


Reduced-Order Modeling and Control of Heat-Integrated Air Separation Column Based on Nonlinear Wave Theory


Abstract
:1. Introduction
2. Wave Modeling of the HIASC
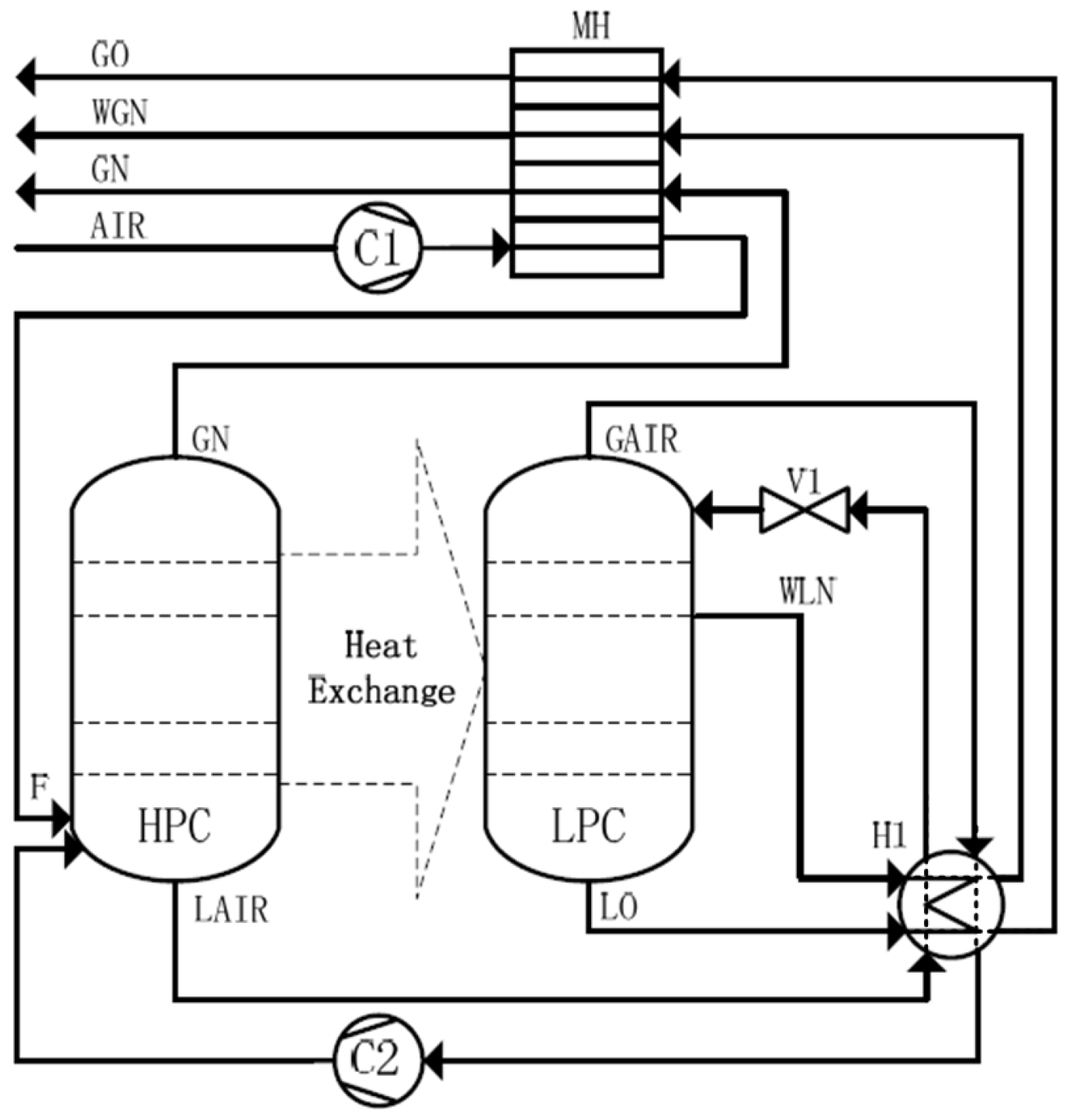
2.1. The Mechanism Model of the HIASC
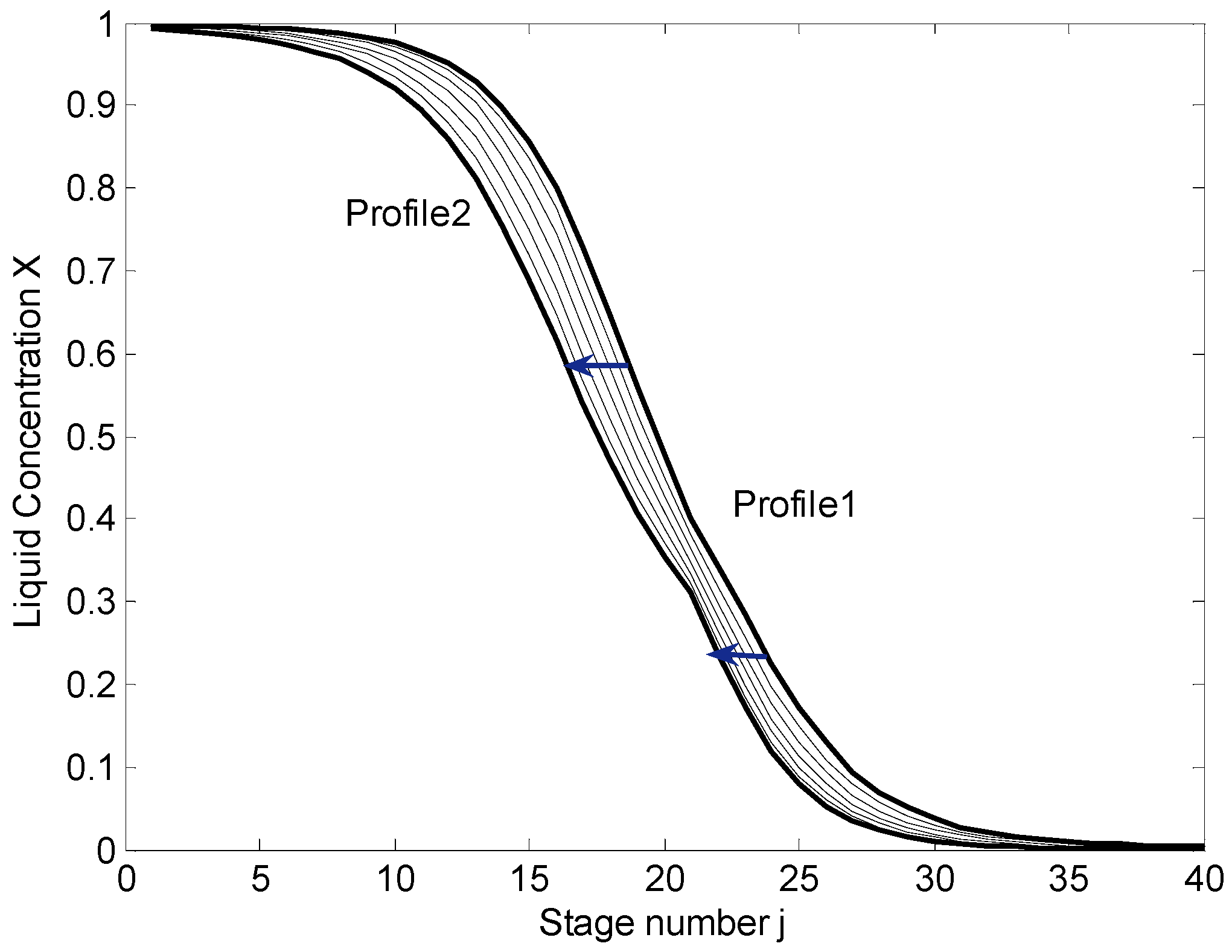
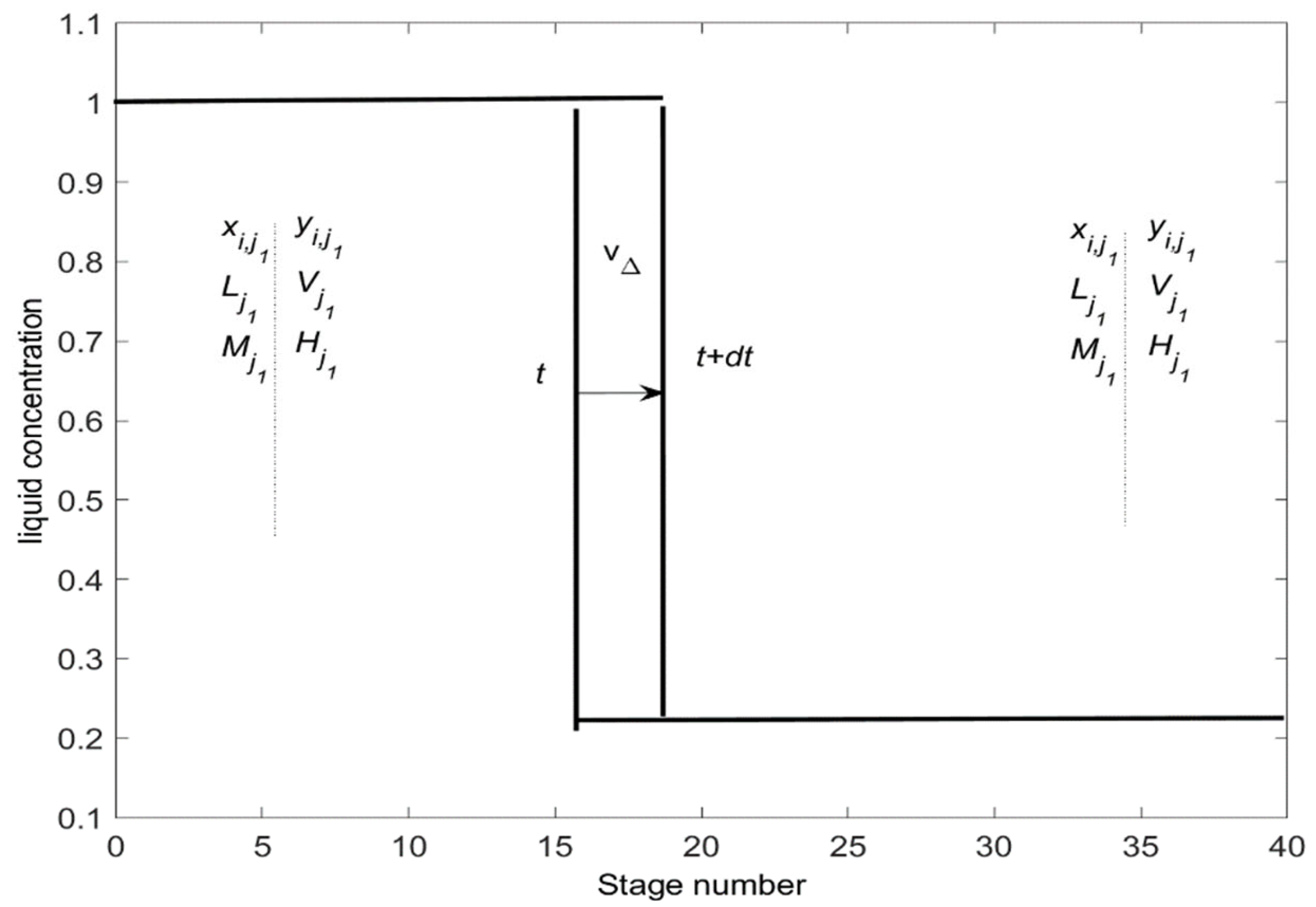
2.2. Wave Modeling of the HIASC
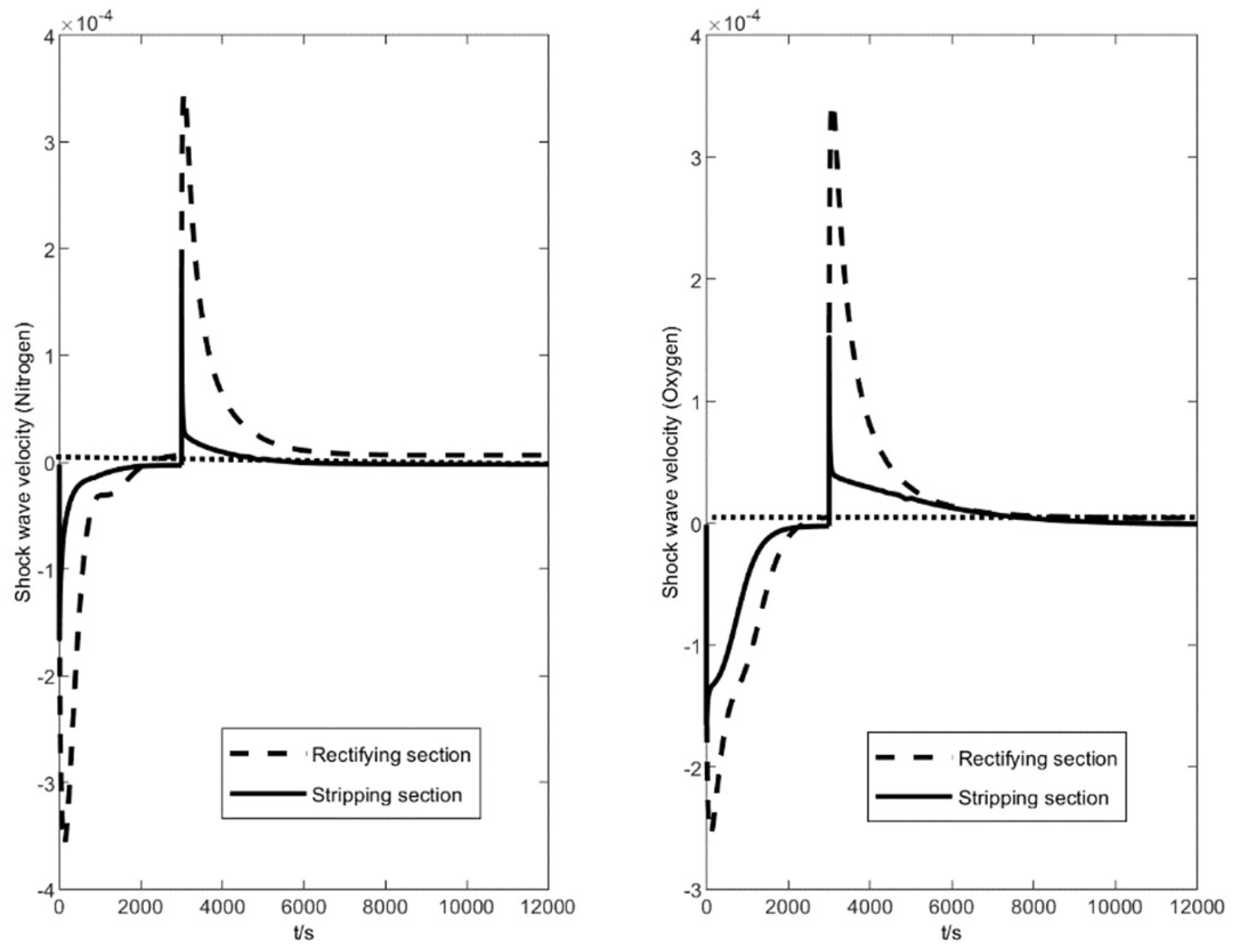
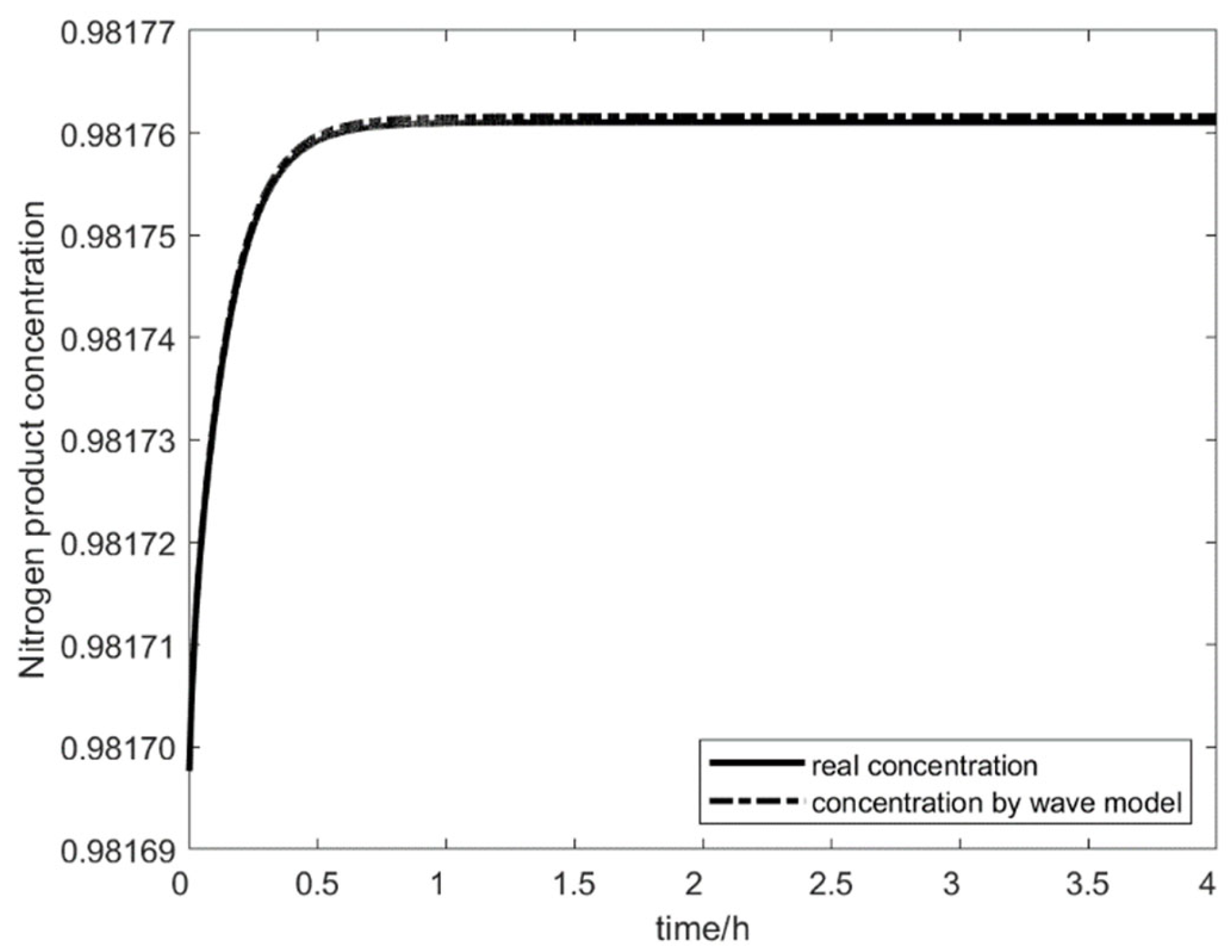
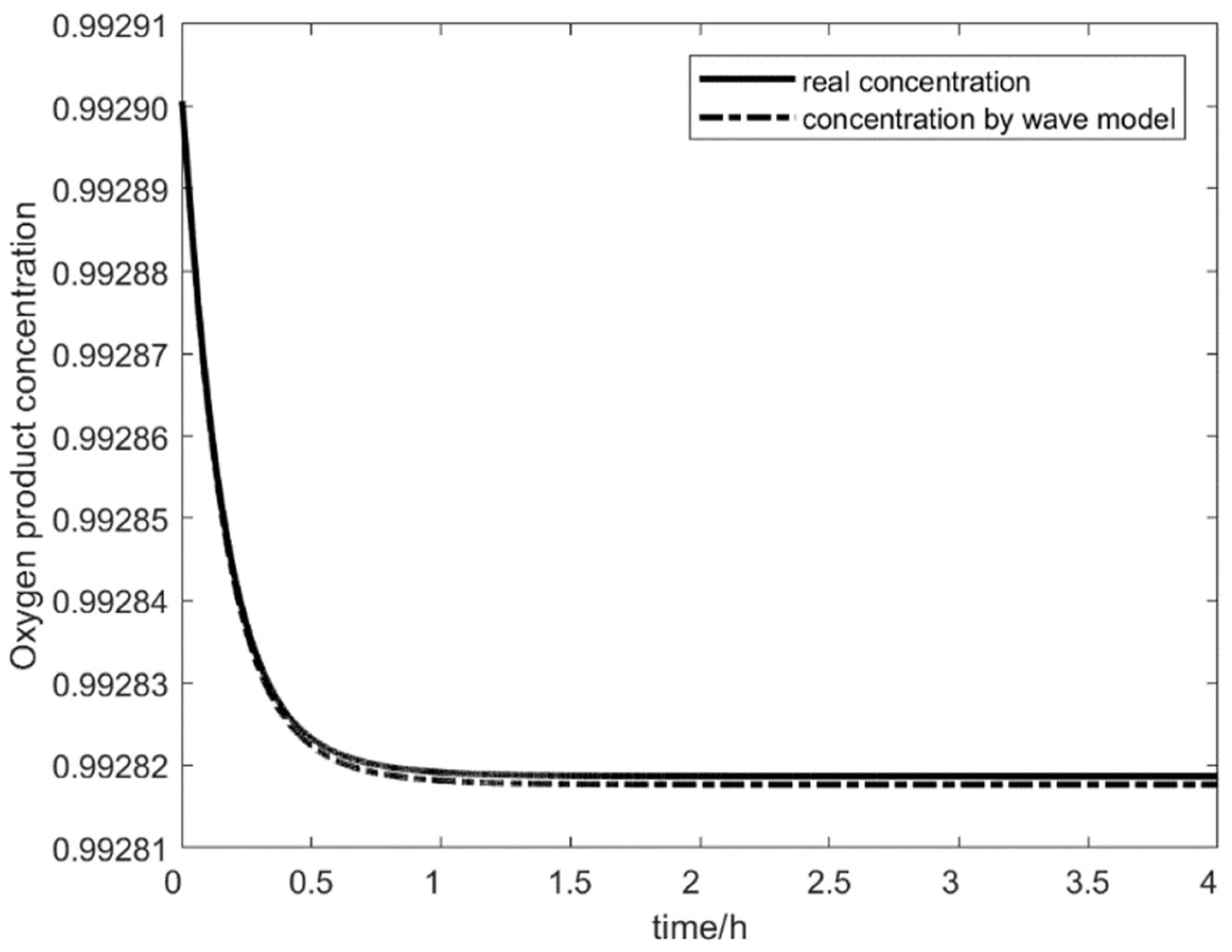
2.3. Model Test
3. Control Scheme Design for the HIASC
3.1. Model Predictive Control Design Based on the Wave Model
3.2. Comparative Control Scheme Design
4. Comparison of Control Scheme Effects
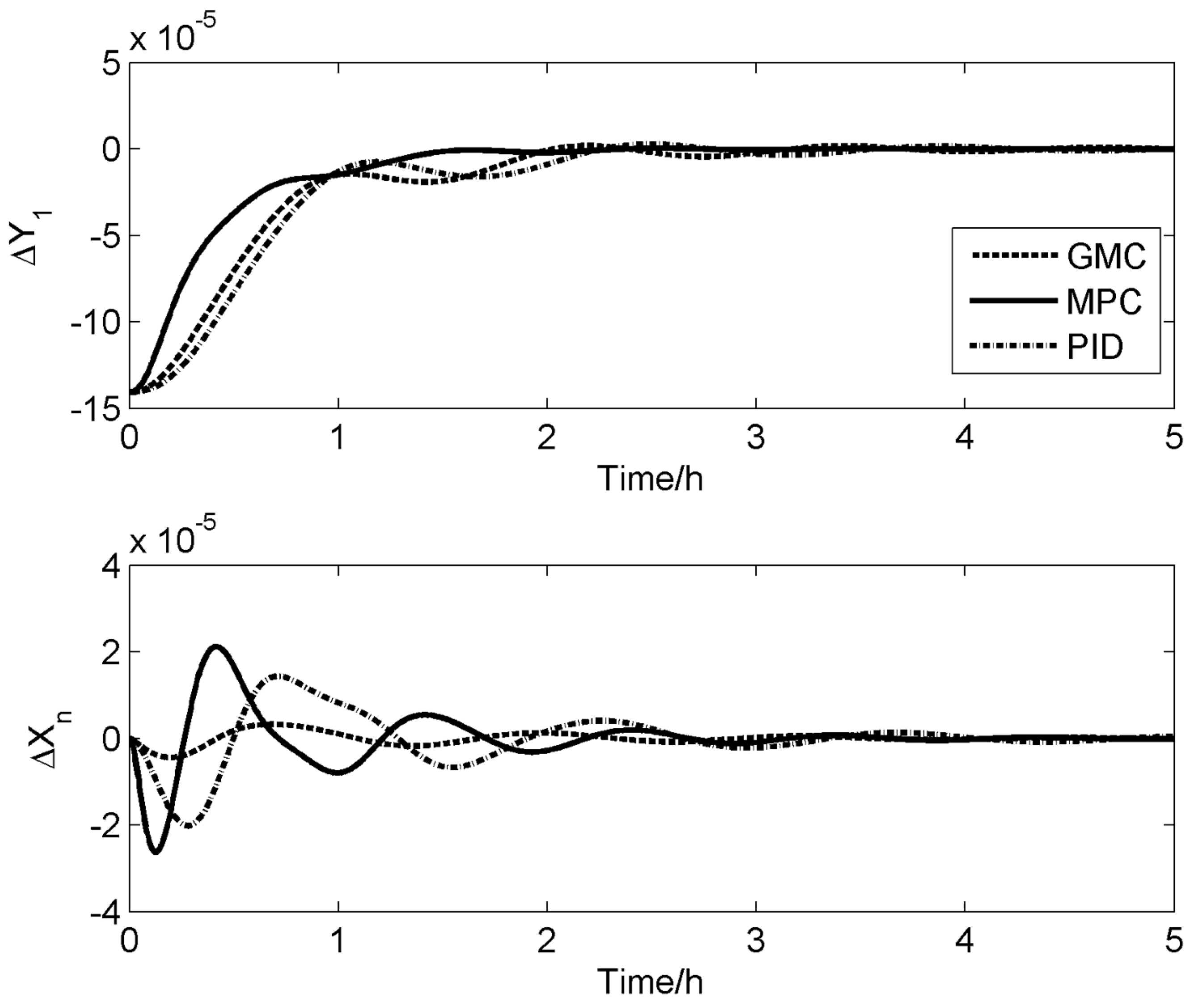
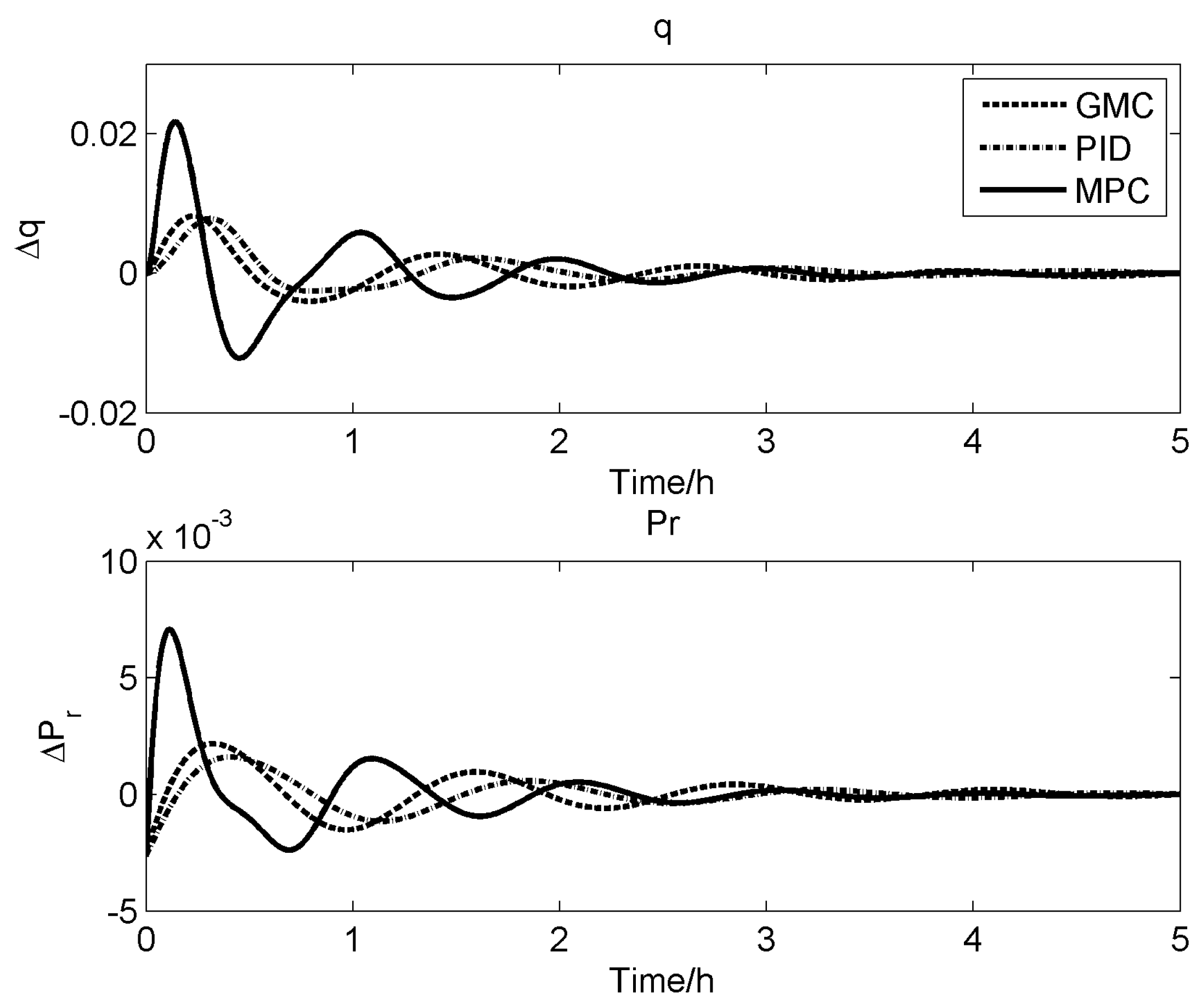
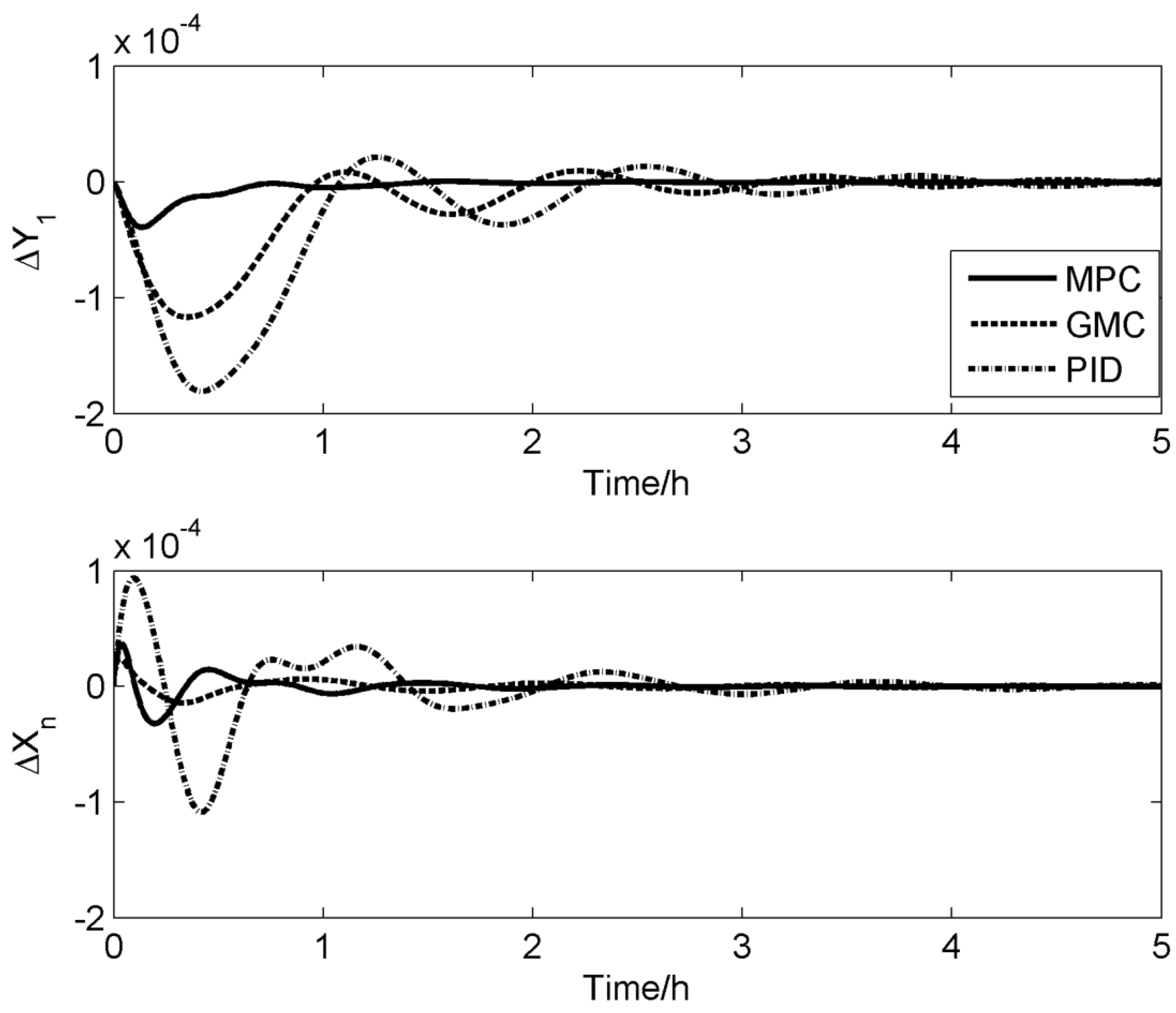
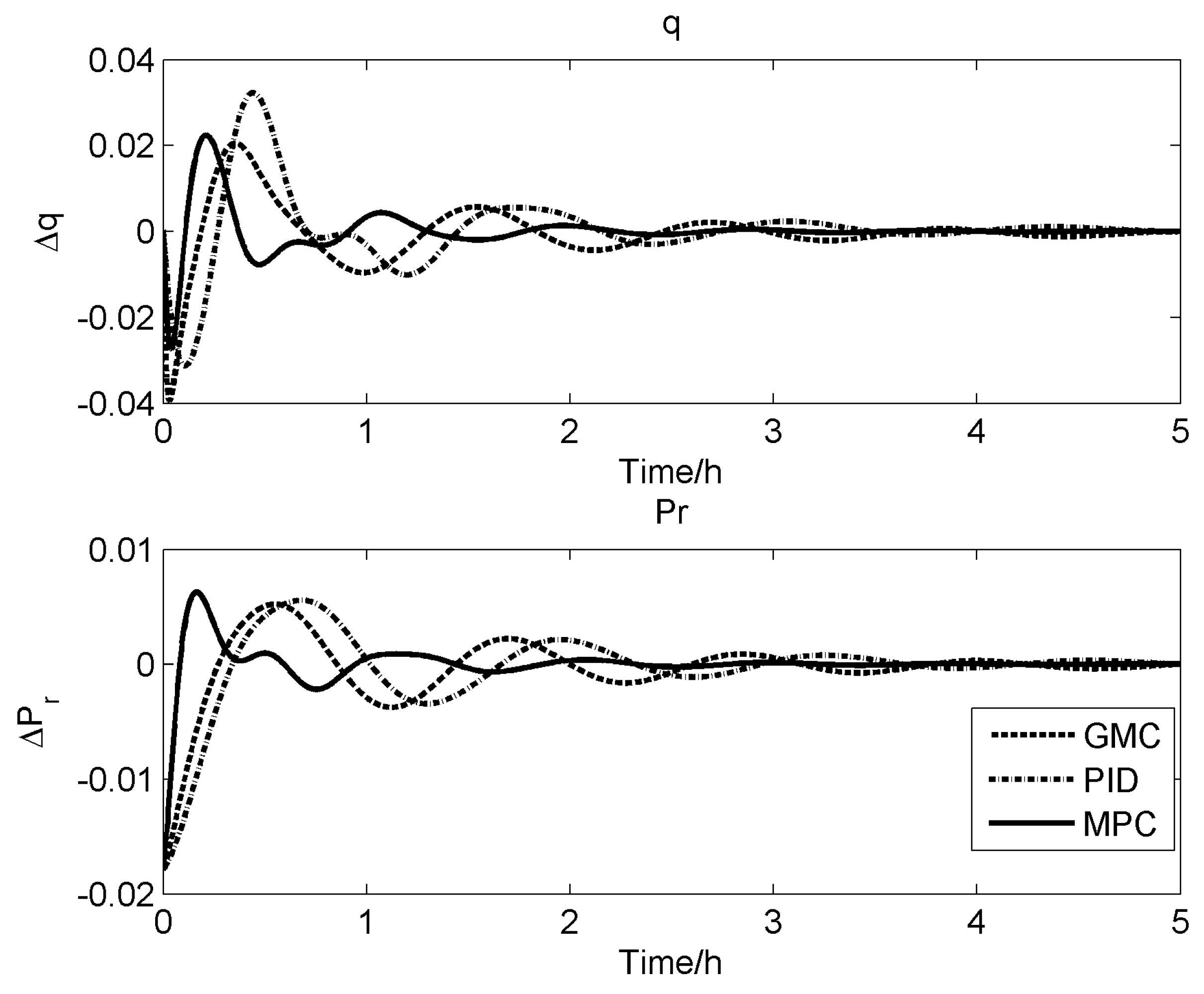
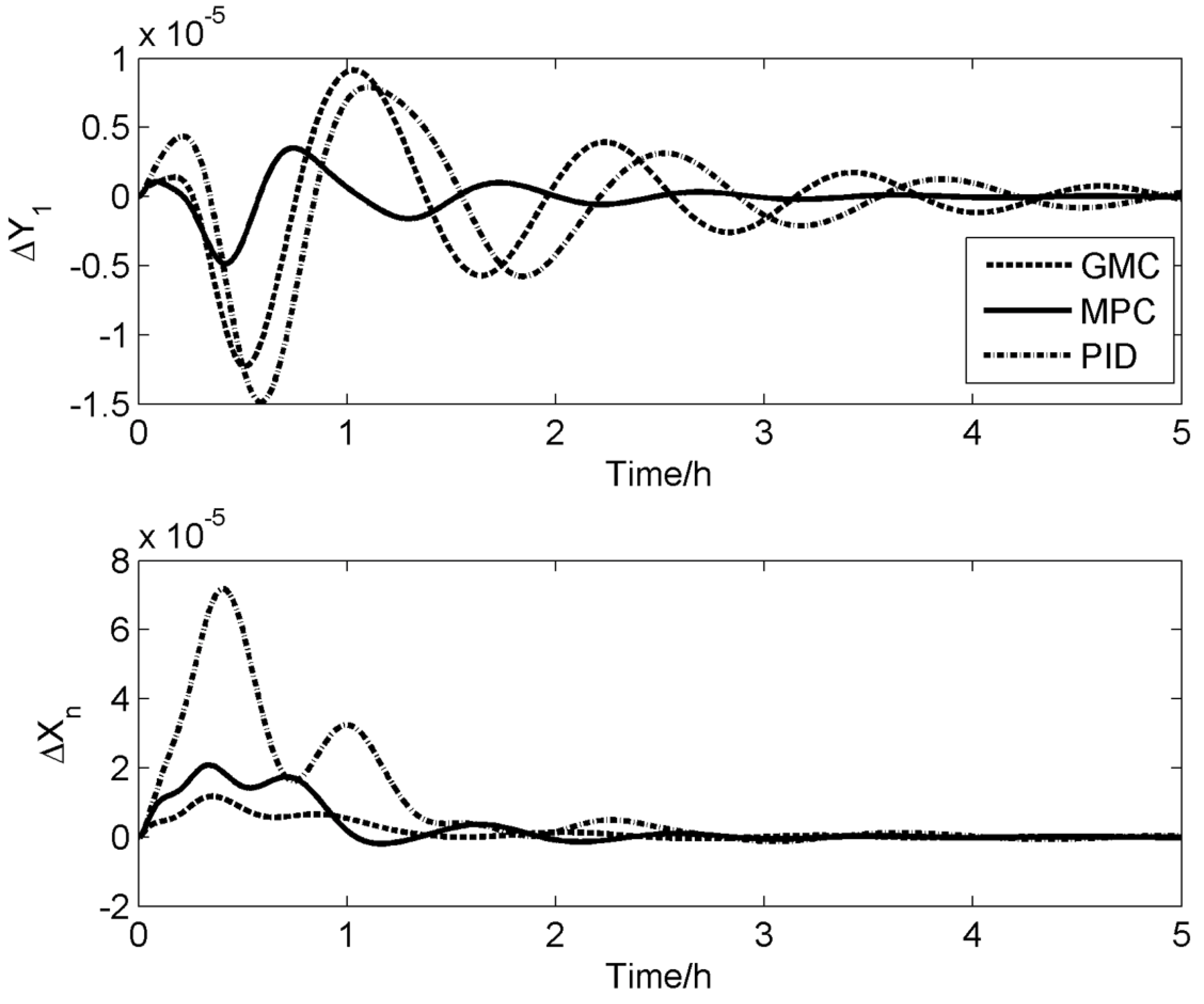
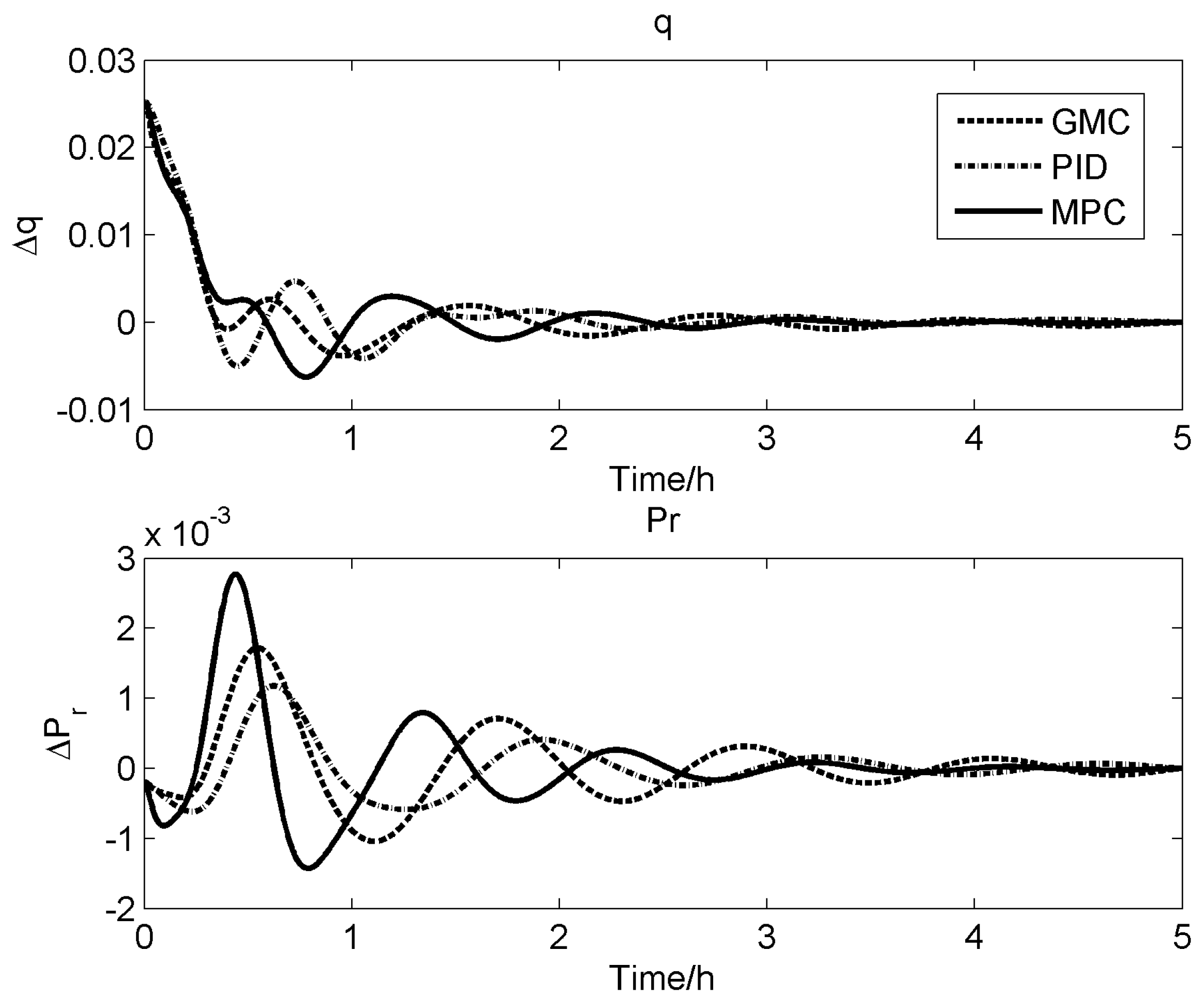
4.1. Servo Control
4.2. Regulatory Control
4.3. Error Index Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Quarshie, A.W.K.; Swartz, C.L.E.; Madabhushi, P.B.; Cao, Y.N.; Wang, Y.J.; Flores-Cerrillo, J. Modeling, simulation, and optimization of multiproduct cryogenic air separation unit startup. AIChE J. 2023, 69, e17953. [Google Scholar] [CrossRef]
- Saaedi, M.; Mehrpooya, M.; Delpishe, M.; Zaitsev, A. Proposal and energy/exergy analysis of a novel cryogenic air separation configuration for the production of neon and argon. Chem. Pap. 2022, 76, 7075–7093. [Google Scholar] [CrossRef]
- Kong, F.L.; Liu, Y.X.; Tong, L.G.; Guo, W.; Qiu, Y.A.; Wang, L. Optimization of co-production air separation unit based on MILP under multi-product deterministic demand. Appl. Energy 2022, 325, 119850. [Google Scholar] [CrossRef]
- Piguave, B.V.; Salas, S.D.; De Cecchis, D.; Romagnoli, J.A. Modular Framework for Simulation-Based Multi-objective Optimization of a Cryogenic Air Separation Unit. ACS Omega 2022, 7, 11696–11709. [Google Scholar] [CrossRef]
- Huo, C.; Sun, J.; Song, P. Energy, exergy and economic analyses of an optimal use of cryogenic liquid turbine expander in air separation units. Chem. Eng. Res. Des. 2023, 189, 194–209. [Google Scholar] [CrossRef]
- Maroukis, G.; Georgiadis, M.C. Modeling, simulation, and techno-economic optimization of argon separation processes. Chem. Eng. Res. Des. 2022, 184, 165–179. [Google Scholar] [CrossRef]
- Kender, R.; Roessler, F.; Wunderlich, B.; Pottmann, M.; Thomas, I.; Ecker, A.-M.; Rehfeldt, S.; Klein, H. Improving the load flexibility of industrial air separation units using a pressure-driven digital twin. AlChE J. 2022, 68, e17692. [Google Scholar] [CrossRef]
- Saedi, M.; Mehrpooya, M.; Shabani, A.; Zaitsev, A.; Nikitin, A. Proposal and investigation of a novel process configuration for production of neon from cryogenic air separation unit. Sustain. Energy Technol. Assess. 2022, 50, 101875. [Google Scholar] [CrossRef]
- Cheng, M.; Verma, P.; Yang, Z.W.; Axelbaum, R.L. Flexible cryogenic air separation unit-An application for low-carbon fossil-fuel plants. Sep. Purif. Technol. 2022, 302, 122086. [Google Scholar] [CrossRef]
- Chang, L.; Liu, X.G. Sidestream Analysis and Optimization of Full Tower Internal Thermally Coupled Air Separation Columns. Chem. Eng. Technol. 2014, 37, 667–674. [Google Scholar] [CrossRef]
- Jana, A.K. Heat integrated distillation operation. Appl. Energ. 2010, 87, 1477–1494. [Google Scholar] [CrossRef]
- Jana, A.K. Performance analysis of a heat integrated column with heat pumping. Sep. Purif. Technol. 2019, 209, 18–25. [Google Scholar] [CrossRef]
- Duan, W.T.; Yang, M.B.; Feng, X. Comprehensive Analysis and Targeting of Distillation Integrated into Overall Process Considering Operating Pressure Change. Processes 2022, 10, 1861. [Google Scholar] [CrossRef]
- Aurangzeb, M.; Jana, A.K. A Novel Heat Integrated Extractive Dividing Wall Column for Ethanol Dehydration. Ind. Eng. Chem. Res. 2019, 58, 9109–9117. [Google Scholar] [CrossRef]
- Liu, C.; Yang, D.; Zhang, Q.; Zhang, Q.; Cui, C. Control of fully heat-integrated pressure-swing distillation with strict pressure manipulation: A case study of separating a maximum-boiling azeotrope with small pressure-induced shift. Sep. Purif. Technol. 2023, 323, 124455. [Google Scholar] [CrossRef]
- Yuan, H.; Luo, Y.; Yuan, X. Synthesis of heat-integrated distillation sequences with mechanical vapor recompression by stochastic optimization. Comput. Chem. Eng. 2022, 165, 107922. [Google Scholar] [CrossRef]
- Gu, J.; Lu, S.; Shi, F.; Wang, X.; You, X. Economic and Environmental Evaluation of Heat-Integrated Pressure-Swing Distillation by Multiobjective Optimization. Ind. Eng. Chem. Res. 2022, 61, 9004–9014. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, Y.; Xu, C. Robust Control of Partially Heat-Integrated Pressure-Swing Distillation for Separating Binary Maximum-Boiling Azeotropes. Ind. Eng. Chem. Res. 2019, 58, 2296–2309. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, C.; Geng, Z. Design and control of fully heat-integrated pressure swing distillation with a side withdrawal for separating the methanol/methyl acetate/acetaldehyde ternary mixture. Chem. Eng. Process. 2018, 123, 233–248. [Google Scholar] [CrossRef]
- Cao, Y.; Swartz, C.L.E.; Flores-Cerrillo, J.; Ma, J. Dynamic Modeling and Collocation-Based Model Reduction of Cryogenic Air Separation Units. AlChE J. 2016, 62, 1602–1615. [Google Scholar] [CrossRef]
- Van der Ham, L.V. Improving the exergy efficiency of a cryogenic air separation unit as part of an integrated gasification combined cycle. Energy Convers. Manag. 2012, 61, 31–42. [Google Scholar] [CrossRef]
- Van der Ham, L.V.; Kjelstrup, S. Improving the Heat Integration of Distillation Columns in a Cryogenic Air Separation Unit. Ind. Eng. Chem. Res. 2011, 50, 9324–9338. [Google Scholar] [CrossRef]
- Fu, Y.; Liu, X. Nonlinear dynamic behaviors and control based on simulation of high-purity heat integrated air separation column. ISA Trans. 2015, 55, 145–153. [Google Scholar] [CrossRef]
- Zhang, P.K.; Liang, J.Y.; Yang, Y.H.; Wang, L. A new heating system for the air pre-purification of air separation units. Appl. Therm. Eng. 2023, 226, 120194. [Google Scholar] [CrossRef]
- Mora, C.A.; Orjuela, A. Modeling, validation and exergy evaluation of a thermally-integrated industrial cryogenic air separation plant in Colombia. Chem. Eng. Res. Des. 2022, 185, 73–86. [Google Scholar] [CrossRef]
- Wang, Z.; Qin, W.; Yang, C.; Wang, W.; Xu, S.; Gui, W.; Sun, Y.; Xie, D.; Wang, Y.; Lu, J.; et al. Heat-transfer distribution optimization for the heat-integrated air separation column. Sep. Purif. Technol. 2020, 248, 117048. [Google Scholar] [CrossRef]
- Jaleel, E.A.; Anzar, S.M.; Beegum, T.R.; Shahid, P.A.M. System identification and control of heat integrated distillation column using artificial bee colony based support vector regression. Chem. Eng. Commun. 2022, 209, 1377–1396. [Google Scholar] [CrossRef]
- Jaleel, E.A.; Anzar, S.M.; Koya, A.M. Machine learning based system identification of a realistic heat integrated distillation column using particle swarm optimization. Chem. Eng. Commun. 2023, 210, 1694–1714. [Google Scholar] [CrossRef]
- Cong, L.; Liu, X. Nonlinear-Model-Based Control of a Heat Integrated Distillation Column Using Model Updating Based on Distributed Wave Velocity. Ind. Eng. Chem. Res. 2019, 58, 20758–20768. [Google Scholar] [CrossRef]
- Tan, H.Y.; Cong, L. Modeling and Control Design for Distillation Columns Based on the Equilibrium Theory. Processes 2023, 11, 607. [Google Scholar] [CrossRef]
- Luyben, W.L. Profile Position Control of Distillation Columns with Sharp Temperature Profiles. AIChE J. 1972, 18, 238–240. [Google Scholar] [CrossRef]
- Luyben, W.L. Control of heat-integrated extractive distillation processes. Comput. Chem. Eng. 2018, 111, 267–277. [Google Scholar] [CrossRef]
- Luyben, W.L. Control of Distillation Columns with Sharp Temperature Profiles. AIChE J. 1971, 17, 713–718. [Google Scholar] [CrossRef]
- Kim, B.-k.; Hwang, H.; Woo, D.; Han, M. Design and Control of a Reactive Distillation Column Based on a Nonlinear Wave Propagation Theory: Production of Terephthalic Acid. Ind. Eng. Chem. Res. 2010, 49, 4297–4307. [Google Scholar] [CrossRef]
- Hwang, Y.L.; Graham, G.K.; Keller, G.E.; Ting, J.; Helfferich, F.G. Experimental study of wave propagation dynamics of binary distillation columns. AIChE J. 1996, 42, 2743–2760. [Google Scholar] [CrossRef]
- Hwang, Y.L. On the Nonlinear-Wave Theory for Dynamics of Binary Distillation-Columns. AIChE J. 1995, 41, 190–194. [Google Scholar] [CrossRef]
- Hwang, Y.L. Nonlinear-Wave Theory for Dynamics of Binary Distillation-Columns. AIChE J. 1991, 37, 705–723. [Google Scholar] [CrossRef]
- Hwang, Y.L.; Helfferich, F.G. Nonlinear-Waves and Asymmetric Dynamics of Countercurrent Separation Processes. AIChE J. 1989, 35, 690–693. [Google Scholar] [CrossRef]
- Cong, L.; Xu, L.Q.; Liu, X.G. Adaptive Temperature Control for Distillation Columns Based on Relative Stability in the Profile Pattern. Ind. Eng. Chem. Res. 2021, 60, 514–527. [Google Scholar] [CrossRef]
- Cong, L.; Liu, X.; Deng, X.; Chen, H. Development of a partially accurate model and application to a reduced-order control scheme for heat integrated distillation column. Sep. Purif. Technol. 2019, 229, 115809. [Google Scholar] [CrossRef]
- Cheng, Y.; Chen, Z.Q.; Sun, M.W.; Sun, Q.L. Decoupling control of high-purity heat integrated distillation column process via active disturbance rejection control and nonlinear wave theory. Trans. Inst. Meas. Control. 2020, 42, 2221–2233. [Google Scholar] [CrossRef]
- Cong, L.; Liu, X. Temperature Inferential Control of Heat-Integrated Distillation Column Based on Variable Sensitive Stage Temperature Set-point. Can. J. Chem. Eng. 2019, 97, 2952–2960. [Google Scholar] [CrossRef]
- Peng, D.-Y.; Robinson, D.B. A new two constant equation of state. Ind. Eng. Chem. Fundam. 1976, 15, 59–64. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Condition | Value | Operating Condition | Value |
|---|---|---|---|
| Flow rate F (kmol/s) | 10 | Feed composition (O2) | 0.2095 |
| Feed temperature Tf (K) | 102.2 | Feed composition (N2) | 0.7812 |
| Feed stage | 20 | Pressure of the rectifying column (MPa) | 0.69 |
| Stage number | 40 | Pressure of the stripping column (MPa) | 0.13 |
| Feed thermal condition | 0.696 | Nitrogen product purity | 0.9817 |
| Side stream stage | 26 | Oxygen product purity | 0.9929 |
| Side stream flow rate (kmol/s) | 0.08 |
| Servo Control | F + 10% | Sf + 10% | |
|---|---|---|---|
| IAE_Y1 | 1.98 × 10−5 | 3.06 × 10−5 | 2.93 × 10−6 |
| IAE_Xn | 3.78 × 10−6 | 1.51 × 10−5 | 9.47 × 10−6 |
| ISE_Y1 | 1.76 × 10−9 | 3.39 × 10−9 | 1.89 × 10−11 |
| ISE_Xn | 3.63 × 10−11 | 7.68 × 10−10 | 3.64 × 10−10 |
| Servo Control | F + 10% | Sf + 10% | |
|---|---|---|---|
| IAE_Y1 | 1.85 × 10−5 | 1.88 × 10−5 | 2.69 × 10−6 |
| IAE_Xn | 8.93 × 10−7 | 2.43 × 10−6 | 1.84 × 10−6 |
| ISE_Y1 | 1.54 × 10−9 | 1.34 × 10−9 | 1.56 × 10−11 |
| ISE_Xn | 1.77 × 10−12 | 1.89 × 10−11 | 1.18 × 10−11 |
| Servo Control | F + 10% | Sf + 10% | |
|---|---|---|---|
| IAE_Y1 | 1.18 × 10−5 | 3.00 × 10−6 | 6.63 × 10−7 |
| IAE_Xn | 3.16 × 10−6 | 2.87 × 10−6 | 3.26 × 10−6 |
| ISE_Y1 | 9.06 × 10−10 | 6.18 × 10−11 | 1.49 × 10−12 |
| ISE_Xn | 3.84 × 10−11 | 4.67× 10−11 | 4.30 × 10−11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cong, L.; Li, X. Reduced-Order Modeling and Control of Heat-Integrated Air Separation Column Based on Nonlinear Wave Theory. Processes 2023, 11, 2918. https://doi.org/10.3390/pr11102918
Cong L, Li X. Reduced-Order Modeling and Control of Heat-Integrated Air Separation Column Based on Nonlinear Wave Theory. Processes. 2023; 11(10):2918. https://doi.org/10.3390/pr11102918
Chicago/Turabian StyleCong, Lin, and Xu Li. 2023. "Reduced-Order Modeling and Control of Heat-Integrated Air Separation Column Based on Nonlinear Wave Theory" Processes 11, no. 10: 2918. https://doi.org/10.3390/pr11102918
APA StyleCong, L., & Li, X. (2023). Reduced-Order Modeling and Control of Heat-Integrated Air Separation Column Based on Nonlinear Wave Theory. Processes, 11(10), 2918. https://doi.org/10.3390/pr11102918