


Boiling Heat Transfer Characteristics of Porous Microchannel with Pore-Forming Agent


Abstract
:1. Introduction
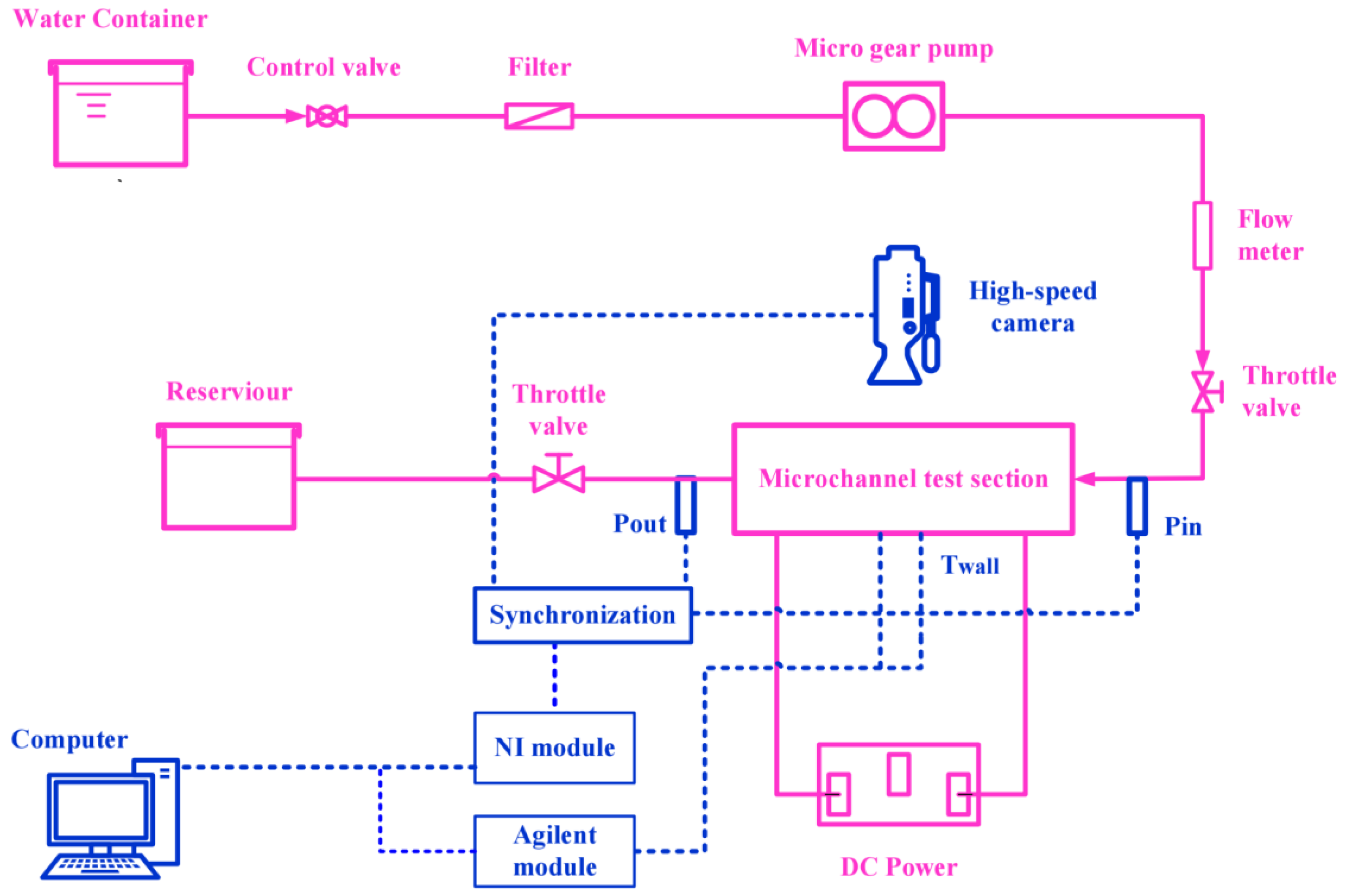
2. Experimental System
2.1. Experimental System
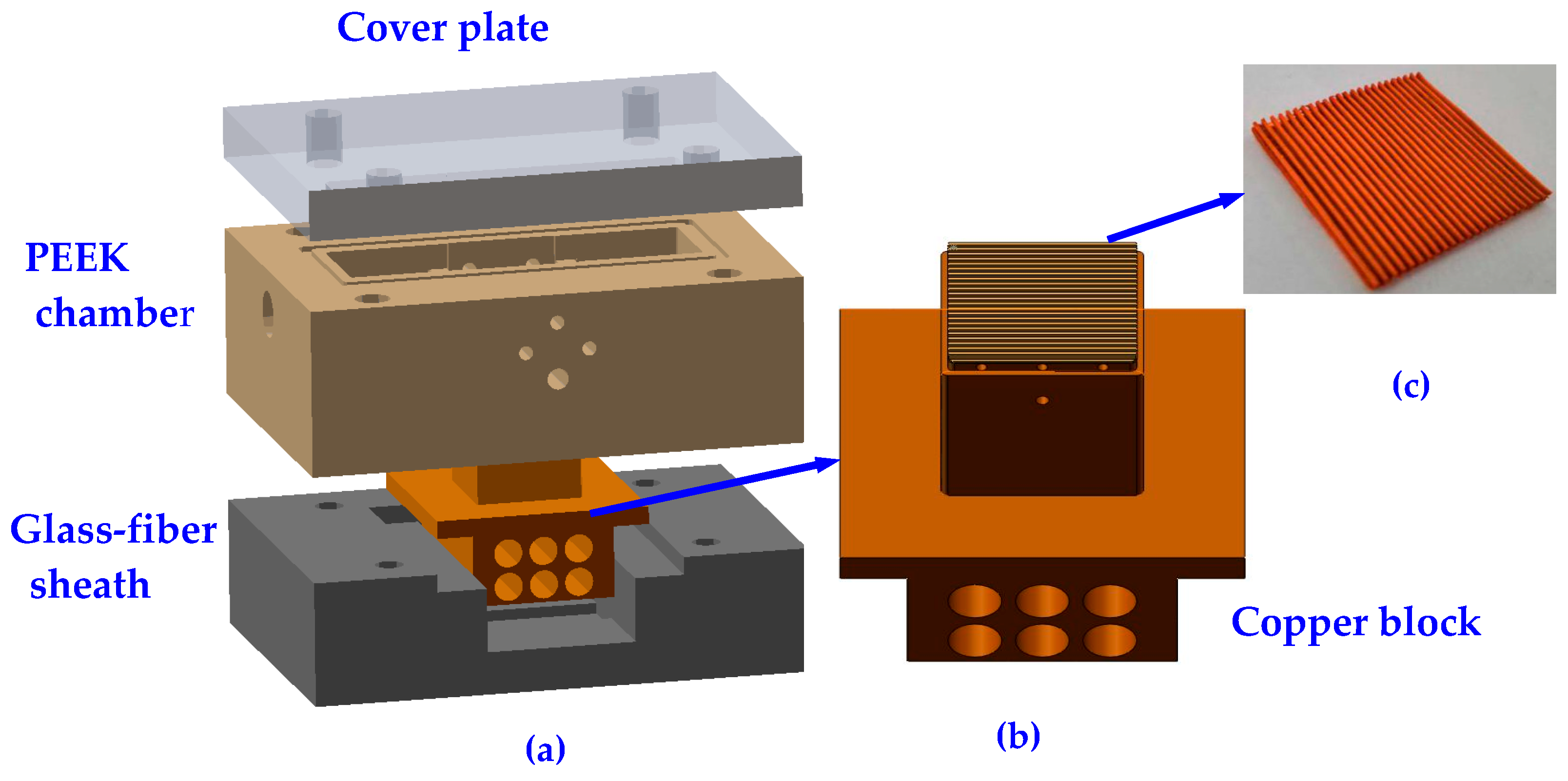
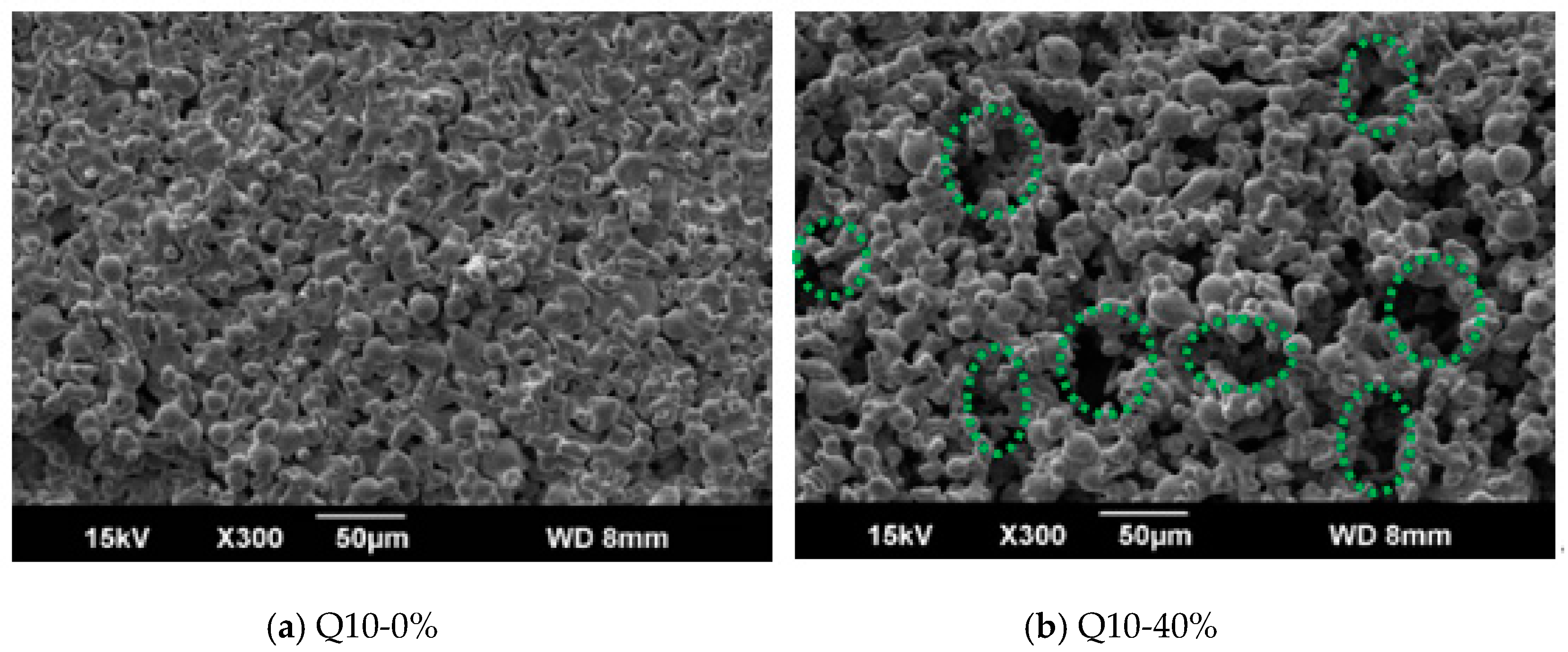
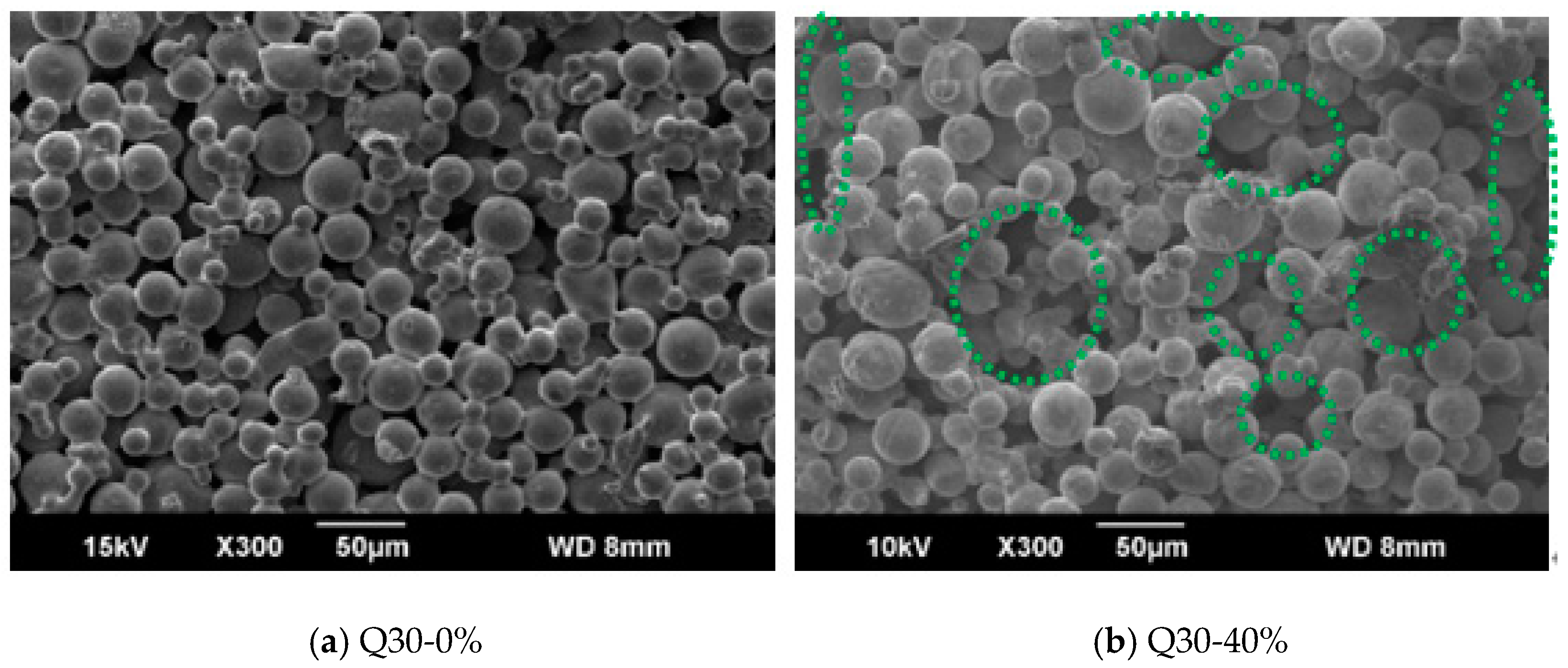
2.2. Fabrication of Porous Microchannel and Characterization
3. Data Processing and Error Analysis
3.1. HTC Calculation
3.2. Error Analysis and Heat Loss
4. Results and Discussion
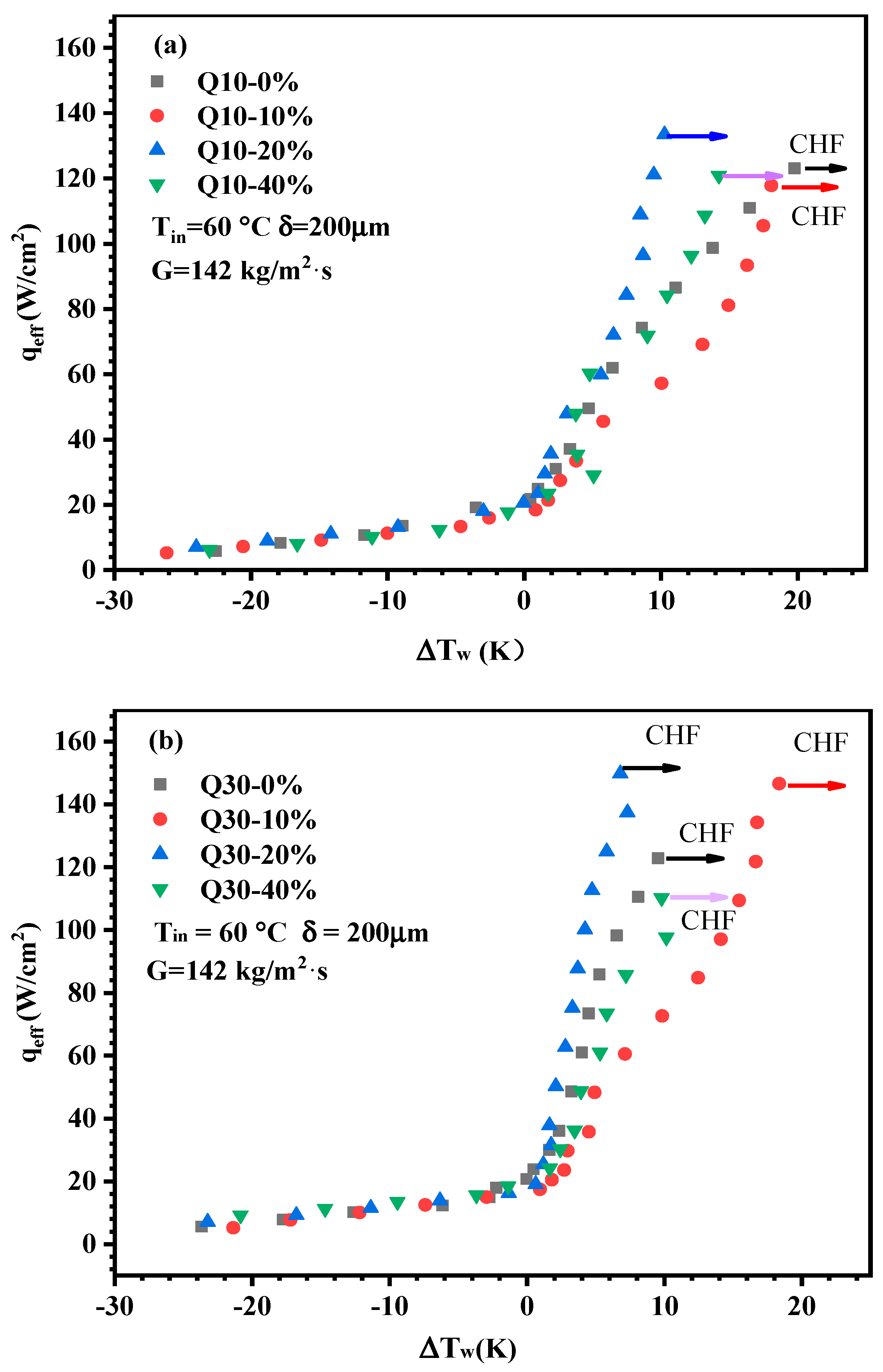
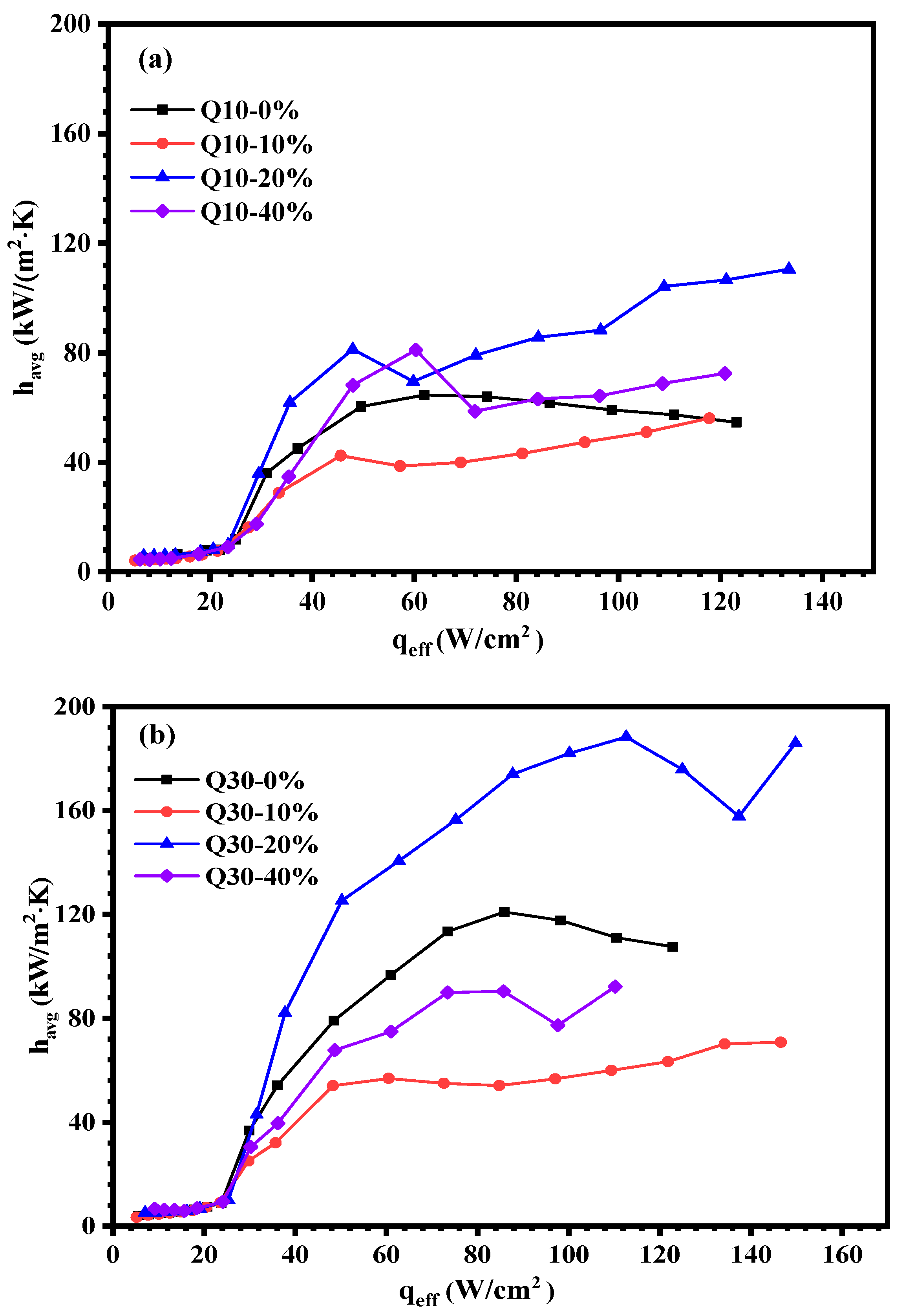
4.1. Boiling Curves and Heat Transfer Coefficients
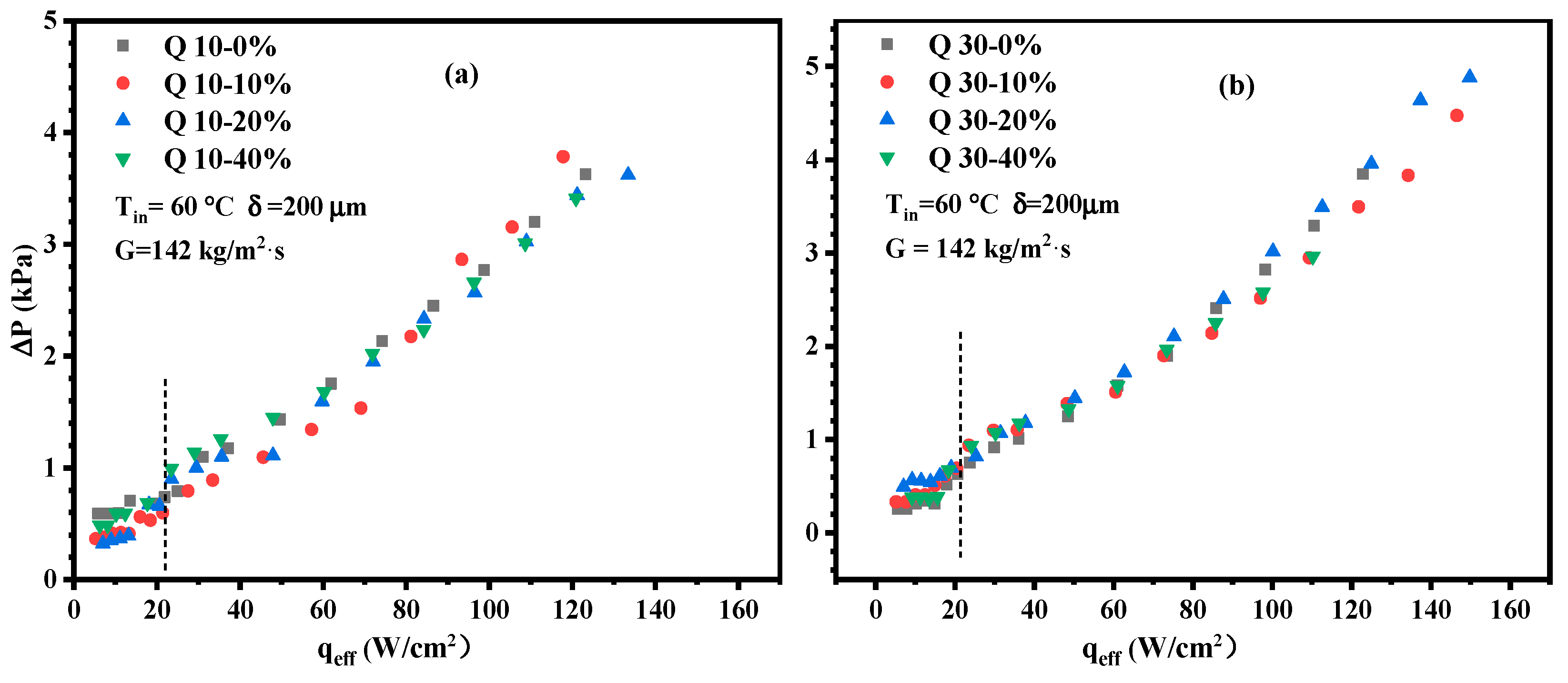
4.2. Average Pressure Drop
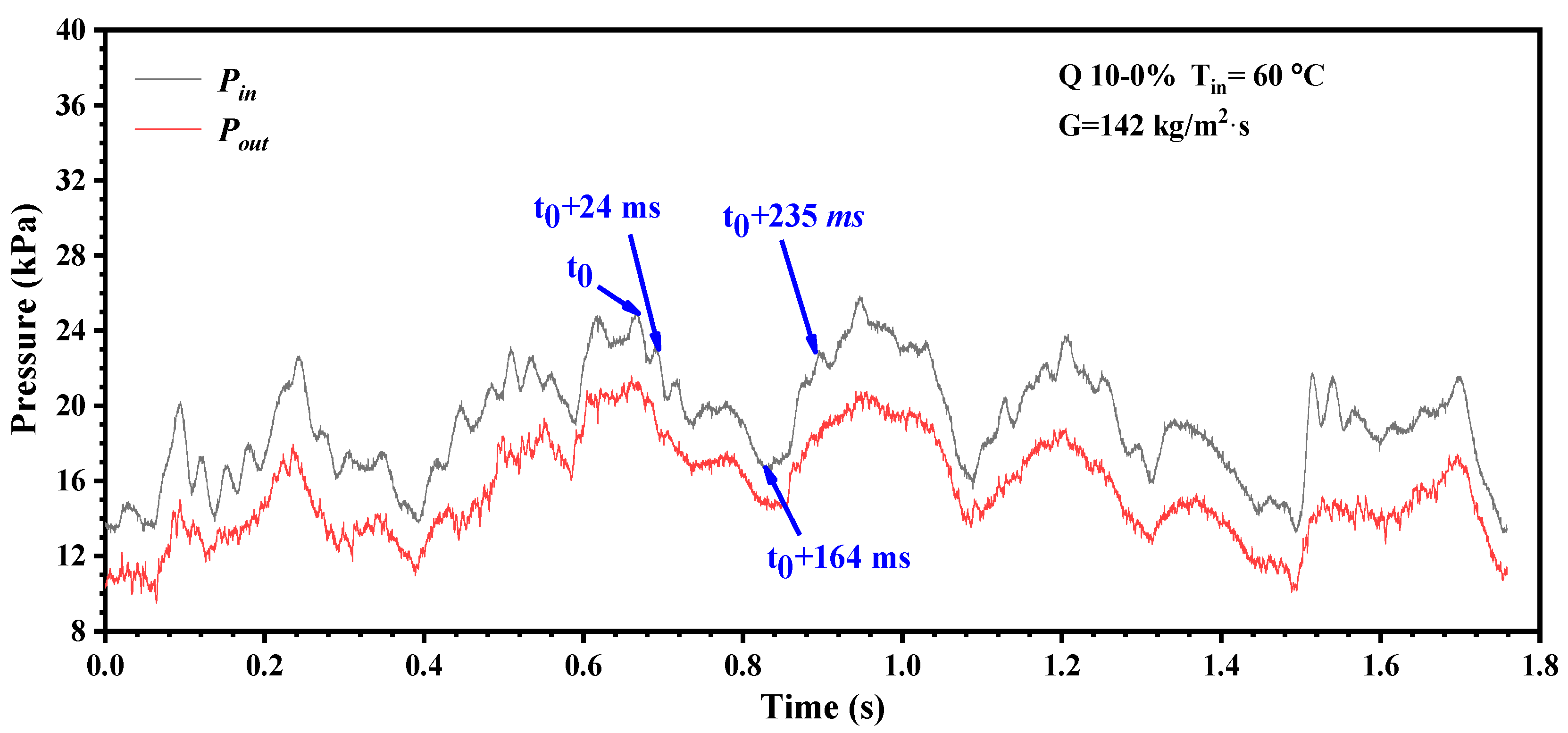
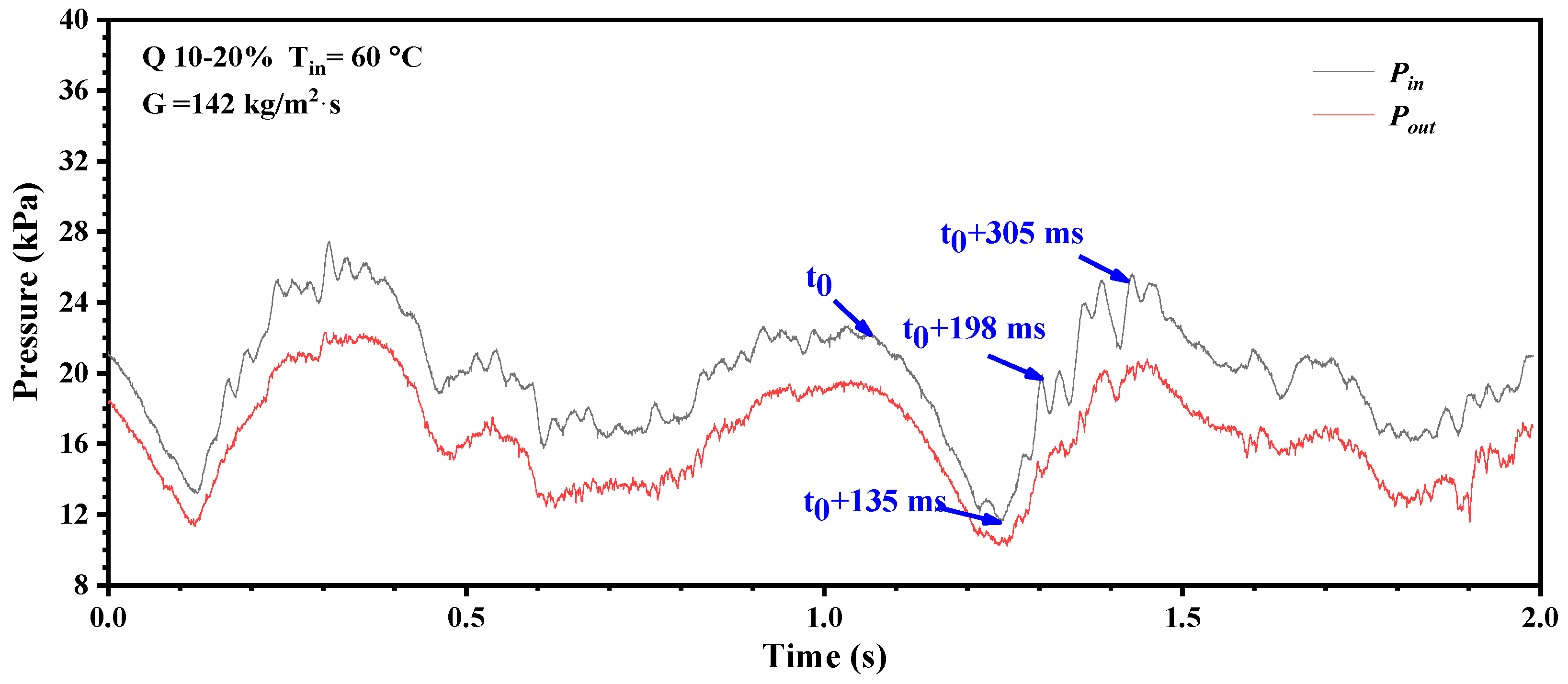
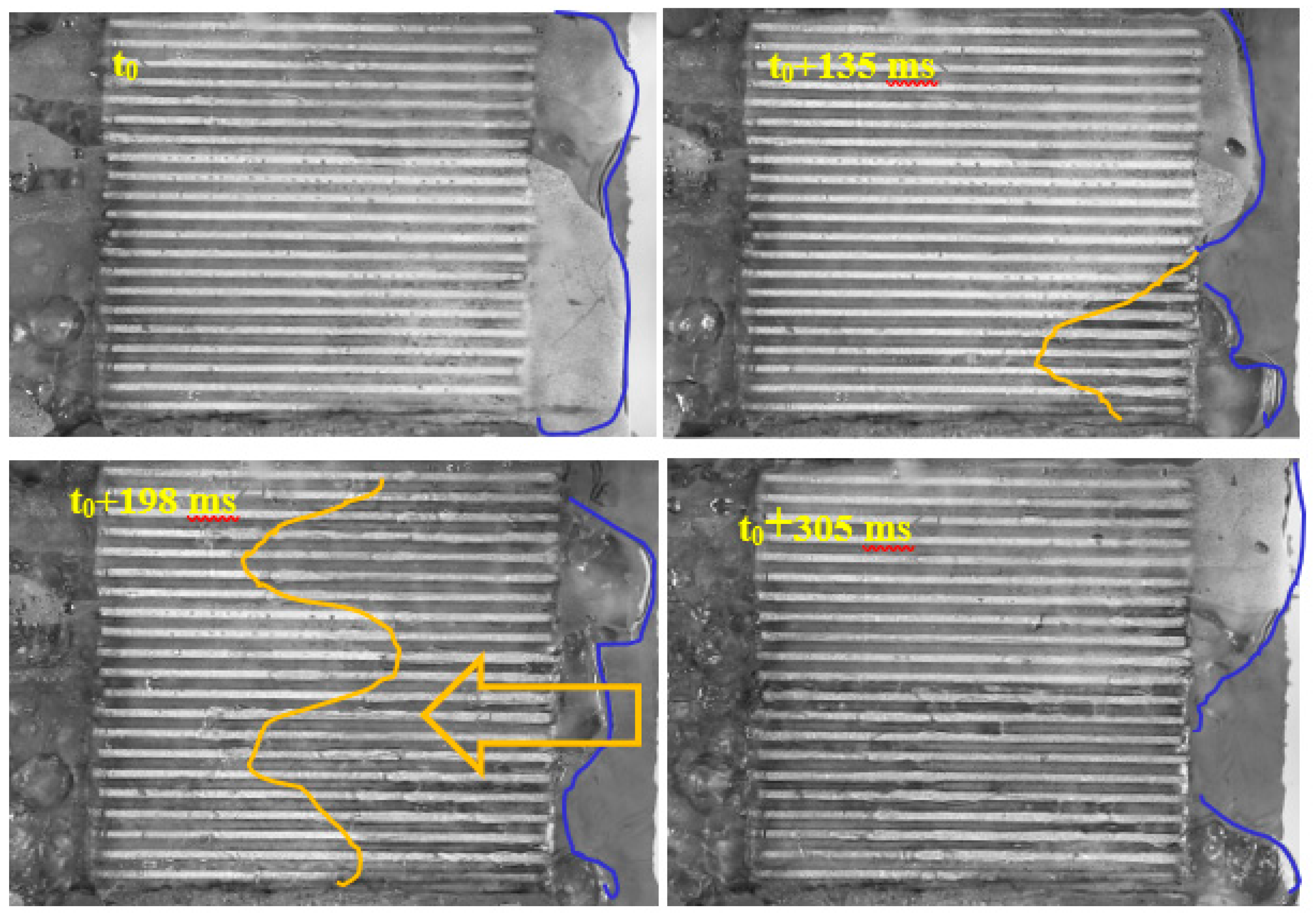
4.3. Pressure Instability and Boiling Pattern of Sintered Microchannels Containing PLA
4.4. Existence of Optimal PFA Content on CHF and Discussion
5. Conclusions
- (1)
- For sintered parallel microchannels, the addition of PFA increases the sample porosity. Too large or too small content of PFA would degrade boiling heat transfer performance greatly. There exists an optimal range of PFA content for sintered microchannels. At the moderate PFA content, the boiling HTC of sintering microchannel reaches the maximum;
- (2)
- PFA content has little effect on the average pressure drop and would not cause the rapid increase in flow resistance;
- (3)
- According to the visual observation, the sample with moderate porosity is helpful to establish the rhythmic boiling and reduce the occurrence of explosive boiling. Larger porosity results in more rapid evaporation-rewetting cycle;
- (4)
- Particle size also has a great influence on boiling curves and HTC ones. Q30 series could achieve better performance than Q10 series. This is attributed to larger ratio of layer thickness to particle size (δ/d) for Q10-series samples.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Abase | top surface area of copper block, cm2 | PFA | pore-forming agent |
| CHF | critical heat flux, W/cm2 | qeff | effective heat flux, W/cm2 |
| d | particle diameter, mm | Qeff | effective input heat power, W |
| G | mass flux, kg/m2·s | Qloss | heat loss, W |
| HTC | heat transfer coefficient | Qtotal | input heat power, W |
| havg | average heat transfer coefficient, kW/(m2·K) | Tw | wall temperature, K |
| hsp | single-phase heat transfer coefficient, kW/(m2·K) | Tin | inlet temperature, K |
| htp | two-phase heat transfer coefficient, kW/(m2·K) | Ts | saturation temperature, K |
| L | length of microchannel (or sample), cm | ycop | distance, mm |
| Lsp | two-phase length of microchannel, cm | ||
| Ltp | single-phase length of microchannel, cm | Greek symbols | |
| mass flow rate, kg/s | ΔP | pressure drop, kPa | |
| N | microchannel number | λcop | thermal conductivity, W/(m·K) |
| ONB | onset of nucleate boiling | δ | bottom layer thickness, mm |
| Pave | average pressure, kPa | ||
| Pin | inlet pressure, kPa | ||
| Pout | outlet pressure, kPa | ||
References
- Prajapati, Y.K.; Bhandari, P. Flow boiling instabilities in microchannels and their promising solutions—A review. Exp. Therm. Fluid Sci. 2017, 88, 576–593. [Google Scholar] [CrossRef]
- Ogata, S.; Nakanishi, R. Effect of surface textures and wettability on droplet Impact on a heated surface. Processes 2021, 9, 350. [Google Scholar] [CrossRef]
- Deng, D.; Feng, J.; Huang, Q.; Yong, T.; Lian, Y. Pool boiling heat transfer of porous structures with reentrant cavities. Int. J. Heat Mass Transf. 2016, 99, 556–568. [Google Scholar] [CrossRef]
- Jun, S.; Godinez, J.C.; Kim, H.Y.; You, S.M. Pool boiling heat transfer of a copper microporous coating in borated water. Nucl. Eng. Technol. 2020, 52, 1939–1944. [Google Scholar] [CrossRef]
- Deng, D.; Wan, W.; Shao, H.; Tang, Y.; Feng, J.; Zeng, J. Effects of operation parameters on flow boiling characteristics of heat sink cooling systems with reentrant porous microchannels. Energy Convers. Manag. 2015, 96, 340–351. [Google Scholar] [CrossRef]
- Zhang, D.; Xu, H.; Chen, Y.; Wang, L.; Qu, J.; Wu, M.; Zhou, Z. Boiling Heat Transfer Performance of Parallel Porous Microchannels. Energies 2020, 13, 2970. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, S.; Tang, Y.; Chen, H.; Yuan, W.; Zeng, J. Effect of operational parameters on flow boiling heat transfer performance for porous interconnected microchannel nets. Appl. Therm. Eng. 2017, 121, 443–453. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Luo, J.L.; Heng, Y.; Mo, D.C.; Lyu, S.S. Wettability modification to further enhance the pool boiling performance of the micro nano bi-porous copper surface structure. Int. J. Heat Mass Transf. 2018, 119, 333–342. [Google Scholar] [CrossRef]
- Li, J.; Zou, Y.; Cheng, L.; Singh, R.; Akbarzadeh, A. Effect of fabricating parameters on properties of sintered porous wicks for loop heat pipe. Powder Technol. 2010, 204, 241–248. [Google Scholar] [CrossRef]
- Xu, J.; Zou, Y.; Fan, M.; Cheng, L. Effect of pore parameters on thermal conductivity of sintered LHP wicks. Int. J. Heat Mass Transf. 2012, 55, 2702–2706. [Google Scholar] [CrossRef]
- Yang, W.; Xu, J. Drop spreading and penetrating on micro/nano particle sintering porous with multiscale structure. Colloids Surf. A Physicochem. Eng. Asp. 2017, 516, 9–22. [Google Scholar] [CrossRef]
- Xu, J.; Ji, X.; Yang, W.; Zhao, Z. Modulated porous wick evaporator for loop heat pipes: Experiment. Int. J. Heat Mass Transf. 2014, 72, 163–176. [Google Scholar] [CrossRef]
- Lin, F.C. Experimental and Theoretical Study on Heat Transfer Enhancement for a Loop Heat Pipe with Bidispersed Structure; National Taiwan University: Taipei, Taiwan, 2011. [Google Scholar]
- Liu, F. A Study of Sintered Copper Porous Surfaces for Pool Boiling Enhancement; Rochester Institute of Technology: Rochester, NY, USA, 2016. [Google Scholar]
- We, J.; Yang, X.; Liu, J.; Wang, G. Experimental study on capillary performance of sintered powder porous wick for loop heat pipes. Res. Sq. 2022, Preprint. [Google Scholar]
- Oudah, S.K.; Fang, R.; Tikadar, A.; Salman, A.S.; Khan, J.A. An experimental investigation of the effect of multiple inlet restrictors on the heat transfer and pressure drop in a flow boiling microchannel heat sink. Int. J. Heat Mass Transf. 2020, 153, 119582. [Google Scholar] [CrossRef]
- Mathew, J.; Lee, P.S.; Wu, T.; Yap, C.R. Experimental study of flow boiling in a hybrid microchannel-microgap heat sink. Int. J. Heat Mass Transf. 2019, 135, 1167–1191. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Width (μm) | Depth (μm) | Layer Thickness (μm) | Inter-Rib Width (μm) | Channel Number |
|---|---|---|---|---|
| 600 | 1200 | 200 | 600 | 23 |
| Particle Size | 10 μm | |||
|---|---|---|---|---|
| specification | Q10-0% | Q10-10% | Q10-20% | Q10-40% |
| volume content | 0% | 10% | 20% | 40% |
| porosity | 20.4% | 29.6% | 39.1% | 52.9% |
| Particle Size | 30 μm | |||
|---|---|---|---|---|
| specification | Q30-0% | Q30-10% | Q30-20% | Q30-40% |
| volume content | 0% | 10% | 20% | 40% |
| porosity | 26.4% | 33.2% | 40.4% | 47.5% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lei, Q.; Zhang, D.; Feng, L.; Mao, J.; Chen, D. Boiling Heat Transfer Characteristics of Porous Microchannel with Pore-Forming Agent. Processes 2023, 11, 617. https://doi.org/10.3390/pr11020617
Lei Q, Zhang D, Feng L, Mao J, Chen D. Boiling Heat Transfer Characteristics of Porous Microchannel with Pore-Forming Agent. Processes. 2023; 11(2):617. https://doi.org/10.3390/pr11020617
Chicago/Turabian StyleLei, Qinhui, Donghui Zhang, Lei Feng, Jijin Mao, and Daifen Chen. 2023. "Boiling Heat Transfer Characteristics of Porous Microchannel with Pore-Forming Agent" Processes 11, no. 2: 617. https://doi.org/10.3390/pr11020617
APA StyleLei, Q., Zhang, D., Feng, L., Mao, J., & Chen, D. (2023). Boiling Heat Transfer Characteristics of Porous Microchannel with Pore-Forming Agent. Processes, 11(2), 617. https://doi.org/10.3390/pr11020617