Design of a Separation Process for Natural 2-Phenylethanol with Economic and Safety Considerations

 ,
, 

Abstract
:1. Introduction
2. Methodology
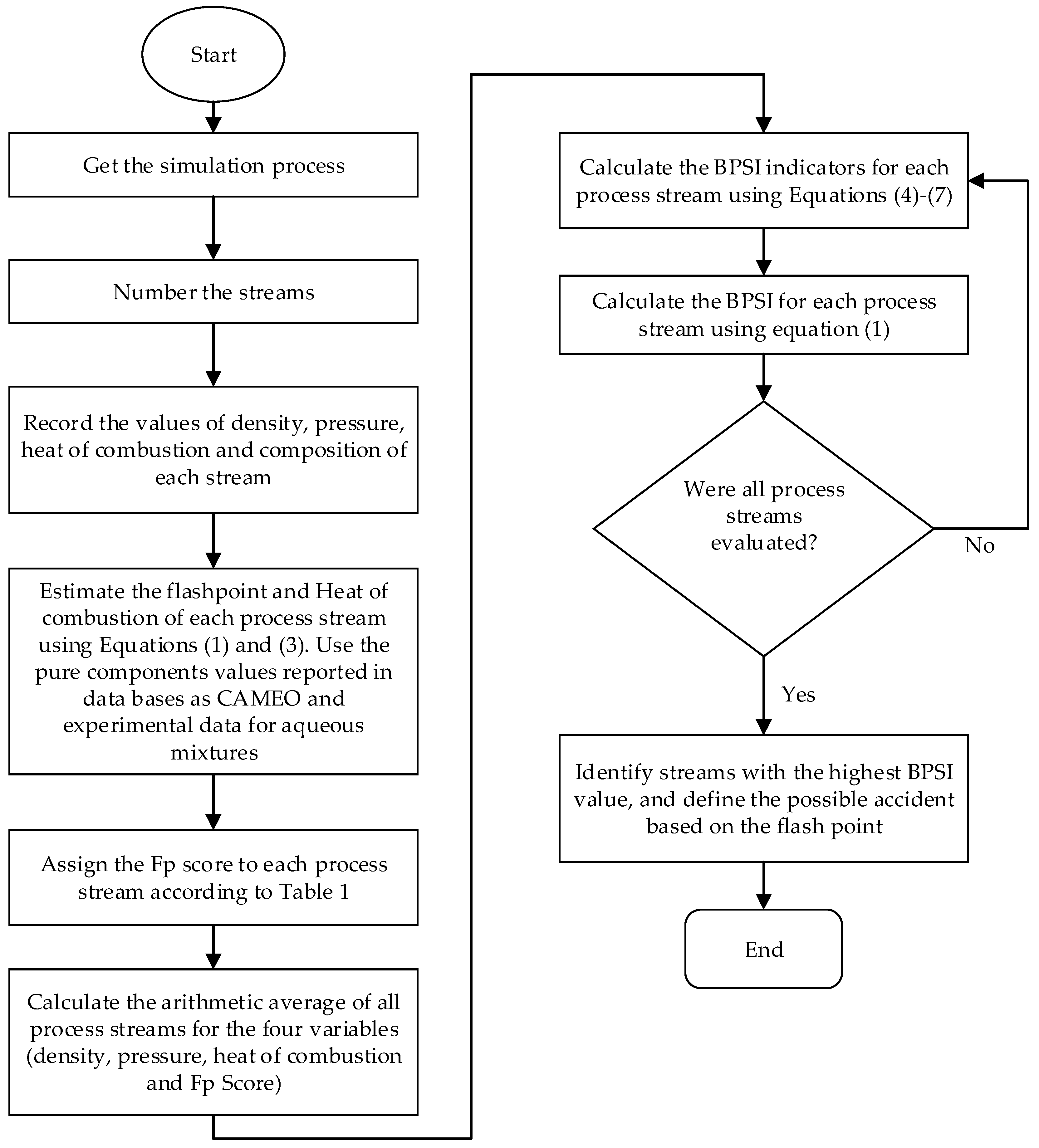
2.1. Safety Assessment
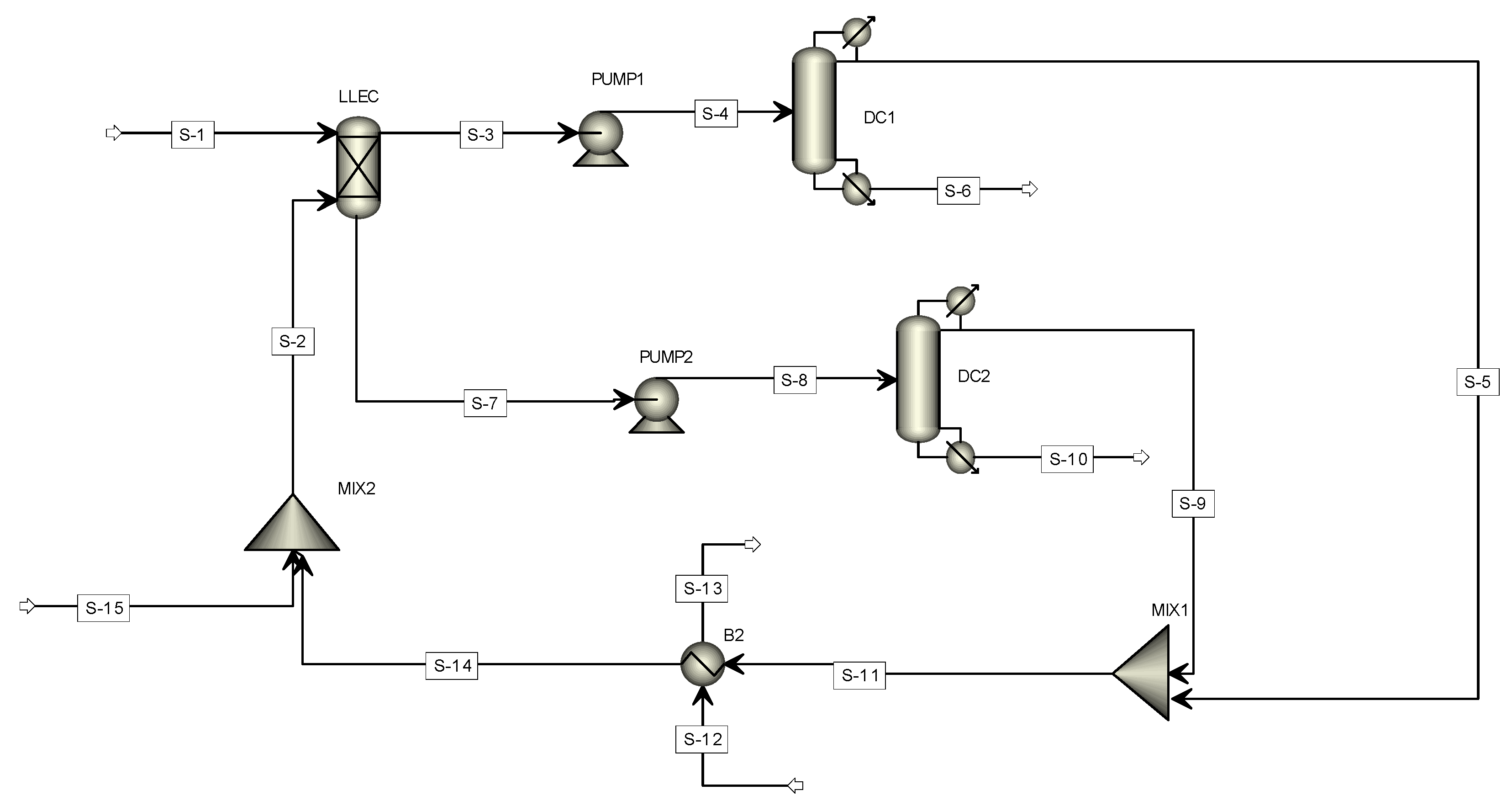
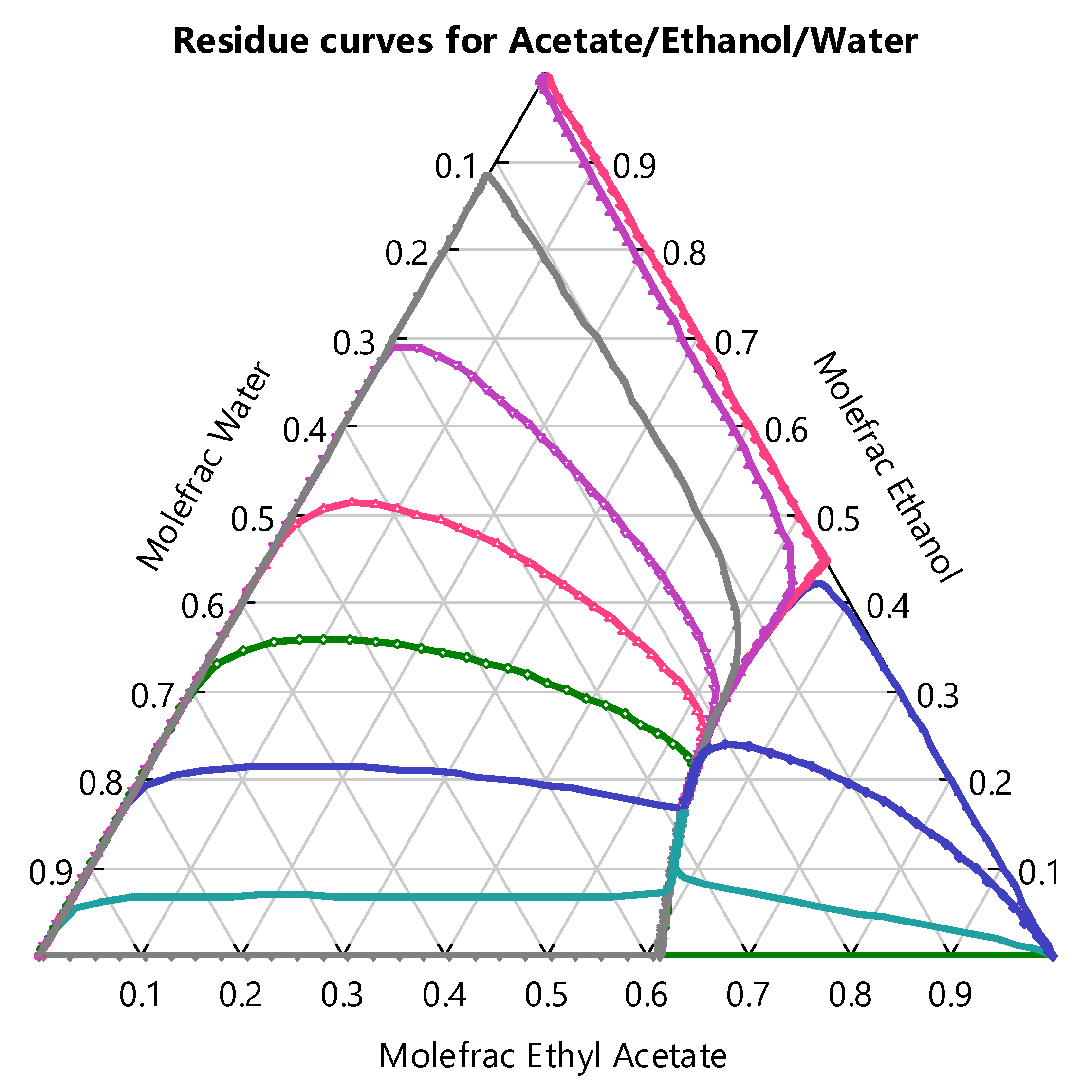
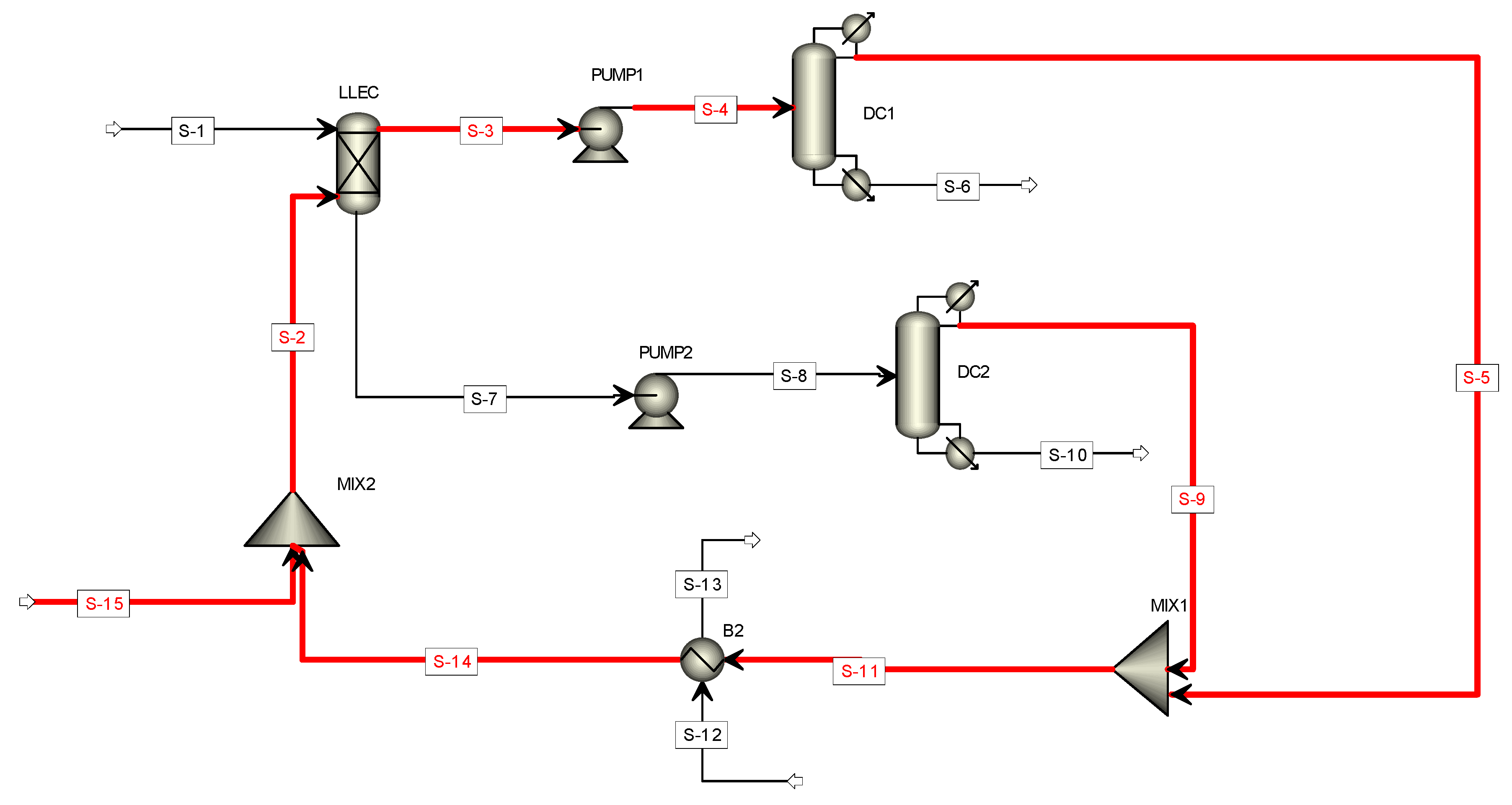
2.2. Design of the Separation Process
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Etschmann, M.; Bluemke, W.; Sell, D.; Schrader, J. Biotechnological production of 2-phenylethanol. Appl. Microbiol. Biotechnol. 2002, 59, 1–8. [Google Scholar] [PubMed]
- SF&WB. Kemin Shares Highlights of Consumer Shopping Study. Available online: https://www.snackandbakery.com/articles/91042 (accessed on 25 November 2020).
- Hua, D.; Xu, P. Recent advances in biotechnological production of 2-phenylethanol. Biotechnol. Adv. 2011, 29, 654–660. [Google Scholar] [CrossRef]
- Chreptowicz, K.; Wielechowska, M.; Główczyk-Zubek, J.; Rybak, E.; Mierzejewska, J. Production of natural 2-phenylethanol: From biotransformation to purified product. Food Bioprod. Process. 2016, 100, 275–281. [Google Scholar] [CrossRef]
- Conde-Báez, L.; Castro-Rosas, J.; Páez-Lerma, J.B.; Villagómez-Ibarra, J.R.; Gómez-Aldapa, C.A. Uso de lactosuero ácido para la producción sustentable de aroma a rosas (2-feniletanol) con Kluyveromyces marxianus. ReIbCi 2017, 3, 91–97. [Google Scholar]
- Conde-Báez, L.; Castro-Rosas, J.; Villagómez-Ibarra, J.R.; Páez-Lerma, J.B.; Gómez-Aldapa, C.A. Evaluación de desechos de la industria quesera para la producción de 2-fenil etanol. Acta Univ. 2017, 27, 57–64. [Google Scholar] [CrossRef]
- Velasco-Bucheli, R.; Gil, J.H.; García, C.M.; Durango, D.L. Production of 2-phenylethanol in the biotransformation of cinnamyl alcohol by the plant pathogenic fungus Colletotrichum acutatum. Vitae 2010, 17, 272–280. [Google Scholar]
- Carvalho, F.; Prazeres, A.R.; Rivas, J. Cheese whey wastewater: Characterization and treatment. Sci. Total Environ. 2013, 445–446, 385–396. [Google Scholar] [CrossRef]
- Pretenden Mejorar el Uso de Lactosuero. Available online: https://www.semanticscholar.org/paper/FLASH-POINT-DETERMINATION-OF-BINARY-MIXTURES-OF-%2C-Martinez-Rus/d1c1ed658a11b7746432a566df582d0d79304b4c (accessed on 25 November 2020).
- Prazeres, A.R.; Carvalho, F.; Rivas, J. Cheese whey management: A review. J. Environ. Manag. 2012, 110, 48–68. [Google Scholar] [CrossRef]
- CCPS. Guidelines for Engineering Design for Process Safety, 2nd ed.; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar]
- Martínez, P.J.; Rus, E.; Compaña, J.M. Flash point determination of binary mixtures of alcohols, ketones and water. Univ. Málaga. 2005, 1–8. [Google Scholar]
- Astbury, G.R.; Bugand-Bugandet, J.; Grollet, E.; Stell, K.M. Flash points of aqueous solutions of flammable solvents. Inst. Chem. Eng. Symp. Ser. 2004, 150, 1–18. [Google Scholar]
- Shariff, A.M.; Leong, C.T.; Zaini, D. Using process stream index (PSI) to assess inherent safety level during preliminary design stage. Saf. Sci. 2012, 50, 1098–1103. [Google Scholar] [CrossRef]
- National Fire Protection Association. NFPA 30: Flammable and Combustible Liquids Code; National Fire Protection Association: Quincy, MA, USA, 2008. [Google Scholar]
- Conde-Báez, L.; López-Molina, A.; Gómez-Aldapa, C.A.; Pineda-Muñoz, C.; Conde-Mejía, C. Economic projection of 2-phenylethanol production from whey. Food Bioprod. Process. 2019, 115, 10–16. [Google Scholar] [CrossRef]
- Stark, D.; Münch, T.; Sonnleitner, B.; Marison, I.W.; von Stockar, U. Extractive bioconversion of 2-phenylethanol from L-phenylalanine by Saccharomyces cerevisiae. Biotechnol. Prog. 2002, 18, 514–523. [Google Scholar] [CrossRef] [PubMed]
- Trofimova, M.; Toikka, M.; Toikka, A. Solubility, liquid–liquid equilibrium and critical states for the quaternary system acetic acid–ethanol–ethyl acetate–water at 293.15 K. Fluid Phase Equilibria 2012, 313, 46–51. [Google Scholar] [CrossRef]
- Seader, E.J.; Henley, J.D. Separation Process Principles, 2nd ed.; Wiley: New York, NY, USA, 1998. [Google Scholar]
- VadeQuímica. Productos Químicos: Acetato de Etilo. Available online: https://www.vadequimica.com/acetato-de-etilo-25litros.html (accessed on 2 July 2020).
- Official Journal of the European Union. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX:32012R0872 (accessed on 18 November 2020).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | Flammable Nature | Flash Point Score |
|---|---|---|
| Fp < 23 °C | Extremely flammable | 5 |
| 23 °C ≤ Fp < 38 °C | Very flammable | 4 |
| 38 °C ≤ Fp < 60 °C | Easy flammable | 3 |
| 60 °C ≤ Fp < 93 °C | Flammable liquid | 2 |
| Fp ≥ 93 °C | Combustible | 1 |
| Flash point not defined | Non-flammable | 0 |
| Stream | S-1 | S-2 | S-3 | S-4 | S-5 | S-6 | S-7 | S-8 |
|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 30.0 | 29.9 | 31.2 | 31.2 | 72.1 | 201.6 | 31.2 | 31.3 |
| Pressure (atm) | 1.0 | 1.0 | 1.0 | 1.5 | 1.0 | 1.5 | 1.0 | 1.5 |
| Mass flow (kg h−1) | 2908.9 | 1065.6 | 807.9 | 807.9 | 805.4 | 2.5 | 3166.5 | 3166.5 |
| Density (kg m−3) | 985.0 | 904.2 | 899.3 | 899.2 | 845.3 | 842.3 | 978.0 | 930.8 |
| Heat of combustion (cal mol−1) | 6176 | 464,356 | 474,140 | 474,140 | 472,548 | 982,445 | 44,508 | 40,960 |
| Flash point (°C) | 98.4 | 1.2 | −0.2 | −0.2 | −0.5 | 98.7 | 7.0 | 12.0 |
| Component | Mass percent (%) | |||||||
| Water | 98.11 | 5.35 | 3.69 | 3.69 | 3.69 | 0.04 | 90.98 | 90.98 |
| 2-PEA | 0.08 | 0.00 | 0.30 | 0.30 | 0.00 | 96.89 | 0.00 | 0.00 |
| Ethanol | 1.81 | 0.81 | 0.76 | 0.76 | 0.77 | 0.00 | 1.74 | 1.74 |
| Ethyl acetate | 0.00 | 93.85 | 95.25 | 95.25 | 95.54 | 3.05 | 7.28 | 7.28 |
| Stream | S-9 | S-10 | S-11 | S-12 | S-13 | S-14 | S-15 | |
| Temperature (°C) | 70.9 | 106.6 | 71.2 | 25 | 29.8 | 30.0 | 30.0 | |
| Pressure (atm) | 1.0 | 1.5 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | |
| Mass flow (kg h−1) | 248.6 | 2917.9 | 1053.9 | 3778.6 | 3778.6 | 1053.9 | 11.6 | |
| Density (kg m−3) | 859.7 | 906.0 | 850.2 | 993.9 | 989.3 | 904.2 | 890.8 | |
| Heat of combustion (cal mol−1) | 436,504 | 7265 | 464,047 | 0.0 | 0.00 | 464,047 | 492,261 | |
| Flash point (°C) | 7.1 | 85.0 | 1.3 | 0.0 | 0.00 | 1.3 | −4.5 | |
| Component | Mass percent (%) | |||||||
| Water | 10.94 | 97.80 | 5.41 | 100.00 | 100.00 | 5.41 | 0.00 | |
| 2-PEA | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |
| Ethanol | 0.97 | 1.80 | 0.81 | 0.00 | 0.00 | 0.81 | 0.00 | |
| Ethyl acetate | 88.09 | 0.39 | 93.78 | 0.00 | 0.00 | 93.78 | 100.0 | |
| Column | Overhead Pressure /Pressure Drop [atm] | Number of Stages | Minimum Solvent Flow [kg h−1]/Reflux ratio | Feed Stage | Removal [%]/ Recovery [%]–Purity [%] |
|---|---|---|---|---|---|
| LLEC | 1/0 | 35 | 1000 | -- | 99.90 |
| DC1 | 1/0.5 | 8 | 1.08 | 7 | 99.99—96.89 |
| DC2 | 1/0.5 | 19 | 4.80 | 5 | 95.00—88.09 |
| Ethanol 1 | |||||||||||
| Flash point (°C) | 84.5 | 64.0 | 51.5 | 39.5 | 32.0 | 25.8 | 32.0 | 19.8 | 19.0 | 15.8 | 12.5 |
| Mole fraction | 0.010 | 0.020 | 0.0305 | 0.06 | 0.091 | 0.1986 | 0.3541 | 0.4987 | 0.6478 | 0.7991 | 1 |
| Methyl Acetate 2 | |||||||||||
| Flash point (°C) | NF | 63 | 46 | 30 | 22 | 16 | 13 | 11 | 7 | −18 | |
| % v/v | 0.4 | 0.5 | 1.0 | 2.0 | 3.0 | 4.0 | 5.0 | 6.0 | 8.0 | 100 | |
| Stream | Fp Score | Iρ | IP | IHc | IFp | BPSI | Stream | Fp Score | Iρ | IP | IHc | IFp | BPSI |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S-1 | 0 | 1.1 | 1.01 | 0.0 | 0.0 | 0.0 | S-9 | 5 | 0.9 | 1.01 | 1.5 | 1.6 | 2.0 |
| S-2 | 5 | 1.0 | 1.01 | 1.6 | 1.6 | 2.2 | S-10 | 2 | 1.0 | 1.52 | 0.0 | 0.6 | 0.0 |
| S-3 | 5 | 1.0 | 1.01 | 1.6 | 1.6 | 2.2 | S-11 | 5 | 0.9 | 1.01 | 1.6 | 1.6 | 2.1 |
| S-4 | 5 | 1.0 | 1.50 | 1.6 | 1.6 | 3.3 | S-12 | 0 | 1.1 | 1.01 | 0.0 | 0.0 | 0.0 |
| S-5 | 5 | 0.9 | 1.01 | 1.6 | 1.6 | 2.1 | S-13 | 0 | 1.1 | 1.01 | 0.0 | 0.0 | 0.0 |
| S-6 | 1 | 0.9 | 1.52 | 3.4 | 0.3 | 1.3 | S-14 | 5 | 0.9 | 1.01 | 1.6 | 1.6 | 2.1 |
| S-7 | 5 | 1.1 | 1.01 | 0.2 | 1.6 | 0.2 | S-15 | 5 | 1.0 | 1.01 | 1.7 | 1.6 | 2.3 |
| S-8 | 5 | 1.0 | 1.50 | 0.1 | 1.6 | 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Puga-Córdova, L.E.; Pérez-Sánchez, Z.A.; López-Molina, A.; Conde-Báez, L.; Jiménez-Gutiérrez, A.; Conde-Mejía, C. Design of a Separation Process for Natural 2-Phenylethanol with Economic and Safety Considerations. Processes 2020, 8, 1570. https://doi.org/10.3390/pr8121570
Puga-Córdova LE, Pérez-Sánchez ZA, López-Molina A, Conde-Báez L, Jiménez-Gutiérrez A, Conde-Mejía C. Design of a Separation Process for Natural 2-Phenylethanol with Economic and Safety Considerations. Processes. 2020; 8(12):1570. https://doi.org/10.3390/pr8121570
Chicago/Turabian StylePuga-Córdova, Luis E., Zahira A. Pérez-Sánchez, Antíoco López-Molina, Laura Conde-Báez, Arturo Jiménez-Gutiérrez, and Carolina Conde-Mejía. 2020. "Design of a Separation Process for Natural 2-Phenylethanol with Economic and Safety Considerations" Processes 8, no. 12: 1570. https://doi.org/10.3390/pr8121570
APA StylePuga-Córdova, L. E., Pérez-Sánchez, Z. A., López-Molina, A., Conde-Báez, L., Jiménez-Gutiérrez, A., & Conde-Mejía, C. (2020). Design of a Separation Process for Natural 2-Phenylethanol with Economic and Safety Considerations. Processes, 8(12), 1570. https://doi.org/10.3390/pr8121570