



Polycaprolactone with Glass Beads for 3D Printing Filaments



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. PCL Filament Preparation
2.3. Density Measurement
2.4. Tensile Properties
2.5. Durometer Hardness Test
2.6. Rheology
2.7. Optical Microscopy
2.8. Water Contact Angle Measurement
2.9. Thermogravimetric Analysis
2.10. 3D Printing
3. Results and Discussion
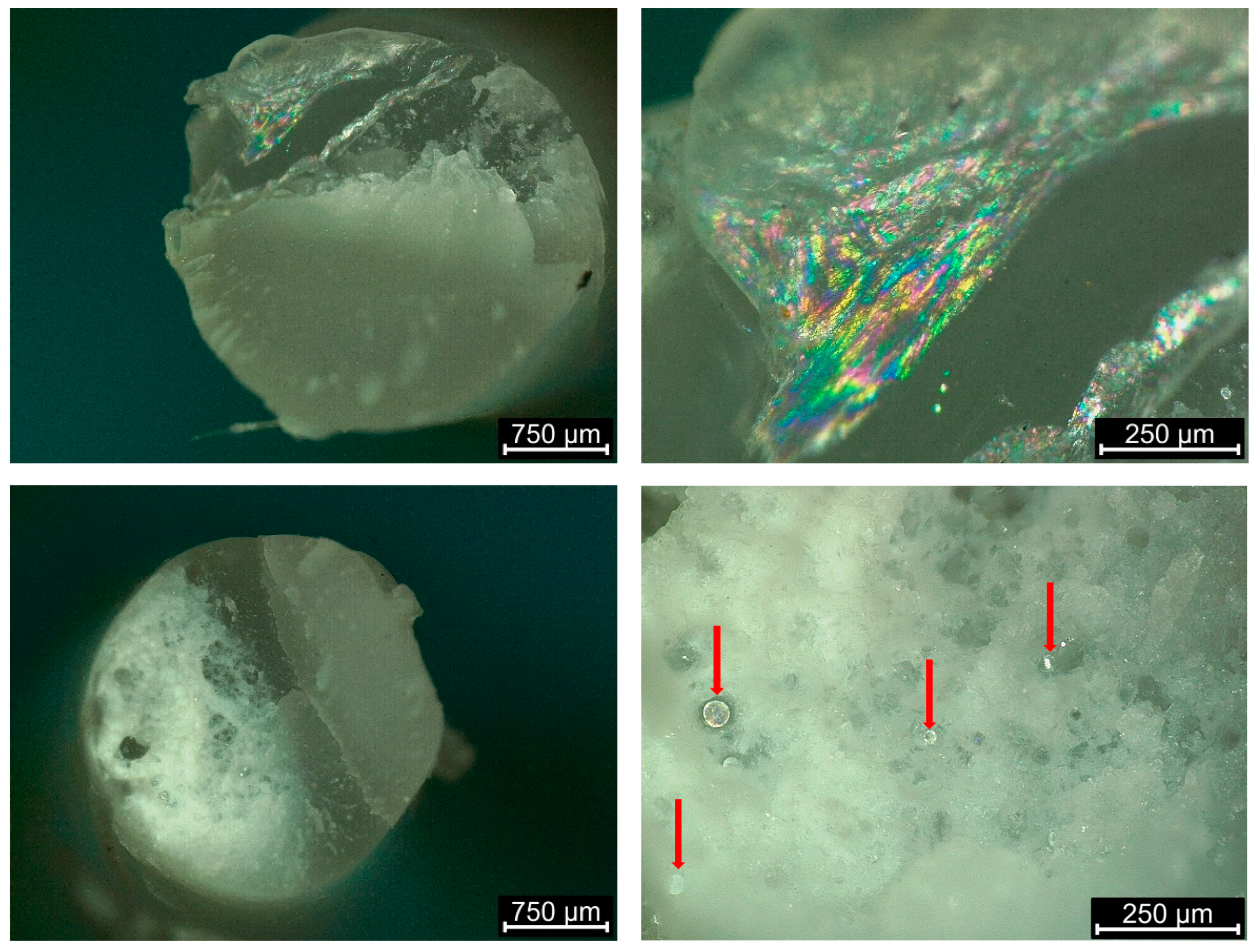
3.1. Microscopic Observation of Filaments
3.2. Water Contact Angle of Filaments
3.3. Density of Filaments
3.4. Tensile and Hardness Properties of Filaments
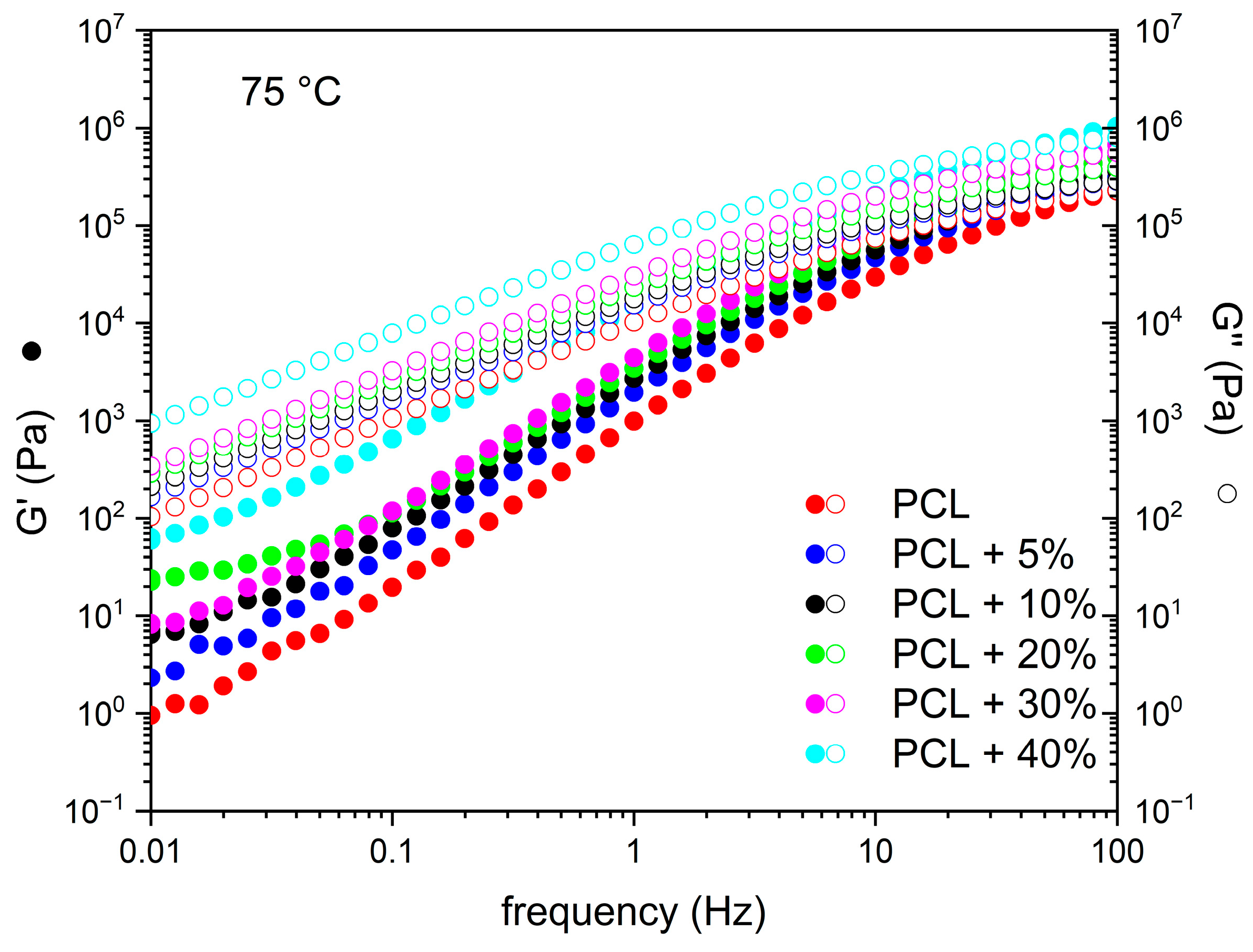
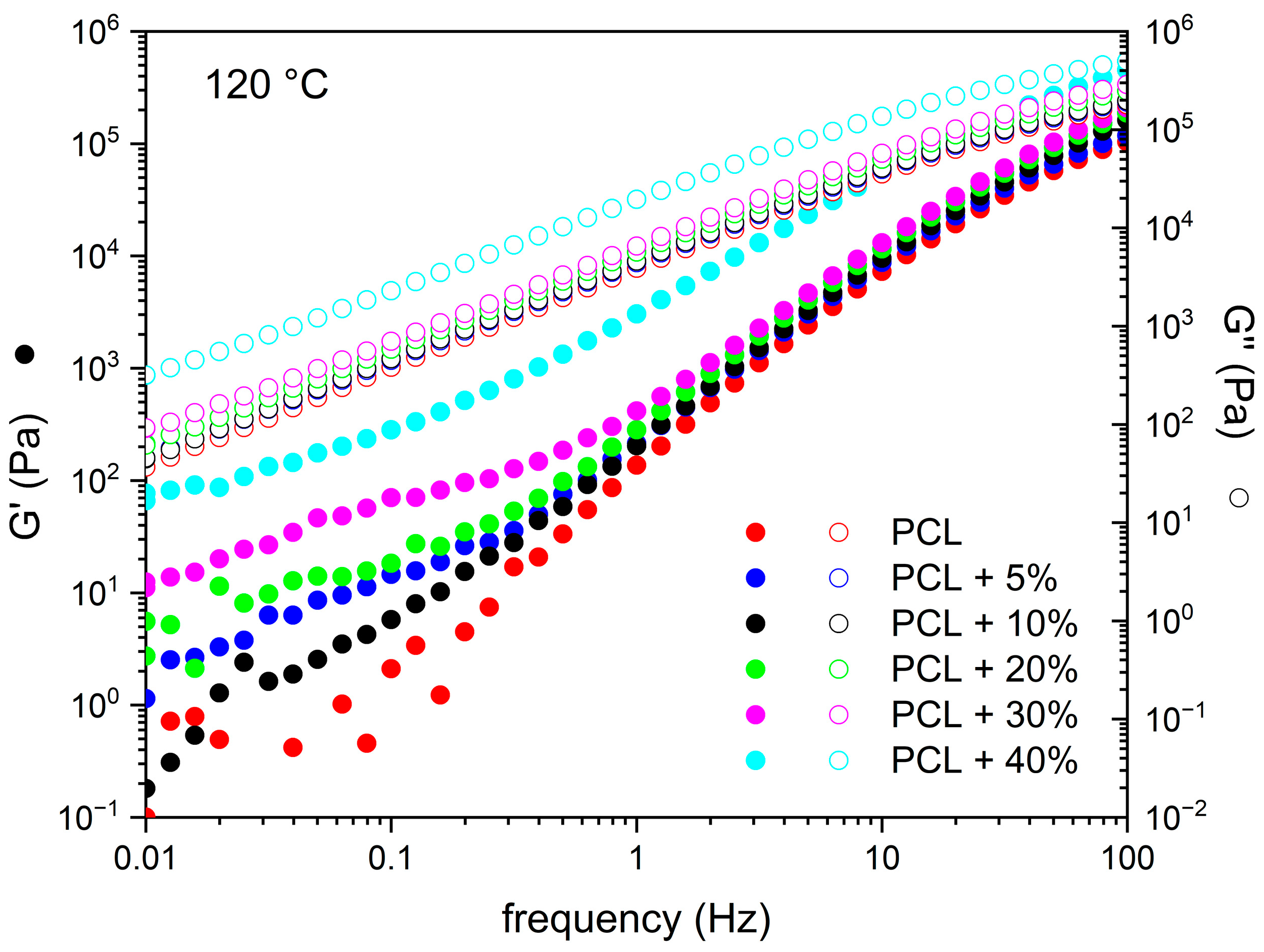
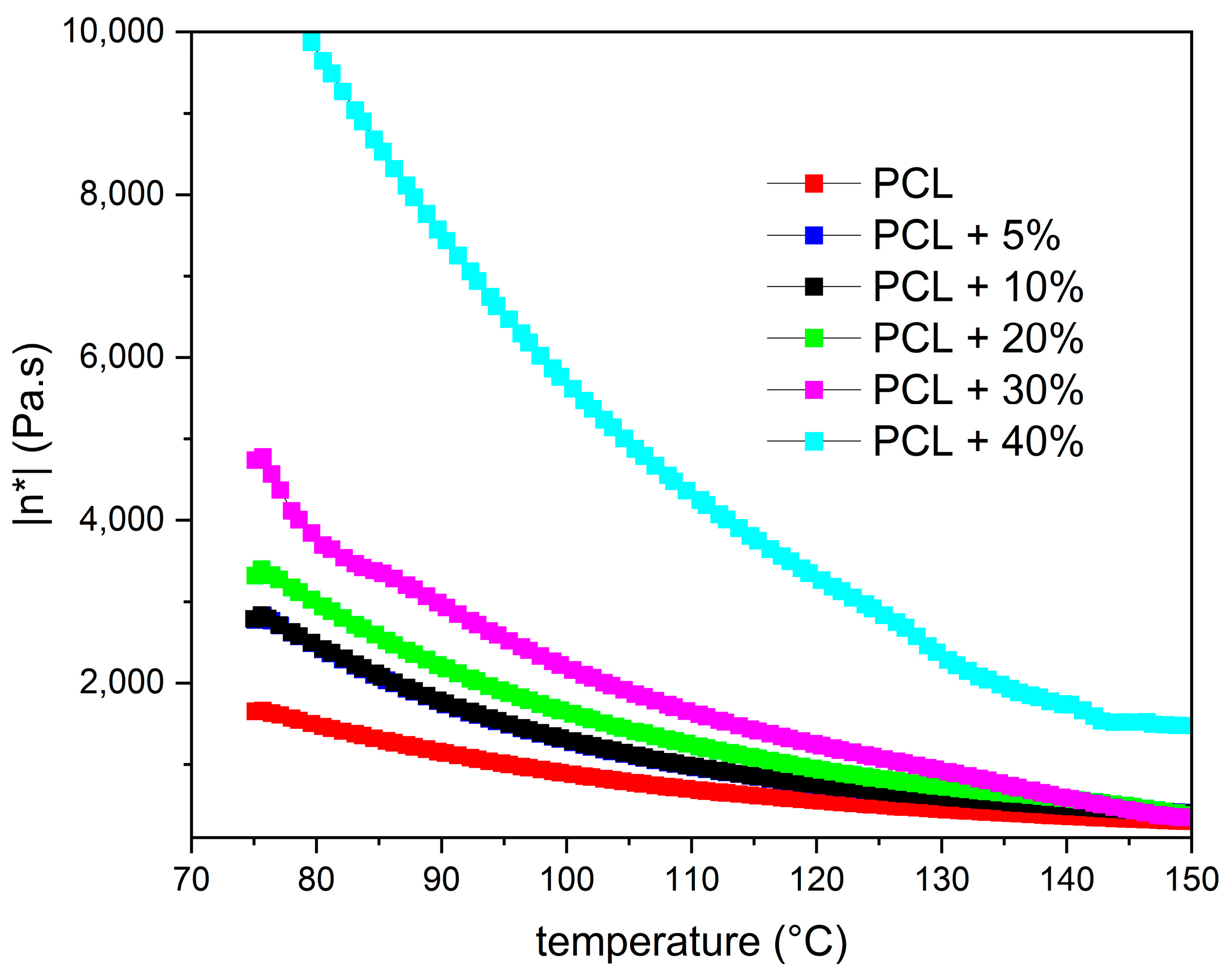
3.5. Rheology of Filaments
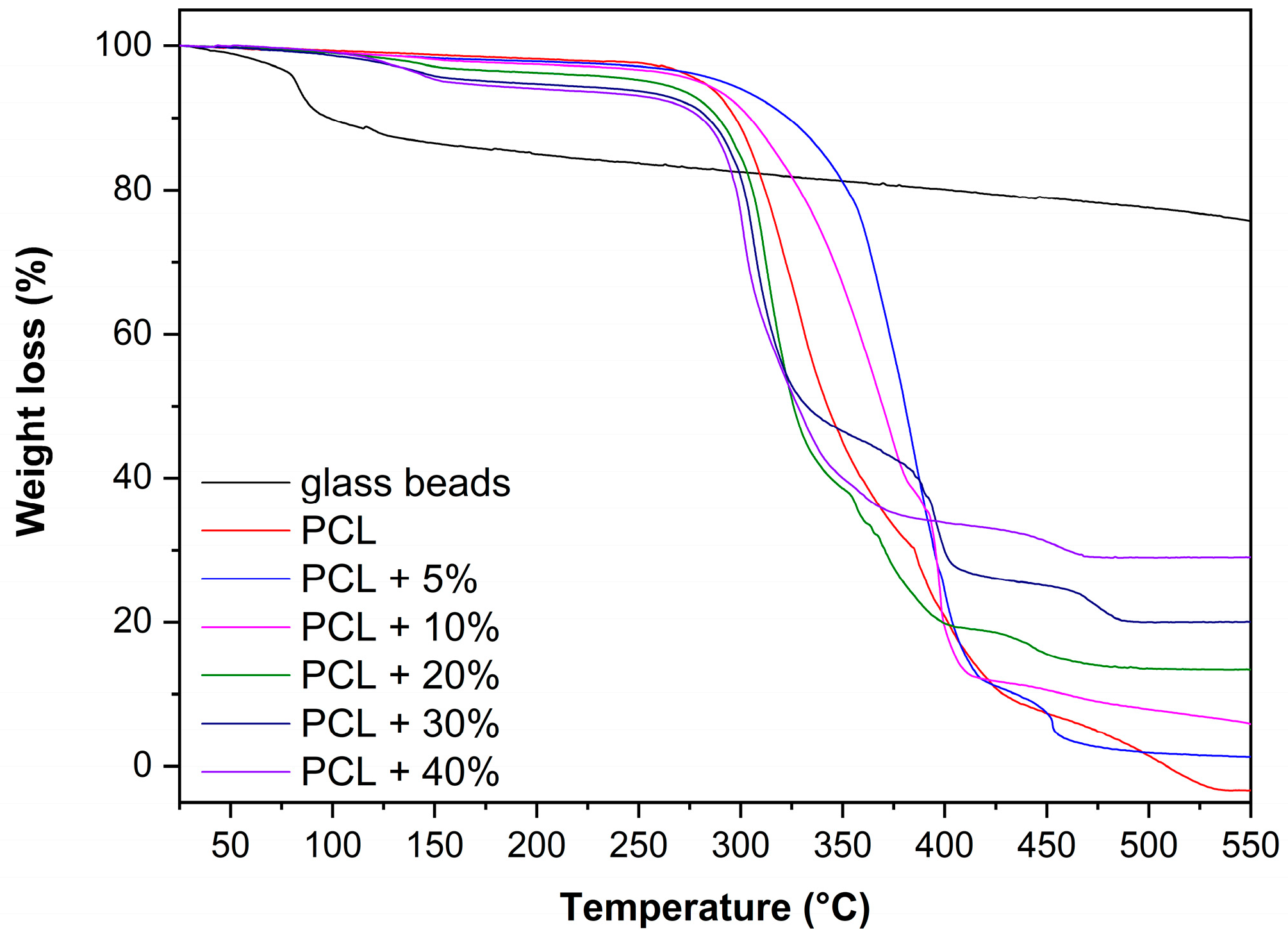
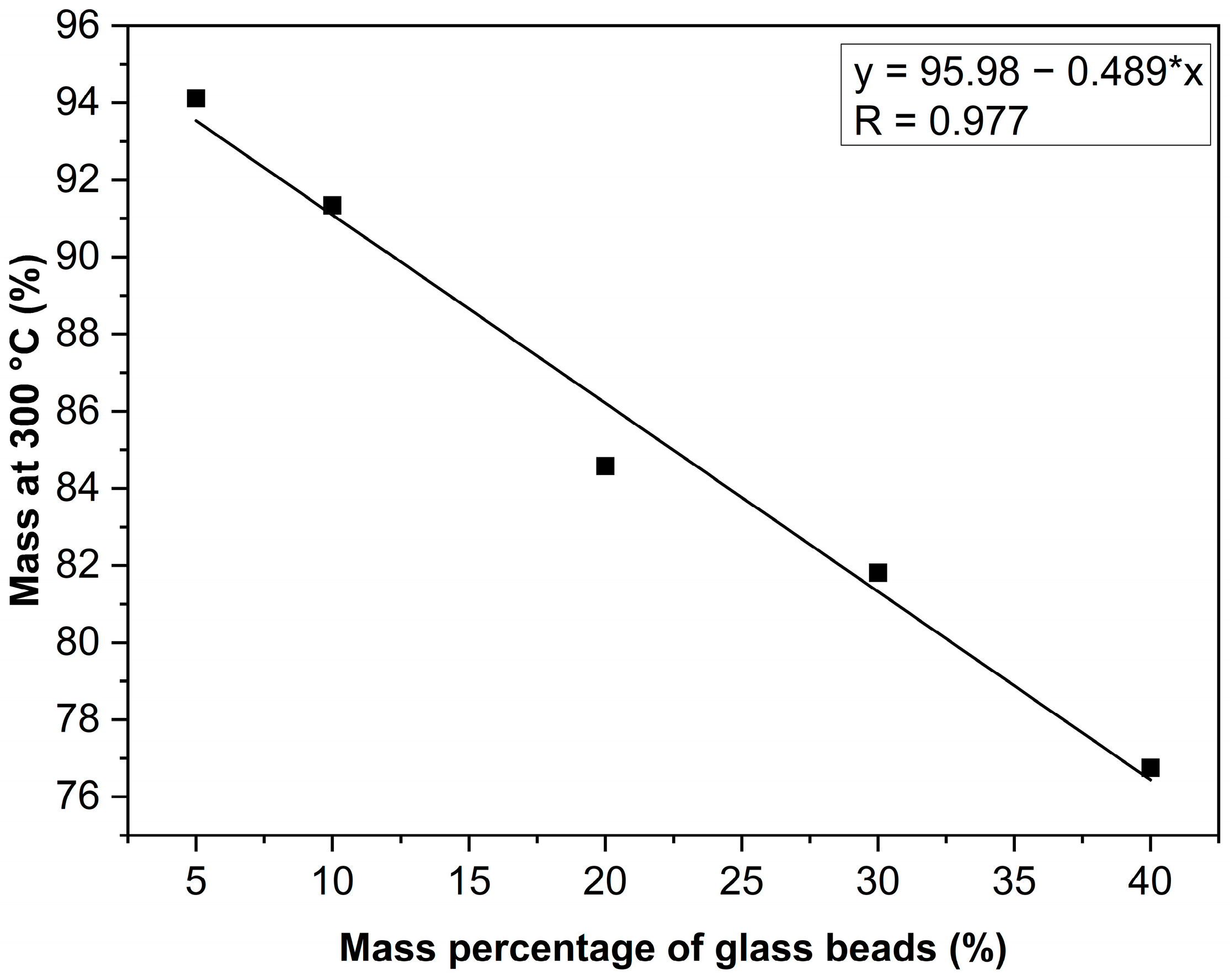
3.6. Thermogravimetric Analysis of Filaments
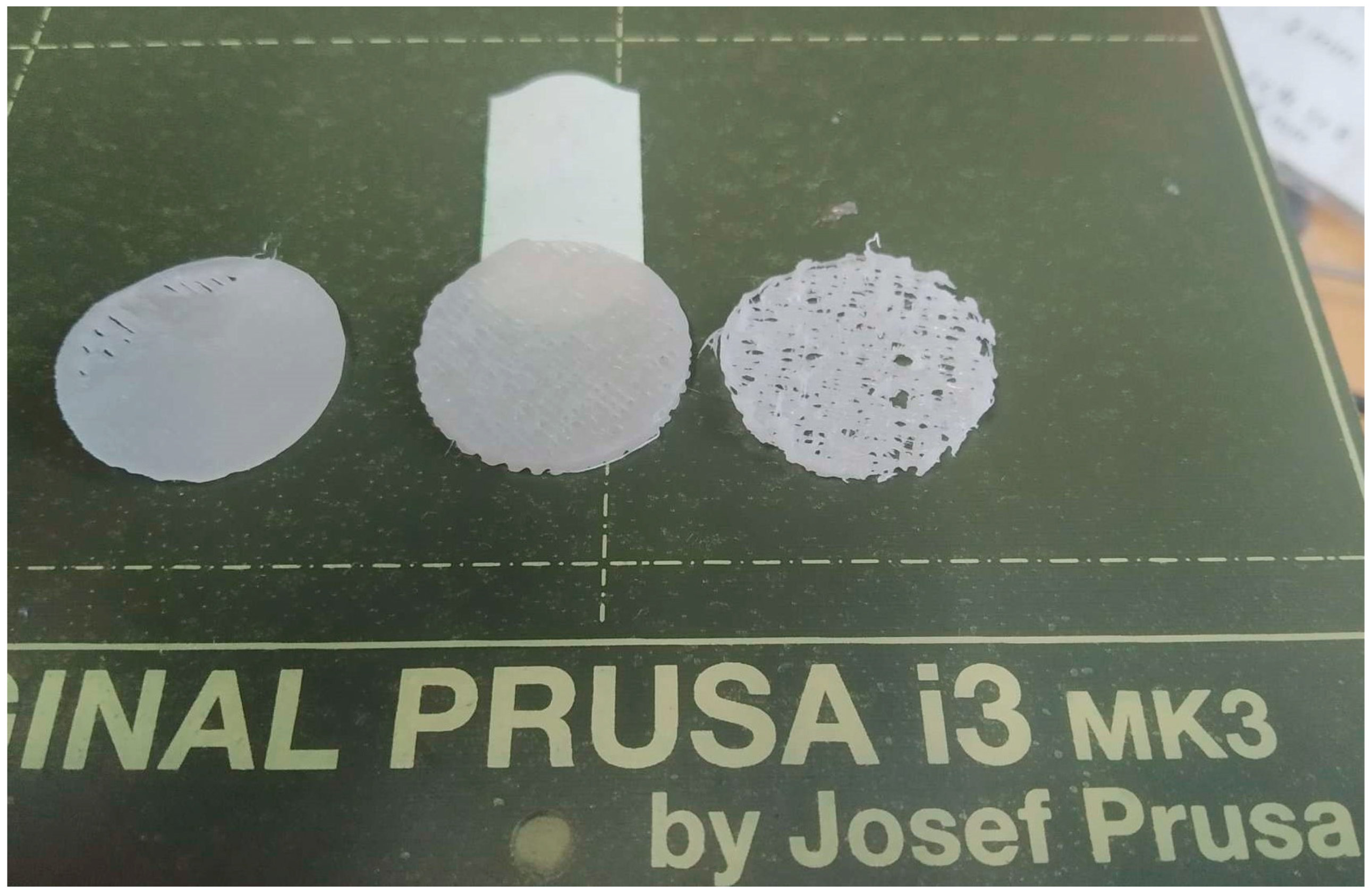
3.7. 3D Printing of Selected Filaments
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sztorch, B.; Brząkalski, D.; Pakuła, D.; Frydrych, M.; Špitalský, Z.; Przekop, R.E. Natural and Synthetic Polymer Fillers for Applications in 3D Printing—FDM Technology Area. Solids 2022, 3, 508–548. [Google Scholar] [CrossRef]
- Dey, A.; Eagle, I.N.R.; Yodo, N. A review on filament materials for fused filament fabrication. J. Manuf. Mater. Process. 2021, 5, 69. [Google Scholar] [CrossRef]
- Gomez-Gras, G.; Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Lluma-Fuentes, J. Fatigue performance of fused filament fabrication PLA specimens. Mater. Des. 2018, 140, 278–285. [Google Scholar] [CrossRef] [Green Version]
- Patel, A.; Taufik, M. Nanocomposite materials for fused filament fabrication. Mater. Today Proc. 2021, 47, 5142–5150. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, R.; Farina, I. On the 3D printing of recycled ABS, PLA and HIPS thermoplastics for structural applications. PSU Res. Rev. 2018, 2, 115–137. [Google Scholar] [CrossRef]
- Kováčová, M.; Kozakovičová, J.; Procházka, M.; Janigová, I.; Vysopal, M.; Černičková, I.; Krajčovič, J.; Špitalský, Z. Novel hybrid PETG composites for 3D printing. Appl. Sci. 2020, 10, 3062. [Google Scholar] [CrossRef]
- Ohaeri, O.; Cree, D. Development and Characterization of PHB-PLA/Corncob Composite for Fused Filament Fabrication. J. Compos. Sci. 2022, 6, 249. [Google Scholar] [CrossRef]
- Fahmy, M.D.; Jazayeri, H.E.; Razavi, M.; Masri, R.; Tayebi, L. Three-Dimensional Bioprinting Materials with Potential Application in Preprosthetic Surgery. J. Prosthodont. 2016, 25, 310–318. [Google Scholar] [CrossRef] [Green Version]
- Aaliya, B.; Sunooj, K.V.; Lackner, M. Biopolymer composites: A review. Int. J. Biobased Plast. 2021, 3, 40–84. [Google Scholar] [CrossRef]
- Kalyani, S.; Bindhu, B. An Overview on Biopolymers and Biopolymer Blends/Composites. J. Xidian Univ. 2020, 14, 686–691. [Google Scholar] [CrossRef]
- Manoukian, O.S.; Arul, M.R.; Sardashti, N.; Stedman, T.; James, R.; Rudraiah, S.; Kumbar, S.G. Biodegradable polymeric injectable implants for long-term delivery of contraceptive drugs. J. Appl. Polym. Sci. 2018, 135, 46068. [Google Scholar] [CrossRef]
- Elzein, T.; Nasser-Eddine, M.; Delaite, C.; Bistac, S.; Dumas, P. FTIR study of polycaprolactone chain organization at interfaces. J. Colloid Interface Sci. 2004, 273, 381–387. [Google Scholar] [CrossRef]
- Jiao, Z.; Luo, B.; Xiang, S.; Ma, H.; Yu, Y.; Yang, W. 3D printing of HA / PCL composite tissue engineering scaffolds. Adv. Ind. Eng. Polym. Res. 2019, 2, 196–202. [Google Scholar] [CrossRef]
- Wang, S.; Li, R.; Xu, Y.; Xia, D.; Zhu, Y.; Yoon, J.; Gu, R.; Liu, X.; Zhao, W.; Zhao, X.; et al. Fabrication and Application of a 3D-Printed Poly- ϵ -Caprolactone Cage Scaffold for Bone Tissue Engineering. Biomed. Res. Int. 2020, 2020, 2087475. [Google Scholar] [CrossRef] [Green Version]
- Chan, D.S.; Gabra, N.; Baig, A.; Manoukian, J.J.; Daniel, S.J. Bridging the gap: Using 3D printed polycaprolactone implants to reconstruct circumferential tracheal defects in rabbits. Laryngoscope 2020, 130, E767–E772. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, Z.; Wang, Y.; Zhong, L.; Xie, W. Fabrication and characterization of 3D printed biocomposite scaffolds based on PCL and zirconia nanoparticles. Bio-Des. Manuf. 2021, 4, 60–71. [Google Scholar] [CrossRef]
- Zimmerling, A.; Yazdanpanah, Z.; Cooper, D.M.L.; Johnston, J.D.; Chen, X. 3D printing PCL/nHA bone scaffolds: Exploring the influence of material synthesis techniques. Biomater. Res. 2021, 25, 1–12. [Google Scholar] [CrossRef]
- Singh, J.; Pandey, P.M.; Kaur, T.; Singh, N. Surface characterization of polycaprolactone and carbonyl iron powder composite fabricated by solvent cast 3D printing for tissue engineering. Polym. Compos. 2021, 42, 865–871. [Google Scholar] [CrossRef]
- Fathi, A.; Kermani, F.; Behnamghader, A.; Banijamali, S.; Mozafari, M.; Baino, F.; Kargozar, S. Three-dimensionally printed polycaprolactone/multicomponent bioactive glass scaffolds for potential application in bone tissue engineering. Biomed. Glas. 2021, 6, 57–69. [Google Scholar] [CrossRef]
- Radhakrishnan, S.; Nagarajan, S.; Belaid, H.; Farha, C.; Iatsunskyi, I.; Coy, E.; Soussan, L.; Huon, V.; Bares, J.; Belkacemi, K.; et al. Fabrication of 3D printed antimicrobial polycaprolactone scaffolds for tissue engineering applications. Mater. Sci. Eng. C 2021, 118, 111525. [Google Scholar] [CrossRef]
- Lee, S.; Choi, D.; Shim, J.H.; Nam, W. Efficacy of three-dimensionally printed polycaprolactone/beta tricalcium phosphate scaffold on mandibular reconstruction. Sci. Rep. 2020, 10, 4979. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. 4D Printing Encapsulated Polycaprolactone-Thermoplastic Polyurethane with High Shape Memory Performances. Adv. Eng. Mater. 2022, 2201309. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Zolfagharian, A.; Bodaghi, M.; Baghani, M. A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures. Polymers 2022, 14, 5446. [Google Scholar] [CrossRef]
- Sjögren, A.; Högskoian, L.I.; Wlea, I. Failure Behaviour of Polypropylene/Glass Bead Composites. Ph.D. Thesis, Luleå University of Technology, Luleå, Sweden, 1995. [Google Scholar]
- Liang, J.Z.; Li, R.K.Y. Mechanical properties and morphology of glass bead-filled polypropylene composites. Polym. Compos. 1998, 19, 698–703. [Google Scholar] [CrossRef]
- Hsieh, T.H.; Shen, M.Y.; Huang, Y.S.; He, Q.Q.; Chen, H.C. Mechanical properties of glass bead-modified polymer composite. Polym. Polym. Compos. 2018, 26, 35–43. [Google Scholar] [CrossRef]
- Demirsöz, R.; Yaşar, N.; Korkmaz, M.E.; Günay, M.; Giasin, K.; Pimenov, D.Y.; Aamir, M.; Unal, H. Evaluation of the Mechanical Properties and Drilling of Glass Bead/Fiber-Reinforced Polyamide 66 (PA66)-Based Hybrid Polymer Composites. Materials 2022, 15, 2765. [Google Scholar] [CrossRef]
- Kovalcik, A.; Smilek, J.; Machovsky, M.; Kalina, M.; Enev, V.; Dugova, H.; Cernekova, N.; Kovacova, M.; Spitalsky, Z. Properties and structure of poly(3-hydroxybutyrate-co-4-hydroxybutyrate) filaments for fused deposition modelling. Int. J. Biol. Macromol. 2021, 183, 880–889. [Google Scholar] [CrossRef] [PubMed]
- Luna, C.B.B.; Siqueira, D.D.; Da Silva Barbosa Ferreira, E.; Araújo, E.M.; Wellen, R.M.R. Reactive compatilization of PCL/WP upon addition of PCL-MA. Smart option for recycling industry. Mater. Res. Express 2019, 6, 125317. [Google Scholar] [CrossRef]
- Pavon, C.; Aldas, M.; López-Martínez, J.; Ferrándiz, S. New materials for 3D-printing based on polycaprolactone with gum rosin and beeswax as additives. Polymers 2020, 12, 334. [Google Scholar] [CrossRef] [Green Version]
- Verma, N.; Zafar, S.; Talha, M. Influence of nano-hydroxyapatite on mechanical behavior of microwave processed polycaprolactone composite foams. Mater. Res. Express 2019, 6, 085336. [Google Scholar] [CrossRef]
- Harikrishnan, U.; Soundarapandian, S. Fused Deposition Modelling based Printing of Full Complement Bearings. Procedia Manuf. 2018, 26, 818–825. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Pineiro, F.; Jorda-Vilaplana, A.; Torres-Giner, S. Ductility and toughness improvement of injection-molded compostable pieces of polylactide by melt blending with poly(ε-caprolactone) and thermoplastic starch. Materials 2018, 11, 2138. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arraiza, A.L.; Sarasua, J.R.; Verdu, J.; Colin, X. Rheological behavior and modeling of thermal degradation of poly(ε-caprolactone) and poly(L-lactide). Int. Polym. Process. 2007, 22, 389–394. [Google Scholar] [CrossRef]
- Zuo, Y.X.; Yao, Z.J.; Zhou, J.T. Mechanical and thermal properties of phenolic foams reinforced by hollow glass beads. In Proceedings of the Advanced Materials Research; Trans Tech Publications Ltd.: Bäch, Switzerland, 2014; Volume 988, pp. 13–22. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | PCL | PCL5 | PCL10 | PCL20 | PCL30 | PCL40 |
|---|---|---|---|---|---|---|
| WCA (°) | 80.8 ± 3.8 | 62.8 ± 2.8 | 69.9 ± 2.6 | 65.5 ± 2.4 | 71.9 ± 2.1 | 67.1 ± 4.2 |
| Density [g cm−3] | 1.14 | 1.15 | 1.12 | 1.18 | 1.22 | 1.30 |
| E [MPa] | σB [MPa] | εB [MPa] | Shore D Hardness | |
|---|---|---|---|---|
| PCL | 85.9 ± 32.4 | 16.5 ± 5.0 | 635 ± 48 | 56.6 ± 2.6 |
| PCL5 | 103.8 ± 16.5 | 18.7 ± 2.5 | 31 ± 6 | 57.0 ± 0.7 |
| PCL10 | 109.8 ± 34.3 | 17.2 ± 3.2 | 24 ± 5 | 56.2 ± 0.6 |
| PCL20 | 113.1 ± 28.2 | 16.7 ± 2.3 | 24 ± 4 | 55.5 ± 0.5 |
| PCL30 | 86.3 ± 18.6 | 12.9 ± 2.6 | 25 ± 3 | 54.8 ± 1.0 |
| PCL40 | 82.5 ± 27.6 | 10.5 ± 1.4 | 23 ± 4 | 54.4 ± 0.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kováčová, M.; Vykydalová, A.; Špitálský, Z. Polycaprolactone with Glass Beads for 3D Printing Filaments. Processes 2023, 11, 395. https://doi.org/10.3390/pr11020395
Kováčová M, Vykydalová A, Špitálský Z. Polycaprolactone with Glass Beads for 3D Printing Filaments. Processes. 2023; 11(2):395. https://doi.org/10.3390/pr11020395
Chicago/Turabian StyleKováčová, Mária, Anna Vykydalová, and Zdenko Špitálský. 2023. "Polycaprolactone with Glass Beads for 3D Printing Filaments" Processes 11, no. 2: 395. https://doi.org/10.3390/pr11020395
APA StyleKováčová, M., Vykydalová, A., & Špitálský, Z. (2023). Polycaprolactone with Glass Beads for 3D Printing Filaments. Processes, 11(2), 395. https://doi.org/10.3390/pr11020395