


Simulation of Multi-Phase Flow in Autoclaves Using a Coupled CFD-DPM Approach

Abstract
:1. Introduction
2. Mathematical Model
2.1. Eulerian Model
2.2. Discrete Phase Model
3. Solution Strategy
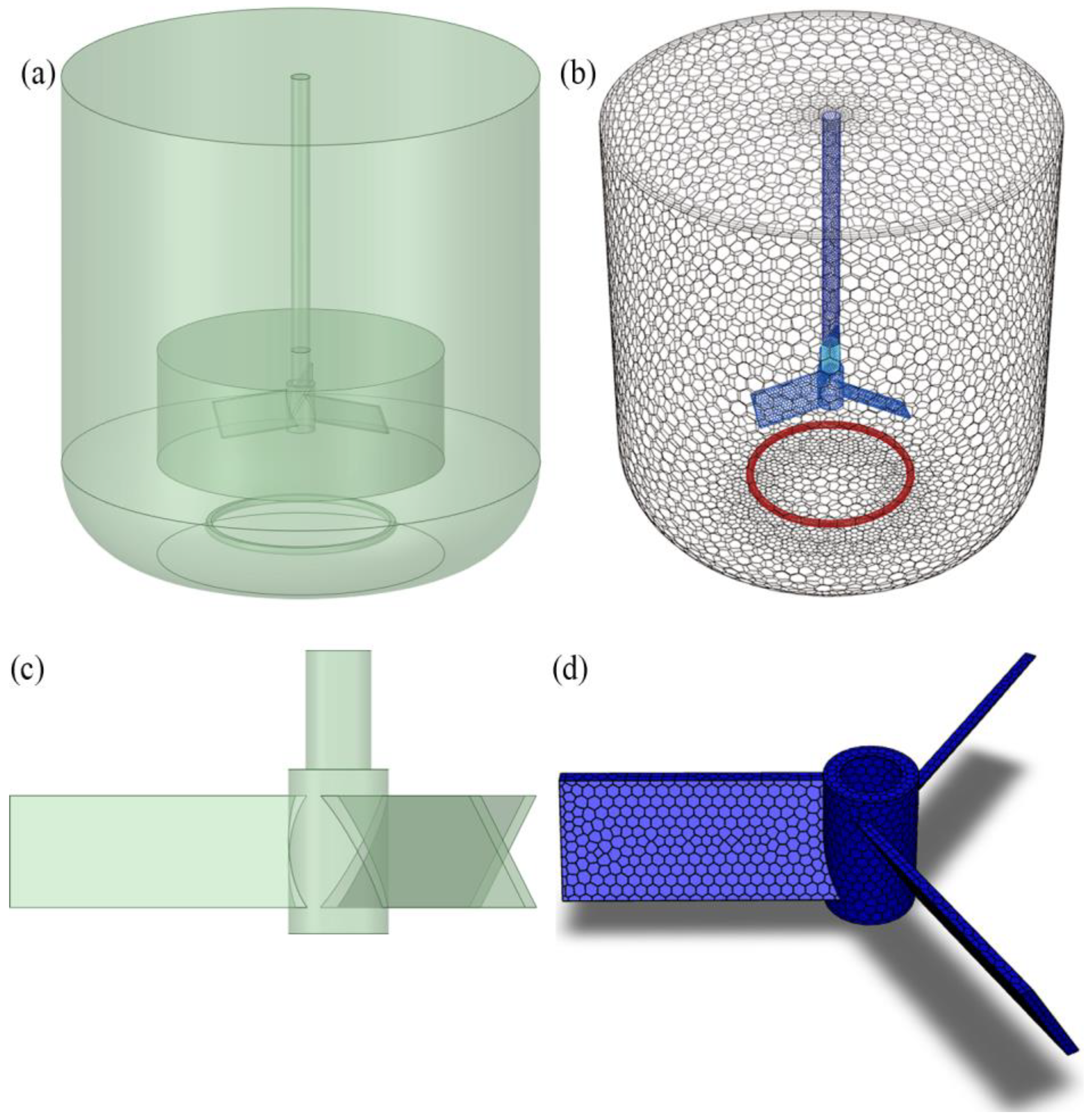
3.1. Computational Domain and Mesh Distribution
3.2. Boundary Conditions
4. Results and Discussion
4.1. Grid Independence
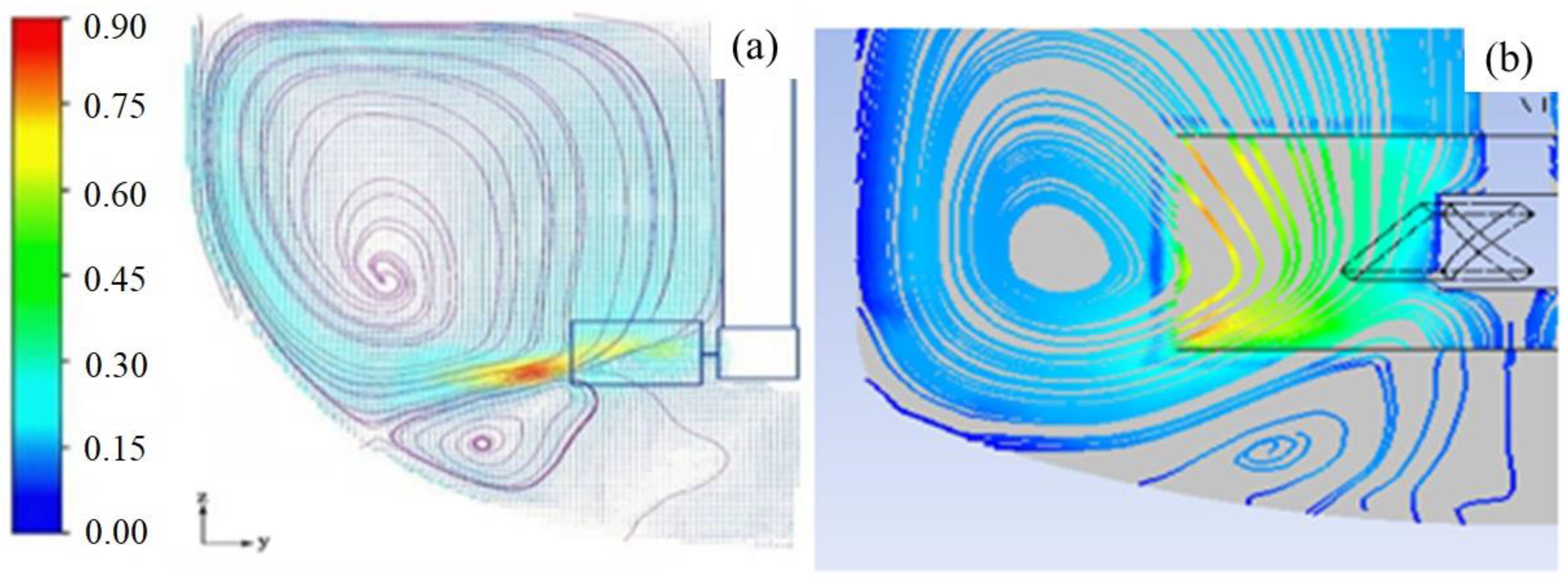
4.2. Experimental Verification
4.3. Solid Holdup Distribution
4.4. Critical Suspension Speed
4.5. Nonuniformity of Solid Suspension
4.6. Gas Holdup Distribution
4.7. Bubble Tracks and Residence Time
5. Conclusions
- (1)
- The solid-phase volume distribution clouds were analyzed at different times. The solid–liquid mixing was greatly influenced by the axial flow of the autoclave. The solid-phase deposition at the bottom of the autoclave decreased as the stirring speed increased. The solid-phase distribution in the autoclave became more uniform when the rotation speed was increased to 400 rpm. If the agitation speed is increased again, the phenomenon of solid-phase accumulation above the autoclave will arise, which is not conducive to solid-phase dispersion and mass transfer in the autoclave, and the autoclave’s power consumption will increase.
- (2)
- At various speeds, the average solid-phase volume fraction at the bottom of the autoclave is used to determine the critical suspension speed of solid–liquid mixing. After processing and calculating the simulated data, Nsp = 406 rpm was found to be the critical suspension speed for mixing solids and liquids in the autoclave. Its value is marginally lower than the critical suspension speed calculated using the empirical equation. By examining the suspension inhomogeneity at various stirring speeds, the solid-phase suspension inhomogeneity exhibited a decreasing and subsequently increasing pattern. The nonuniformity of the solid suspension is lowest when the stirring speed is 400 rpm (σ = 8.65 × 10−2).
- (3)
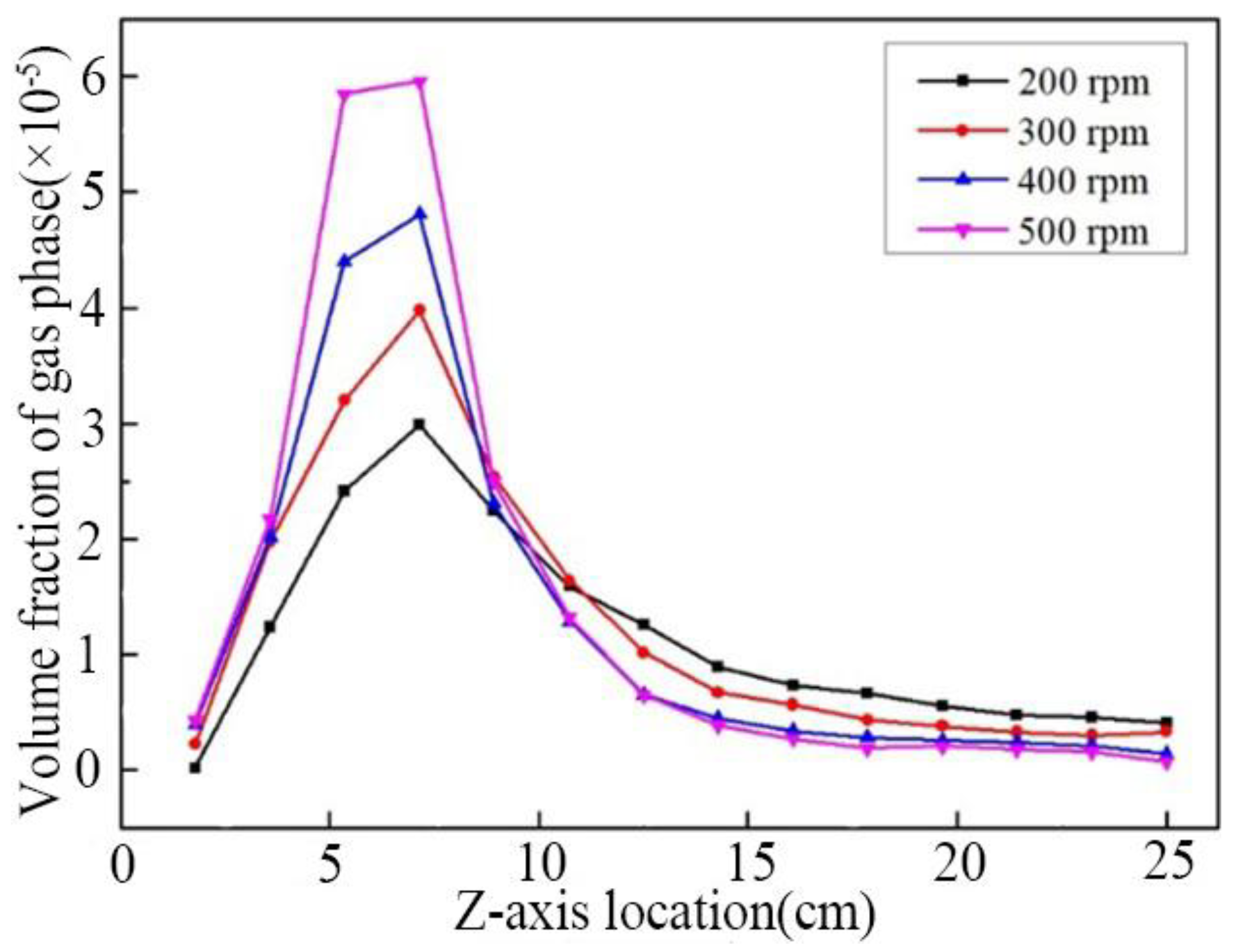
- The contours of the volume distribution of the gas phase in the autoclave under various agitation speed conditions were examined. The gas phase dispersion in the autoclave is totally diffused at 300 rpm stirring speed. With the increase in agitation speed, the gas content of the autoclave increases, and the gas phase is mainly concentrated in the vortex area above the blades.
- (4)
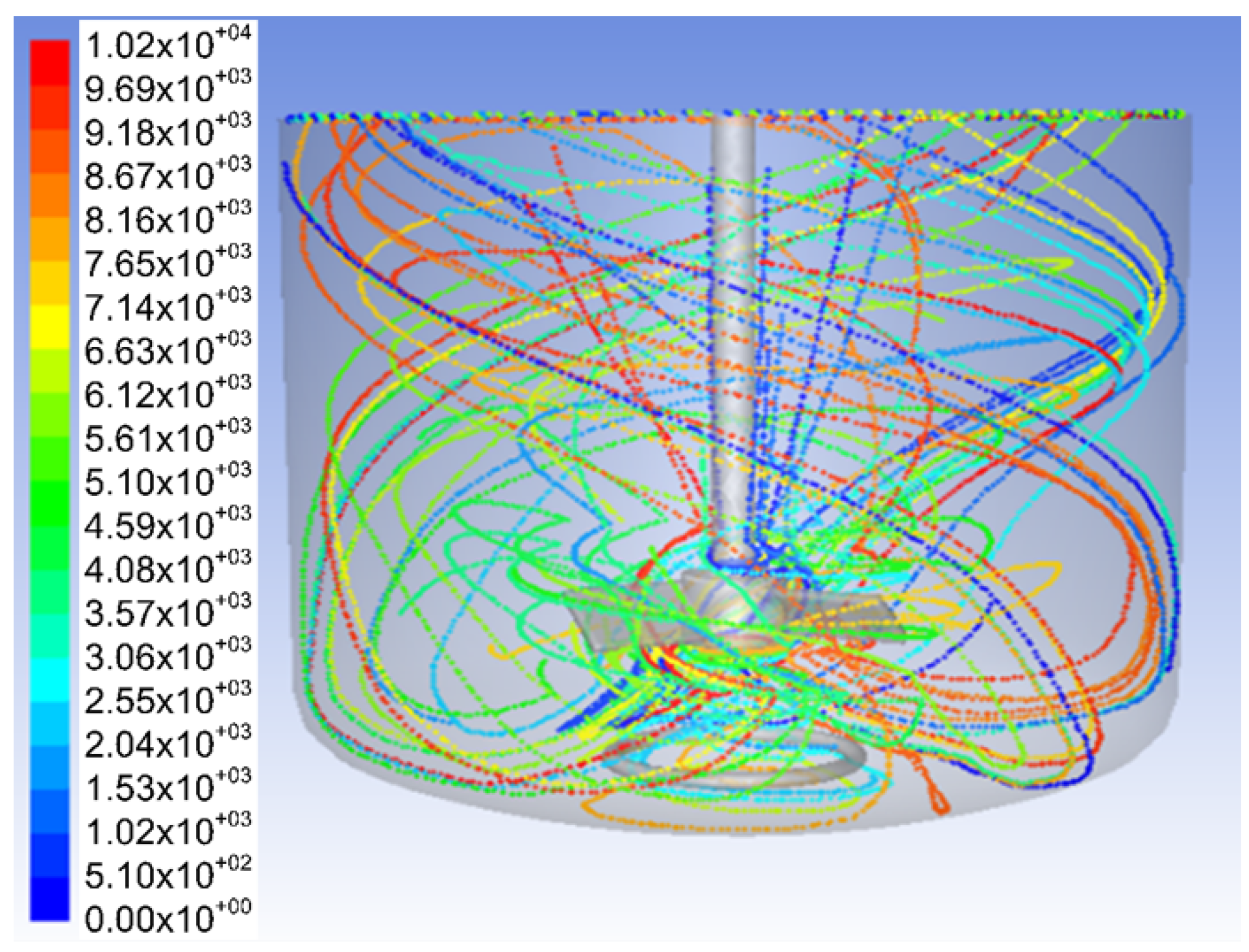
- Analysis was conducted on the bubble tracks and residence time. The drag force of the flow field mostly influences the movement of the bubbles. In the vicinity of the agitator shaft, air bubbles remain longer in the fluid recirculation zone. At the exit, we measured the time of bubble residence. The average bubble residence time increases as stirring speed increases. When the gas phase is in a completely dispersed state (N = 300 rpm), the average bubble residence time is 5.66 s, and increasing the stirring speed cannot effectively improve the gas phase residence time.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Loveday, B.K. The use of oxygen in high pressure acid leaching of nickel laterites. Miner. Eng. 2008, 21, 533–538. [Google Scholar] [CrossRef]
- Lewis, W.K.; Whitman, W.G. Principles of Gas Absorption. Ind. Eng. Chem. 1924, 16, 1215–1220. [Google Scholar] [CrossRef]
- Puthli, M.S.; Rathod, V.K.; Pandit, A.B. Gas-liquid mass transfer studies with triple impeller system on a laboratory scale bioreactor. Biochem. Eng. J. 2005, 23, 25–30. [Google Scholar] [CrossRef]
- Fadavi, A.; Chisti, Y. Gas–liquid mass transfer in a novel forced circulation loop reactor. Chem. Eng. J. 2005, 112, 73–80. [Google Scholar] [CrossRef]
- Ramezani, M.; Kong, B.; Gao, X.; Olsen, M.G.; Vigil, R.D. Experimental measurement of oxygen mass transfer and bubble size distribution in an air–water multiphase Taylor–Couette vortex bioreactor. Chem. Eng. J. 2015, 279, 286–296. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Yasin, M.; Park, S.; Chang, I.S.; Ha, K.-S.; Lee, E.Y.; Lee, J.; Kim, C. Gas-liquid mass transfer coefficient of methane in bubble column reactor. Korean J. Chem. Eng. 2015, 32, 1060–1063. [Google Scholar] [CrossRef]
- Henrique, S.; Edgar, M.O.; Sergio, C.; Rigoberto, E.M.M. Numerical assessment of performance characteristics and two-phase flow dynamics of a centrifugal rotor operating under gas entrainment condition. Exp. Comput. Multiph. Flow 2022, 4, 221–240. [Google Scholar] [CrossRef]
- Masterov, M.V.; Baltussen, M.W.; Kuipers, J.A.M. Numerical simulation of a square bubble column using Detached Eddy Simulation and Euler–Lagrange approach. Int. J. Multiph. Flow 2018, 107, 275–288. [Google Scholar] [CrossRef]
- Sommer, A.; Rox, H.; Shi, P.; Eckert, K.; Rzehak, R. Solid-liquid flow in stirred tanks: “CFD-grade” experimental investigation. Chem. Eng. Sci. 2021, 245, 116743. [Google Scholar] [CrossRef]
- Zhang, C.; Yang, F. Gas-liquid mixing in the stirred tank equipped with semi-circular tube baffles. Int. J. Chem. React. Eng. 2022. [Google Scholar] [CrossRef]
- Hu, X.; Ilgun, A.D.; Passalacqua, A.; Fox, R.O.; Bertola, F.; Milosevic, M.; Visscher, F. CFD simulations of stirred-tank reactors for gas-liquid and gas-liquid-solid systems using OpenFOAM®. Int. J. Chem. React. Eng. 2021, 19, 193–207. [Google Scholar] [CrossRef]
- Maluta, F.; Paglianti, A.; Montante, G. Two-fluids RANS predictions of gas cavities, power consumption, mixing time and oxygen transfer rate in an aerated fermenter scale-down stirred with multiple impellers. Biochem. Eng. J. 2021, 166, 107867. [Google Scholar] [CrossRef]
- Ramírez-Torres, L.A.; Medina-Torres, L.; Calderas, F.; Núñez-Ramírez, D.M.; Manero, O. Rheology and Hydrodynamics of Iron Ore Mineral Pulps during a Bioleaching Process in a Continuous Stirred-Tank Reactor. Chem. Eng. Technol. 2022, 46, 1–12. [Google Scholar] [CrossRef]
- Gu, D.; Wen, L.; Xu, H.; Ye, M. Study on hydrodynamics characteristics in a gas-liquid stirred tank with a self-similarity impeller based on CFD-PBM coupled model. J. Taiwan Inst. Chem. Eng. 2023, 143, 104688. [Google Scholar] [CrossRef]
- Cheng, D.; Wang, S.; Yang, C.; Mao, Z.-S. Numerical Simulation of Turbulent Flow and Mixing in Gas–Liquid–Liquid Stirred Tanks. Ind. Eng. Chem. Res. 2017, 56, 13050–13063. [Google Scholar] [CrossRef] [Green Version]
- García-Hernández, E.; Aguilar-Madera, C.; Herrera-Hernández, E.; Flores-Cano, J.; Bailón-García, E.; González, A.; Aguilar-Aguilar, A.; Ocampo-Pérez, R. 3D Modeling of the Adsorption Rate of Pyridine on Activated Carbon Cloth in a Stirred Tank under Turbulent Conditions. Processes 2022, 10, 735. [Google Scholar] [CrossRef]
- Fan, Y.; Sun, J.; Jin, J.; Sun, K.; Zhang, H.; Chen, W.; Li, Y. Effects of baffle on flow structure and cyclic variation in stirred tanks with Rushton turbine. AIP Adv. 2022, 12, 015202. [Google Scholar] [CrossRef]
- Verzicco, R.; Fatica, M.; Iaccarino, G.; Orlandi, P. Flow in an impeller-stirred tank using an immersed-boundary method. AIChE J. 2004, 50, 1109–1118. [Google Scholar] [CrossRef]
- Martinez, L.; Duret, B.; Reveillon, J.; Demoulin, F. Vapor mixing in turbulent vaporizing flows. Int. J. Multiph. Flow 2023, 161, 104388. [Google Scholar] [CrossRef]
- Mochalin, I.; Cai, J.; Shiju, E.; Brazhenko, V.; Wang, D. Numerical study of the flow through an annular gap with filtration by a rotating porous cylinder. Eng. Appl. Comput. Fluid Mech. 2022, 16, 469–483. [Google Scholar] [CrossRef]
- Piomelli, U.; Balaras, E. Wall-Layer Models for Large-Eddy Simulations. Annu. Rev. Fluid Mech. 2002, 34, 349–374. [Google Scholar] [CrossRef] [Green Version]
- Kahouadji, L.; Liang, F.; Valdes, J.; Shin, S.; Chergui, J.; Juric, D.; Craster, R.; Matar, O. The transition to aeration in turbulent two-phase mixing in stirred vessels. Flow 2022, 2, E30. [Google Scholar] [CrossRef]
- Bernauer, S.; Schöpf, M.; Eibl, P.; Witz, C.; Khinast, J.; Hardiman, T. Characterization of the gas dispersion behavior of multiple impeller stages by flow regime analysis and CFD simulations. Biotechnol. Bioeng. 2021, 118, 3058–3068. [Google Scholar] [CrossRef] [PubMed]
- Ling, J.; Kurzawski, A.; Templeton, J. Reynolds averaged turbulence modelling using deep neural networks with embedded invariance. J. Fluid Mech. 2016, 807, 155–166. [Google Scholar] [CrossRef]
- Islam, M.T.; Nguyen, A.V. Effect of microturbulence on bubble-particle collision during the bubble rise in a flotation cell. Miner. Eng. 2020, 155, 106418. [Google Scholar] [CrossRef]
- Varghese, M.M.; Vakamalla, T.R. Effect of Turbulence Model on the Hydrodynamics of Gas-solid Fluidized Bed. In Recent Trends in Fluid Dynamics Research; Bharti, R.P., Gangawane, K.M., Eds.; Springer Nature: Singapore, 2022; pp. 47–61. [Google Scholar] [CrossRef]
- Rollet-Miet, P.; Laurence, D.; Ferziger, J. LES and RANS of turbulent flow in tube bundles. Int. J. Heat Fluid Flow 1999, 20, 241–254. [Google Scholar] [CrossRef] [Green Version]
- Brazhenko, V.; Qiu, Y.; Mochalin, I.; Zhu, G.; Cai, J.-C.; Wang, D. Study of hydraulic oil filtration process from solid admixtures using rotating perforated cylinder. J. Taiwan Inst. Chem. Eng. 2022, 141, 104578. [Google Scholar] [CrossRef]
- Joulaei, A.; Nili-Ahmadabadi, M.; Ha, M.Y. Numerical study of the effect of geometric scaling of a fluidic oscillator on the heat transfer and frequency of impinging sweeping jet. Appl. Therm. Eng. 2023, 221, 119848. [Google Scholar] [CrossRef]
- Parikh, T.; Mansour, M.; Thévenin, D. Investigations on the effect of tip clearance gap and inducer on the transport of air-water two-phase flow by centrifugal pumps. Chem. Eng. Sci. 2020, 218, 115554. [Google Scholar] [CrossRef]
- Yang, X.; Yang, G.; Liu, P.; Li, X.; Jiang, L.; Zhang, J. Study on the Desliming Performance of a Novel Hydrocyclone Sand Washer. Separations 2022, 9, 74. [Google Scholar] [CrossRef]
- Coroneo, M.; Montante, G.; Paglianti, A.; Magelli, F. CFD prediction of fluid flow and mixing in stirred tanks: Numerical issues about the RANS simulations. Comput. Chem. Eng. 2011, 35, 1959–1968. [Google Scholar] [CrossRef]
- Tominaga, Y.; Stathopoulos, T. CFD Modeling of Pollution Dispersion in Building Array: Evaluation of turbulent scalar flux modeling in RANS model using LES results. J. Wind. Eng. Ind. Aerodyn. 2012, 104–106, 484–491. [Google Scholar] [CrossRef] [Green Version]
- Booth, C.P.; Leggoe, J.W.; Aman, Z.M. The use of computational fluid dynamics to predict the turbulent dissipation rate and droplet size in a stirred autoclave. Chem. Eng. Sci. 2018, 196, 433–443. [Google Scholar] [CrossRef]
- Mohammad, A.F.; Mourad, A.A.H.I.; Al-Marzouqi, A.H.; El-Naas, M.H.; Van der Bruggen, B.; Al-Marzouqi, M.H.; Alnaimat, F.; Al Musharfy, M. Comprehensive Optimization of the Dispersion of Mixing Particles in an Inert-Particle Spouted-Bed Reactor (IPSBR) System. Processes 2021, 9, 1921. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, J.; Fan, L.-S. Numerical simulation of gas–liquid–solid fluidization systems using a combined CFD-VOF-DPM method: Bubble wake behavior. Chem. Eng. Sci. 1999, 54, 5101–5107. [Google Scholar] [CrossRef]
- Felekos, G.; Douvi, E.; Margaris, D. Cost-effective numerical analysis of the DrivAer fastback model aerodynamics. Proc. Inst. Mech. Eng. Part D J. Automobile Eng. 2022, 09544070221135908. [Google Scholar] [CrossRef]
- Patil, H.; Patel, A.K.; Pant, H.J.; Vinod, A.V. CFD simulation model for mixing tank using multiple reference frame (MRF) impeller rotation. ISH J. Hydraul. Eng. 2021, 27, 200–209. [Google Scholar] [CrossRef]
- Maluta, F.; Paglianti, A.; Montante, G. Prediction of gas cavities size and structure and their effect on the power consumption in a gas-liquid stirred tank by means of a two-fluid RANS model. Chem. Eng. Sci. 2021, 241, 116677. [Google Scholar] [CrossRef]
- Cloete, S.; Johansen, S.T.; Amini, S. Grid independence behaviour of fluidized bed reactor simulations using the Two Fluid Model: Detailed parametric study. Powder Technol. 2016, 289, 65–70. [Google Scholar] [CrossRef] [Green Version]
- Gecim, G.; Erkoc, E. Gas Flow Hydrodynamics in Vortex Mixers: Flow Visualization and PIV Flow Field Characterization. Ind. Eng. Chem. Res. 2021, 60, 5674–5687. [Google Scholar] [CrossRef]
- Zwietering, T.N. Suspending of solid particles in liquid by agitators. Chem. Eng. Sci. 1958, 8, 244–253. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structure Parameters | Value | Structure Parameters | Value |
|---|---|---|---|
| Tank height | 26 cm | Diameter of ring sparger | 19.2 cm |
| Diameter of autoclave | 25 cm | Width of outlet | 0.23 cm |
| Bottom ellipse height | 5 cm | Blade width | 1.7 cm |
| Diameter of impeller | 10 cm | Blade thickness | 0.17 cm |
| Axial location of impeller | 6.8 cm | Chord angel | 30° |
| Grid Solutions | Mesh Number | Velocity (m/s) |
|---|---|---|
| Solution 1 | 264,853 | 0.56 |
| Solution 2 | 373,245 | 0.61 |
| Solution 3 | 422,658 | 0.74 |
| Solution 4 | 456,258 | 0.75 |
| Solution 5 | 468,523 | 0.75 |
| Agitation Speed (rpm) | Minimum Residence Time (s) | Maximum Residence Time (s) | Average Residence Time (s) | Variance |
|---|---|---|---|---|
| 100 | 1.56 | 10.16 | 5.03 | 1.89 |
| 200 | 1.45 | 10.30 | 5.24 | 2.07 |
| 300 | 1.37 | 11.13 | 5.66 | 2.18 |
| 400 | 1.34 | 11.28 | 5.75 | 2.22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kou, B.; Hou, Y.; Fu, W.; Yang, N.; Liu, J.; Xie, G. Simulation of Multi-Phase Flow in Autoclaves Using a Coupled CFD-DPM Approach. Processes 2023, 11, 890. https://doi.org/10.3390/pr11030890
Kou B, Hou Y, Fu W, Yang N, Liu J, Xie G. Simulation of Multi-Phase Flow in Autoclaves Using a Coupled CFD-DPM Approach. Processes. 2023; 11(3):890. https://doi.org/10.3390/pr11030890
Chicago/Turabian StyleKou, Bin, Yanqing Hou, Weiqin Fu, Ni Yang, Junchang Liu, and Gang Xie. 2023. "Simulation of Multi-Phase Flow in Autoclaves Using a Coupled CFD-DPM Approach" Processes 11, no. 3: 890. https://doi.org/10.3390/pr11030890
APA StyleKou, B., Hou, Y., Fu, W., Yang, N., Liu, J., & Xie, G. (2023). Simulation of Multi-Phase Flow in Autoclaves Using a Coupled CFD-DPM Approach. Processes, 11(3), 890. https://doi.org/10.3390/pr11030890