
Study and Optimization Defect Layer in Powder Mixed Electrical Discharge Machining of Titanium Alloy


Abstract
:1. Introduction
2. Materials and Methods
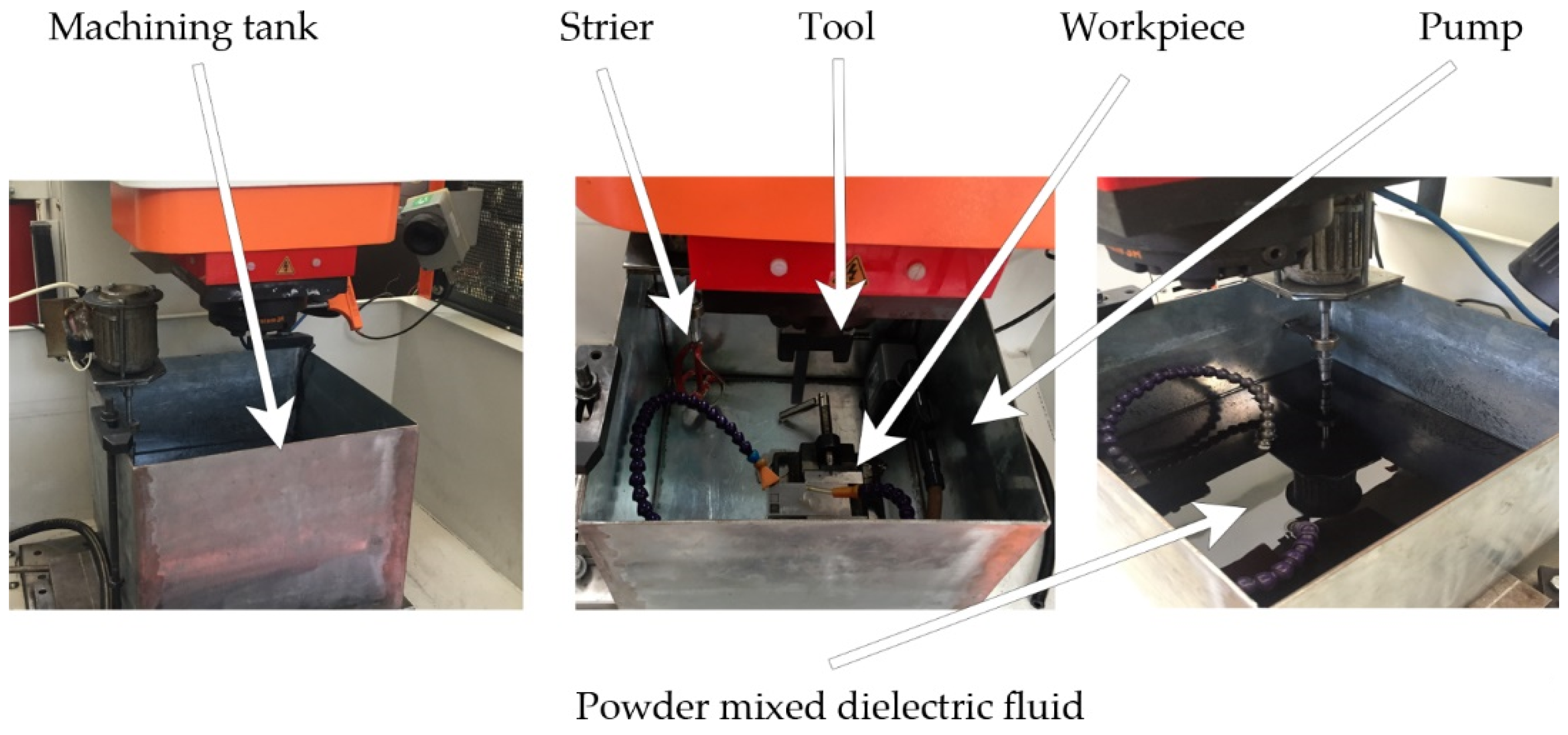
2.1. General Machining Conditions
2.2. Powder Mixed Electrical Discharge Machining
2.3. Systematized Selected PMEDM Parameters
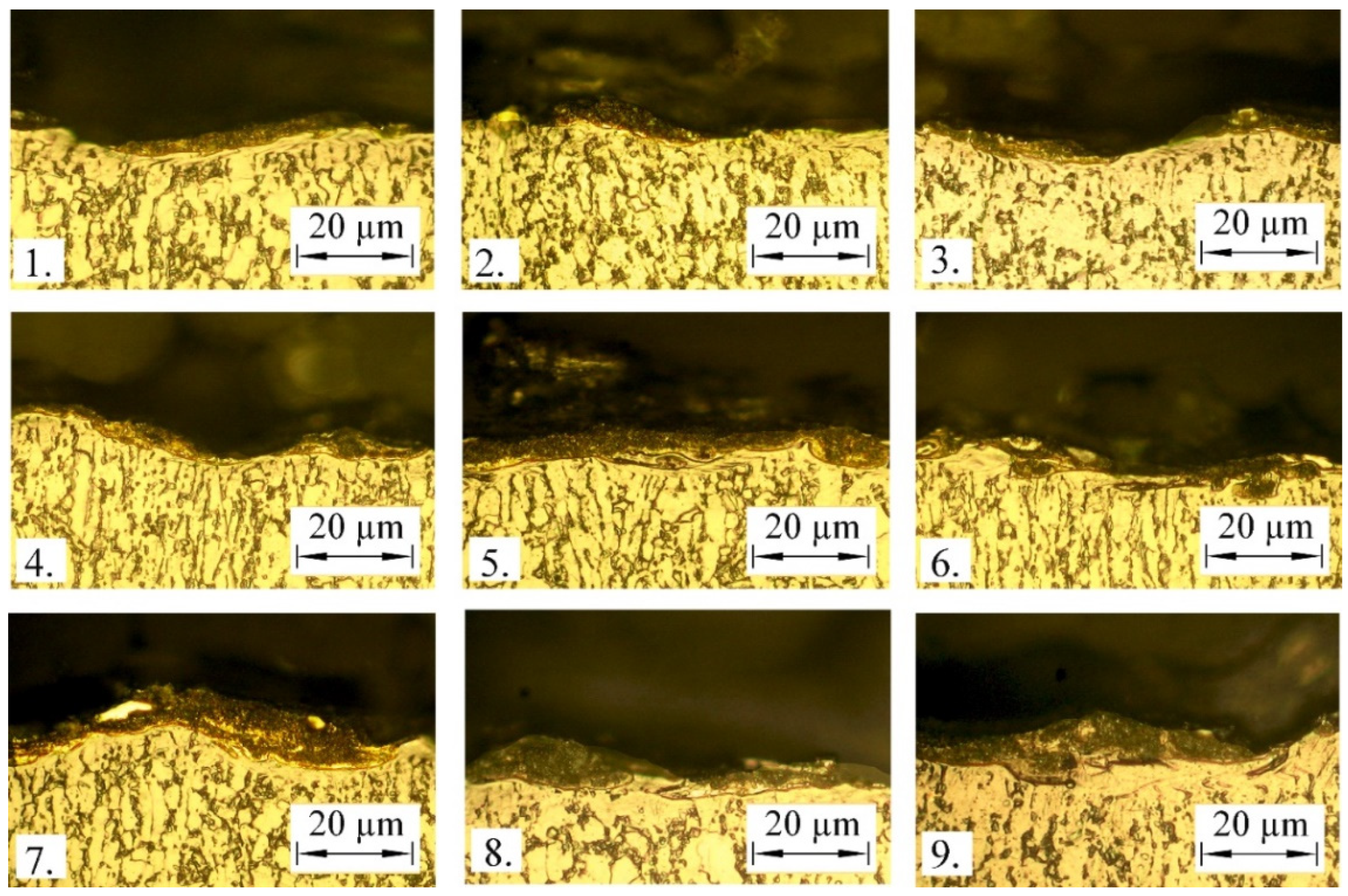
2.4. Experiment Plan
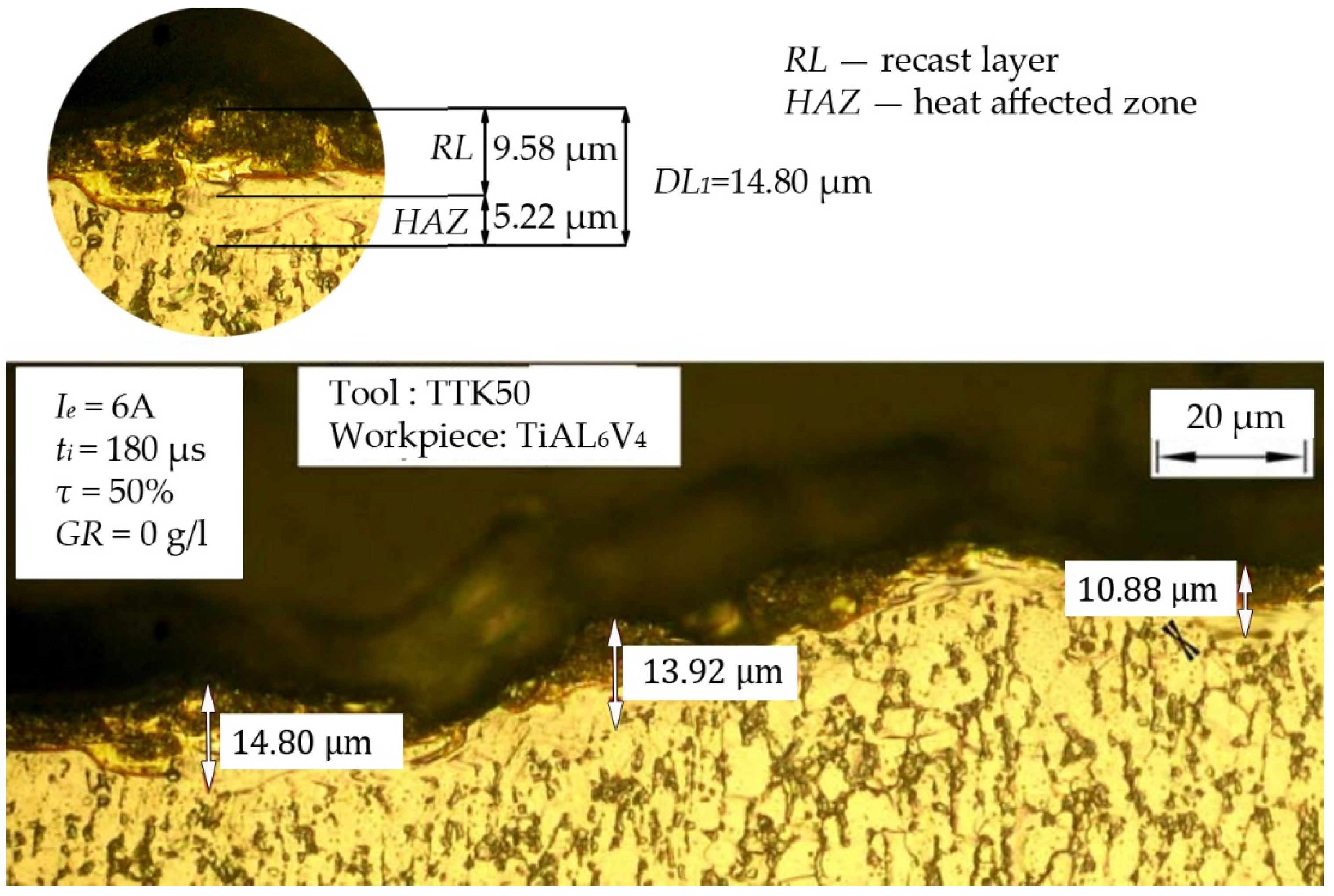
2.5. Defining the Thickness of the Defect Layer
3. Results and Discussion
- S/Nopt—S/N ratio of the i-th factor at the optimal level.
- —the total value of the S/N ratio.
- p—the number of factors influencing the performance characteristic.
- S/Ni—S/N ratio in the ith experiment.
4. Conclusions
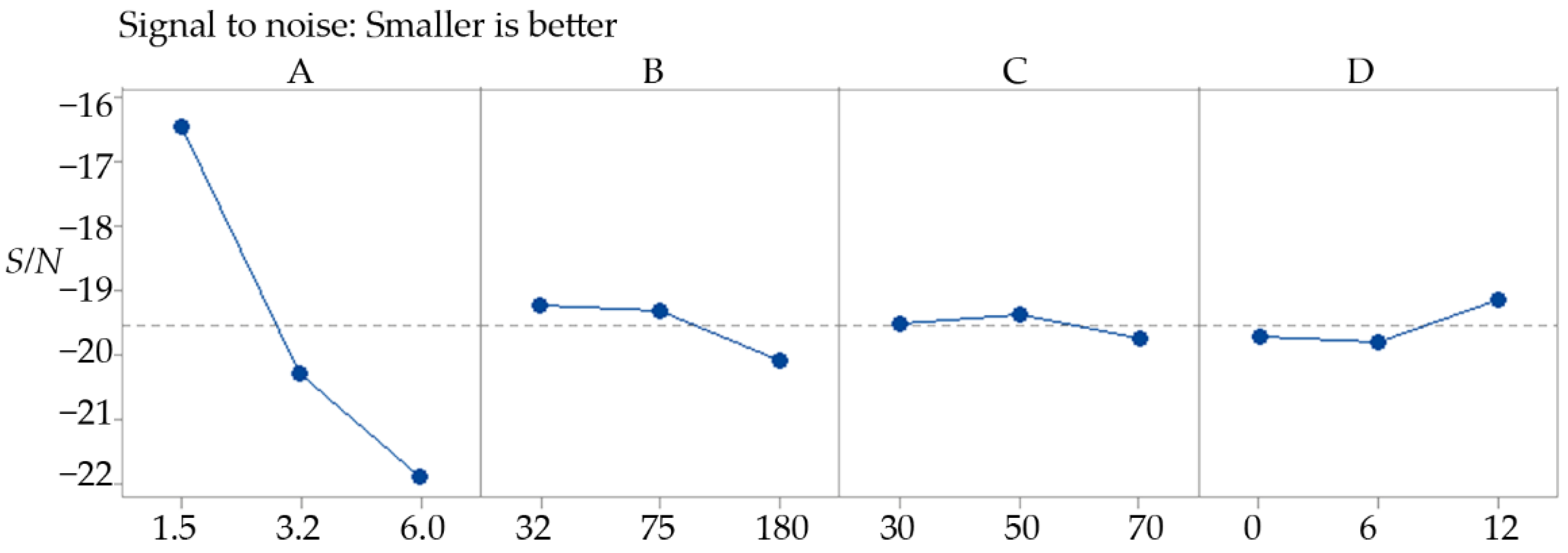
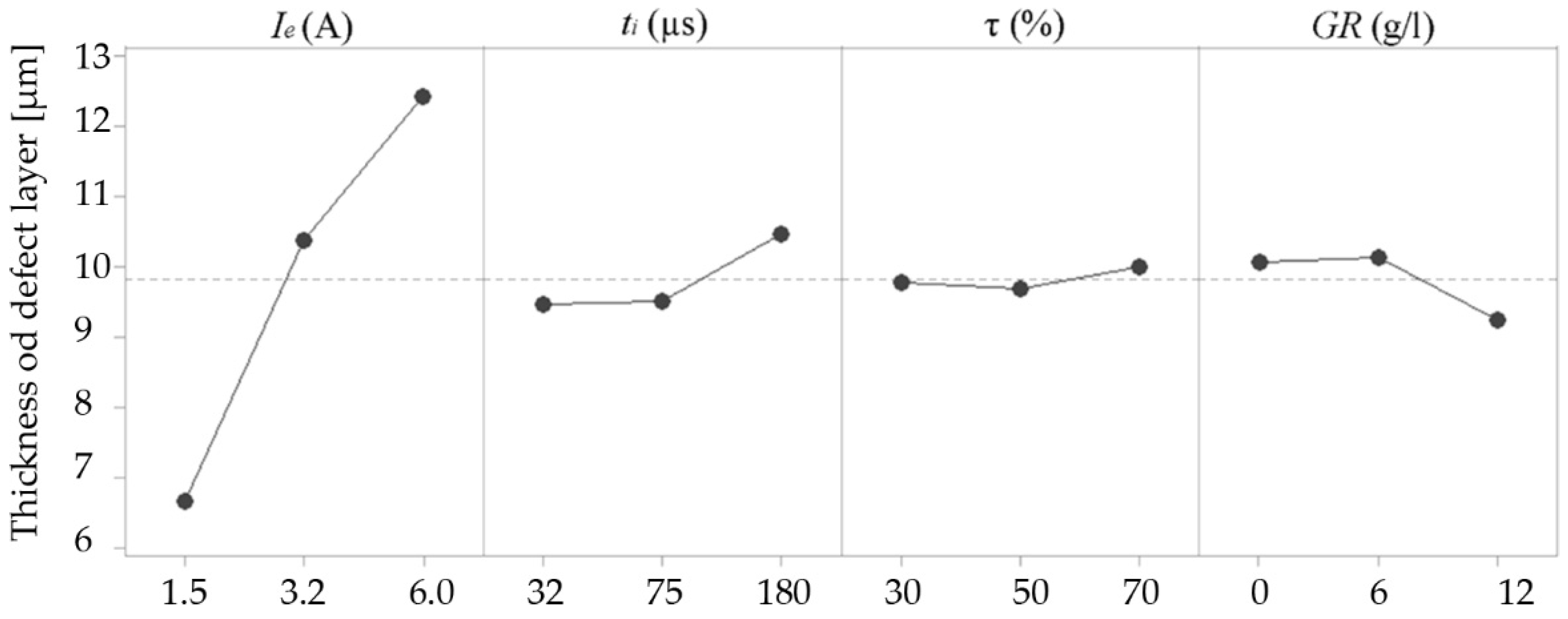
- The discharge current is the most important process parameter affecting the defect layer, followed by the pulse duration and the graphite powder concentration;
- The optimal parameter A1B1C2D3 was determined as follows: discharge current 1.5 A; pulse duration 32 μs; duty cycle 50%; graphite concentration 12 g/L; obtaining a minimum defect layer of 5.99 µm; and corresponding S/N ratio −15.56;
- The confirmatory experiment resulted in a thickness of 6.32 µm. The average error between the Taguchi analysis and the values obtained after the confirmatory experiments was only 5.22%;
- To confirm the previous result, a ANOVA analysis was performed to study the influence of the parameter on the thickness of the defect layer. The results show that the discharge current affects 93.53%, the pulse duration 3.46% and the concentration of graphite powder 2.68%.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grigoriev, S.N.; Hamdy, K.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V. Electrical discharge machining of oxide and nitride ceramics: A review. Mater. Des. 2021, 209, 109965. [Google Scholar] [CrossRef]
- Le, V.T. The evaluation of machining performances and recast layer properties of AISI H13 steel processed by tungsten carbide powder mixed EDM process in the semi-finishing process. Mach. Sci. Technol. 2022, 26, 428–459. [Google Scholar] [CrossRef]
- Sahu, D.R.; Mandal, A. Critical analysis of surface integrity parameters and dimensional accuracy in powder-mixed EDM. Mater. Manuf. Process. 2020, 35, 430–441. [Google Scholar] [CrossRef]
- Farooq, M.U.; Mughal, M.P.; Ahmed, N.; Mufti, N.A.; Al-Ahmari, A.M.; He, Y. On the Investigation of Surface Integrity of Ti6Al4V ELI Using Si-Mixed Electric Discharge Machining. Materials 2020, 13, 1549. [Google Scholar] [CrossRef]
- Peças, P.; Henriques, E. Influence of silicon powder-mixed dielectric on conventional electrical discharge machining. Int. J. Mach. Tools Manuf. 2003, 43, 1465–1471. [Google Scholar] [CrossRef]
- Jabbaripour, B.; Sadeghi, M.H.; Shabgard, M.R.; Faraji, H. Investigating surface roughness, material removal rate and corrosion resistance in PMEDM of γ-TiAl intermetallic. J. Manuf. Process. 2013, 15, 56–68. [Google Scholar] [CrossRef]
- Klocke, F.; Lung, D.; Antonoglou, G.; Thomaidis, D. The effects of powder suspended dielectrics on the thermal influenced zone by electrodischarge machining with small discharge energies. J. Mater. Process. Technol. 2004, 149, 191–197. [Google Scholar] [CrossRef]
- Jawahar, M.; Reddy, C.S.; Srinivas, C. A review of performance optimization and current research in PMEDM. Mater. Today Proc. 2019, 19, 742–747. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Phan, N.H. Experimental Investigation of White Layer Formation on Machining Silicon Steel in PMEDM Process. Silicon 2021, 13, 2257–2263. [Google Scholar] [CrossRef]
- Al-Khazraji, A.; Amin, S.A.; Ali, S.M. The effect of SiC powder mixing electrical discharge machining on white layer thickness, heat flux and fatigue life of AISI D2 die steel. Eng. Sci. Technol. Int. J. 2016, 19, 1400–1415. [Google Scholar] [CrossRef]
- Wiercz, R.; Oniszczuk-Świercz, D. Investigation of the influence of reduced graphene oxide flakes in the dielectric on surface characteristics and material removal rate in EDM. Materials 2019, 12, 943. [Google Scholar] [CrossRef]
- Xu, B.; Lian, M.-Q.; Chen, S.-G.; Lei, J.-G.; Wu, X.-Y.; Guo, C.; Peng, T.-J.; Yang, J.; Luo, F.; Zhao, H. Combining PMEDM with the tool electrode sloshing to reduce recast layer of titanium alloy generated from EDM. Int. J. Adv. Manuf. Technol. 2021, 117, 1535–1545. [Google Scholar] [CrossRef]
- Alam, S.T.; Amin, A.N.; Hossain, I.; Huq, M.; Tamim, S.H. Performance evaluation of graphite and titanium oxide powder mixed dielectric for electric discharge machining of Ti–6Al–4V. SN Appl. Sci. 2021, 3, 435. [Google Scholar] [CrossRef]
- Sidhu, S.; Bains, P.S. Study of the Recast Layer of Particulate Reinforced Metal Matrix Composites machined by EDM. Mater. Today Proc. 2017, 4, 3243–3251. [Google Scholar] [CrossRef]
- Alhodaib, A.; Shandilya, P.; Rouniyar, A.K.; Bisaria, H. Experimental Investigation on Silicon Powder Mixed-EDM of Nimonic-90 Superalloy. Metals 2021, 11, 1673. [Google Scholar] [CrossRef]
- Tripathy, S.; Tripathy, D. Surface Characterization and Multi-response optimization of EDM process parameters using powder mixed dielectric. Mater. Today Proc. 2017, 4, 2058–2067. [Google Scholar] [CrossRef]
- Prakash, C.; Kansal, H.K.; Pabla, B.S.; Puri, S. To optimize the surface roughness and microhardness of β-Ti alloy in PMEDM process using Non-dominated Sorting Genetic Algorithm-II. In Proceedings of the 2015 2nd International Conference on Recent Advances in Engineering & Computational Sciences (RAECS), Chandigarh, India, 21–22 December 2015; pp. 1–6. [Google Scholar] [CrossRef]
- Tripathy, S.; Tripathy, D. Optimization of process parameters and investigation on surface characteristics during EDM and powder mixed EDM. In Proceedings of the Innovative Design and Development Practices in Aerospace and Automotive Engineering: I-DAD, Avadi, Chennai, 22–24 February 2016; pp. 385–391. [Google Scholar]
- Huu, P.-N. Multi-objective optimization in titanium powder mixed electrical discharge machining process parameters for die steels. Alex. Eng. J. 2020, 59, 4063–4079. [Google Scholar] [CrossRef]
- Hosni, N.A.B.J.; Lajis, M.A.B.; Idris, M.R.B. Modelling and optimization of chromium powder mixed EDM parameter effect over the surface characteristics by response surface methodology approach. Int. J. Eng. Mater. Manuf. 2018, 3, 78–86. [Google Scholar]
- Kumar, S.S.; Varol, T.; Canakci, A.; Kumaran, S.T.; Uthayakumar, M. A review on the performance of the materials by surface modification through EDM. Int. J. Lightweight Mater. Manuf. 2021, 4, 127–144. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.; Littlefair, G.; Debnath, S.; Prakash, C.; Singh, M.A.; Marla, D.; Singh, R.K. Methods and variables in Electrical discharge machining of titanium alloy—A review. Heliyon 2020, 6, e05554. [Google Scholar] [CrossRef]
- Bhaumik, M.; Maity, K. Effect of Electrode Materials on Different EDM Aspects of Titanium Alloy. Silicon 2018, 11, 187–196. [Google Scholar] [CrossRef]
- Hasçalık, A.; Çaydaş, U. Electrical discharge machining of titanium alloy (Ti–6Al–4V). Appl. Surf. Sci. 2007, 253, 9007–9016. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Kovac, P.; Sekulic, M.; Skoric, B. Influence of discharge energy on machining characteristics in EDM. J. Mech. Sci. Technol. 2012, 26, 173–179. [Google Scholar] [CrossRef]
- Kao, J.Y.; Tsao, C.C.; Wang, S.S.; Hsu, C.Y. Optimization of the EDM parameters on machining Ti–6Al–4V with multiple quality characteristics. Int. J. Adv. Manuf. Technol. 2010, 47, 395–402. [Google Scholar] [CrossRef]
- Jabbaripour, B.; Sadeghi, M.H.; Faridvand, S.; Shabgard, M.R. Investigating the effects of edm parameters on surface integrity, mrr and twr in machining of Ti–6Al–4V. Mach. Sci. Technol. 2012, 16, 419–444. [Google Scholar] [CrossRef]
- Klocke, F.; Holsten, M.; Hensgen, L.; Klink, A. Experimental investigations on sinking-EDM of seal slots in gamma-TiAl. Procedia CIRP 2014, 24, 92–96. [Google Scholar] [CrossRef]
- Batish, A.; Bhattacharya, A.; Kumar, N. Powder Mixed Dielectric: An Approach for Improved Process Performance in EDM. Part. Sci. Technol. 2014, 33, 150–158. [Google Scholar] [CrossRef]
- Kolli, M.; Kumar, A. Effect of dielectric fluid with surfactant and graphite powder on Electrical Discharge Machining of titanium alloy using Taguchi method. Eng. Sci. Technol. Int. J. 2015, 18, 524–535. [Google Scholar] [CrossRef]
- Mohanty, G.; Mondal, G.; Surekha, B.; Tripathy, S. Experimental Investigations on Graphite Mixed Electric discharge Machining of En-19 Alloy Steel. Mater. Today Proc. 2018, 5, 19418–19423. [Google Scholar] [CrossRef]
- Pignatiello, J.J., Jr. An overview of the strategy and tactics of Taguchi. IIE Trans. 1988, 20, 247–254. [Google Scholar] [CrossRef]
- Amorim, F.L.; Stedile, L.J.; Torres, R.; Soares, P.; Laurindo, C.A.H. Performance and Surface Integrity of Ti6Al4V After Sinking EDM with Special Graphite Electrodes. J. Mater. Eng. Perform. 2014, 23, 1480–1488. [Google Scholar] [CrossRef]
- Holsten, M.; Koshy, P.; Klink, A.; Schwedt, A. Anomalous influence of polarity in sink EDM of titanium alloys. CIRP Ann. 2018, 67, 221–224. [Google Scholar] [CrossRef]
- Pal, S.; Verma, A.; Dixit, A. Parametric Optimization of Electric Discharge Drill Machine using Taguchi and ANOVA Approach. J. Eng. Comp. App. Sci. 2018, 1, 39–47. [Google Scholar]
- Kakkar, K.; Rawat, N.; Jamwal, A.; Aggarwal, A. Optimization of Surface Roughness, Material Removal Rate and Tool Wear Rate in EDM using Taguchi Method. Int. J. Adv. Res. Ideas Innov. Technol. 2018, 4, 16–24. [Google Scholar]
- Taguchi, G.; Phadke, M.S. Quality Engineering through Design Optimization. In Quality Control, Robust Design, and the Taguchi Method; Springer: Boston, MA, USA, 1989; pp. 77–79. [Google Scholar] [CrossRef]
- Tsai, S.-C.; Ragsdell, K. Orthogonal arrays and conjugate directions for Taguchi-class optimization. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Kissimmee, FL, USA, 11–15 April 1988; pp. 273–278. [Google Scholar]
- Uğur, A.; Nas, E.; Gökkaya, H. Investigation of the machinability of SiC reinforced MMC materials produced by molten metal stirring and conventional casting technique in die-sinking electrical discharge machine. Int. J. Mech. Sci. 2020, 186, 105875. [Google Scholar] [CrossRef]
- Phan, N.H.; Van Dong, P.; Dung, H.T.; Van Thien, N.; Muthuramalingam, T.; Shirguppikar, S.; Tam, N.C.; Ly, N.T. Multi-object optimization of EDM by Taguchi-DEAR method using AlCrNi coated electrode. Int. J. Adv. Manuf. Technol. 2021, 116, 1429–1435. [Google Scholar] [CrossRef]
- Nguyen, H.-P.; Pham, V.-D.; Ngo, N.-V. Application of TOPSIS to Taguchi method for multi-characteristic optimization of electrical discharge machining with titanium powder mixed into dielectric fluid. Int. J. Adv. Manuf. Technol. 2018, 98, 1179–1198. [Google Scholar] [CrossRef]
- Sarker, I.H. Machine Learning: Algorithms, Real-World Applications and Research Directions. SN Comput. Sci. 2021, 2, 160. [Google Scholar] [CrossRef]
- Ou, S.-F.; Wang, C.-Y. Effects of bioceramic particles in dielectric of powder-mixed electrical discharge machining on machining and surface characteristics of titanium alloys. J. Mater. Process. Technol. 2017, 245, 70–79. [Google Scholar] [CrossRef]
- Prakash, C.; Kansal, H.K.; Pabla, B.S.; Puri, S. Multi-objective optimization of powder mixed electric discharge machining parameters for fabrication of biocompatible layer on β-Ti alloy using NSGA-II coupled with Taguchi based response surface methodology. J. Mech. Sci. Technol. 2016, 30, 4195–4204. [Google Scholar] [CrossRef]
- Bhowmick, S.; Paul, A.; Biswas, N.; De, J.; Sarkar, S.; Majumdar, G. Synthesis and Characterization of Titanium and Graphite Powder Mixed Electric Discharge Machining on Inconel 718. In Advanced Production and Industrial Engineering; IOS Press: Amsterdam, The Netherlands, 2022. [Google Scholar] [CrossRef]
- Huu-Phan, N.; Tien-Long, B.; Quang-Dung, L.; Duc-Toan, N.; Muthuramalingam, T. Multi-Criteria Decision Making Using Preferential Selection Index in Titanium based Die-Sinking PMEDM. J. Korean Soc. Precis. Eng. 2019, 36, 793–802. [Google Scholar] [CrossRef]
- Fonda, P.; Wang, Z.; Yamazaki, K.; Akutsu, Y. A fundamental study on Ti–6Al–4V’s thermal and electrical properties and their relation to EDM productivity. J. Mater. Process. Technol. 2008, 202, 583–589. [Google Scholar] [CrossRef]
- Kumar, M.; Datta, S.; Kumar, R. Electro-discharge Machining Performance of Ti–6Al–4V Alloy: Studies on Parametric Effect and Phenomenon of Electrode Wear. Arab. J. Sci. Eng. 2018, 44, 1553–1568. [Google Scholar] [CrossRef]
- Straka, A.; Hašová, S. Optimization of material removal rate and tool wear rate of Cu electrode in die-sinking EDM of tool steel. Int. J. Adv. Manuf. Technol. 2018, 97, 2647–2654. [Google Scholar] [CrossRef]
- Ahmed, N.; Ishfaq, K.; Rafaqat, M.; Pervaiz, S.; Anwar, S.; Salah, B. EDM of Ti-6Al-4V: Electrode and polarity selection for minimum tool wear rate and overcut. Mater. Manuf. Process. 2019, 34, 769–778. [Google Scholar] [CrossRef]
- Bayramoglu, M.; Duffill, A. CNC EDM of linear and circular contours using plate tools. J. Mater. Process. Technol. 2004, 148, 196–203. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters of EDM | Label | Value | Units |
|---|---|---|---|
| Discharge current | Ie | 1.5 to 7.5 | A |
| Pulse on time | ti | 24 to 240 | µs |
| Pulse off time | to | 24 to 240 | µs |
| Open circuit voltage | U0 | 100 | V |
| Polarity | Pol | (-) | / |
| Duty factor | τ | 30 to 70 | % |
| Non-Electrical Value | Symbol | Value | Unit |
|---|---|---|---|
| Retract distance | UP | 1.5 | mm |
| Erosion time | DN | 2 | s |
| Graphite powder | GR | 0 to 12 | g/L |
| Surfactant | SR | 10 | g/L |
| Dielectric flow | Q | 20 | L/min |
| Machining time | T | 60 | min |
| No. | Factor | Defect Layer | |||
|---|---|---|---|---|---|
| Ie (A) | ti (µs) | τ (%) | GR g/L | DL (µm) | |
| 1. | 1.5 | 32 | 30 | 0 | 6.51 |
| 2. | 1.5 | 75 | 50 | 6 | 6.54 |
| 3. | 1.5 | 180 | 70 | 12 | 6.92 |
| 4. | 3.2 | 32 | 50 | 12 | 9.33 |
| 5. | 3.2 | 75 | 70 | 0 | 10.52 |
| 6. | 3.2 | 180 | 30 | 6 | 11.31 |
| 7. | 6.0 | 32 | 70 | 6 | 12.60 |
| 8. | 6.0 | 75 | 30 | 12 | 11.51 |
| 9. | 6.0 | 180 | 50 | 0 | 13.20 |
| Factors | Levels | Min-Max | Rang | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | ||||
| 1. | (A) Discharge current | −16.46 | −20.3 | −21.88 | 5.42 | 1 |
| 2. | (B) Pulse duration | −19.23 | −19.32 | −20.09 | 0.87 | 2 |
| 3. | (C) Duty cycle | −19.52 | −19.37 | −19.75 | 0.38 | 4 |
| 4. | (D) Graphite powder | −19.71 | −19.8 | −19.14 | 0.66 | 3 |
| Input | Level | Value | Obtained DL Using the Taguchi Method | Confirmation Experiment |
|---|---|---|---|---|
| Ie (A) | 1 | 1.5 | S/N = −15.56 DL = 5.99 µm | |
| ti (µs) | 1 | 32 | DL = 6.32 µm | |
| τ (%) | 2 | 50 | ||
| GR (g/L) | 3 | 12 |
| Source | DF | Sum Sq | Mean Sq | F-Value | Percent % |
|---|---|---|---|---|---|
| A—Ie | 2 | 51.5238 | 25.7619 | 306.57 | 93.53 |
| B—ti | 2 | 1.9041 | 0.952 | 11.33 | 3.46 |
| D—GR | 2 | 1.4873 | 0.7436 | 8.85 | 2.68 |
| Error | 2 | 0.1681 | 0.084 | 0.33 | |
| Total | 8 | 55.0832 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodic, D.; Gostimirovic, M.; Sekulic, M.; Savkovic, B.; Aleksic, A. Study and Optimization Defect Layer in Powder Mixed Electrical Discharge Machining of Titanium Alloy. Processes 2023, 11, 1289. https://doi.org/10.3390/pr11041289
Rodic D, Gostimirovic M, Sekulic M, Savkovic B, Aleksic A. Study and Optimization Defect Layer in Powder Mixed Electrical Discharge Machining of Titanium Alloy. Processes. 2023; 11(4):1289. https://doi.org/10.3390/pr11041289
Chicago/Turabian StyleRodic, Dragan, Marin Gostimirovic, Milenko Sekulic, Borislav Savkovic, and Andjelko Aleksic. 2023. "Study and Optimization Defect Layer in Powder Mixed Electrical Discharge Machining of Titanium Alloy" Processes 11, no. 4: 1289. https://doi.org/10.3390/pr11041289
APA StyleRodic, D., Gostimirovic, M., Sekulic, M., Savkovic, B., & Aleksic, A. (2023). Study and Optimization Defect Layer in Powder Mixed Electrical Discharge Machining of Titanium Alloy. Processes, 11(4), 1289. https://doi.org/10.3390/pr11041289