Effect of Loading on Wheat Germ Drying in a Batch Fluidized Bed for Industrial Production



Abstract
:1. Introduction
2. Materials and Methods
2.1. Analytical Methods
2.2. Fluidized Bed Equipment and Process Strategy
3. Model Development
3.1. Governing Equation
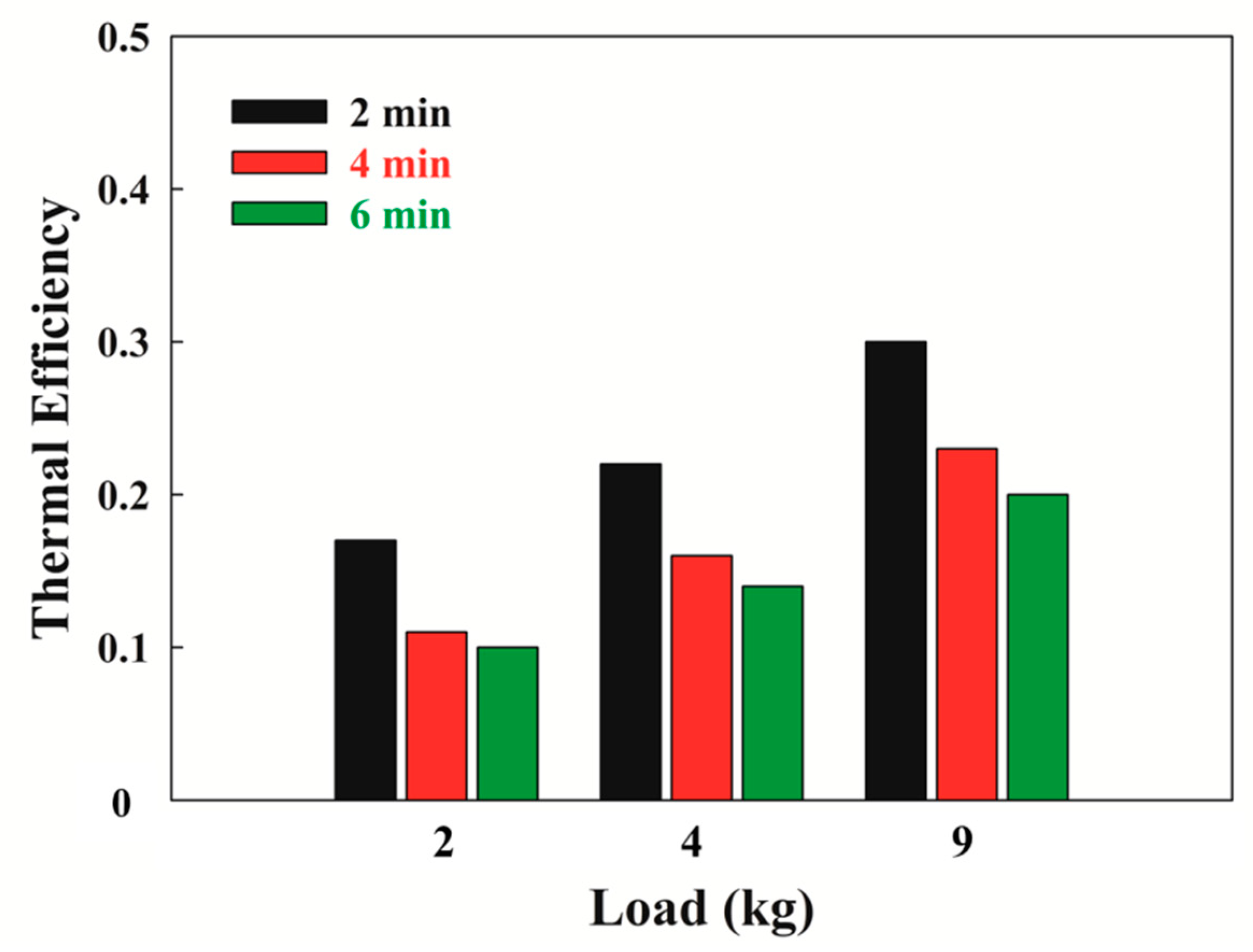
3.2. Thermal Efficiency for Wheat Germ Drying
3.3. Drying Rate Constant for Wheat Germ Drying
4. Results and Discussion
4.1. Model Verification
4.2. Effect of WG Loading on Drying Performance
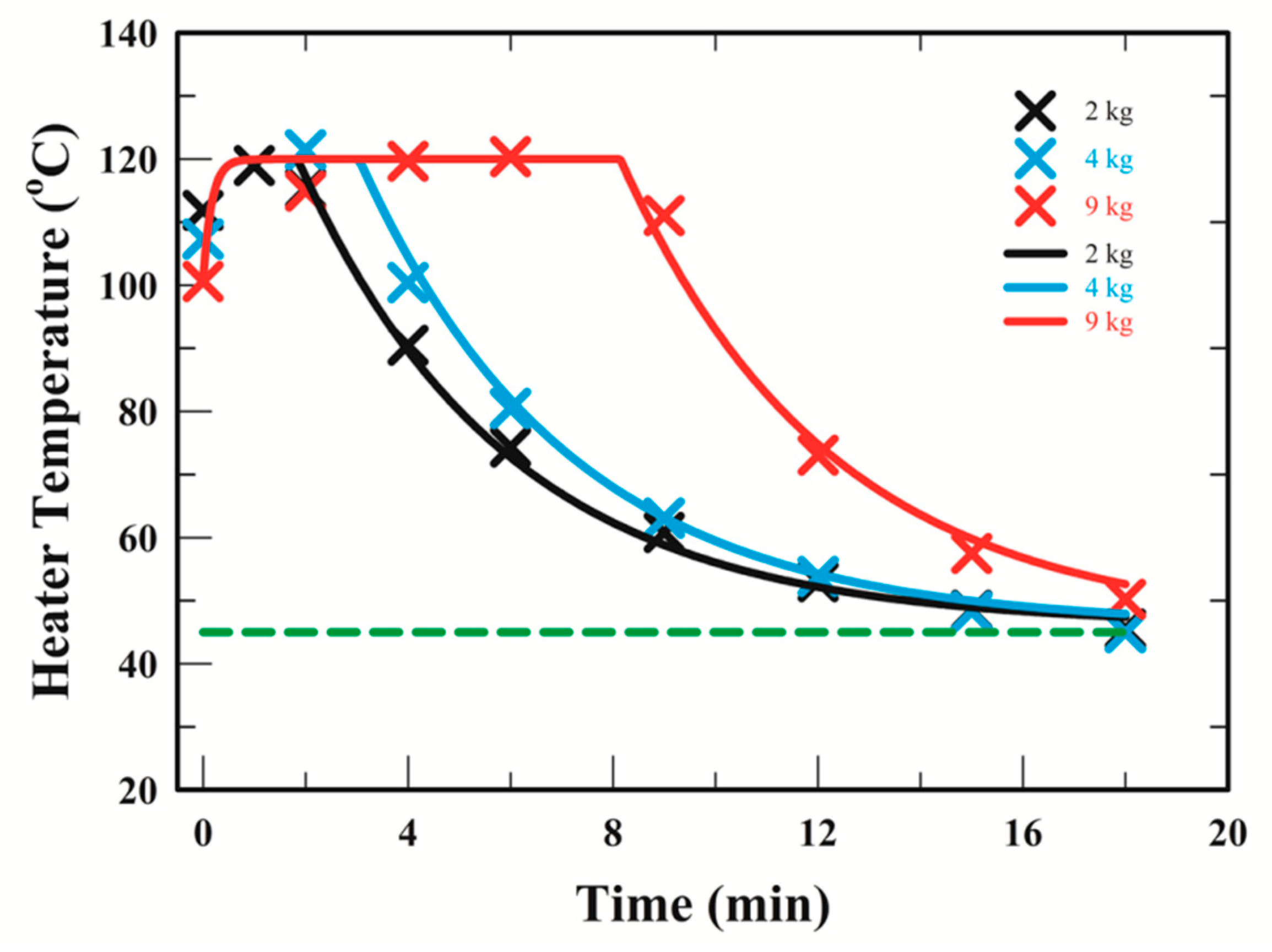
4.2.1. Measurement and Prediction of Inlet Air Temperature for FBD
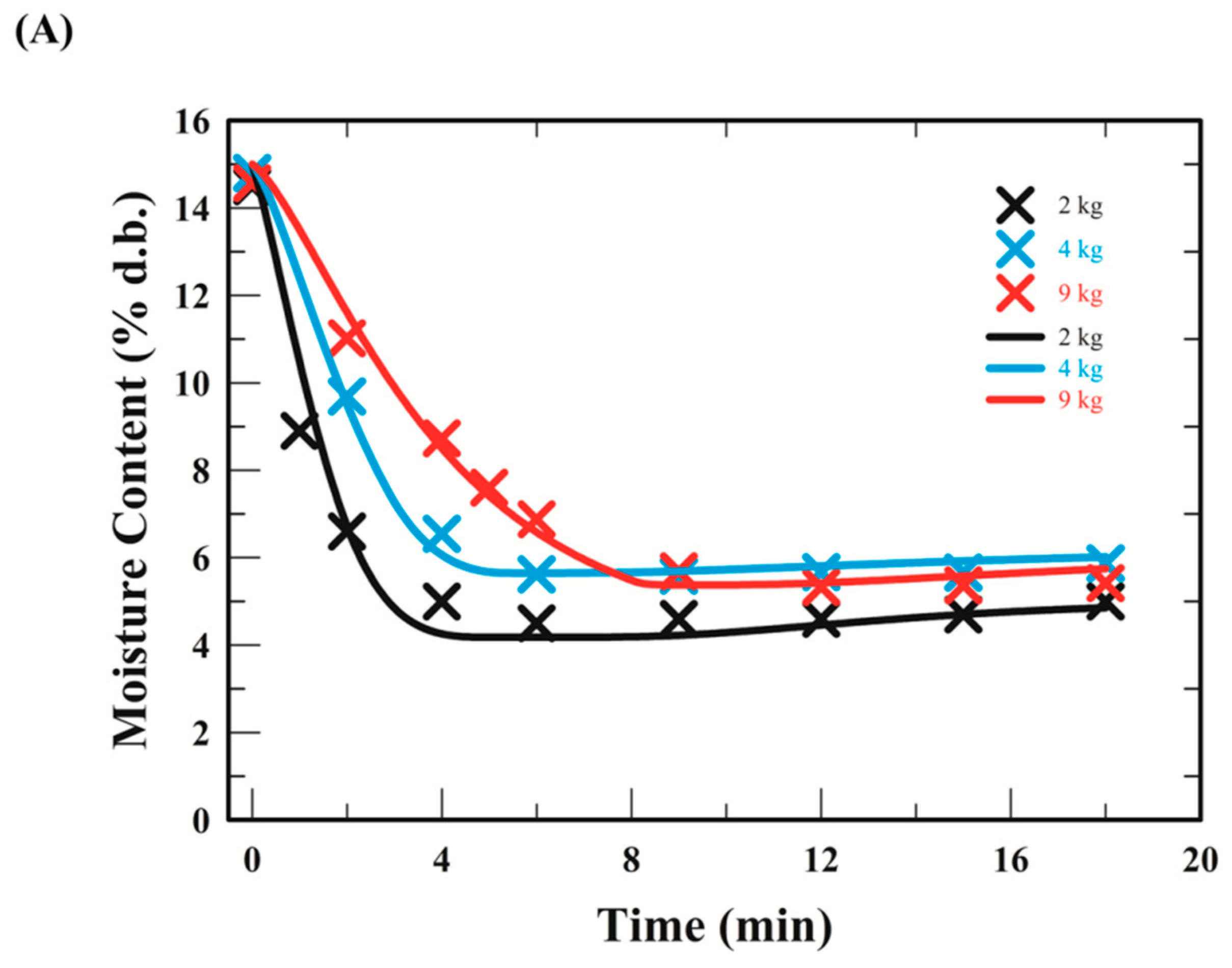
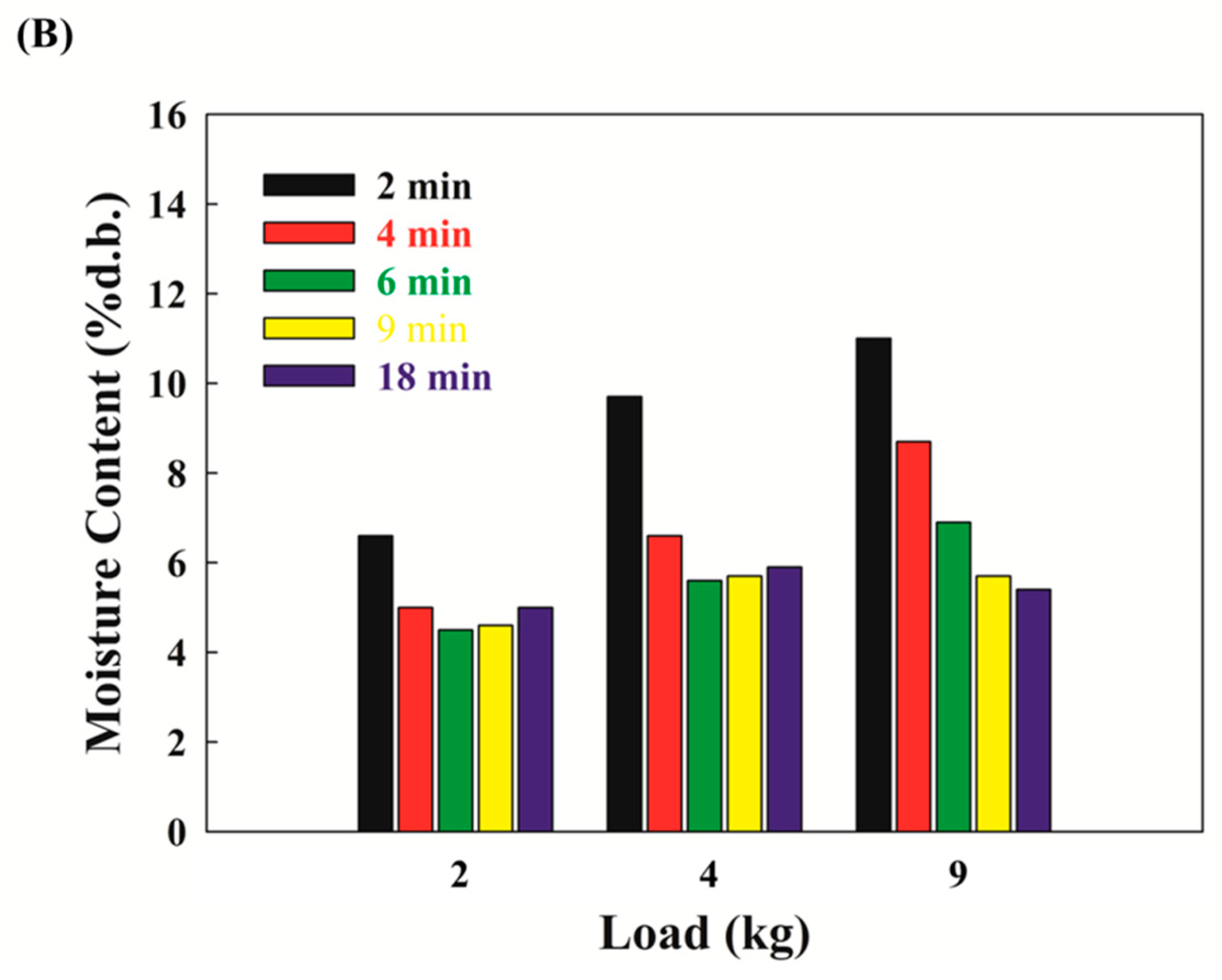
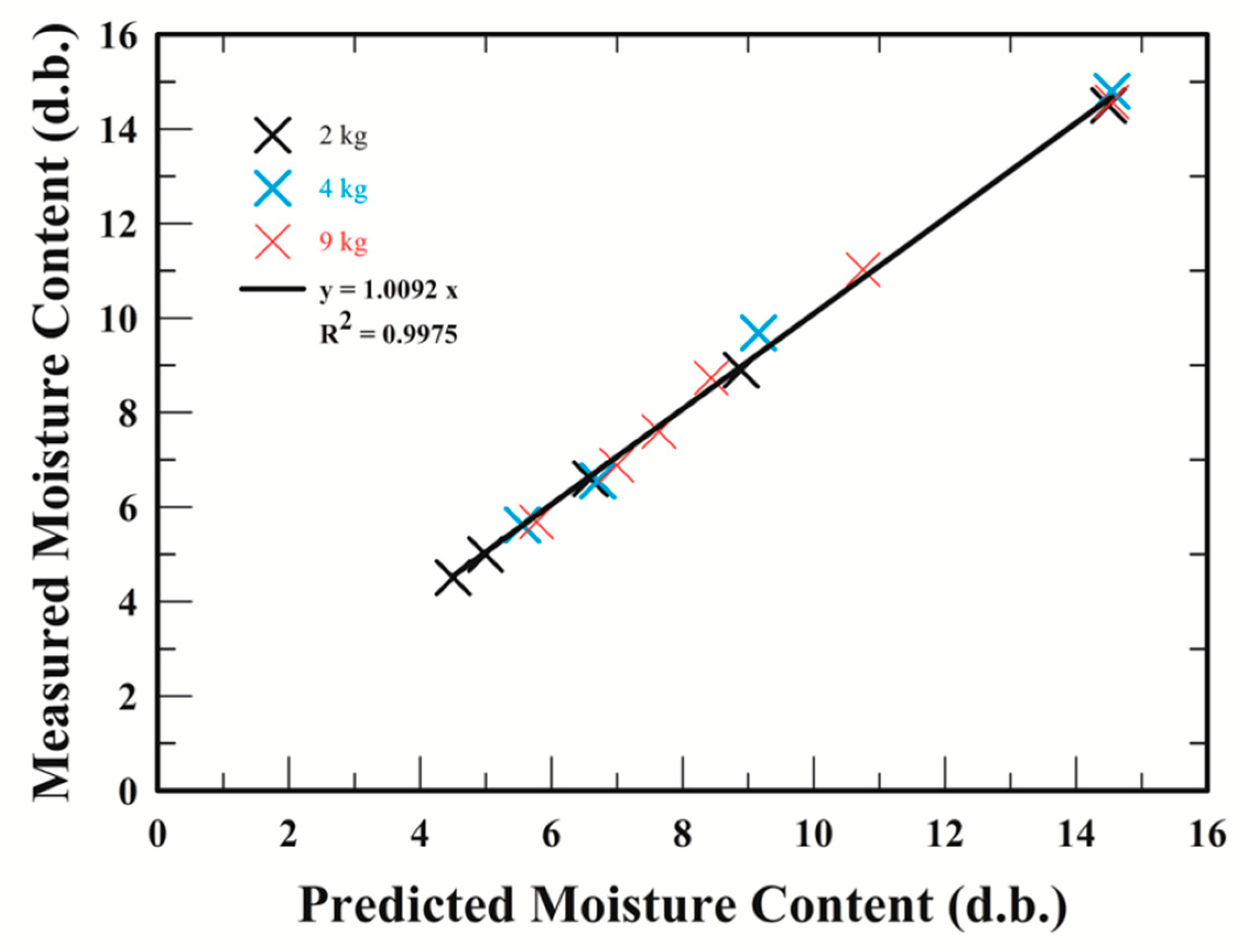
4.2.2. Measurement and Simulation of Moisture Content of Wheat Germ
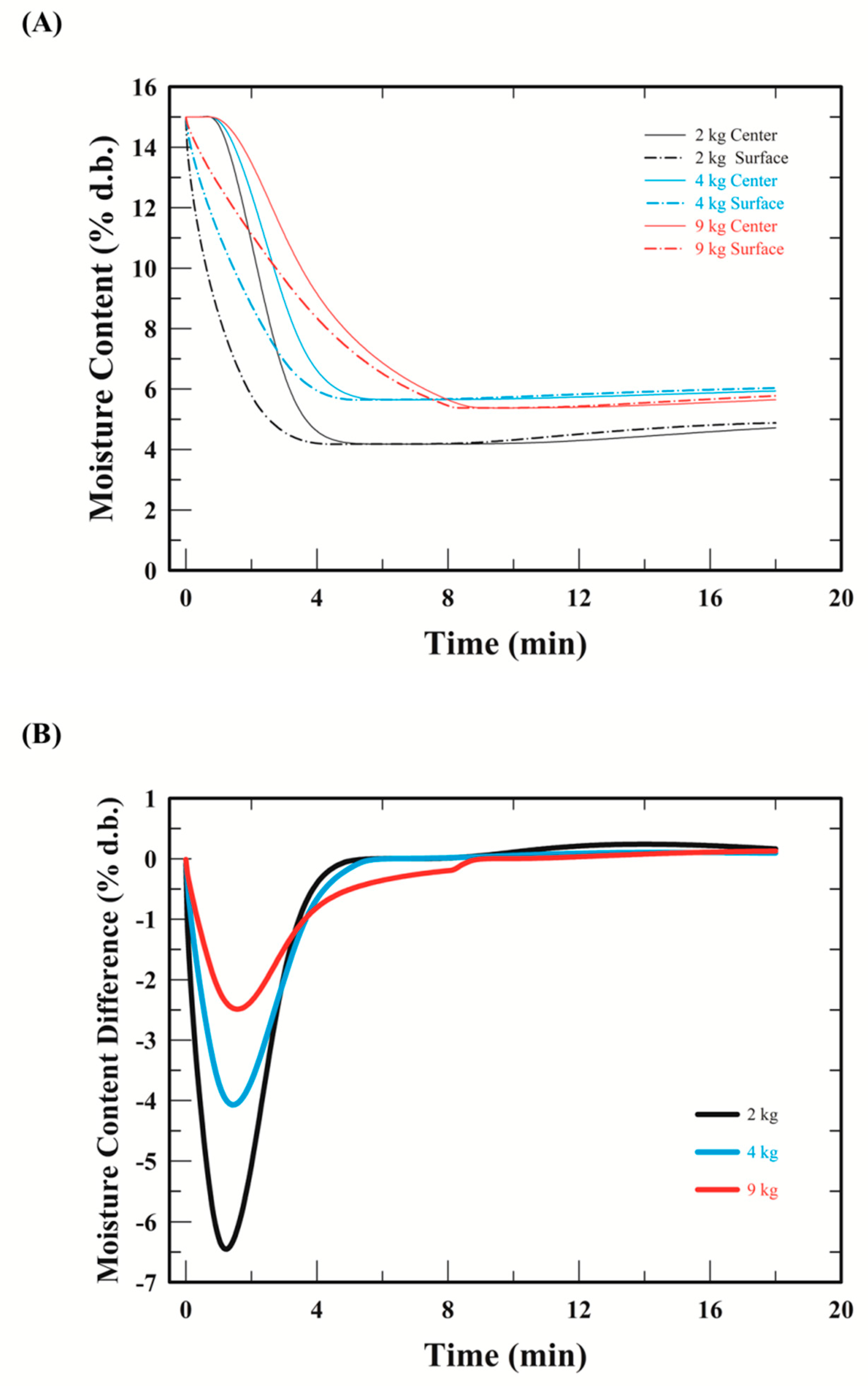
4.2.3. Simulated Response of Moisture Distribution in Wheat Germ
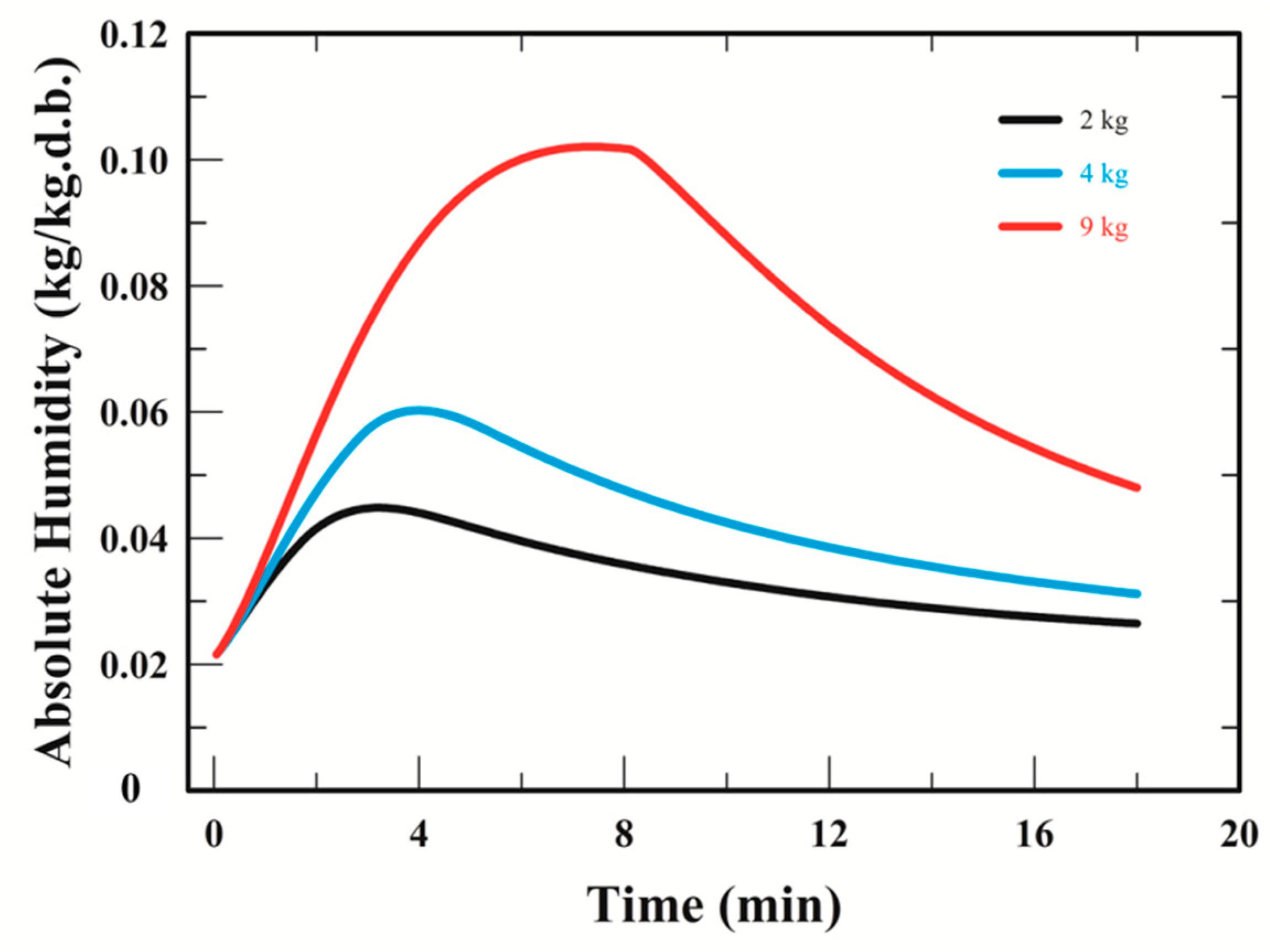
4.2.4. Simulated Response of Absolute Humidity
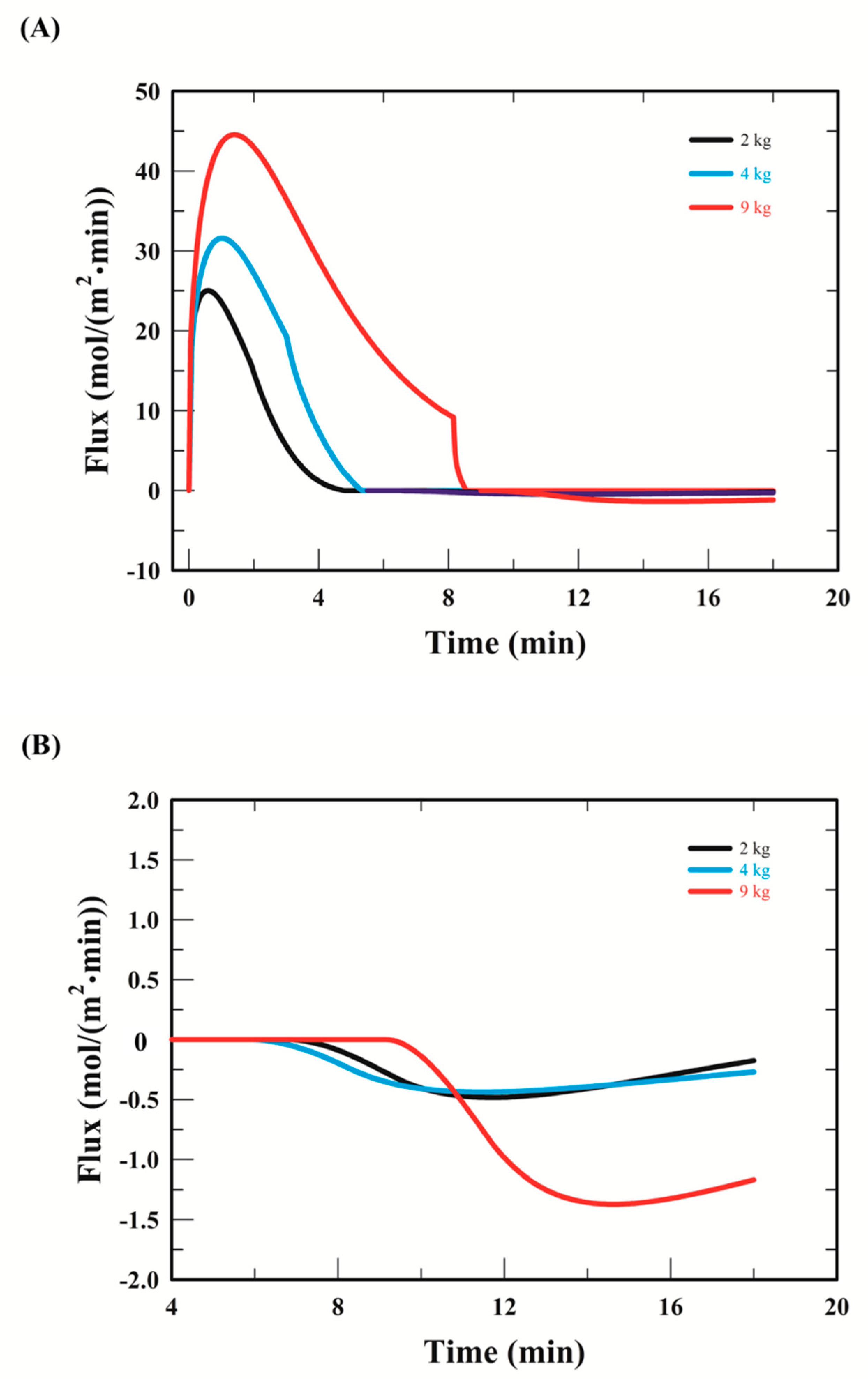
4.2.5. Simulated Response of Dehydration Flux and Condensation Flux
4.2.6. Average Diffusivity of Moisture in Wheat Germ
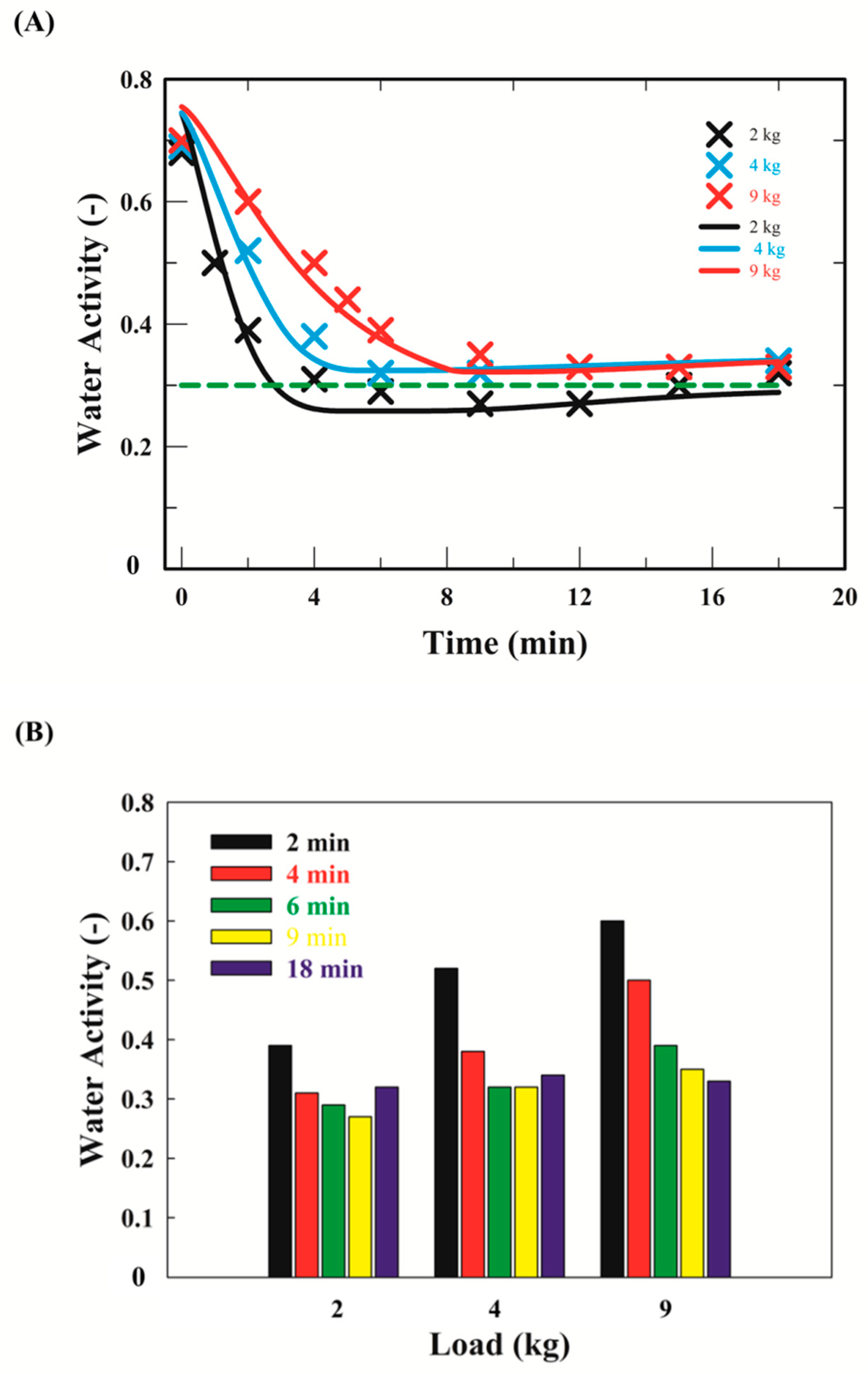
4.2.7. Simulated Response of Water Activity
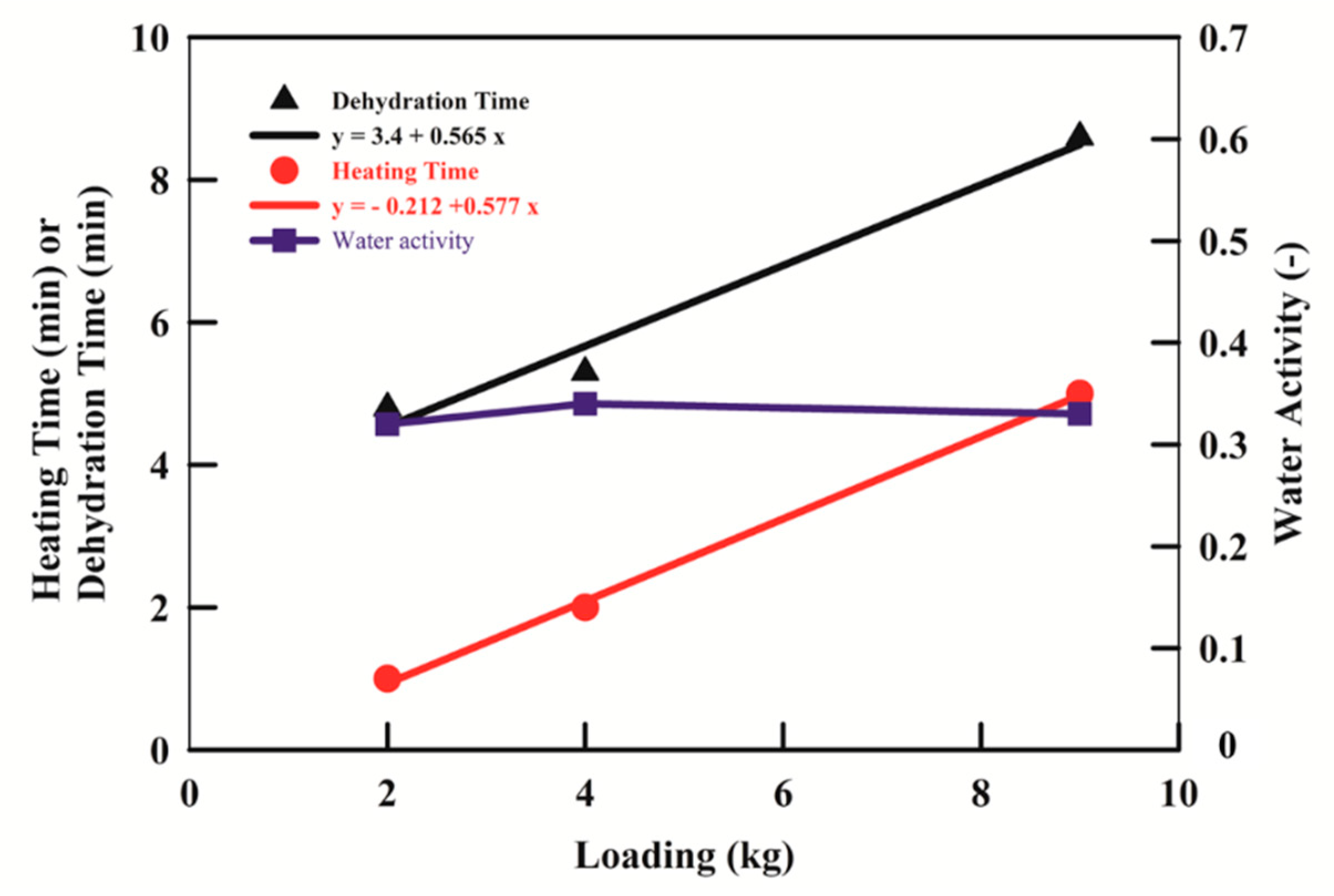
4.2.8. Effect of WG Loading on Dehydration time, Heating time and WA
4.2.9. Simulated Response of Heating Efficiency
4.2.10. Simulated Drying Kinetics with Simple Exponential Model
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Symbol Meaning (units) | |
| moisture concentration in the emulsion phase (mol/m3) | |
| saturation concentration (mol/m3) | |
| specific heat of air (J/(kg K)) | |
| thermal efficiency (−) | |
| step numerical parameters for condensation | |
| drying rate constant (1/s) | |
| mass transfer coefficient for condensation (m/s) | |
| mass transfer coefficient for dehydration (m/s) | |
| Re | Reynolds number (−) |
| bed section (m2) | |
| air temperature (K) | |
| environmental temperature (K) | |
| time (s) | |
| air velocity (m/s) | |
| loading of wheat germ (kg) | |
| moisture content of wheat germ (%; d.b.) | |
| equilibrium moisture content of wheat germ (%; d.b.) | |
| initial moisture content of wheat germ (%; d.b.) | |
| Greek symbols | |
| air density (kg/m3) | |
| latent heat of vaporization (J/kg) | |
References
- Mantzourani, I.; Terpou, A.; Alexopoulos, A.; Bezirtzoglou, E.; Bekatorou, A.; Plessas, S. Production of a potentially synbiotic fermented Cornelian cherry (Cornus mas L.) beverage using Lactobacillus paracasei K5 immobilized on wheat bran. Biocatal. Agric. Biotechnol. 2019, 17, 347–351. [Google Scholar] [CrossRef]
- Boukid, F.; Folloni, S.; Ranier, R.; Vittadini, E. A compendium of wheat germ: Separation, stabilization and food applications. Trends Food Sci. Technol. 2018, 78, 120–133. [Google Scholar] [CrossRef]
- Mantzourani, I.; Terpou, A.; Alexopoulos, A.; Bezirtzoglou, E.; Plessas, S. Assessment of Ready-to-Use Freeze-dried Immobilized Biocatalysts as Innovative Starter Cultures in Sourdough Bread Making. Foods 2019, 8, 40. [Google Scholar] [CrossRef] [PubMed]
- Călinoiu, L.F.; Cătoi, A.-F.; Vodnar, D.C. Solid-State Yeast Fermented Wheat and Oat Bran as A Route for Delivery of Antioxidants. Antioxidants 2019, 8, 372. [Google Scholar] [CrossRef]
- Yu, L.; Zhou, K.; Parry, J.W. Inhibitory effects of wheat bran extracts on human LDL oxidation and free radicals. LWT Food Sci. Technol. 2005, 38, 463–470. [Google Scholar]
- Rizzello, C.G.; Cassone, A.; Coda, R.; Gobbetti, M. Antifungal activity of sourdough fermented wheat germ used as an ingredient for bread making. Food Chem. 2011, 127, 952–959. [Google Scholar] [CrossRef]
- Rizzello, C.G.; Nionelli, L.; Coda, R.; De Angelis, M.; Gobbetti, M. Effect of sourdough fermentation on stabilisation, and chemical and nutritional characteristics of wheat germ. Food Chem. 2010, 119, 1079–1089. [Google Scholar] [CrossRef]
- Gómez, M.; González, J.; Oliete, B. Effect of extruded wheat germ on dough rheology and bread quality. Food Bioprocess Technol. 2012, 5, 2409–2418. [Google Scholar] [CrossRef]
- Majzoobi, M.; Darabzadeh, N.; Farahnaky, A. Effects of percentage and particle size of wheat germ on some properties of batter and cake. J. Agric. Sci. Technol. 2012, 14, 827–836. [Google Scholar]
- Marti, A.; Torri, L.; Casiraghi, M.C.; Franzetti, L.; Limbo, S.; Morandin, F.; Quaglia, L.; Pagani, M.A. Wheat germ stabilization by heat-treatment or sourdough fermentation: Effects on dough rheology and bread properties. Lebensm. Wiss. Technol. Food Sci. Technol. 2014, 59, 1100–1106. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Sudha, M.L.; Baskaran, V.; Leelavathi, K. Studies on heat stabilized wheat germ and its influence on rheological characteristics of dough. Eur. Food Res. Technol. 2007, 224, 365–372. [Google Scholar] [CrossRef]
- Xu, B.; Zhou, S.L.; Miao, W.J.; Gao, C.; Cai, M.J.; Dong, Y. Study on the stabilization effect of continuous microwave on wheat germ. J. Food Eng. 2013, 117, 1–7. [Google Scholar] [CrossRef]
- Xu, B.; Wang, L.K.; Miao, W.J.; Wu, Q.F.; Liu, Y.X.; Sun, Y.L.; Gao, C. Thermal versus microwave inactivation kinetics of lipase and lipoxygenase from wheat germ. J. Food Process Eng. 2015, 39, 247–255. [Google Scholar] [CrossRef]
- Kermasha, S.; Bisakowski, B.; Ramaswamy, H.; Van De Voort, B. Comparison of microwave, conventional and combination heat treatments on wheat germ lipase activity. Int. J. Food Sci. Technol. 1993, 28, 617–623. [Google Scholar] [CrossRef]
- Jha, P.K.; Kudachikar, V.B.; Kumar, S. Lipase inactivation in wheat germ by gamma irradiation. Radiat. Phys. Chem. 2013, 86, 136–139. [Google Scholar] [CrossRef]
- Gili, R.D.; Palavecino, P.M.; Cecilia Penci, M.; Martinez, M.L.; Ribotta, P.D. Wheat germ stabilization by infrared radiation. J. Food Sci. Technol. 2017, 54, 71–81. [Google Scholar] [CrossRef]
- Li, B.; Zhao, L.; Chen, H.; Sun, D.; Deng, B.; Li, J.; Liu, Y.; Wang, F. Inactivation of lipase and lipoxygenase of wheat germ with temperature-controlled short wave infrared radiation and its effect on storage stability and quality of wheat germ oil. PLoS ONE 2016, 9, e0167330. [Google Scholar] [CrossRef]
- Gili, R.D.; Martín Torrez Irigoyen, R.; Cecilia Penci, M.; Giner, S.A.; Ribotta, P.D. Wheat germ thermal treatment in fluidised bed. Experimental study and mathematical modelling of the heat and mass transfer. J. Food Eng. 2018, 221, 11–19. [Google Scholar] [CrossRef]
- Gili, R.D.; Martín Torrez Irigoyen, R.; Cecilia Penci, M.; Giner, S.A.; Ribotta, P.D. Physical characterization and fluidization design parameters of wheat Germ. J. Food Eng. 2017, 212, 29–37. [Google Scholar] [CrossRef]
- Chan, D.S.; Chan, J.S.; Kuo, M.I. Modelling Condensation and Simulation for Wheat Germ Drying in Fluidized Bed Dryer. Processes 2018, 6, 71. [Google Scholar] [CrossRef]
- Chan, D.S.; Kuo, M.I. Wheat Germ Drying with Different Time-Temperature Combinations in a Fluidized Bed Dryer. Processes 2018, 6, 245. [Google Scholar] [CrossRef]
- Shingare, S.P.; Thorat, B.N. Fluidized bed drying of sprouted wheat (Triticum aestivum). Int. J. Food Eng. 2014, 10, 29–37. [Google Scholar] [CrossRef]
- Yondem-Makascıoglu, F.; Gurun, B.; Dik, T.; Kıncal, N.S. Use of a spouted bed to improve the storage stability of wheat germ followed in paper and polyethylene packages. J. Sci. Food Agric. 2005, 85, 1329–1336. [Google Scholar] [CrossRef]
- Martínez, M.L.; María, M.A.; Ribotta, P.D. Optimization of soybean heat-treating using a fluidized bed dryer. J. Food Sci. Technol. 2013, 50, 1144–1150. [Google Scholar] [CrossRef]
- Ali, S.; Usman, S.; Nasreen, Z.; Zahra, N.; Nazir, S.; Yasmeen, A.; Yaseen, T. Nutritional evaluation and stabilization studies of wheat germ. Pak. J. Food Sci. 2013, 23, 148–152. [Google Scholar]
- Zare, D.; Minaei, S.; Mohamad Zadeh, M.; Khoshtaghaza, M.H. Computer simulation of rough rice drying in a batch dryer. Energy Convers. Manag. 2006, 47, 3241–3254. [Google Scholar] [CrossRef]
- Hemis, M.; Singh, C.B.; Jaya, D.S.; Bettahar, A. Simulation of coupled heat and mass transfer in granular porous media: Application to the drying of wheat. Dry. Technol. 2011, 29, 1267–1272. [Google Scholar] [CrossRef]
- Srivastava, V.K.; John, J. Deep bed grain drying model. Energy Convers. Manag. 2002, 43, 1689–1708. [Google Scholar] [CrossRef]
- Naghavi, Z.; Moheb, A.; Ziaei-Rad, S. Numerical simulation of rough rice drying in a deep-bed dryer using non-equilibrium model. Energy Convers. Manag. 2010, 51, 258–264. [Google Scholar] [CrossRef]
- Liu, B.; Wu, Z.; Wang, X.; Song, J.; Wu, W. Numerical simulation and experimental study of deep bed corn drying based on water potential. Math. Probl. Eng. 2015, 2015, 539846. [Google Scholar] [CrossRef]
- Giner, S.A.; Calvelo, A. Modeling of wheat drying in fluidized bed. J. Food Sci. 1987, 52, 1358–1363. [Google Scholar] [CrossRef]
- Giner, S.A.; De Michelis, A. Evaluation of the thermal efficiency of wheat drying in fluidized beds: Influence of air temperature and heat recovery. J. Agric. Eng. Res. 1988, 41, 11–23. [Google Scholar] [CrossRef]
- Poós, T.; Szabó, V. Volumetric Heat Transfer Coefficient in Fluidized-Bed Dryers. Chem. Eng. Technol. 2018, 41, 628–636. [Google Scholar] [CrossRef]
- Vijayaraj, B.; Saravanan, R.; Renganarayanan, S. Studies on thin layer drying of bagasse. Int. J. Energy Res. 2007, 31, 422–437. [Google Scholar] [CrossRef]
- Mohapatra, D.; Rao, P.S. A thin layer drying model of parboiled wheat. J. Food Eng. 2005, 66, 513–518. [Google Scholar] [CrossRef]
- Fernando, W.J.N.; Hewavitharana, L.G. Effect of fluidized bed drying on stabilization of rice bran. Dry. Technol. 1993, 11, 1115–1125. [Google Scholar] [CrossRef]
- Senadeera, W.; Bhandari, B.R.; Young, G.; Wijesinghe, B.J. Influence of shapes of selected vegetable materials on drying Kinetic during fluidized bed drying. J. Food Eng. 2003, 58, 277–283. [Google Scholar] [CrossRef]
- Bebartta, J.P.; Sahoo, N.R.; Dash, S.K.; Panda, M.K.; Pal, U.S. Kinetics modeling and moisture diffusivity of onion slices in fluidized beding. J. Food Process. Preserv. 2012, 38, 193–199. [Google Scholar] [CrossRef]
- Chayjan, R.A.; Parian, J.A.; Esna-Ashari, M. Modeling of moisture diffusivity, activation energy and specific energy consumption of high moisture corn in a fixed and fluidized bed convective dryer. Span. J. Agric. Res. 2011, 9, 28–40. [Google Scholar] [CrossRef] [Green Version]
- Gaston, A.L.; Abalone, R.M.; Giner, S.A. Wheat drying kinetics. Diffusivities for sphere and ellipsoid by finite elements. J. Food Eng. 2002, 52, 313–322. [Google Scholar] [CrossRef]
- American Association of Cereal Chemists. Approved Methods of Analysis, 10th ed.; AACC International Press: St. Paul, MN, USA, 2000. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stages (min) | WG Loading (kg) | ||
|---|---|---|---|
| 2 | 4 | 9 | |
| Preheating | 10.0 | 10.0 | 10.0 |
| Sample Loading | 1.0 | 1.0 | 1.0 |
| Heating | 1.0 | 2.0 | 5.0 |
| Cooling | 17.0 | 16.0 | 13.0 |
| Parameter | WG Loading | ||
|---|---|---|---|
| 2 kg | 4 kg | 9 kg | |
| Kcon (m/s) | 4.5 × 10−3 * | 1.2 × 10−3 * | 1.5 × 10−3 * |
| Kde (m/s) | 3.0 × 10−2 * | 1.0 × 10−2 * | 4.8 × 10−3 * |
| Time (min) | 2 kg | 4 kg | 9 kg | |||
|---|---|---|---|---|---|---|
| Exp. | Sim. | Exp. | Sim. | Exp. | Sim. | |
| 0 | 14.45 | 15.00 | 14.8 | 15.00 | 14.57 | 15.00 |
| 2 | 6.56 | 6.72 | 9.69 | 9.51 | 11.02 | 11.61 |
| 4 | 4.99 | 4.26 | 6.55 | 6.06 | 8.73 | 8.50 |
| 6 | 4.52 | 4.18 | 5.62 | 5.65 | 6.88 | 6.58 |
| 9 | 4.60 | 4.22 | 5.59 | 5.69 | 5.69 | 5.38 |
| 12 | 4.58 | 4.46 | 5.67 | 5.81 | 5.33 | 5.42 |
| 15 | 4.74 | 4.70 | 5.66 | 5.92 | 5.37 | 5.58 |
| 18 | 4.99 | 4.85 | 5.87 | 6.02 | 5.42 | 5.75 |
| ADD | 0.31 | 0.19 | 0.31 | |||
| R2 | 0.996 | 0.994 | 0.992 | |||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chan, D.-S.; Kuo, M.-I. Effect of Loading on Wheat Germ Drying in a Batch Fluidized Bed for Industrial Production. Processes 2019, 7, 864. https://doi.org/10.3390/pr7120864
Chan D-S, Kuo M-I. Effect of Loading on Wheat Germ Drying in a Batch Fluidized Bed for Industrial Production. Processes. 2019; 7(12):864. https://doi.org/10.3390/pr7120864
Chicago/Turabian StyleChan, Der-Sheng, and Meng-I Kuo. 2019. "Effect of Loading on Wheat Germ Drying in a Batch Fluidized Bed for Industrial Production" Processes 7, no. 12: 864. https://doi.org/10.3390/pr7120864
APA StyleChan, D. -S., & Kuo, M. -I. (2019). Effect of Loading on Wheat Germ Drying in a Batch Fluidized Bed for Industrial Production. Processes, 7(12), 864. https://doi.org/10.3390/pr7120864