Techno-Economic Analysis of Bio-Based Lactic Acid Production Utilizing Corn Grain as Feedstock


Abstract
:1. Introduction
2. Materials and Methods
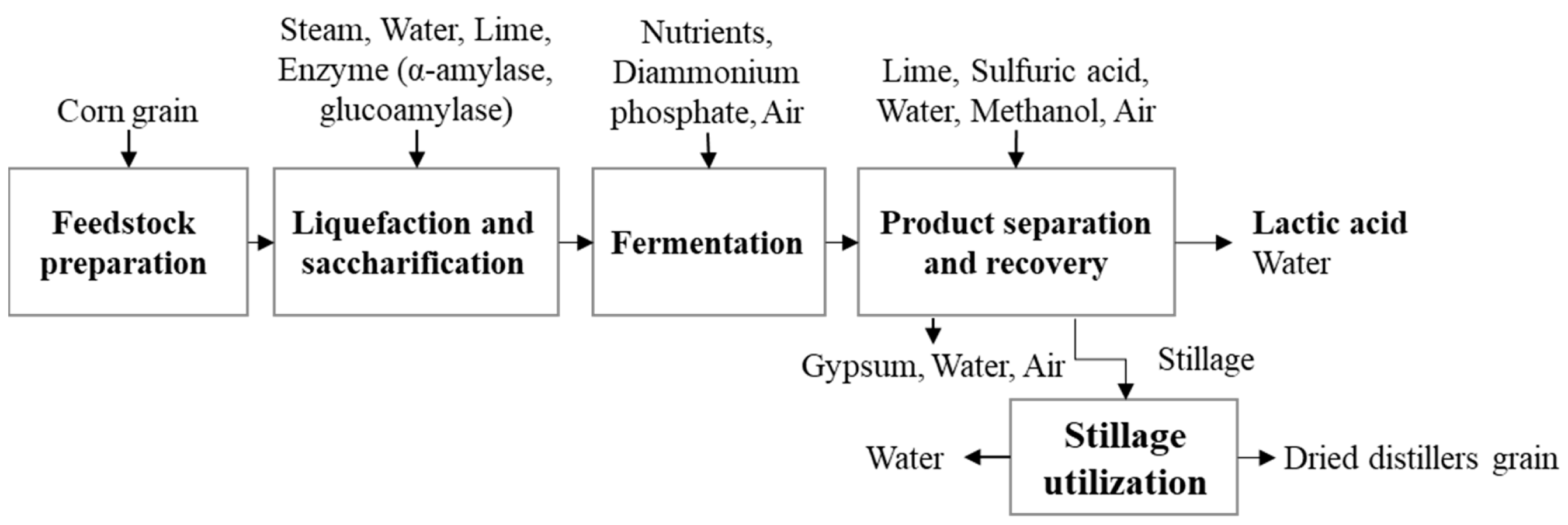
2.1. System Overview
2.2. Discrete Production Processes, Sections and Data Sources
2.2.1. Feedstock Preparation
2.2.2. Liquefaction and Saccharification (Enzymatic Hydrolysis)
2.2.3. Fermentation
2.2.4. Product Separation and Recovery
2.2.5. Stillage Utilization
2.3. Techno-Economic Modeling Overview
2.3.1. Process Modeling
2.3.2. Economic Analysis
2.3.3. Sensitivity Analysis
3. Results and Discussion
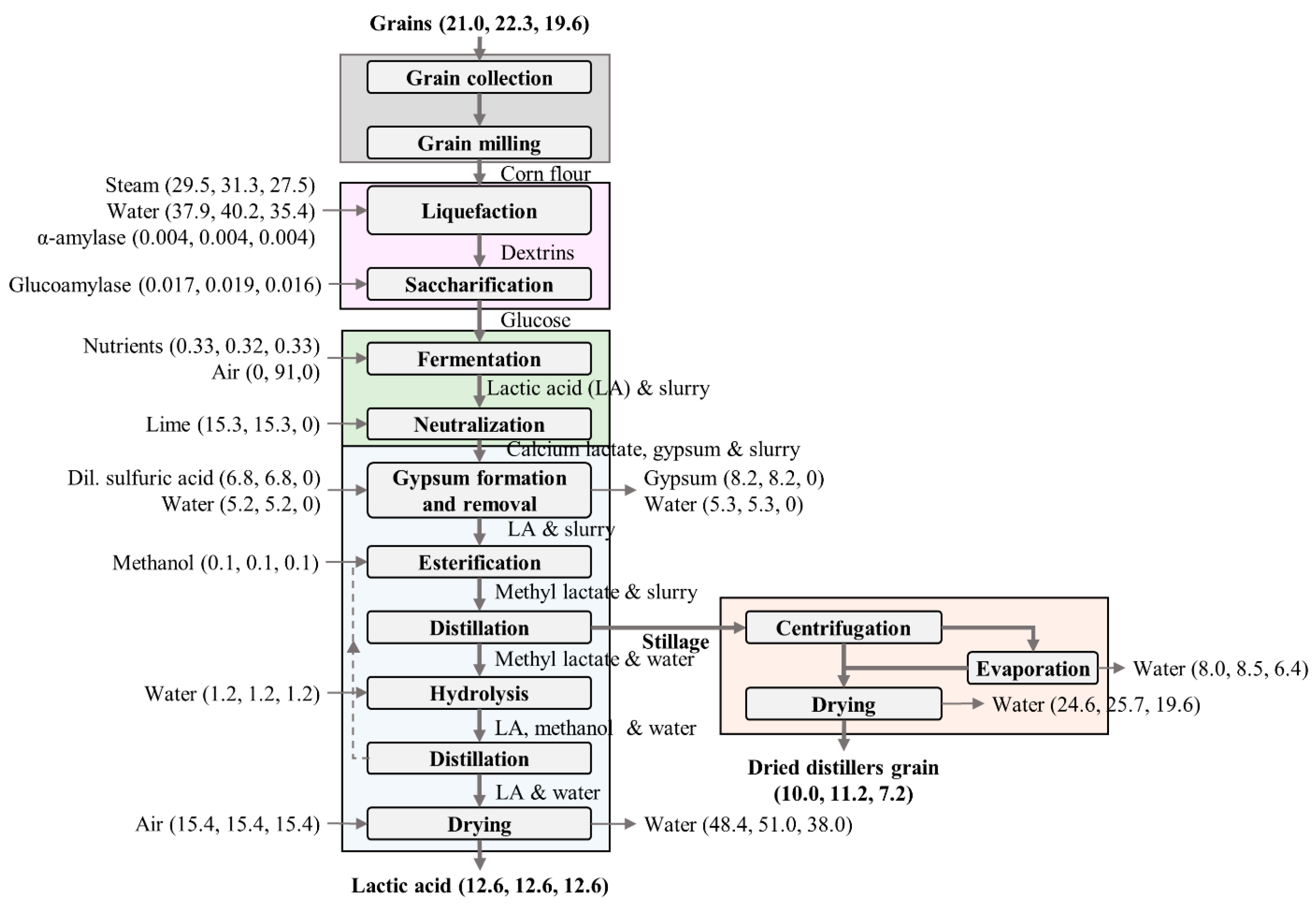
3.1. Material Balance
3.2. Equipment, Utilities and Labor Requirement
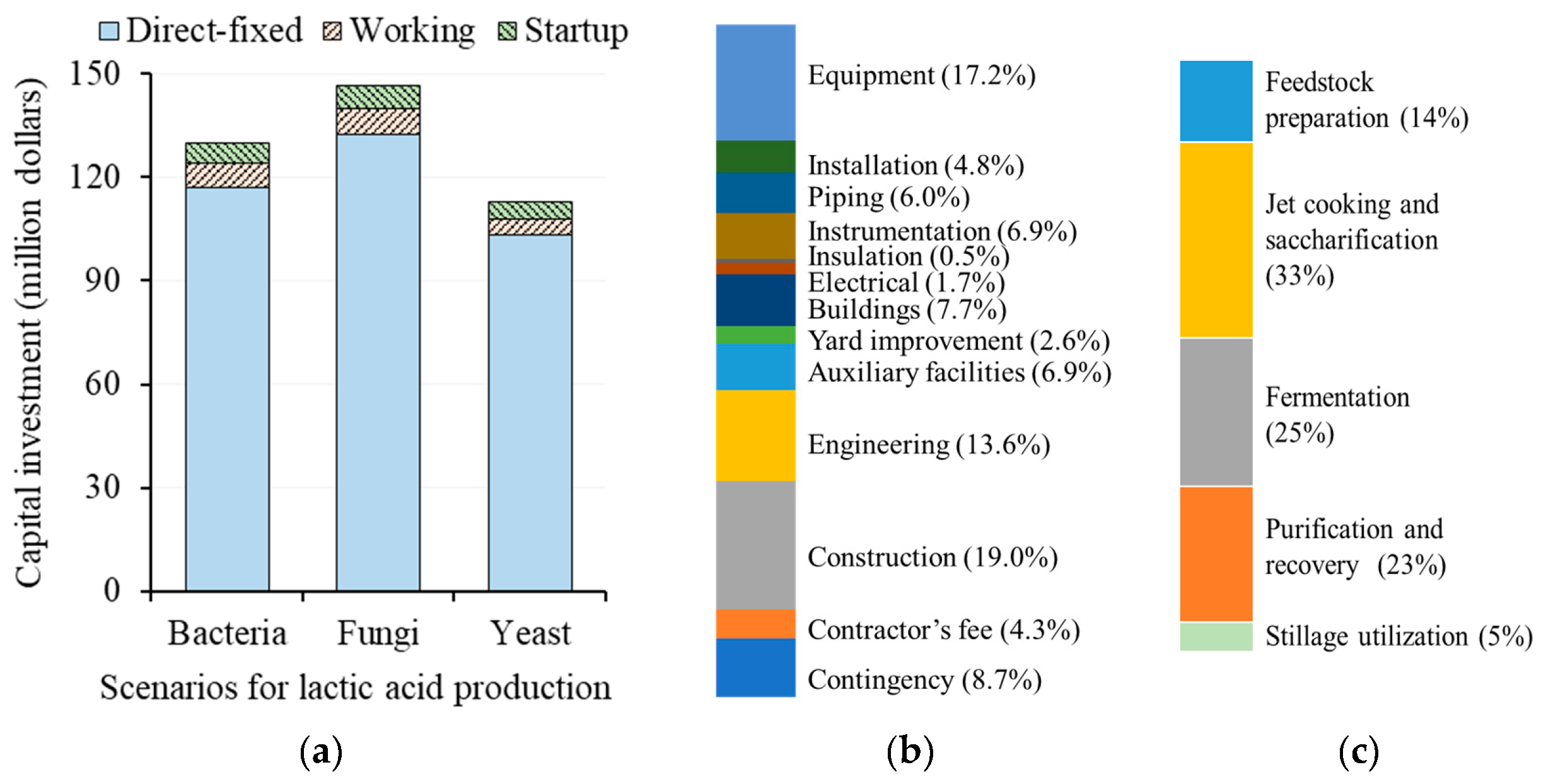
3.3. Capital Costs
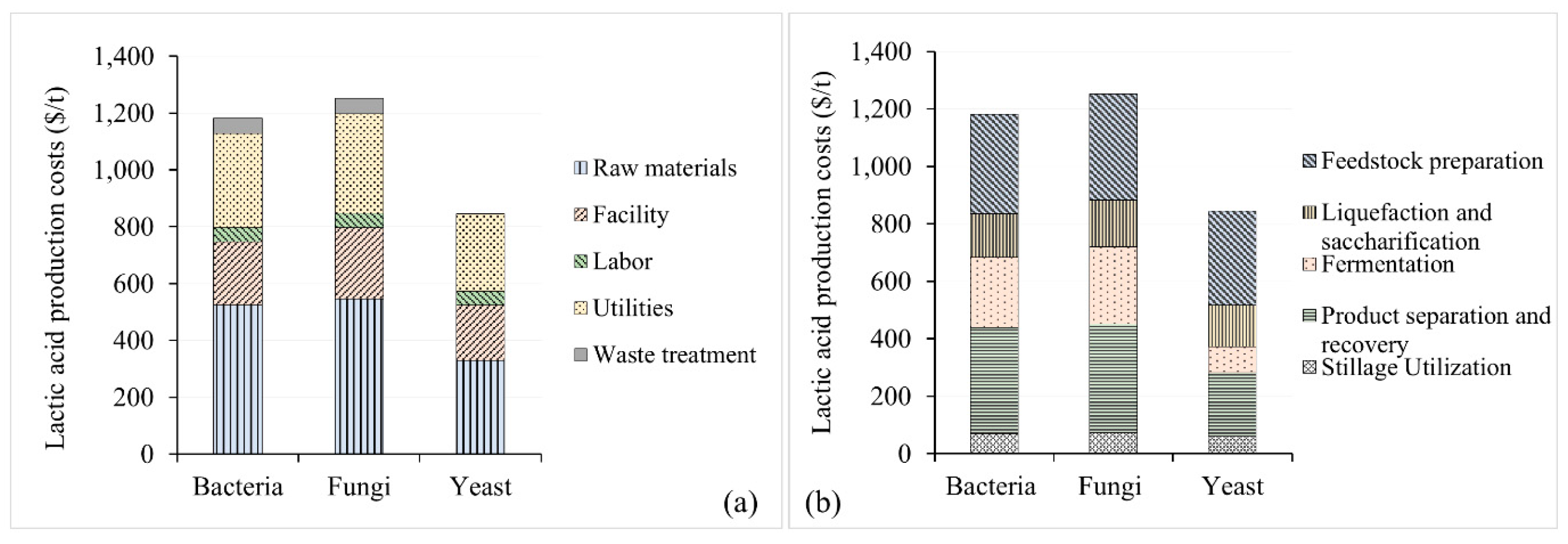
3.4. Lactic Acid Production Costs
3.5. Financial analysis
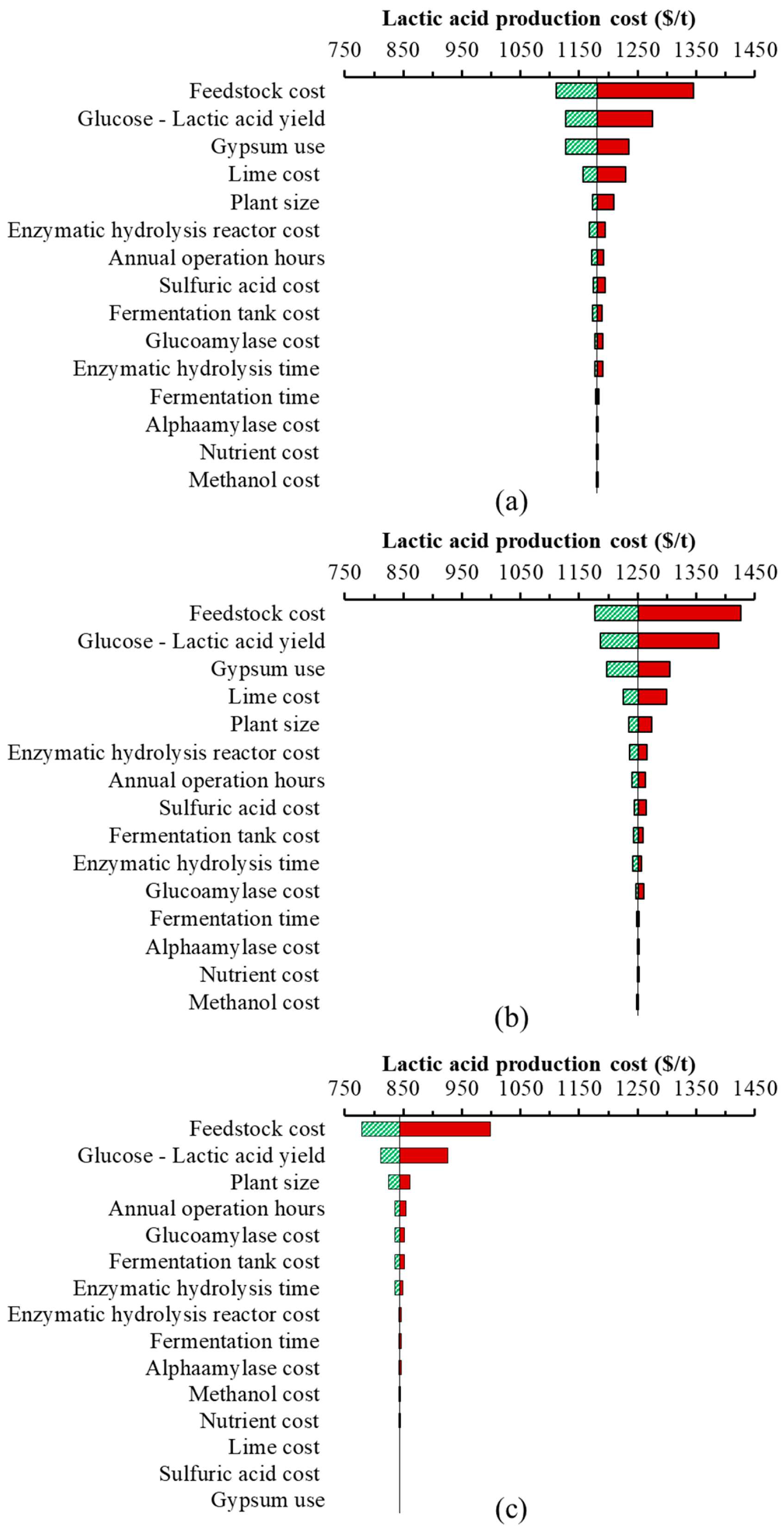
3.6. Sensitivity Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Grand View Research. Lactic Acid Market Analysis By Application (Industrial, F&B, Pharmaceuticals, Personal Care) & Polylactic Acid (PLA) Market Analysis By Application (Packaging, Agriculture, Transport, Electronics, Textiles), And Segment Forecasts, 2018–2025. 2017. Available online: http://www.grandviewresearch.com/industry-analysis/lactic-acid-and-poly-lactic-acid-market (accessed on 25 March 2018).
- Grand View Research. Lactic Acid Market Size Worth $9.8Bn By 2025 & PLA To Reach $6.5Bn. 2017. Available online: http://www.grandviewresearch.com/press-release/global-lactic-acid-and-poly-lactic-acid-market (accessed on 21 March 2018).
- Biddy, M.J.; Scarlata, C.J.; Kinchin, C.M. Chemicals from Biomass: A Market Assessment of Bioproducts With Near-Term Potential; NREL Report NREL/TP-5100-65509; National Renewable Energy Laboratory: Golden, CO, USA, 2016. [Google Scholar]
- Morales, M.; Dapsens, P.Y.; Giovinazzo, I.; Witte, J.; Mondelli, C.; Papadokonstantakis, S.; Hungerbühler, K.; Pérez-Ramírez, J. Environmental and economic assessment of lactic acid production from glycerol using cascade bio-and chemocatalysis. Energy Environ. Sci. 2015, 8, 558–567. [Google Scholar] [CrossRef] [Green Version]
- Pleissner, D.; Demichelis, F.; Mariano, S.; Fiore, S.; Gutiérrez, I.M.N.; Schneider, R.; Venus, J. Direct production of lactic acid based on simultaneous saccharification and fermentation of mixed restaurant food waste. J. Clean. Prod. 2017, 143, 615–623. [Google Scholar] [CrossRef]
- Pleissner, D.; Neu, A.-K.; Mehlmann, K.; Schneider, R.; Puerta-Quintero, G.I.; Venus, J. Fermentative lactic acid production from coffee pulp hydrolysate using Bacillus coagulans at laboratory and pilot scales. Bioresour. Technol. 2016, 218, 167–173. [Google Scholar] [CrossRef] [Green Version]
- Bernardo, M.P.; Coelho, L.F.; Sass, D.C.; Contiero, J. L-(+)-Lactic acid production by Lactobacillus rhamnosus B103 from dairy industry waste. Brazilian J. Microbiol. 2016, 47, 640–646. [Google Scholar] [CrossRef] [Green Version]
- Reddy, L.V.; Kim, Y.-M.; Yun, J.-S.; Ryu, H.-W.; Wee, Y.-J. L-Lactic acid production by combined utilization of agricultural bioresources as renewable and economical substrates through batch and repeated-batch fermentation of Enterococcus faecalis RKY1. Bioresour. Technol. 2016, 209, 187–194. [Google Scholar] [CrossRef]
- Daful, A.G.; Goergens, J.F. Techno-economic analysis and environmental impact assessment of lignocellulosic lactic acid production. Chem. Eng. Sci. 2017, 162, 53–65. [Google Scholar] [CrossRef]
- Bastidas-Oyanedel, J.-R.; Schmidt, J. Increasing profits in food waste biorefinery—A techno-economic analysis. Energies. 2018, 11, 1551. [Google Scholar] [CrossRef] [Green Version]
- Bonk, F.; Bastidas-Oyanedel, J.-R.; Yousef, A.F.; Schmidt, J.E. Exploring the selective lactic acid production from food waste in uncontrolled pH mixed culture fermentations using different reactor configurations. Bioresour. Technol. 2017, 238, 416–424. [Google Scholar] [CrossRef]
- Kwan, T.H.; Pleissner, D.; Lau, K.Y.; Venus, J.; Pommeret, A.; Lin, C.S.K. Techno-economic analysis of a food waste valorization process via microalgae cultivation and co-production of plasticizer, lactic acid and animal feed from algal biomass and food waste. Bioresour. Technol. 2015, 198, 292–299. [Google Scholar] [CrossRef]
- Kwan, T.H.; Hu, Y.; Lin, C.S.K. Techno-economic analysis of a food waste valorisation process for lactic acid, lactide and poly (lactic acid) production. J. Clean. Prod. 2018, 181, 72–87. [Google Scholar] [CrossRef]
- Mandegari, M.A.; Farzad, S.; van Rensburg, E.; Görgens, J.F. Multi-criteria analysis of a biorefinery for co-production of lactic acid and ethanol from sugarcane lignocellulose. Biofuels Bioprod. Biorefining 2017, 11, 971–990. [Google Scholar] [CrossRef]
- Sikder, J.; Roy, M.; Dey, P.; Pal, P. Techno-economic analysis of a membrane-integrated bioreactor system for production of lactic acid from sugarcane juice. Biochem. Eng. J. 2012, 63, 81–87. [Google Scholar] [CrossRef]
- Eiteman, M.A.; Ramalingam, S. Microbial production of lactic acid. Biotechnol. Lett. 2015, 37, 955–972. [Google Scholar] [CrossRef]
- Renewable Fuels Association (RFA). Industry statistics: World Fuel Ethanol Production—2014 Production; Renewable Fuels Association (RFA): Ellisville, MO, USA, 2015. [Google Scholar]
- Hay, J.F. Corn for Biofuel Production Current Potential for Use as a Biofuel. Farm Energy. 2015, 3–5. [Google Scholar]
- Biofuel.org.uk. First Generation Biofuels. 2010. Available online: http://biofuel.org.uk/first-generation-biofuel.html (accessed on 6 March 2018).
- Abdel-Rahman, M.A.; Tashiro, Y.; Sonomoto, K. Recent advances in lactic acid production by microbial fermentation processes. Biotechnol. Adv. 2013, 31, 877–902. [Google Scholar] [CrossRef]
- Adom, F.K.; Dunn, J.B. Life cycle analysis of corn-stover-derived polymer-grade l-lactic acid and ethyl lactate: Greenhouse gas emissions and fossil energy consumption. Biofuels, Bioprod. Biorefining 2017, 11, 258–268. [Google Scholar] [CrossRef]
- Biomass Magazine. Total Corbion PLA Starts-Up 75,000-Tton-Per-Year Bioplastics Plant. 2018. Available online: http://biomassmagazine.com/articles/15800/total-corbion-pla-starts-up-75-000-ton-per-year-bioplastics-plant (accessed on 20 December 2018).
- Miller, C.; Fosmer, A.; Rush, B.; McMullin, T.; Beacom, D.; Suominen, P. Industrial Production of Lactic Acid. Compr. Biotechnol. Second Ed. 2011, 3, 179–188. [Google Scholar]
- Nielsen, R.L. Historical Corn Grain Yields for the U.S. Corny News Netw. 2017. Available online: http://www.agry.purdue.edu/ext/corn/news/timeless/YieldTrends.html (accessed on 26 March 2018).
- Åkerberg, C.; Hofvendahl, K.; Zacchi, G.; Hahn-Hägerdal, B. Modelling the influence of pH, temperature, glucose and lactic acid concentrations on the kinetics of lactic acid production by Lactococcus lactis ssp. lactis ATCC 19435 in whole-wheat flour. Appl. Microbiol. Biotechnol. 1998, 49, 682–690. [Google Scholar] [CrossRef]
- Hofvendahl, K.; Hahn–Hägerdal, B. Factors affecting the fermentative lactic acid production from renewable resources. Enzyme Microb. Technol. 2000, 26, 87–107. [Google Scholar] [CrossRef]
- Soccol, C.R.; Stonoga, V.I.; Raimbault, M. Production of L-lactic acid by Rhizopus species. World J. Microbiol. Biotechnol. 1994, 10, 433–435. [Google Scholar] [CrossRef]
- Rosenberg, M.; Krišofíková, L. Physiological restriction of the L-lactic acid production by Rhizopus arrhizus. Acta Biotechnol. 1995, 15, 367–374. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Jin, B.; Kelly, J.M. Production of lactic acid from renewable materials by Rhizopus fungi. Biochem. Eng. J. 2007, 35, 251–263. [Google Scholar] [CrossRef]
- Tay, A.; Yang, S.T. Production of L(+)-lactic acid from glucose and starch by immobilized cells of Rhizopus oryzae in a rotating fibrous bed bioreactor. Biotechnol. Bioeng. 2002, 80, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Saini, J.K.; Saini, R.; Tewari, L. Lignocellulosic agriculture wastes as biomass feedstocks for second-generation bioethanol production: Concepts and recent developments. 3 Biotech. 2015, 5, 337–353. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic Biomass: A sustainable platform for production of bio-based chemicals and polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef] [Green Version]
- Belyea, R.L.; Rausch, K.D.; Tumbleson, M.E. Composition of corn and distillers dried grains with solubles from dry grind ethanol processing. Bioresour. Technol. 2004, 94, 293–298. [Google Scholar] [CrossRef]
- National Renewable Energy Laboratory (NREL). Determining the Cost of Producing Ethanol from Corn Starch and Lignocellulosic Feedstocks; NREL/TP-580-28893; National Renewable Energy Laboratory: Golden, CO, USA, 2000. [Google Scholar]
- Oregon OSHA. Technical Manual, Ethanol Processing; Oregon OSHA: Durham, OR, USA, 1996. [Google Scholar]
- Alibaba.com. Costs of Alpha Amylase. 2018. Available online: http://www.alibaba.com/showroom/a--amylase-price.html (accessed on 12 November 2018).
- Intelligen Inc. SuperPro Designer Software Version 9.5; Intelligen Inc.: Scotch Plains, NJ, USA, 2018. [Google Scholar]
- Alibaba.com. Costs of Gluco Amylase. 2018. Available online: http://www.alibaba.com/trade/search?fsb=y&IndexArea=product_en&CatId=&SearchText=gluco+amylase (accessed on 12 November 2018).
- Kwiatkowski, J.R.; Mcaloon, A.J.; Taylor, F.; Johnston, D.B. Modeling the process and costs of fuel ethanol production by the corn dry-grind process. Ind. Crop. Prod. 2006, 23, 288–296. [Google Scholar] [CrossRef]
- Humbird, D.; Davis, R.; Tao, L.; Kinchin, C.; Hsu, D.; Aden, A.; Schoen, P.; Lukas, J.; Olthof, B.; Worley, M.; et al. Process Design and Economics for Biochemical Conversion of Lignocellulosic Biomass to Ethanol; NREL/LTP-5100-47764; National Renewable Energy Laboratory: Golden, CO, USA, 2011. [Google Scholar]
- Suskovic, J.; Novak, S.; Maric, V.; Matosic, S. Lactic acid fermentation kinetics on different carbon sources. Prehrambeno—Tehnol. Biotehnol. Rev. 1991, 29, 155–158. [Google Scholar]
- Trontel, A.; Bar, V.; Slavica, A.; Novak, S. Modelling the Effect of Different Substrates and Temperature on the Growth and Lactic Acid Production by Lactobacillus amylovorus DSM 20531T in Batch Process. Food Technol. Biotechnol. 2010, 48, 352–361. [Google Scholar]
- Kosakai, Y.; Park, Y.S.; Okabe, M. Enhancement of L(+)-lactic acid production using mycelial flocs of Rhizopus oryzae. Biotechnol. Bioeng. 1997, 55, 461–470. [Google Scholar] [CrossRef]
- Joglekar, H.G.; Rahman, I.; Babu, S.; Kulkarni, B.D.; Joshi, A. Comparative assessment of downstream processing options for lactic acid. Sep. Purif. Technol. 2006, 52, 1–17. [Google Scholar] [CrossRef]
- Index Mundi. Lime Prices in the United States. 2013. Available online: http://www.indexmundi.com/en/commodities/minerals/lime/lime_t5.html (accessed on 10 November 2018).
- ICIS. Sulfuric Acid Cost. Indic. Chem. Prices A-Z. 2018. Available online: http://www.icis.com/explore/commodities/chemicals/channel-info-chemicals-a-z/ (accessed on 17 June 2018).
- Painuly, G. Methanol Prices Skyrocket by 180% Over Last Year. Cost Insights. 2017. Available online: http://www.costinsights.com/methanol-prices-skyrocket (accessed on 12 December 2018).
- USDA. Weekly Distillers Grains Summary. 2019. Available online: http://www.ams.usda.gov/mnreports/nw_gr115.txt (accessed on 22 February 2019).
- Macrotrends. Corn Prices—45 Year Historical Chart. 2019. Available online: http://www.macrotrends.net/2532/corn-prices-historical-chart-data (accessed on 2 January 2019).
- Statista. Average Pprice of Crude Gypsum on a Free-on Board (FOB) Mine Basis in the U.S. from 2007 to 2017 (in U.S. Dollars Per Metric Ton). 2017. Available online: http://www.statista.com/statistics/219363/wallboard-products-crude-price-in-the-us/ (accessed on 21 December 2018).
- Laquatra, J.; Pierce, M.R. Waste Management at the Construction Site. Cornell Coop. Ext. 2002. Available online: https://dea.human.cornell.edu/sites/default/files/pdf/waste_management-booklet.pdf (accessed on 20 December 2018).
- Wang, Y.; Tashiro, Y.; Sonomoto, K. Fermentative production of lactic acid from renewable materials: Recent achievements, prospects, and limits. J. Biosci. Bioeng. 2014, 119, 10–18. [Google Scholar] [CrossRef]
- Abdel-Rahman, M.A.; Tashiro, Y.; Sonomoto, K. Lactic acid production from lignocellulose-derived sugars using lactic acid bacteria: Overview and limits. J. Biotechnol. 2010, 156, 286–301. [Google Scholar] [CrossRef]
- Filachione, E.M.; Fisher, C.H. Purification of Lactic Acid. Ind. Eng. Chem. 1946, 38, 228–232. [Google Scholar] [CrossRef]
- Trading Economics. United State Inflation Rate. 2018. Available online: https://tradingeconomics.com/united-states/inflation-cpi (accessed on 12 December 2018).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Unit | Average Values a | Pessimistic Value b | Optimistic Value b |
|---|---|---|---|---|
| Plant size c | t/yr. | 100,000 | 80,000 | 120,000 |
| Annual operation hours c | h | 7920 | 7560 | 8280 |
| Corn grain (feedstock)price d | $/t | 180 | 279 | 138 |
| Feedstock moisture content [31,32,33] | % | 15 | ||
| Liquefaction and saccharification | ||||
| Starch to dextrin [34,35] | % | 98 | ||
| Residence time [34,35] | min | 7 | ||
| Temperature [34,35] | °C | 120 | ||
| Alpha amylase addition based on feedstock flow [34,35] | % | 0.02 | ||
| Alpha amylase cost [36] | $/kg | 10 | 15 | 6 |
| Lime addition [34,35] | % | 0.01 | ||
| Residence time for enzymatic hydrolysis/saccharification [34,35] | h | 48 | 53 | 43 |
| Enzymatic hydrolysis/saccharification temperature [34,35] | °C | 60 | ||
| Enzymatic hydrolysis reactor cost [37] | $/unit | 713,000 | 855,600 | 570,400 |
| Glucoamylase addition [34,35] | % | 0.02 | ||
| Glucoamylase cost [38] | $/kg | 8 | 14 | 4 |
| Fermentation | ||||
| Fermentation temperature [34,39] | °C | 32 | ||
| Fermentation time [34,35,40] | h | 48 | 53 | 43 |
| Fermentation tank cost [40] | $/unit | 966,000 | ||
| Glucose to lactic acid conversion using bacteria [41,42] | % | 90 | 85 | 95 |
| Glucose to lactic acid conversion using fungi [30,43] | % | 85 | 75 | 92 |
| Glucose to lactic acid conversion using yeast [23] | % | 93 | 85 | 95 |
| Nutrient cost | $/kg | 0.15 | 0.18 | 0.12 |
| Product separation and recovery | ||||
| Distillation temperature (after esterification) [44] | °C | 101 | ||
| Distillation temperature (after hydrolysis) [44] | °C | 66 | ||
| Drying temperature [44] | °C | 110 | ||
| Lime cost [45] | $/t | 110 | 150 | 90 |
| Sulfuric acid cost [46] | $/t | 70 | 94 | 57 |
| Methanol cost [47] | $/t | 442 | 530 | 353 |
| Gypsum use cost e | $/t | −50 | −100 | 8 |
| Stillage utilization | ||||
| Drying temperature [44] | °C | 110 | ||
| Distillers dried grain and soluble cost [48] | $/t | 140 |
| Time Parameters | Values | Capital Investment Parameters (Contd.) | Values |
|---|---|---|---|
| Analysis year * | 2018 | Buildings (% of PC) 3 | 45 |
| Year construction starts * | 2018 | Yard improvement (% of PC) 3 | 15 |
| Construction period (months) * | 18 | Auxilliary facilities (% of PC) 3 | 40 |
| Start-up period (months) * | 12 | Plant indirect cost (IC) parameters | |
| Project life (years) * | 30 | Engineering (% of DC) 3 | 20 |
| Inflation rate (%) 1 | 2.1 | Construction (% of DC) 3 | 20 |
| Financing parameters | Contractor’s fee (% of (DC + IC)) 3 | 5 | |
| Equity (%) | 40 | Contingencies (% of (DC + IC)) 3 | 10 |
| Loan term (years) | 12 | Annual operating cost parameters | Values |
| Loan interest (%) 2 | 8 | ||
| Depreciation method 2 | Straight line | Equipment maintenance (% of PC)3 | 10 |
| Depreciation period (years) 2 | 15 | Insurance (% of DFC) 3 | 1 |
| Income tax rate (%) 2 | 40 | Local taxes (% of DFC) 3 | 2 |
| Capital investment parameters | Overhead expense (% of DFC) 3 | 5 | |
| Plant direct costs (DC) parameters | Labor rate ($/h) 3 | 57 | |
| Process piping (% of equipment purchase cost (PC)) 3 | 35 | ||
| Instrumentation (% of PC) 3 | 40 | Electricity cost ($/kWh) 3 | 0.07 |
| Insulation (% of PC) 3 | 5 | Steam cost ($/t) 3 | 12 |
| Electrical (% of PC) 3 | 10 | Cooling water cost ($/t) 3 | 0.05 |
| Pathways | Bacteria-Based | Fungi-Based | Yeast-Based |
|---|---|---|---|
| Electricity (kWh/h) | |||
| Feedstock preparation | 421 | 447 | 393 |
| Liquefaction and saccharification | 553 | 587 | 517 |
| Fermentation | 3440 | 4378 | 2848 |
| Product separation and recovery | 863 | 896 | 577 |
| Stillage utilization | 540 | 556 | 471 |
| Total electricity use | 5816 | 6863 | 4806 |
| Steam (t/h) | |||
| Feedstock preparation | - | - | - |
| Liquefaction and saccharification | 29.5 | 31.3 | 27.5 |
| Fermentation | - | - | - |
| Product separation and recovery | 218.4 | 227.9 | 180.4 |
| Stillage utilization | 60.1 | 63.0 | 48.0 |
| Total steam use | 308.0 | 322.2 | 255.9 |
| Cooling water (t/h) | |||
| Feedstock preparation | - | - | - |
| Liquefaction and saccharification | 1651 | 1753 | 1543 |
| Fermentation | 493 | 535 | 410 |
| Product separation and recovery | 5809 | 5983 | 4628 |
| Stillage utilization | 400 | 423 | 316 |
| Total cooling water use | 8353 | 8695 | 6898 |
| Pathways | Bacteria-Based | Fungi-Based | Yeast-Based |
|---|---|---|---|
| Feedstock preparation | 2489 | 2489 | 2489 |
| Liquefaction and saccharification | 24,891 | 24,891 | 24,891 |
| Fermentation | 23,275 | 24,596 | 23,057 |
| Product separation and recovery | 20,562 | 20,562 | 16,971 |
| Stillage utilization | 19,234 | 19,234 | 19,234 |
| Total | 90,452 | 91,773 | 86,643 |
| Pathways | Bacteria-Based | Fungi-Based | Yeast-Based |
|---|---|---|---|
| Unit production cost ($/t) | 1181 | 1251 | 844 |
| Byproduct revenues ($/t) | 110 | 125 | 79 |
| Minimum selling price ($/t) | 1161 | 1226 | 842 |
| Gross margin (%) | 7.2 | 7.4 | 8.4 |
| Return on investment (%) | 13.1 | 13.0 | 13.1 |
| Payback period (years) | 7.6 | 7.7 | 7.6 |
| Net present value (million $) | 39.3 | 43.6 | 33.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manandhar, A.; Shah, A. Techno-Economic Analysis of Bio-Based Lactic Acid Production Utilizing Corn Grain as Feedstock. Processes 2020, 8, 199. https://doi.org/10.3390/pr8020199
Manandhar A, Shah A. Techno-Economic Analysis of Bio-Based Lactic Acid Production Utilizing Corn Grain as Feedstock. Processes. 2020; 8(2):199. https://doi.org/10.3390/pr8020199
Chicago/Turabian StyleManandhar, Ashish, and Ajay Shah. 2020. "Techno-Economic Analysis of Bio-Based Lactic Acid Production Utilizing Corn Grain as Feedstock" Processes 8, no. 2: 199. https://doi.org/10.3390/pr8020199
APA StyleManandhar, A., & Shah, A. (2020). Techno-Economic Analysis of Bio-Based Lactic Acid Production Utilizing Corn Grain as Feedstock. Processes, 8(2), 199. https://doi.org/10.3390/pr8020199