Load State Identification Method for Ball Mills Based on Improved EWT, Multiscale Fuzzy Entropy and AEPSO_PNN Classification

Abstract
:1. Introduction
2. Principles of the Load State Identification Method
2.1. Principles of Improved EWT
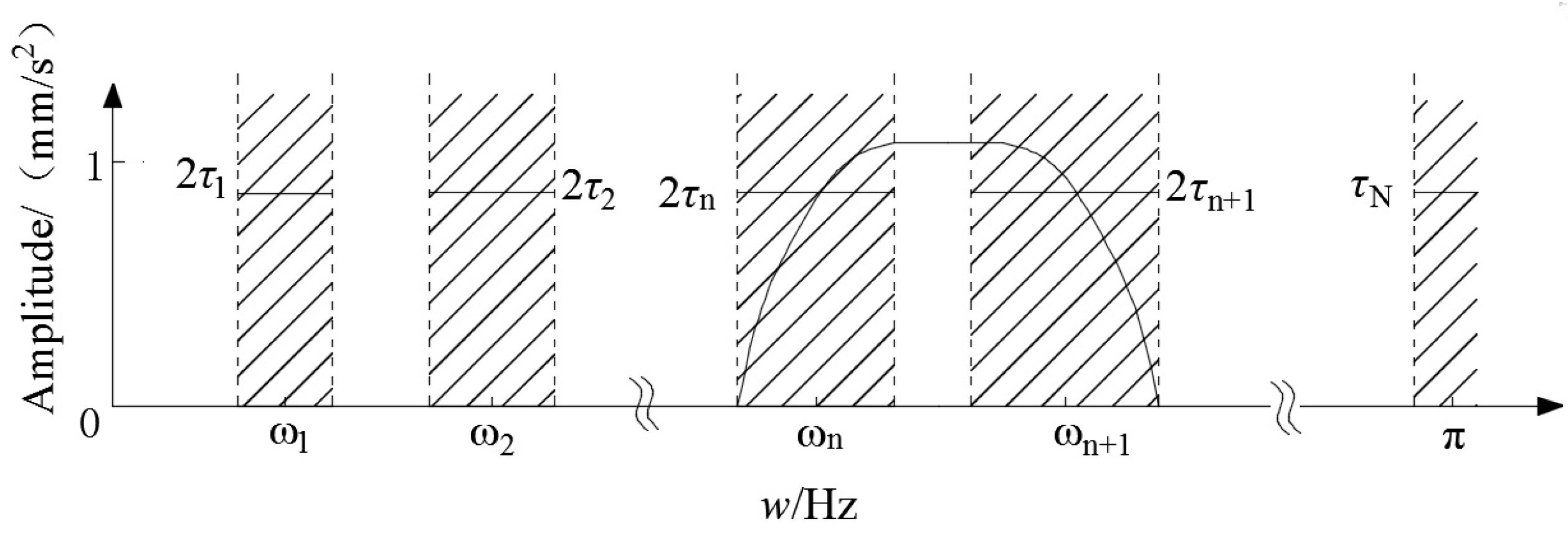
2.1.1. Principles of EWT
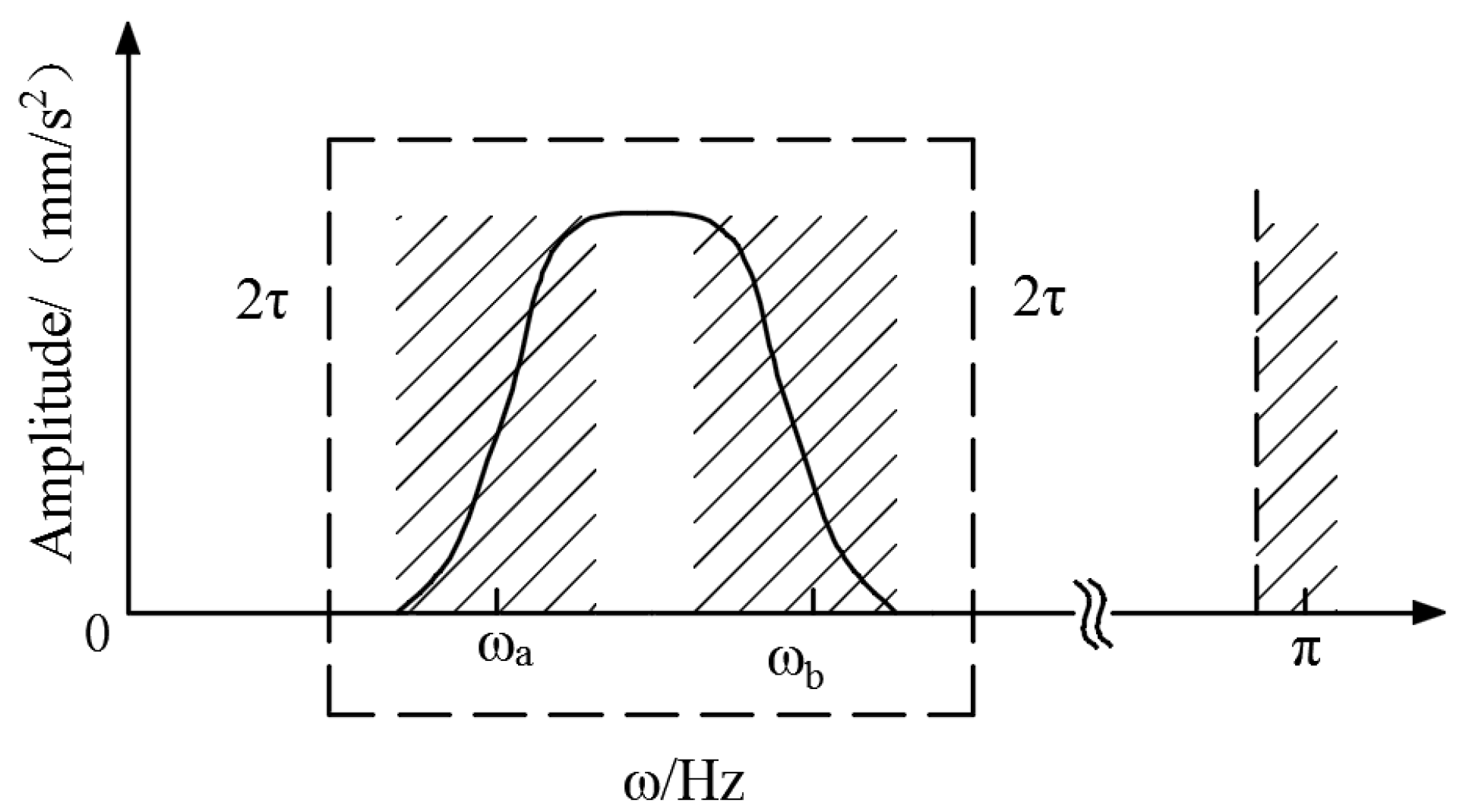
2.1.2. Principle of the Adaptive Frequency Window EWT Algorithm
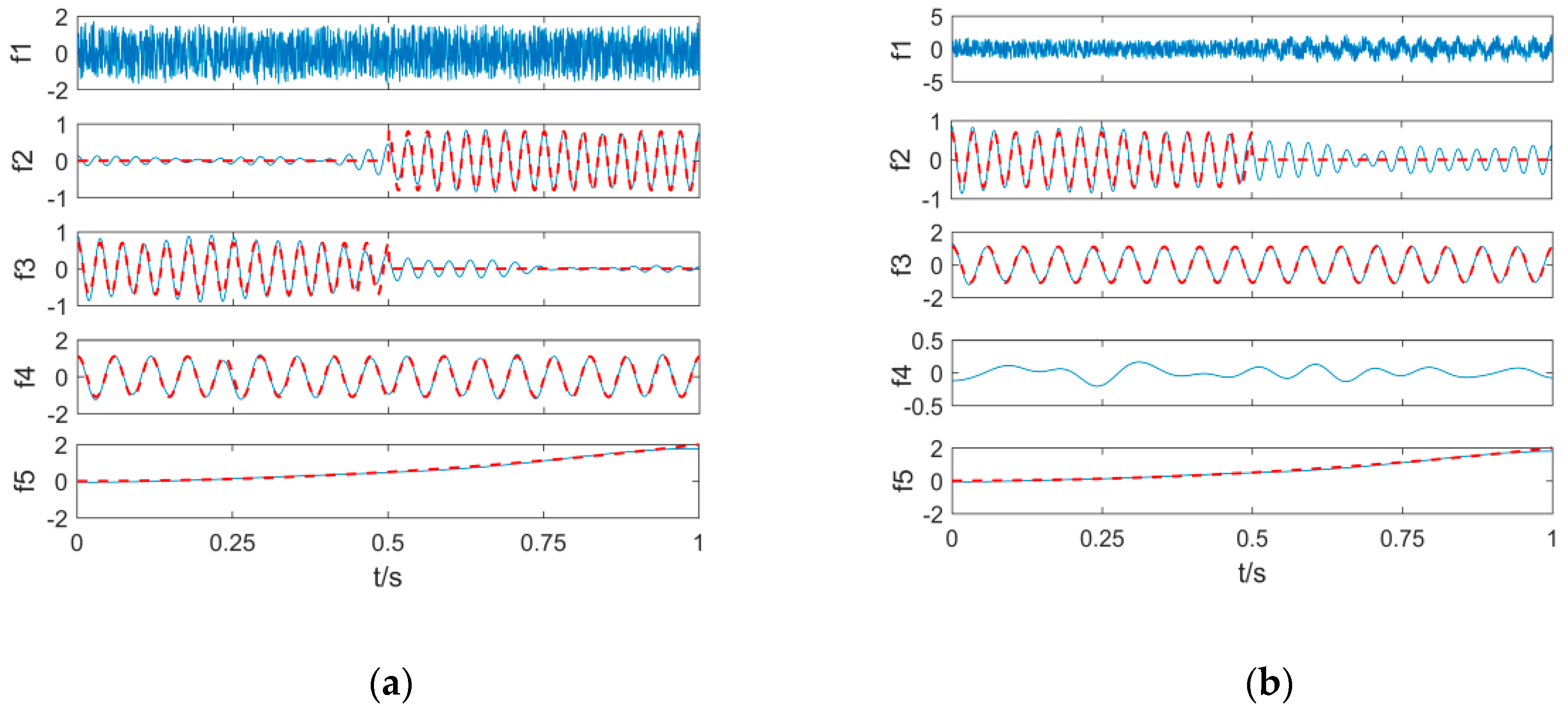
2.1.3. Simulation and Comparative Analysis of Improved EWT
2.2. Principle of Multiscale Fuzzy Entropy
2.2.1. Principle of Fuzzy Entropy
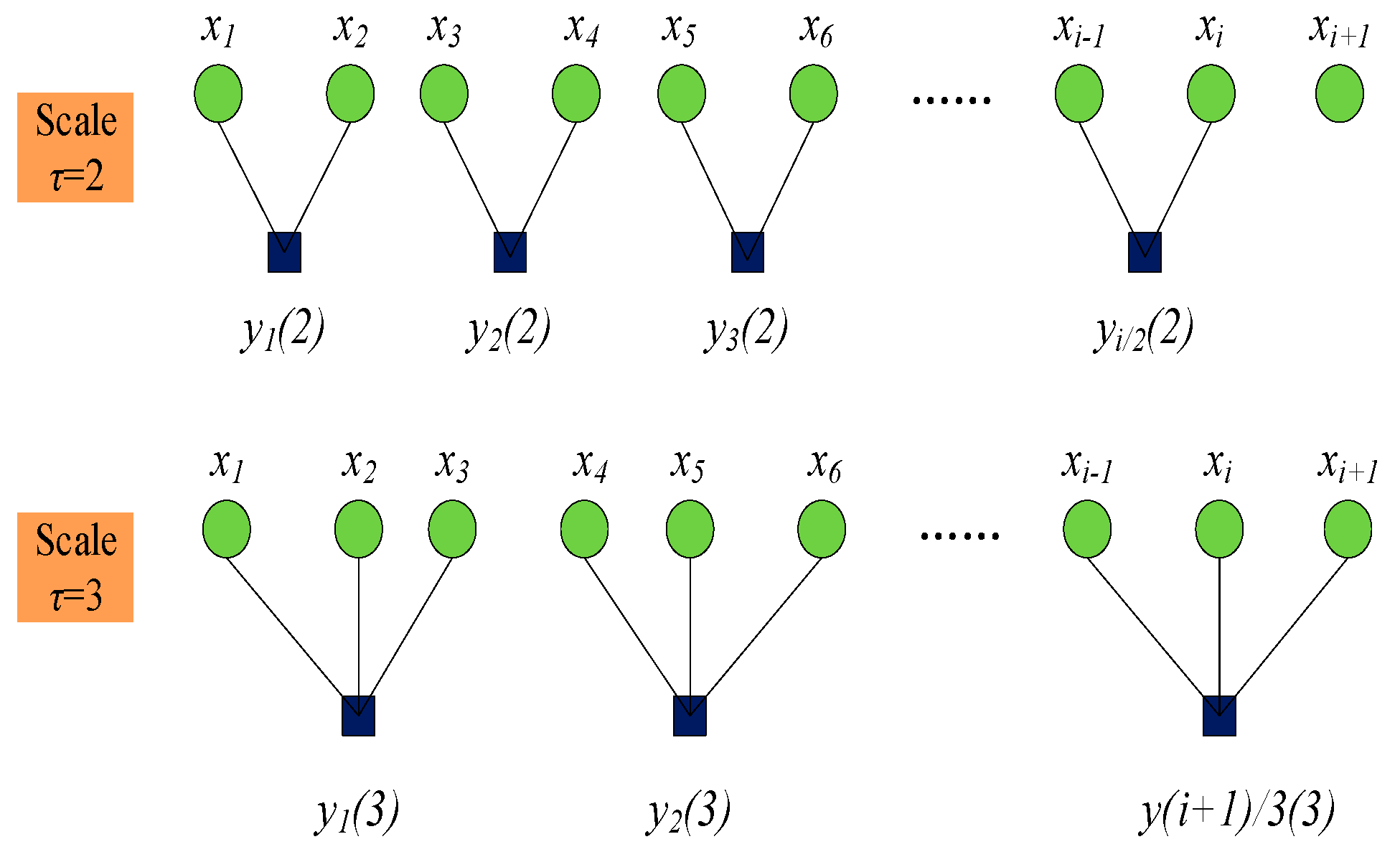
2.2.2. Principle of Multiscale Fuzzy Entropy
2.2.3. Parameter Selection for MFE
- A large embedding dimension m produces more information when the time series is dynamically reconstructed, and the data sequence ; thus, m is set to 2.
- The similarity tolerance r represents the width of the boundary of the exponential function. If r is too large, then a large amount of statistical information will be lost, and if r is too small, then the sensitivity to noise will be high. r is usually set from 0.1 SD to 0.25 SD (SD denotes the standard deviation of the original time series). Considering the working characteristics of the ball mill, r is set to 0.15 SD.
- n is a weighting factor in the calculation of FE vector similarity. A large n will result in a large gradient, but an overly small n will lead to the loss of detail. To obtain as much detailed information as possible, a small integer is usually used, and n is set to 2 in this case.
- To obtain an accurate MFE calculation result, the data length N should be greater than . In addition, the maximum scale factor should also be considered when calculating the MFE, and the value of is usually between 10 and 20; thus, a = 20 is used in this study.
2.3. Principle of the AEPSO_PNN
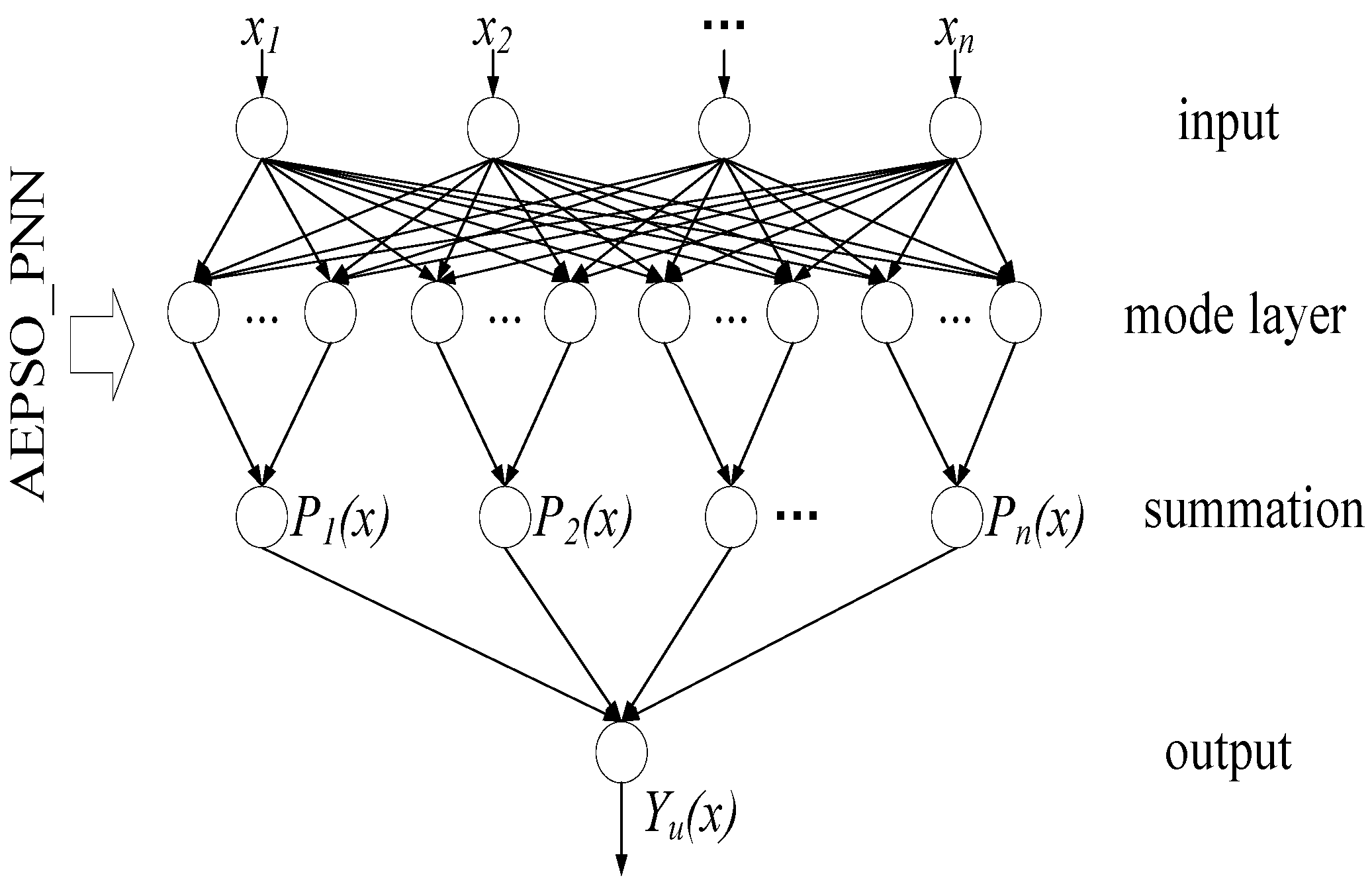
2.3.1. PNN Principle
2.3.2. Principle of AEPSO
2.3.3. Optimization of the PNN by AEPSO
- The parameters of the PSO algorithm are initialized, the smoothing parameters σ of the PNN are used as the population particles, the number of iterations is set to 500, and a set of data (σ) is randomly generated as an initial parameter vector.
- The training set samples are input, and the fitness function is used to calculate the fitness value. Then, the optimal individual fitness value and the global optimal fitness value of the group are traversed by comparing each particle (σ). Finally, the particles are adjusted.
- After calculating each particle in the population, the termination condition is determined to be satisfied or not. If not, the state is updated according to the speed and position updating formula; then, the algorithm returns to step 2. Otherwise, the algorithm iterates until termination and outputs the search results.
- The PNN model trained by the optimal parameter combination (σ) is used to classify the test sample set and output the target category.
- The input layer multiplies the received feature vector of the training sample by the weighting coefficient Wj and transmits the result to the mode layer for training. The number of neurons in this layer is the dimension of the feature vector.
- The mode layer first uses the exponential function gj as the activation function. Then, the probability density of each neuron is determined, and finally, the result is transmitted to the summation layer.
- The probability density is the weighted average of the summation, and the resulting estimated probability density is transmitted to the output layer.
- Based on the Bayes minimum risk criterion, the output layer selects the category with the largest posterior probability as the final classification result of the sample.
3. Design of the Load State Identification Method for a Ball Mill
4. Experimental Analysis of Mill Load State Recognition
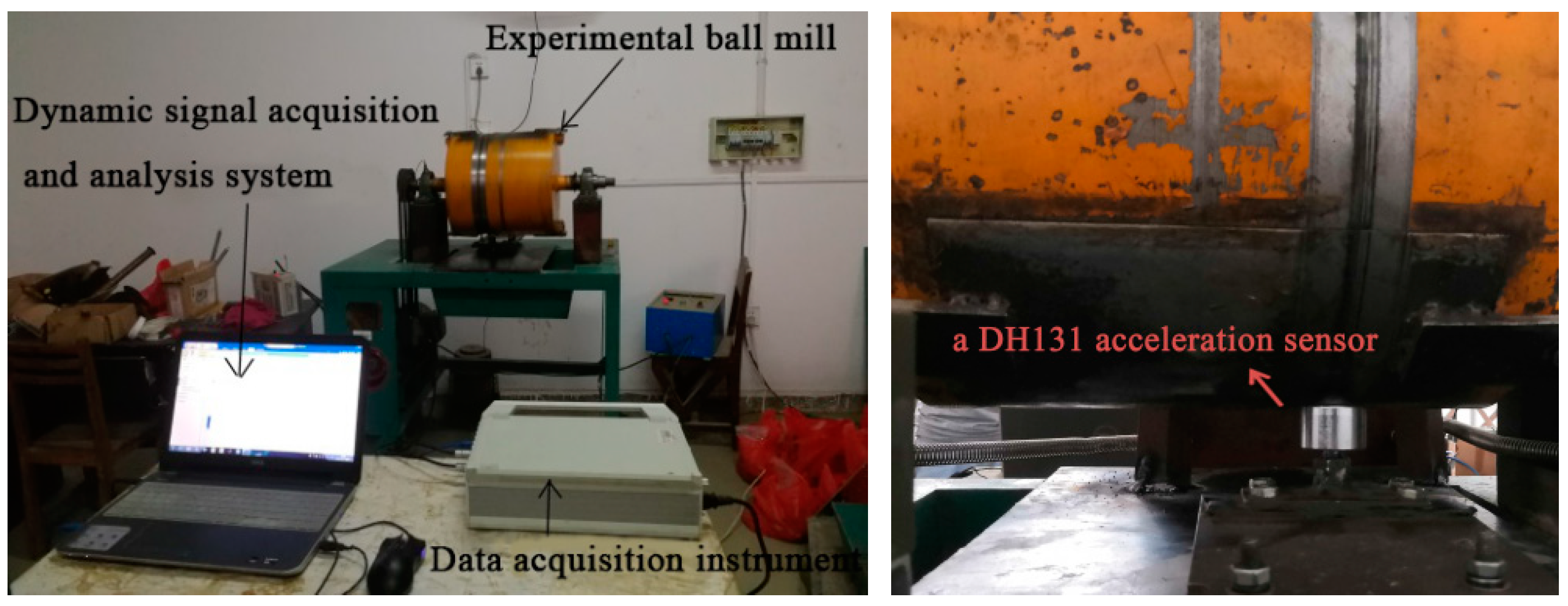
4.1. Data Collection
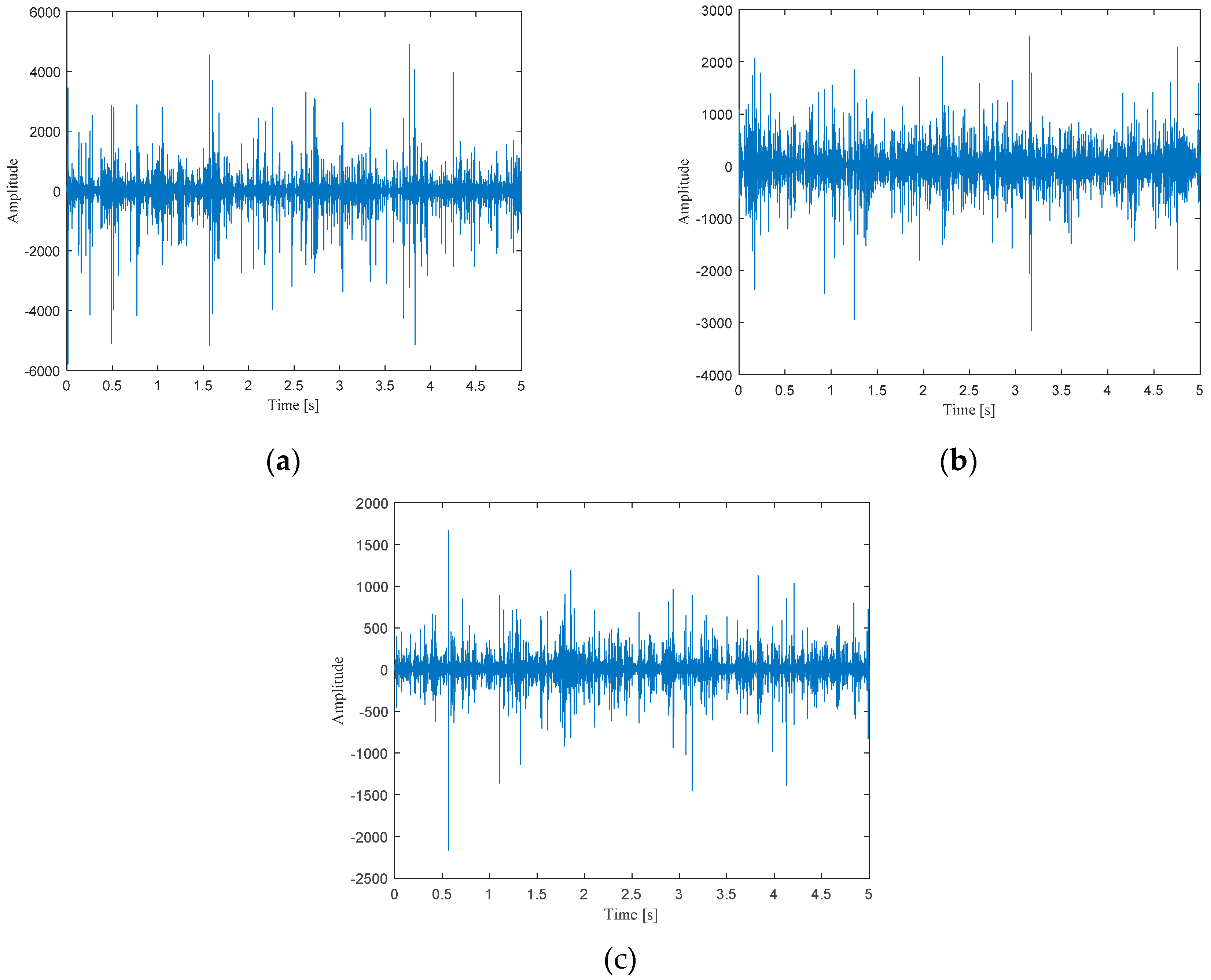
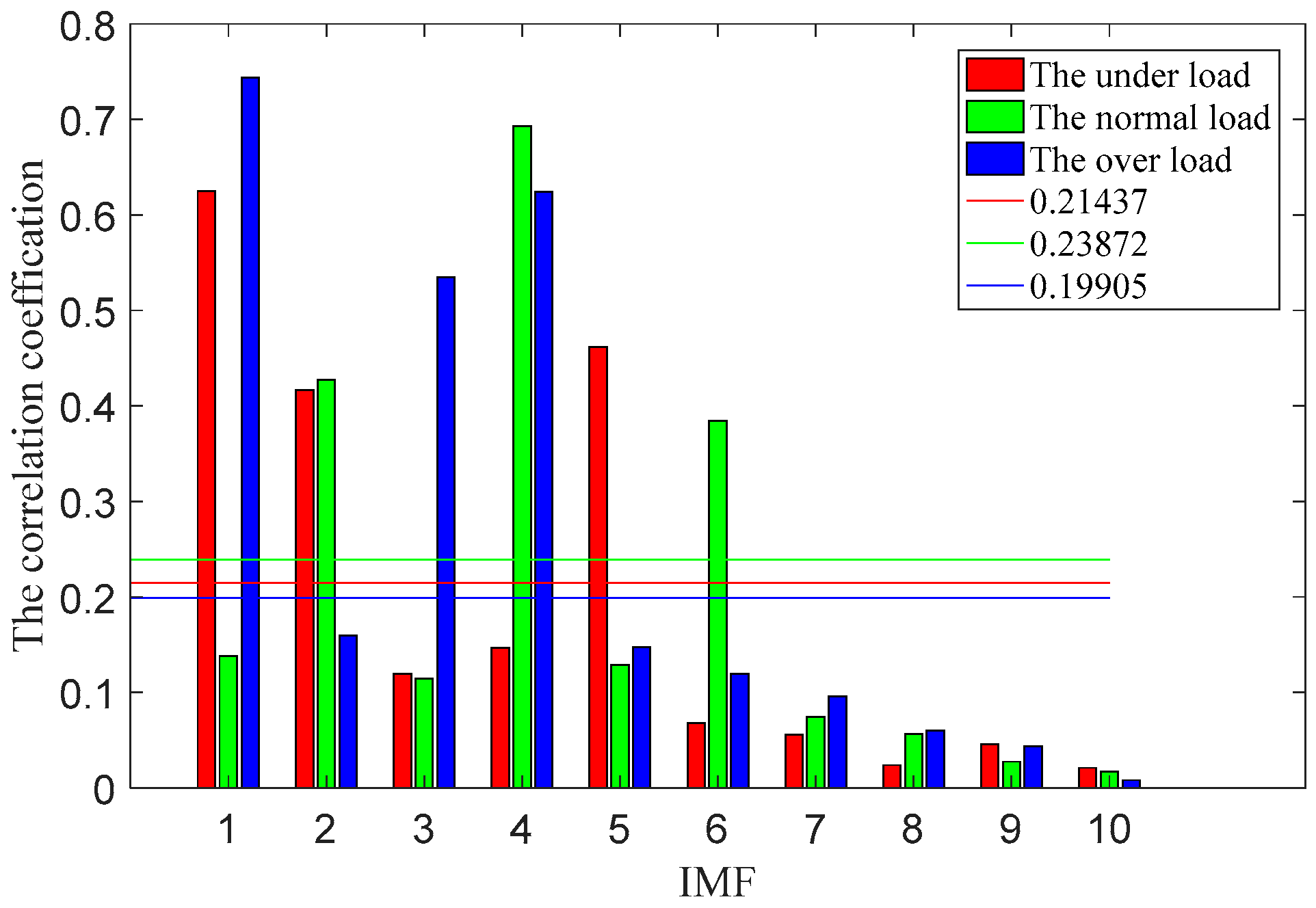
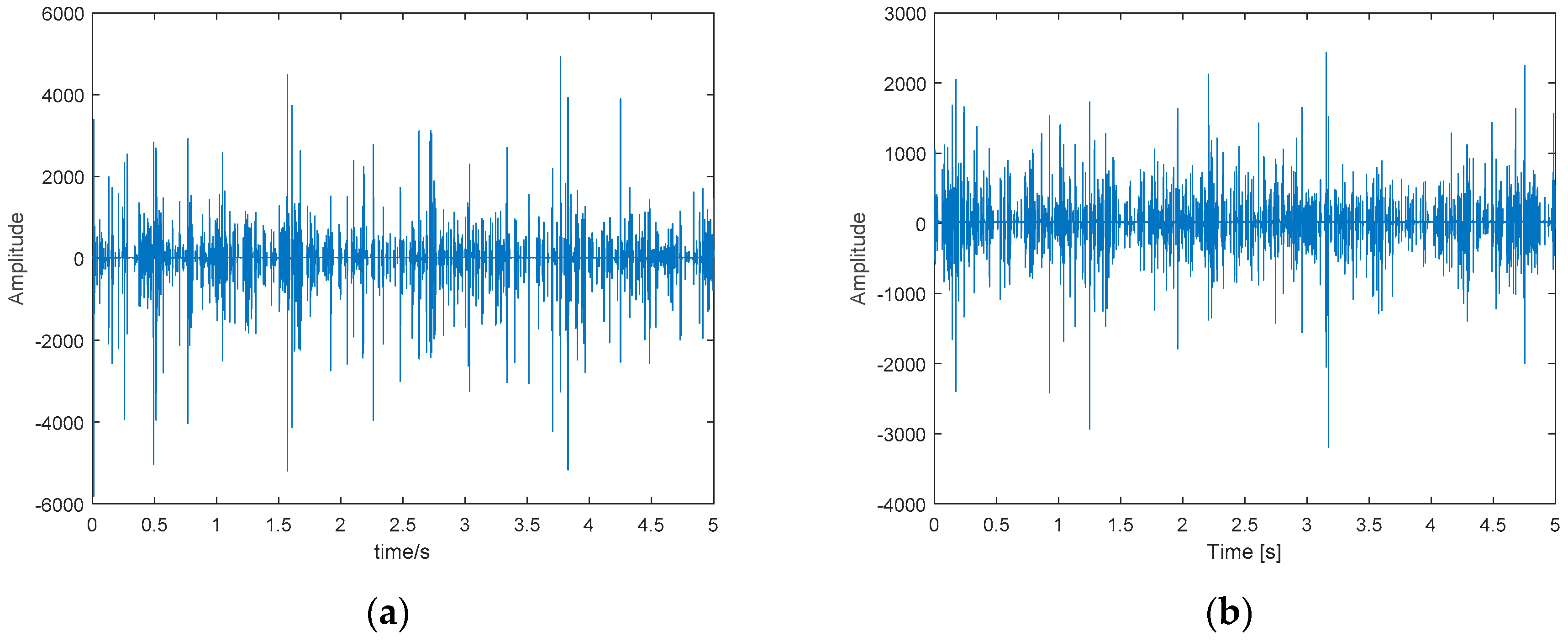
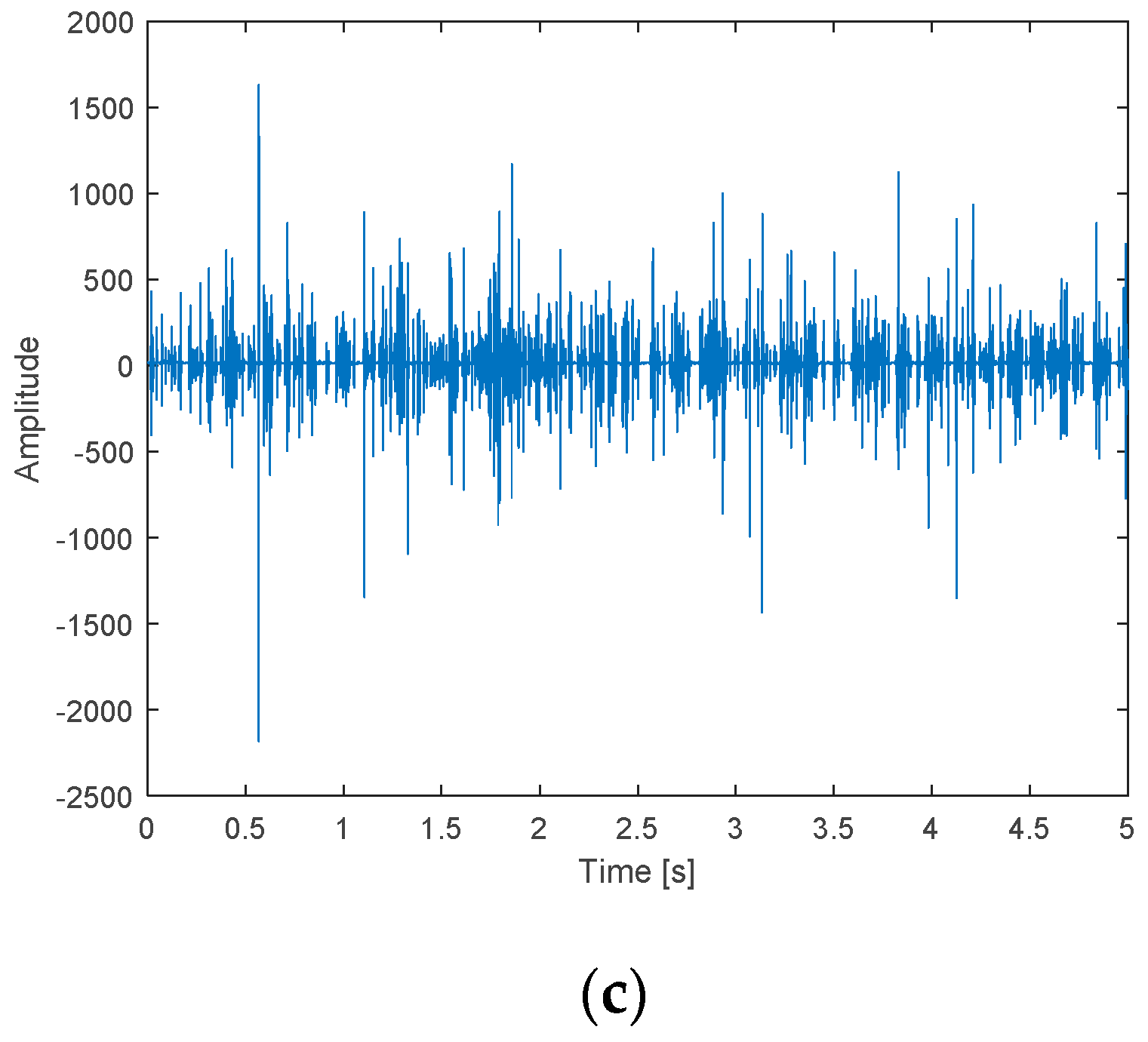
4.2. Decomposition of the Cylinder Vibration Signal
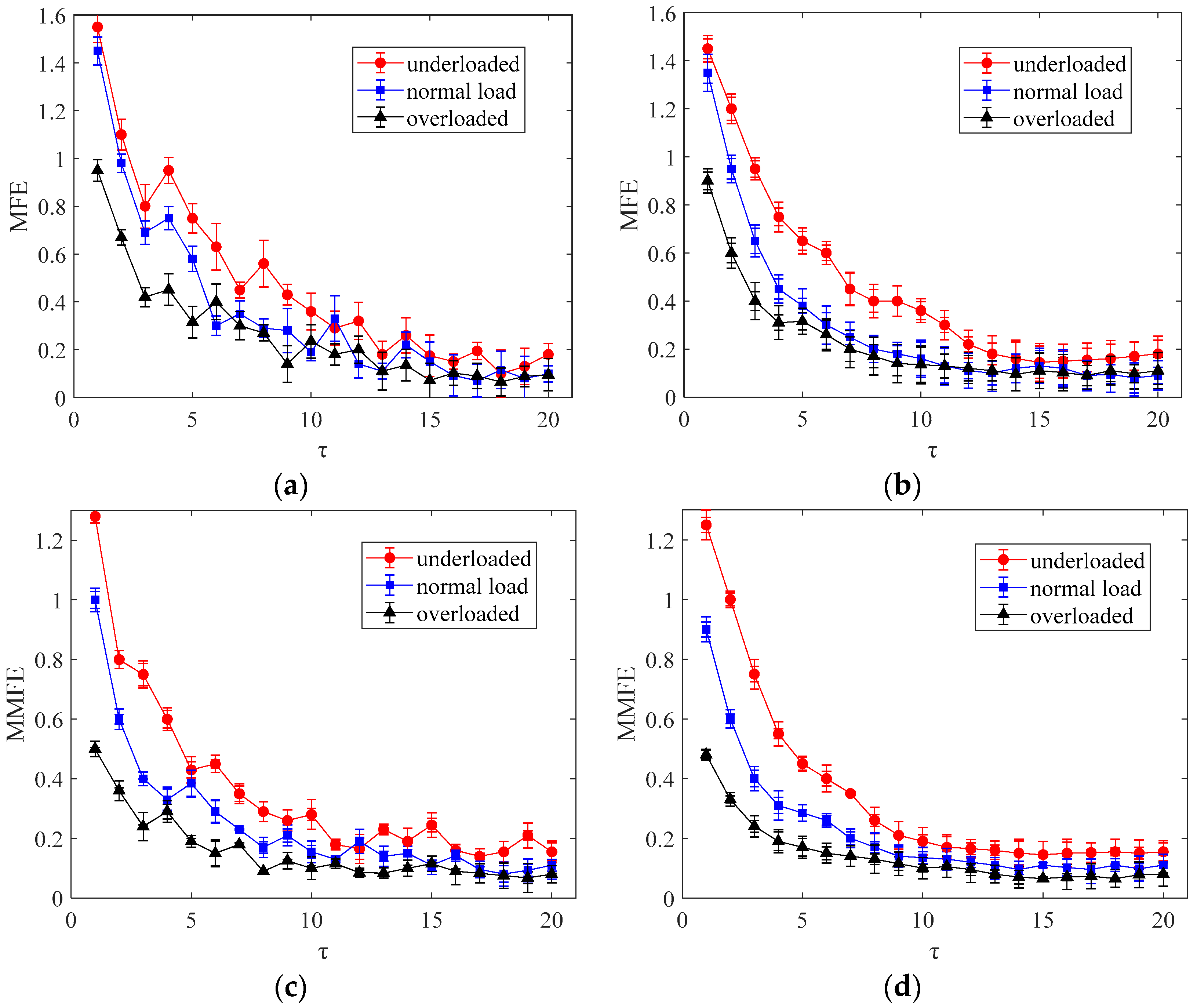
4.3. Decomposition of the Cylinder Vibration Signal
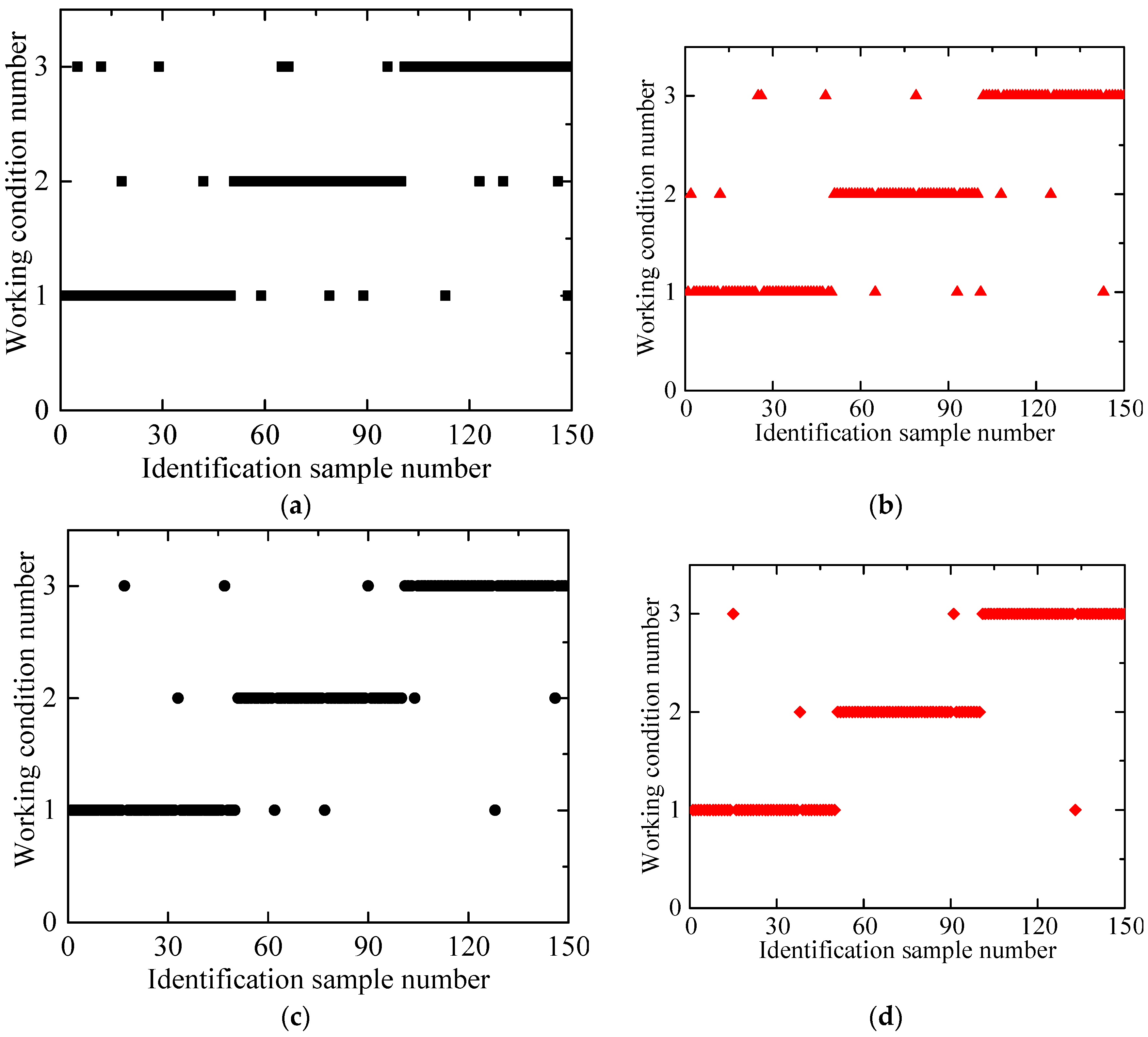
4.4. Training and Testing
5. Conclusions
- (1)
- The strong background noise, nonlinearity, and nonstationarity of the vibration signal of a ball mill cylinder hinder the recognition accuracy. The improved EWT algorithm proposed in this paper can effectively denoise the original signal and retain the feature information.
- (2)
- The MFE algorithm has obvious advantages in terms of feature extraction. Notably, the MFE difference between underloaded, normal load, and overloaded conditions is large, and the proposed method can distinguish among the load states of the mill.
- (3)
- The AEPSO_PNN classifier is introduced into the load recognition model of the ball mill to improve the recognition effect. Compared with the BP neural network, the Bayes discriminant method, and PNN classification, AEPSO_PNN classification provides a better recognition effect and the highest load recognition accuracy.
- (4)
- The effectiveness of the method is verified based on a grinding experiment performed with a Bond work index ball mill in the laboratory.
Author Contributions
Funding
Conflicts of Interest
References
- Sha, Y.; Chang, T.; Chang, J. Measure methods of ball mill’s load. Mod. Electr. Power 2006, 4. (In Chinese) [Google Scholar] [CrossRef]
- Gao, Z.W.; Sing, K.N.; Kong, D.X. Advances in Modelling, Monitoring, and Control for Complex Industrial Systems. Complexity 2019, 3. [Google Scholar] [CrossRef]
- Gao, Z.W.; Kong, D.X.; Gao, C.H. Modeling and Control of Complex Dynamic Systems: Applied Mathematical Aspects. J. Appl. Math. 2012, 5. [Google Scholar] [CrossRef]
- Gao, Z.W.; Saxen, H.; Gao, C. Special Section on Data-Driven Approaches for Complex Industrial Systems. IEEE Trans. Ind. Inform. 2013, 9, 2210–2212. [Google Scholar] [CrossRef]
- Yin, Z.X.; Peng, Y.X.; Zhu, Z.C.; Ma, C.B.; Yu, Z.F.; Wu, G.Y. Effect of mill speed and slurry filling on the charge dynamics by an instrumented ball. Adv. Powder Technol. 2019, 30, 1611–1616. [Google Scholar] [CrossRef]
- Das, S.P.; Das, D.P.; Behera, S.K.; Mishra, B.K. Interpretation of mill vibration signal via wireless sensing. Miner. Eng. 2011, 24, 245–251. [Google Scholar] [CrossRef]
- Tang, J.; Zhao, L.; Zhou, J.; Yue, H.; Chai, T. Experimental analysis of wet mill load based on vibration signals of laboratory-scale ball mill shell. Miner. Eng. 2010, 23, 720–730. [Google Scholar] [CrossRef]
- Jian, T.; Chai, T.; Wen, Y.; Zhao, L. Engineering modeling load parameters of ball mill in grinding process based on selective ensemble multisensor information. IEEE Trans. Autom. Sci. 2013, 10, 726–740. [Google Scholar] [CrossRef]
- Zhou, P.; Chai, T.; Wang, H. Intelligent optimal-setting control for grinding circuits of mineral processing process. IEEE Trans. Autom. Sci. Eng. 2009, 6, 730–743. [Google Scholar] [CrossRef]
- Jian, T.; Wen, Y.; Chai, T.; Zhuo, L.; Zhou, X. Selective ensemble modeling load parameters of ball mill based on multi-scale frequency spectral features and sphere criterion. Mech. Syst. Signal Proc. 2015, 66–67, 485–504. [Google Scholar] [CrossRef]
- Lei, Z.; Su, W. Mold Level Predict of Continuous Casting Using Hybrid EMD-SVR-GA Algorithm. Processes 2019, 7, 177. [Google Scholar] [CrossRef]
- Su, Z.G.; Wang, P.H.; Yu, X.J.; Lv, Z.Z. Experimental investigation of vibration signal of an industrial tubular ball mill: Monitoring and diagnosing. Miner. Eng. 2008, 21, 699–710. [Google Scholar] [CrossRef]
- Zhang, J.; He, J.; Long, J.; Yao, M.; Zhou, W. A new denoising method for UHF PD signals using adaptive VMD and SSA-based shrinkage method. Sensors 2019, 19, 1594. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Chen, X.; Yu, J. A Hybrid Energy Feature Extraction Approach for Ship-Radiated Noise Based on CEEMDAN Combined with Energy Difference and Energy Entropy. Processes 2019, 7, 69. [Google Scholar] [CrossRef]
- Zhuo, L.; Chai, T.; Wen, Y.; Jian, T. Multi-frequency signal modeling using empirical mode decomposition and PCA with application to mill load estimation. Neurocomputing 2015, 169, 392–402. [Google Scholar] [CrossRef]
- Jian, T.; Wang, D.; Chai, T. Predicting mill load using partial least squares and extreme learning machines. Soft Comput. 2012, 16, 1585–1594. [Google Scholar] [CrossRef]
- Jian, T.; Zhao, L.; Wen, Y.; Yue, H.; Chai, T. Soft Sensor Modeling of Ball Mill Load via Principal Component Analysis and Support Vector Machines; Springer: Berlin/Heidelberg, Germany, 2010; pp. 803–810. [Google Scholar]
- Kedadouche, M.; Thomas, M.; Tahan, A. A comparative study between Empirical Wavelet Transforms and Empirical Mode Decomposition Methods:Application to bearing defect diagnosis. Mech. Syst. Signal Process. 2016, 81, 88–107. [Google Scholar] [CrossRef]
- Costa, M.; Goldberger, A.L.; Peng, C.K. Multiscale Entropy Analysis of Complex Physiologic Time Series. Phys. Rev. Lett. 2007, 89, 705–708. [Google Scholar] [CrossRef]
- Li, S.Y.; Yang, M.; Li, C.C.; Cai, P. Analysis of heart rate variability based on singular value decomposition entropy. J. Shanghai Univ. 2008, 12, 433–437. [Google Scholar] [CrossRef]
- Han, L.; Li, C.; Zhan, L.; Li, X.L. Rolling Bearing Fault Diagnosis Method Based on EEMD Permutation Entropy and Fuzzy Clustering. In Proceedings of the Fifth International Conference on Instrumentation & Measurement, Qinhuangdao, China, 18–20 September 2015. [Google Scholar] [CrossRef]
- Miao, Y.; Zhao, M.; Lin, J. Periodicity-impulsiveness spectrum based on singular value negentropy and its application for identification of optimal frequency band. IEEE Trans. Ind. Electron. 2018. [Google Scholar] [CrossRef]
- Zhao, L.; Yu, W.; Yan, R. Gearbox Fault Diagnosis Using Complementary Ensemble Empirical Mode Decomposition and Permutation Entropy. Shock Vib. 2016, 2016, 3891429. [Google Scholar] [CrossRef]
- Chang, J.L.; Chao, J.A.; Huang, Y.C.; Chen, J.S. Prognostic Experiment for Ball Screw Preload Loss of Machine Tool through the Hilbert-Huang Transform and Multiscale Entropy Method. In Proceedings of the IEEE International Conference on Information & Automation, Harbin, China, 20–23 June 2010. [Google Scholar] [CrossRef]
- Liu, H.; Han, M. A fault diagnosis method based on local mean decomposition and multi-scale entropy for roller bearings. Mech. Mach. Theory 2014, 75, 67–78. [Google Scholar] [CrossRef]
- Zheng, J.; Pan, H.; Cheng, J. Rolling bearing fault detection and diagnosis based on composite multiscale fuzzy entropy and ensemble support vector machines. Mech. Syst. Signal Process. 2017, 85, 746–759. [Google Scholar] [CrossRef]
- Alić, B.; Sejdinović, D.; Gurbeta, L.; Badnjevic, A. Classification of Stress Recognition using Artificial Neural Network. In Proceedings of the 2016 5th Mediterranean Conference on Embedded Computing (MECO), Bar, Montenegro, 12–16 June 2016. [Google Scholar] [CrossRef]
- Pchelintseva, S.V.; Runnova, A.E.; Musatov, V.Y.; Hramov, A.E. Recognition and Classification of Oscillatory Patterns of Electric Brain Activity Using Artificial Neural Network Approach. In Proceedings of the Society of Photo-Optical Instrumentation Engineers, San Francisco, CA, USA, 23–27 January 2017. [Google Scholar] [CrossRef]
- Petrosanu, D.M. Designing, Developing and Validating a Forecasting Method for the Month Ahead Hourly Electricity Consumption in the Case of Medium Industrial Consumers. Processes 2019, 7, 310. [Google Scholar] [CrossRef]
- Rajagopal, R.; Ranganathan, V. Control evaluation of effect of unsupervised dimensionality reduction techniques on automated arrhythmia classification. Biomed. Signal Process. Control 2017, 34, 1–8. [Google Scholar] [CrossRef]
- Li, Q.; Sun, Y.; Yu, Y.; Wang, C.; Ma, T. Short-term photovoltaic power forecasting for photovoltaic power station based on EWT-KMPMR. Trans. Chin. Soc. Agric. Eng. 2017, 33, 265–273. [Google Scholar] [CrossRef]
- Gilles, J. Empirical Wavelet Transform. IEEE Trans. Signal Process. 2013, 61, 3999–4010. [Google Scholar] [CrossRef]
- Cannone, M.; Meyer, Y. Littlewood-Paley decomposition and Navier-Stokes equations. Methods Appl. Anal. 1995, 2, 307–319. [Google Scholar] [CrossRef]
- Morente-Molinera, J.A.; Mezei, J.; Carlsson, C.; Herrera-Viedma, E. Improving Supervised Learning Classification Methods Using Multigranular Linguistic Modeling and Fuzzy Entropy. IEEE Trans. Fuzzy Syst. 2017, 25, 1078–1089. [Google Scholar] [CrossRef]
- Specht, D.F. Probabilistic neural networks. Neural Netw. 1990, 3, 109–118. [Google Scholar] [CrossRef]
- Ouhibi, R.; Bouslama, S.; Laabidi, K. Faults Classification of Asynchronous Machine Based on the Probabilistic Neural Network (PNN). In Proceedings of the 2016 4th International Conference on Control Engineering & Information Technology (CEIT), Hammamet, Tunisia, 16–18 December 2017; IEEE: Hammamet, Tunisia, 2017. [Google Scholar] [CrossRef]
- Chen, S.M.; Jian, W.S. Fuzzy forecasting based on two-factors second-order fuzzy-trend logical relationship groups, similarity measures and PSO techniques. Inf. Sci. 2016, 391–392, 65–79. [Google Scholar] [CrossRef]
- Lu, X. Research on Ball Mill Load Forecasting Method Based on Multi-Source Signal Fusion Technology. Master’s Thesis, Jiangxi University of Science and Technology, Ganzhou, China, 2017. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Working Conditions | The Original Signal (SNR/db) | Reconstructed Signals of Three Algorithms (SNR/db) | ||
|---|---|---|---|---|
| EMD | EWT | Improved EWT | ||
| 1 | 7.91 | 13.97 | 17.22 | 21.23 |
| 2 | 9.58 | 15.35 | 18.94 | 22.36 |
| 3 | 7.02 | 14.61 | 19.07 | 24.54 |
| Sample | Underloaded | Normal Load | Overloaded |
|---|---|---|---|
| 1 | 1.19 | 1.01 | 0.45 |
| 2 | 1.31 | 0.88 | 0.59 |
| 3 | 1.03 | 0.92 | 0.45 |
| 4 | 1.42 | 0.73 | 0.38 |
| 5 | 1.30 | 1.11 | 0.57 |
| Mean | 1.25 | 0.93 | 0.48 |
| Classification Method | Correct Identifications | Load Recognition Accuracy |
|---|---|---|
| BP neural network | 134 | 89.3% |
| Bayes identification method | 138 | 92.0% |
| P NN classification | 141 | 94.0% |
| AEPSO_PNN classification | 146 | 97.3% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, G.; Liu, X.; Dai, C.; Luo, X. Load State Identification Method for Ball Mills Based on Improved EWT, Multiscale Fuzzy Entropy and AEPSO_PNN Classification. Processes 2019, 7, 725. https://doi.org/10.3390/pr7100725
Cai G, Liu X, Dai C, Luo X. Load State Identification Method for Ball Mills Based on Improved EWT, Multiscale Fuzzy Entropy and AEPSO_PNN Classification. Processes. 2019; 7(10):725. https://doi.org/10.3390/pr7100725
Chicago/Turabian StyleCai, Gaipin, Xin Liu, Congcong Dai, and Xiaoyan Luo. 2019. "Load State Identification Method for Ball Mills Based on Improved EWT, Multiscale Fuzzy Entropy and AEPSO_PNN Classification" Processes 7, no. 10: 725. https://doi.org/10.3390/pr7100725
APA StyleCai, G., Liu, X., Dai, C., & Luo, X. (2019). Load State Identification Method for Ball Mills Based on Improved EWT, Multiscale Fuzzy Entropy and AEPSO_PNN Classification. Processes, 7(10), 725. https://doi.org/10.3390/pr7100725