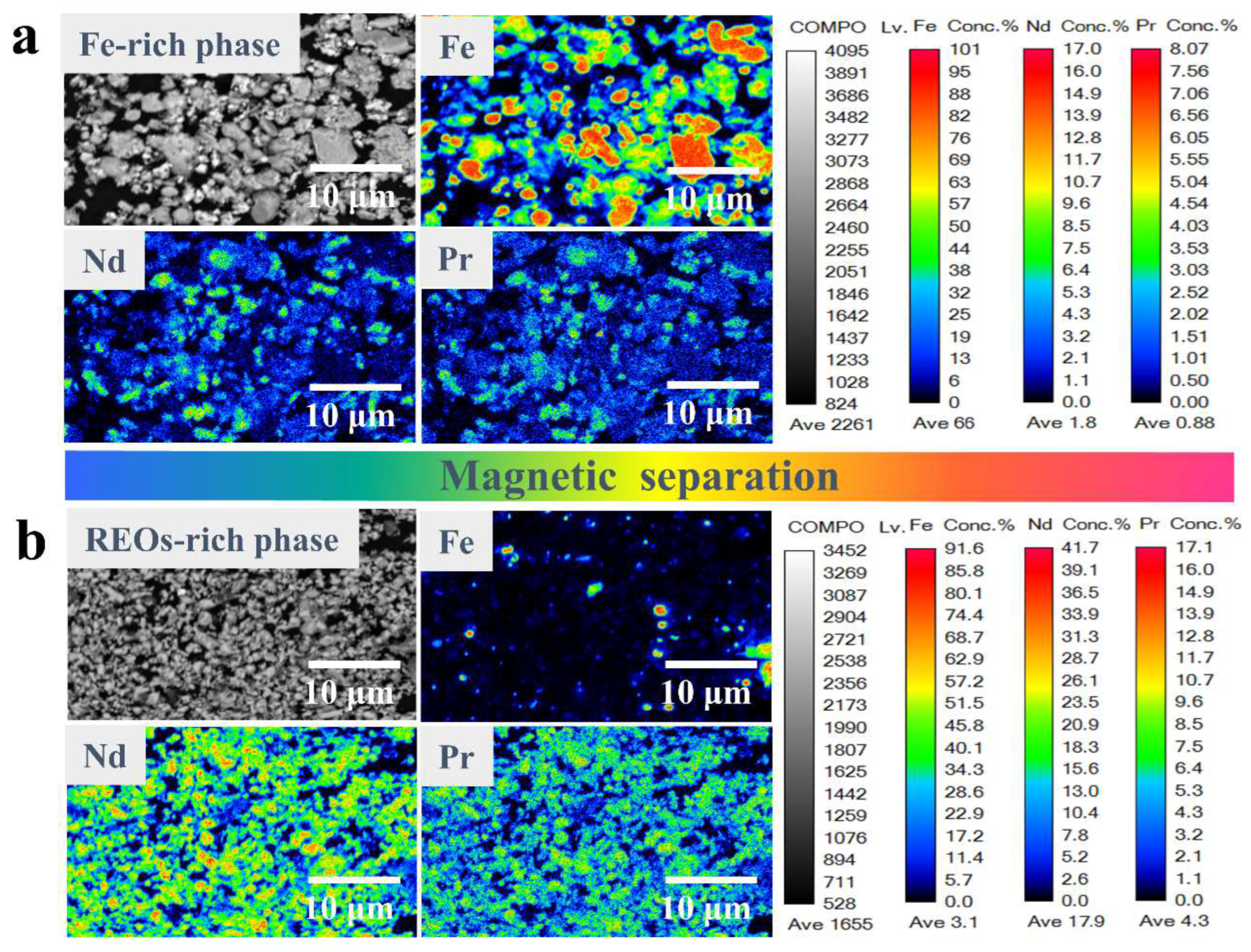
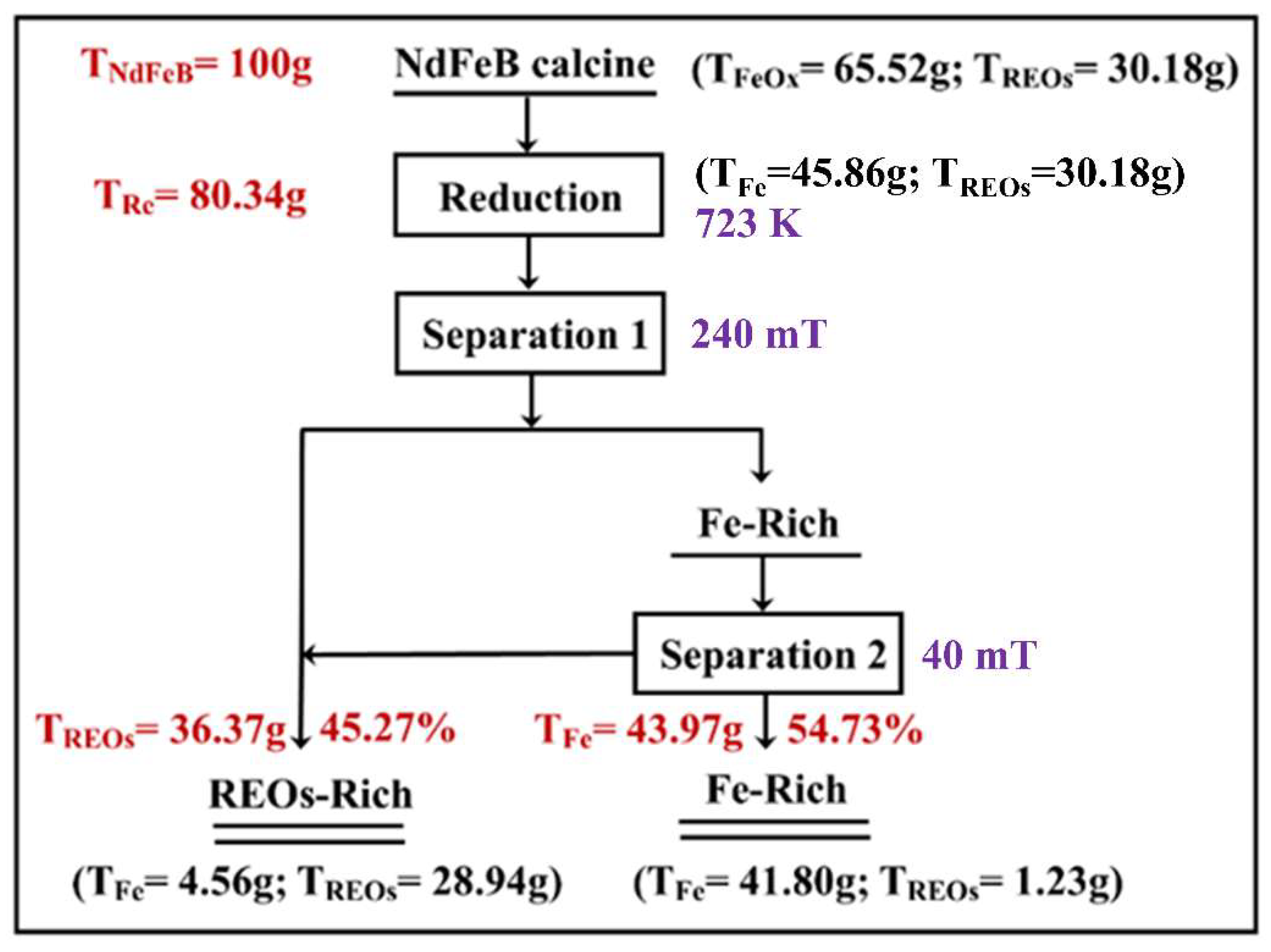
3.4. Effect of Magnetic Field Intensity on the Separation Rate of Fe/REOs
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dudarko, O.; Kobylinska, N.; Kessler, V.; Seisenbaieva, G. Recovery of rare earth elements from NdFeB magnet by mono- and bifunctional mesoporous silica: Waste recycling strategies and perspectives. Hydrometallurgy 2022, 2022, 105855. [Google Scholar] [CrossRef]
- Laatikainen, M.; Makarova, I.; Sainio, T.; Repo, E. Selective acid leaching of rare earth elements from roasted NdFeB magnets. Sep. Purif. Technol. 2021, 278, 119571. [Google Scholar] [CrossRef]
- Klemettinen, A.; Zak, A.; Chojnacka, I.; Matuska, S.; Le’sniewicz, A.; Wełna, M.; Adamski, Z.; Klemettinen, L.; Rycerz, L. Leaching of Rare Earth Elements from NdFeB Magnets without Mechanical Pretreatment by Sulfuric (H2SO4) and Hydrochloric (HCl) Acids. Minerals 2021, 11, 1374. [Google Scholar] [CrossRef]
- Bohm, D.; Czerski, K.; Gottlieb, S.; Huke, A.; Ruprecht, G. Recovery of Rare Earth Elements from NdFeB Magnets by Chlorination and Distillation. Processes 2023, 11, 577. [Google Scholar] [CrossRef]
- München, D.D.; Stein, R.T.; Veit, H.M. Rare Earth Elements Recycling Potential Estimate Based on End-of-Life NdFeB Permanent Magnets from Mobile Phones and Hard Disk Drives in Brazil. Minerals 2021, 11, 1190. [Google Scholar] [CrossRef]
- Habibzadeh, A.; Ali Kucuker, M.; Gokelma, M. Review on the Parameters of Recycling NdFeB Magnets via a Hydrogenation Process. ACS Omega 2023, 8, 17431–17445. [Google Scholar] [CrossRef]
- Saito, T.; Sato, H.; Ozawa, S.; Yu, J.; Motegi, T. The extraction of Nd from waste NdFeB alloys by the glass slag method. J. Alloys Compd. 2003, 353, 189–193. [Google Scholar] [CrossRef]
- Mochizuki, Y.; Tsubouchi, N.; Sugawara, K. Selective Recovery of Rare Earth Elements from Dy containing NdFeB Magnets by Chlorination. ACS Sustain. Chem. Eng. 2013, 1, 655–662. [Google Scholar] [CrossRef]
- Sun, M.; Hu, X.Y.; Peng, L.M.; Fu, P.H.; Ding, W.J.; Peng, Y.H. On the production of Mg-Nd master alloy from NdFeB magnet scraps. J. Mater. Process. Technol. 2015, 218, 57–61. [Google Scholar] [CrossRef]
- Kumari, A.; Randhawa, N.S.; Sahu, S.K. Electrochemical treatment of spent NdFeB magnet in organic acid for recovery of rare earths and other metal values. J. Clean. Prod. 2021, 309, 127393. [Google Scholar] [CrossRef]
- Brahim, J.A.; Hak, S.A.; Achiou, B.; Boulif, R.; Beniazza, R.; Benhida, R. Kinetics and mechanisms of leaching of rare earth elements from secondary resources. Miner. Eng. 2022, 177, 107351. [Google Scholar] [CrossRef]
- Makarava, I.; Kasach, A.; Kharytonau, D.; Kurilo, I.; Laatikainen, M.; Repo, E. Enhanced acid leaching of rare earths from NdCeFeB magnets. Miner. Eng. 2022, 179, 107446. [Google Scholar] [CrossRef]
- Ding, J.; Li, Y.; Yong, P.T. A comparative study of melt-spun ribbons of Nd12Fe82B6 and Nd15Fe77B8. J. Phys. D Appl. Phys. 1998, 31, 2745. [Google Scholar] [CrossRef]
- Ling, Z.Y.; Xiong, M.R.; Zhang, Q.Q. Effects of iron deficiency on magnetic properties of (Ni0.76Zn0.24)O(Fe2O3)0.575 ferrite. J. Magn. Magn. Mater. 2000, 219, 9–14. [Google Scholar] [CrossRef]
- Tang, Z.D.; Zhang, Q.; Sun, Y.S.; Gao, P.; Han, Y.X. Pilot-scale extraction of iron from flotation tailings via suspension magnetization roasting in a mixture of CO and H2 followed by magnetic separation. Resour. Conserv. Recycl. 2021, 172, 105680. [Google Scholar] [CrossRef]
- Pineau, A.; Kanari, N.; Gaballah, I. Kinetics of reduction of iron oxides by H2: Part I: Low temperature reduction of hematite. Thermochim. Acta 2006, 447, 89–100. [Google Scholar] [CrossRef]
- Pineau, A.; Kanari, N.; Gaballah, I. Kinetics of reduction of iron oxides by H2: Part II. Low temperature reduction of magnetite. Thermochim. Acta 2007, 456, 75–88. [Google Scholar] [CrossRef]
- Wang, J.L.; Peng, R.Z. Flash Reduction Comprehensive Recovery Method of Neodymium Iron Boron Waste Acid Leaching Residue. CN201910009569.7, 4 January 2019. [Google Scholar]
- Wang, J.L.; Wang, H.Q. A Method for One-Step Comprehensive Recovery of NdFeB Waste Acid Leaching Slag by Flash Reduction. CN201910009567.8, 4 January 2019. [Google Scholar]
- Zhang, H.B.; Wang, Y.N.; He, Y.Z.; Xu, S.H.; Hu, B.; Cao, H.Z.; Zhou, J.; Zheng, G.Q. Efficient and safe disposition of arsenic by incorporation in smelting slag through copper flash smelting process. Miner. Eng. 2021, 160, 106661. [Google Scholar] [CrossRef]
- Bao, Q.P.; Guo, L.; Guo, Z.C. A novel direct reduction-flash smelting separation process of treating high phosphorous iron ore fines. Power Technol. 2021, 377, 149–162. [Google Scholar] [CrossRef]
- Constantineau, J.P.; Bouffard, S.C.; Grace, J.R.; Richards, G.G. Pre-ignition behavior of lead sulfide in the flame of a flash smelter. Miner. Eng. 2011, 24, 845–851. [Google Scholar] [CrossRef]
- Speight, J. Lange’s Handbook of Chemistry; McGraw-Hill Education: Columbus, OH, USA, 2005. [Google Scholar]
- Pang, J.M.; Guo, P.M.; Zhao, P.; Cao, C.Z.; Zhang, D.W. Influence of Size of Hematite Powder on Its Reduction Kinetics by H2 at Low Temperature. J. Iron Steel Res. Int. 2009, 16, 7–11. [Google Scholar] [CrossRef]
- Jozwiak, W.K.; Kaczmarek, E.; Manieecki, T.P.; Ignaczak, W.; Maniukiewicz, W. Reduction behavior of iron oxides in hydrogen and carbon monoxide atmospheres. Appl. Catal. A Gen. 2007, 326, 17–27. [Google Scholar] [CrossRef]
- Stopic, S.; Polat, B.; Chung, H.W.; Emil-Kaya, E.; Smiljanic, S.; Gurmen, S.; Friedrich, B. Recovery of Rare Earth Elements through Spent NdFeB Magnet Oxidation (First Part). Metals 2022, 12, 1464. [Google Scholar] [CrossRef]
- Luo, S.Y.; Yi, C.J.; Zhou, Y.M. Direct reduction of mixed biomass-Fe2O3 briquettes using biomass-generated syngas. Renew. Energy 2011, 36, 3332–3336. [Google Scholar] [CrossRef]
- Chen, F.; Mohassab, Y.; Zhang, S.Q.; Sohn, H.Y. Kinetics of the Reduction of Hematite Concentrate Particles by Carbon Monoxide Relevant to a Novel Flash Ironmaking Process. Metall. Mater. Trans. B 2015, 46, 1716–1728. [Google Scholar] [CrossRef]
- Wang, J.L.; Liu, X.R. Carbon-Thermal Reduction of Neodymium Iron Boron Scrap. J. Chin. Soc. Rare Earths 2020, 37, 84–90. [Google Scholar] [CrossRef]
- Bang, Y.Y.; Guo, S.Q.; Xu, Y.L.; Tang, K.; Lu, X.G.; Ding, W.Z. Recovery of rare earth elements from permanent magnet scraps by pyrometallurgical process. Rare Met. 2022, 41, 1697–1702. [Google Scholar] [CrossRef]
- Bang, Y.Y.; Guo, S.Q.; Tang, K.; Jiang, L.; Lu, C.Y.; Lu, X.G.; Ding, W.Z. Recovery of Rare Earth Elements from NdFeB Magnet Scraps by Pyrometallurgical Processes. In Rare Metal Technology; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- Yu, J.W.; Li, Y.F.; Lv, Y.; Han, Y.X.; Gao, P. Recovery of iron from high-iron red mud using suspension magnetization roasting and magnetic separation. Miner. Eng. 2022, 178, 107394. [Google Scholar] [CrossRef]
- Ozawa, S.; Sato, H.; Saito, T.; Motegi, T.; Yu, J. Production of Nd-Fe-B alloys by the glass slag method. J. Appl. Phys. 2002, 10, 8831–8833. [Google Scholar] [CrossRef]
- Saito, T. Structures and magnetic properties of Nd–Fe alloys produced by the glass slag method. J. Alloys Compd. 2006, 414, 88–93. [Google Scholar] [CrossRef]
- Kumari, A.; Kumar Sahu, S. A comprehensive review on recycling of critical raw materials from spent neodymium iron boron (NdFeB) magnet. Sep. Purif. Technol. 2023, 317, 123527. [Google Scholar] [CrossRef]
- Kumari, A.; Kumar Sinha, M.; Pramanik, S.; Kumar Sahu, S. Recovery of rare earths from spent NdFeB magnets of wind turbine: Leaching and kinetic aspects. Waste Manag. 2018, 75, 486–498. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction No. | Reactions | ∆G (kJ/mol) vs. T(K) |
|---|---|---|
| (1) | 1/3Fe2O3(s) + H2(g) = 2/3Fe(s) + H2O(g) | ∆G = −0.029T + 15.87 |
| (2) | 3Fe2O3(s)+ H2(g) = 2Fe3O4(s) + H2O(g) | ∆G = −0.106T − 18.63 |
| (3) | Fe3O4 (s) + 4H2(g) = 3Fe(s) + 4H2O(g) | ∆G = −0.019T + 20.19 |
| (4) | Fe3O4(s) + H2(g) = 3FeO(s) + H2O(g) | ∆G = −0.052T + 40.89 |
| (5) | Fe2O3(s) + H2(g) = 2FeO(s) + H2O(g) | ∆G = −0.070T + 21.05 |
| (6) | FeO(s) + H2(g) = Fe(s) + H2O(g) | ∆G = −0.008T + 13.29 |
| (7) | 1/3Nd2O3(s) + H2(g) = 2/3Nd(s) + H2O(g) | ∆G = −0.038T + 343.85 |
| Grinding time (h) | 4 | 16 | 32 | 56 | 72 |
| D90 (μm) | 37 | 3 | 0.87 | 0.45 | 0.40 |
| D50 (μm) | 25 | 2.1 | 0.58 | 0.34 | 0.26 |
| D10 (μm) | 13 | 1.2 | 0.31 | 0.19 | 0.14 |
| Ref. | Method | Reductant | Particle Size | T/K | Time | Reduction Rate/% |
|---|---|---|---|---|---|---|
| [26] | Gas–solid reduction | H2 + CO | ~150 mm | 1373 | 60 min | 94.7 |
| [27] | Flash reduction | H2 + CO | 21 μm | 1623 | 5 s | 90 |
| [28] | Solid–solid reduction | C | 74 μm | 1473 | 240 min | 88.08 |
| [29] | Solid–solid reduction | C | 150 μm | 1823 | 60 min | 99.12 |
| [30] | Solid–solid reduction | C | ~100 μm | 1773 | 240 min | 99.8 |
| This work | Flash reduction | H2 | 0.45 μm | 723 | 5 s | 95.2 |
| Composition | Fe wt% | REOs wt% | Yield % | |
|---|---|---|---|---|
| calcined NdFeB | 45.9 | 30.2 | / | |
| Reduction product | 55.6 | 36.8 | / | |
| First step separation | Fe-rich phase | 65.2 | 29.1 | 82.8 |
| REOs-rich phase | 9.5 | 74.0 | 17.2 | |
| Second step separation | Fe-rich phase | 90.2 | 3.1 | 67.4 |
| REOs-rich phase | 13.5 | 82.8 | 32.6 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Wang, J.; Lei, X.; Wen, X.; Li, D.; Liu, F.; Zhou, W.; Xu, S. Separation and Recovery of Rare Earths and Iron from NdFeB Magnet Scraps. Processes 2023, 11, 2895. https://doi.org/10.3390/pr11102895
Wang H, Wang J, Lei X, Wen X, Li D, Liu F, Zhou W, Xu S. Separation and Recovery of Rare Earths and Iron from NdFeB Magnet Scraps. Processes. 2023; 11(10):2895. https://doi.org/10.3390/pr11102895
Chicago/Turabian StyleWang, Houqing, Jinliang Wang, Xiang Lei, Xiaochun Wen, Dewei Li, Fupeng Liu, Wenyue Zhou, and Shengming Xu. 2023. "Separation and Recovery of Rare Earths and Iron from NdFeB Magnet Scraps" Processes 11, no. 10: 2895. https://doi.org/10.3390/pr11102895
APA StyleWang, H., Wang, J., Lei, X., Wen, X., Li, D., Liu, F., Zhou, W., & Xu, S. (2023). Separation and Recovery of Rare Earths and Iron from NdFeB Magnet Scraps. Processes, 11(10), 2895. https://doi.org/10.3390/pr11102895