Treatment of Secondary Dust Produced in Rotary Hearth Furnace through Alkali Leaching and Evaporation–Crystallization Processes

Abstract
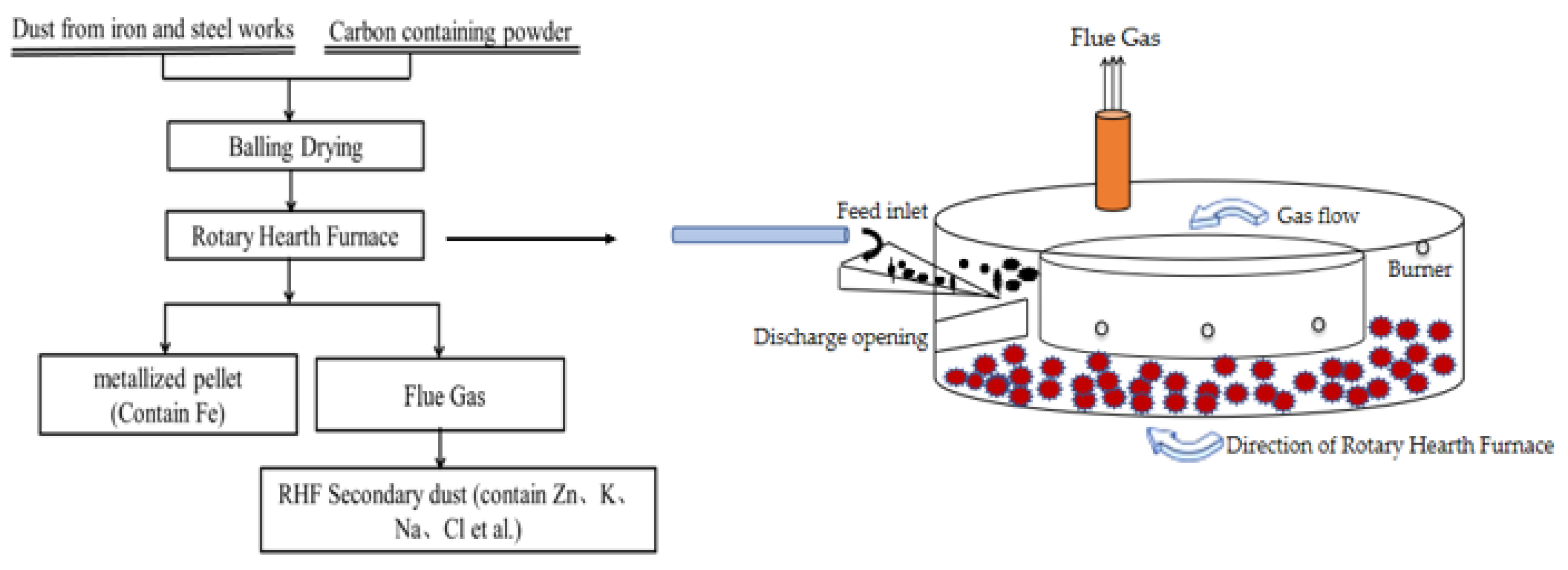
:1. Introduction
2. Experimental
2.1. Materials and Methods
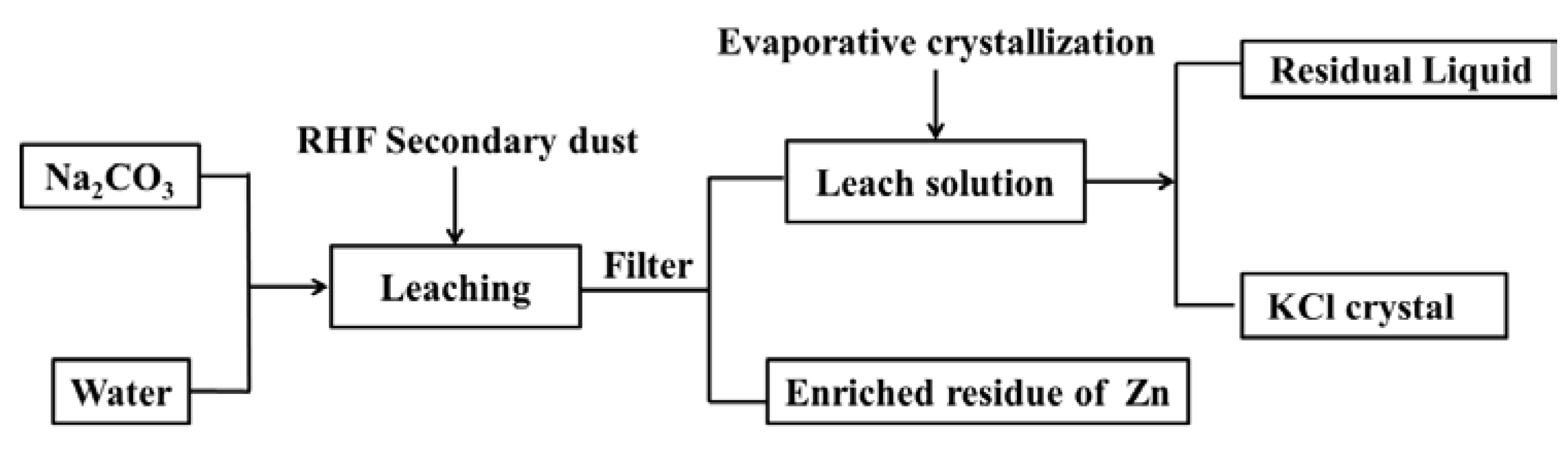
2.2. Experimental Scheme
2.3. Experimental Procedure
- (1)
- The calculation formula of the element leaching ratio is as follows:
- (2)
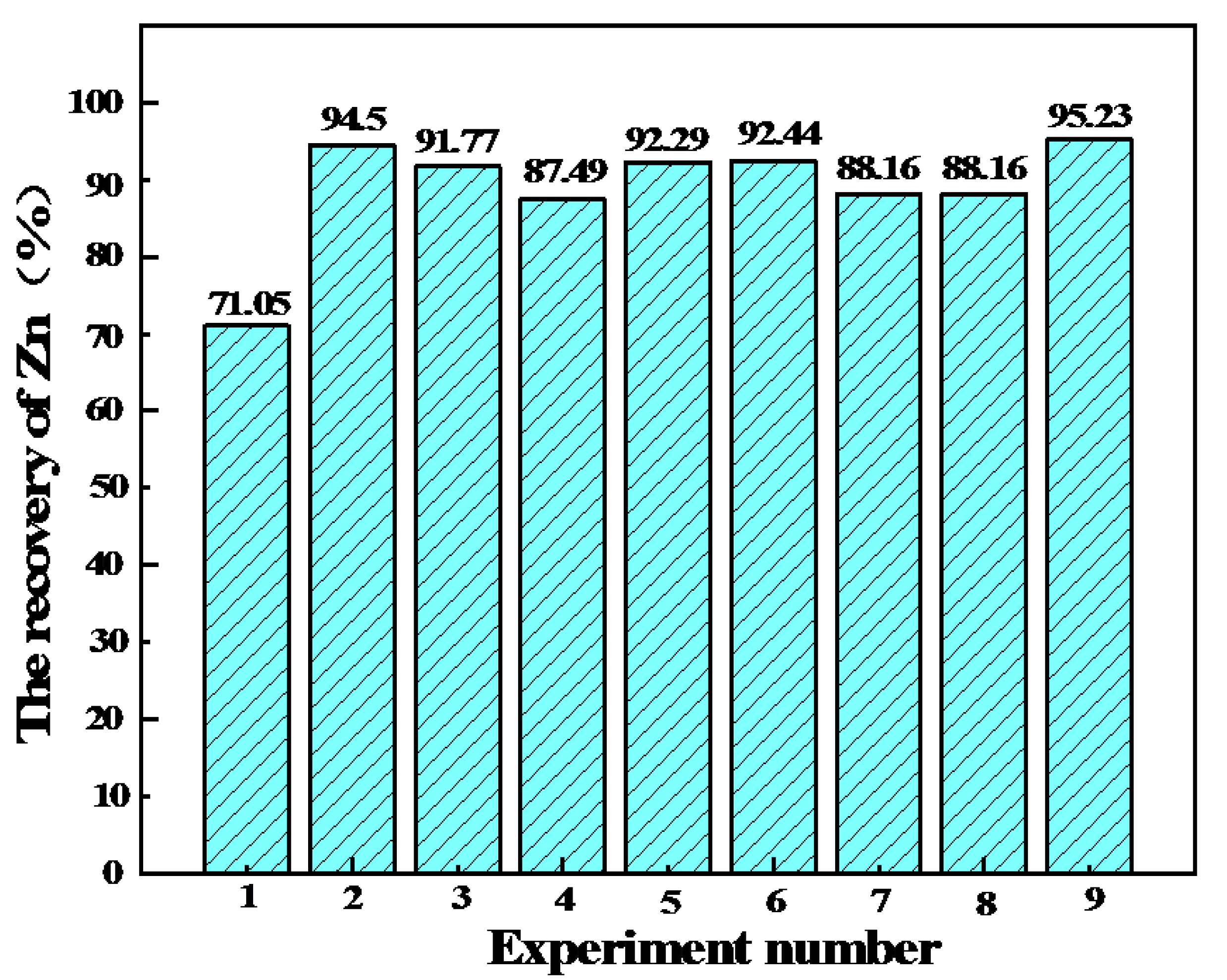
- The calculation formula of the zinc recovery ratio for the RHF secondary dust is as follows:where is the element leaching ratio, %; VL is the volume of the leaching solution, mL; KL is the element concentration in the leaching solution, mg/L; MR is the quantity of the RHF secondary dust, g; KR is the element content in the RHF secondary dust, %; W is the zinc recovery ratio in the RHF secondary dust, %; KS is the content of zinc in the leached residue, %; MS is the quantity of the leaching residue, g.
- (3)
- The formula for calculating the crystallinity of the potassium element and the mass fraction of K2O in the crystals is as follows:where is the crystallization ratio of K, %; MC is the quality of the crystal, g; WC is the potassium content in the crystal, %; VL is the volume of the leaching solution, mL; is the potassium concentration in the leaching solution, mg/L; β is the mass fraction of K2O in the crystal, %.
3. Results and Discussion
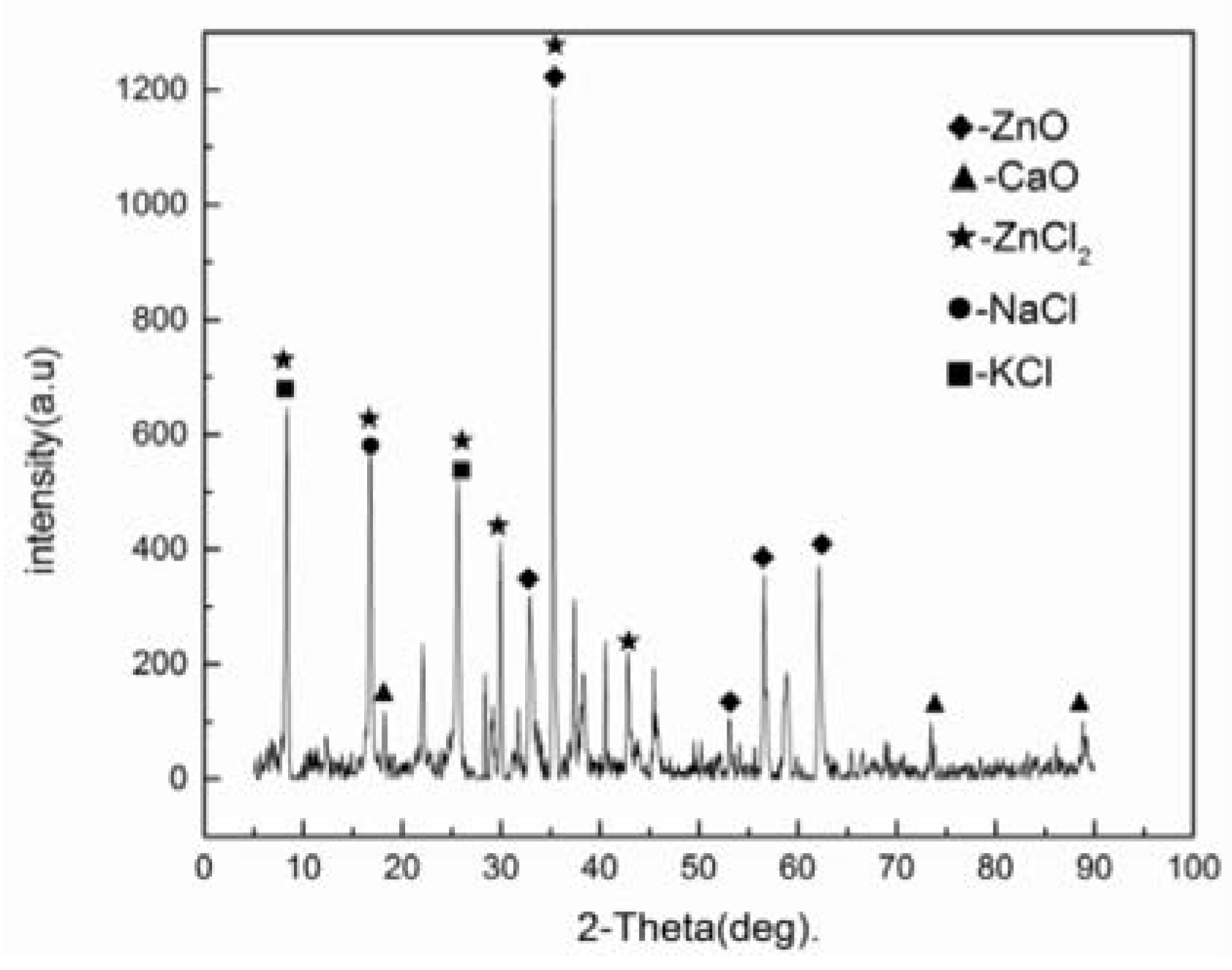
3.1. Characteristics of the RHF Secondary Dust
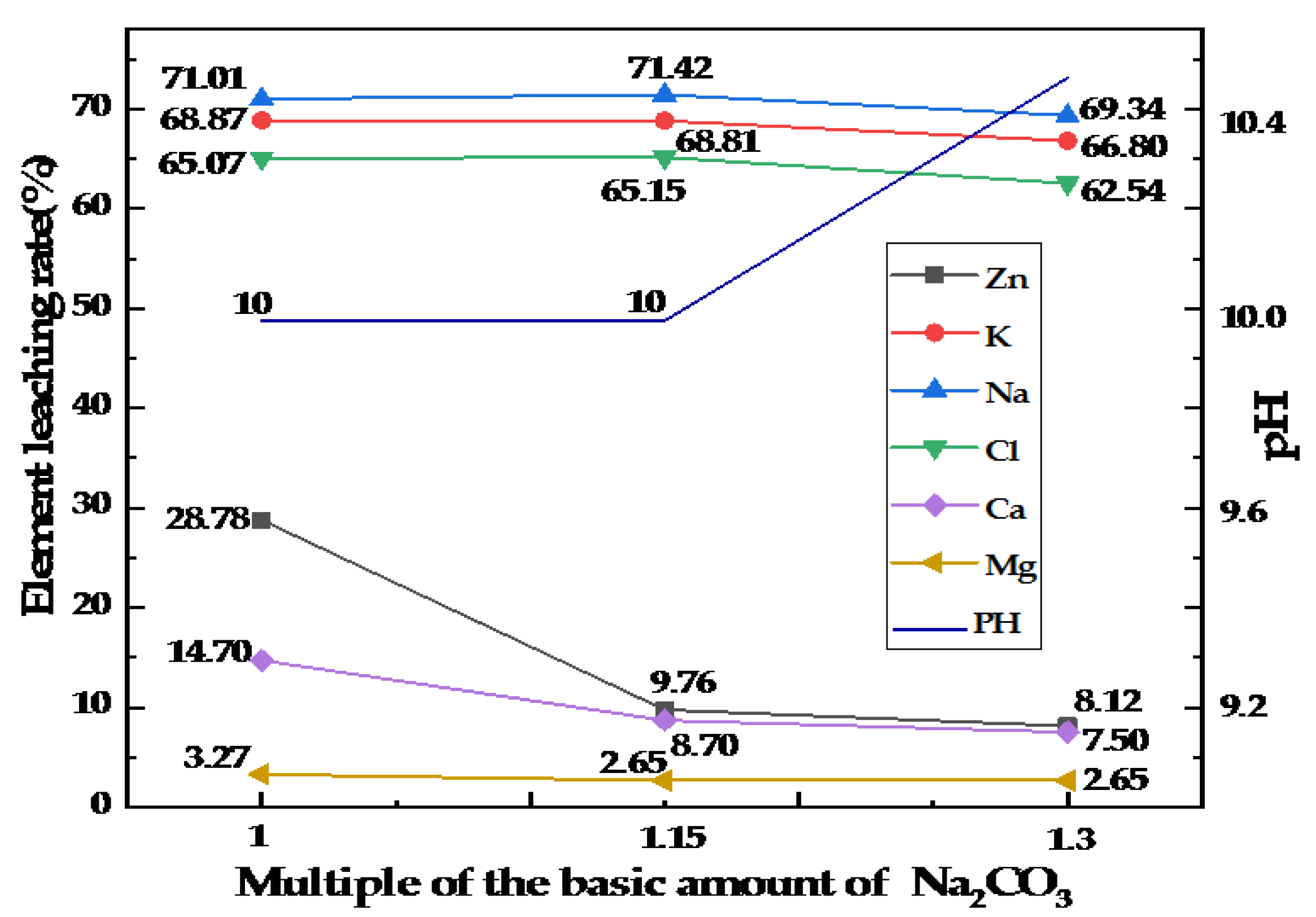
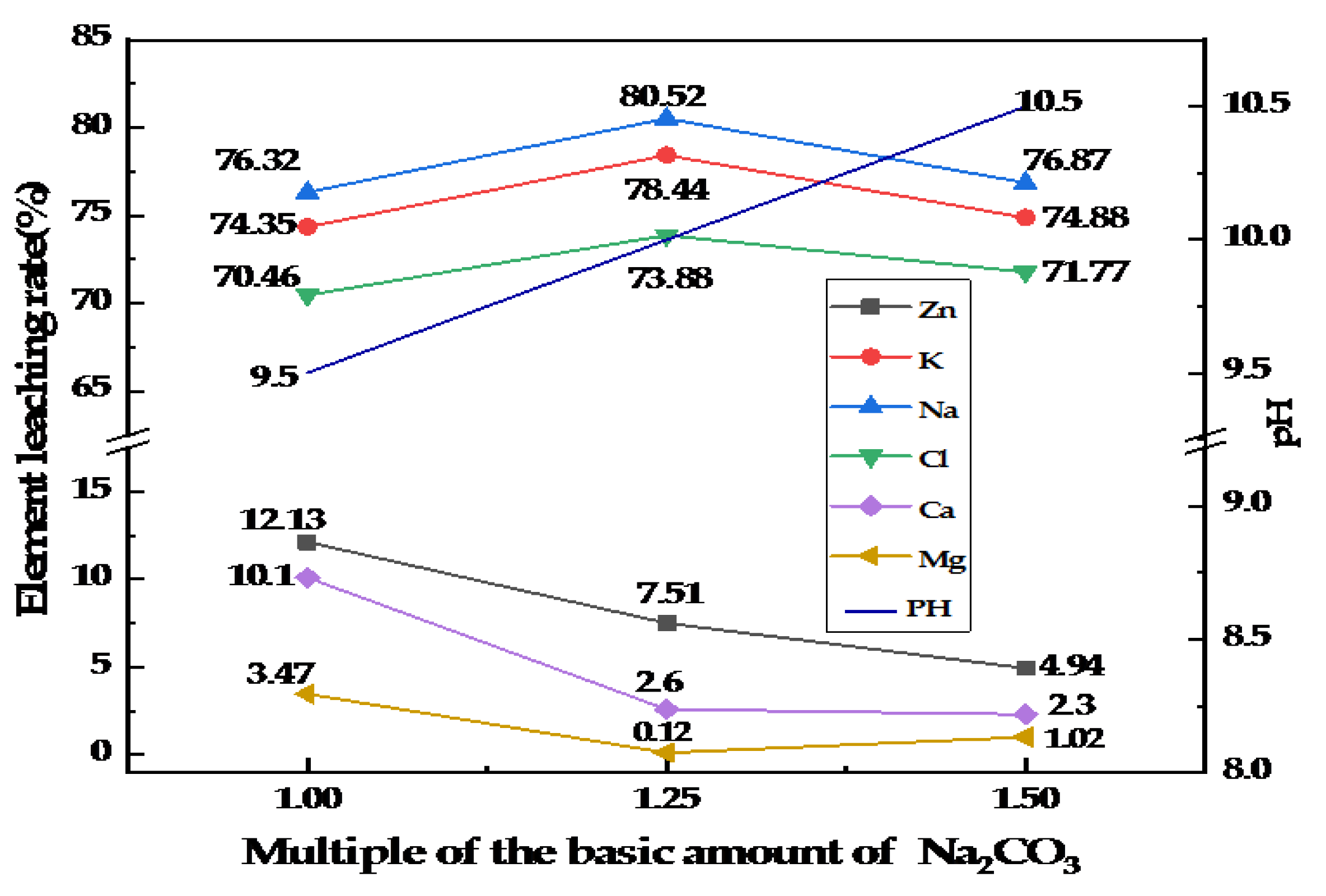
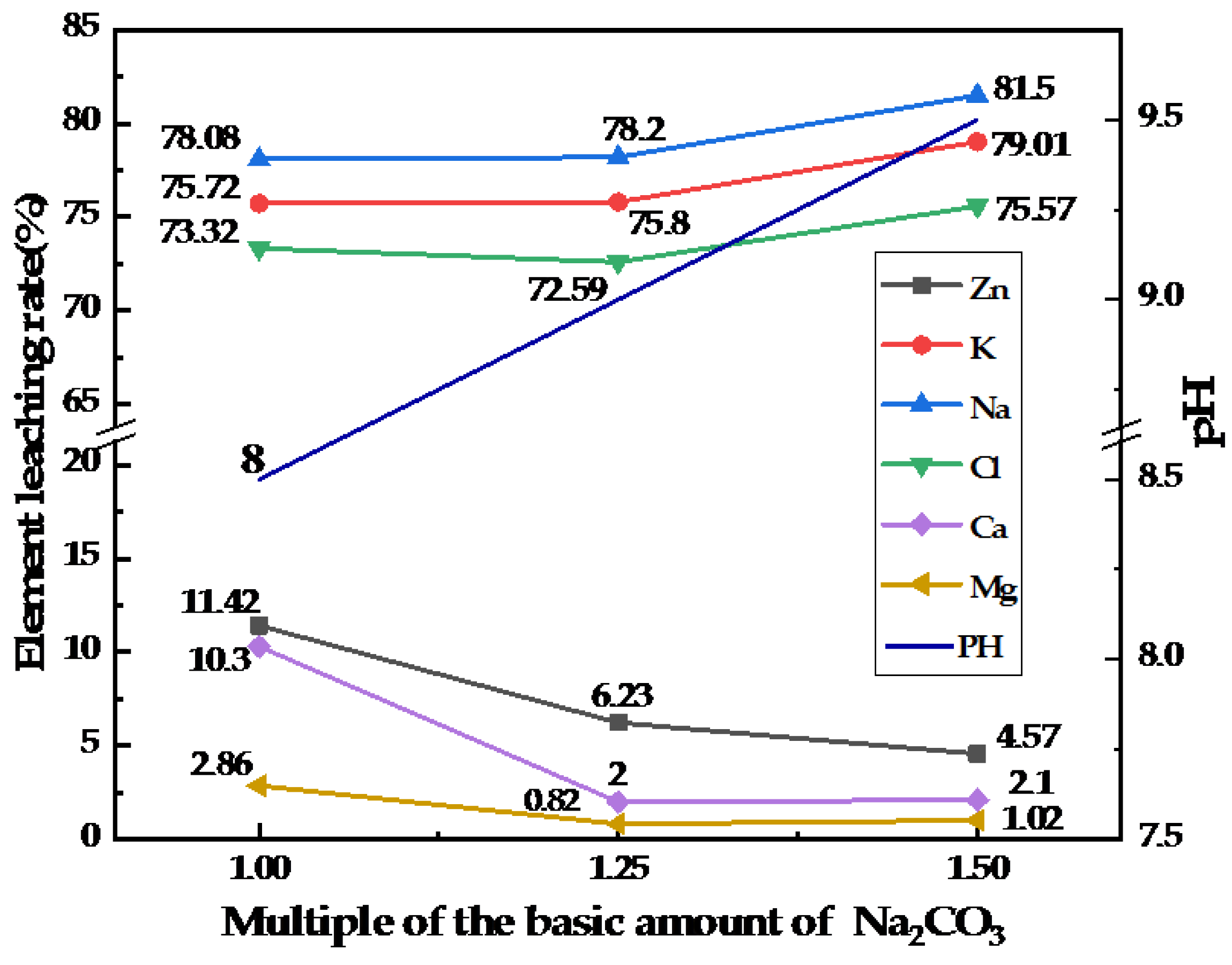
3.2. Effect of Technological Parameters of Alkali Leaching on Element Leaching Ratio
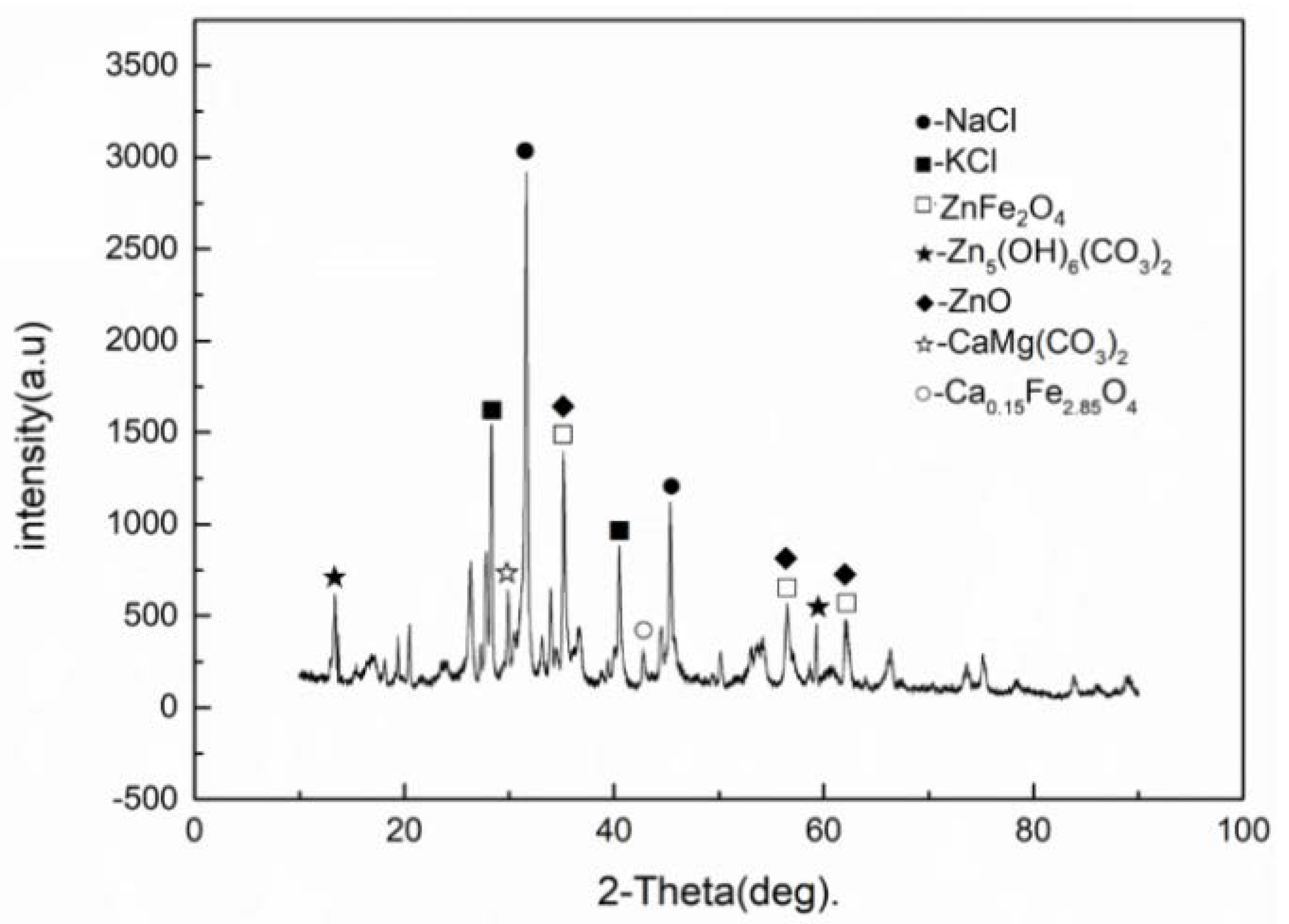
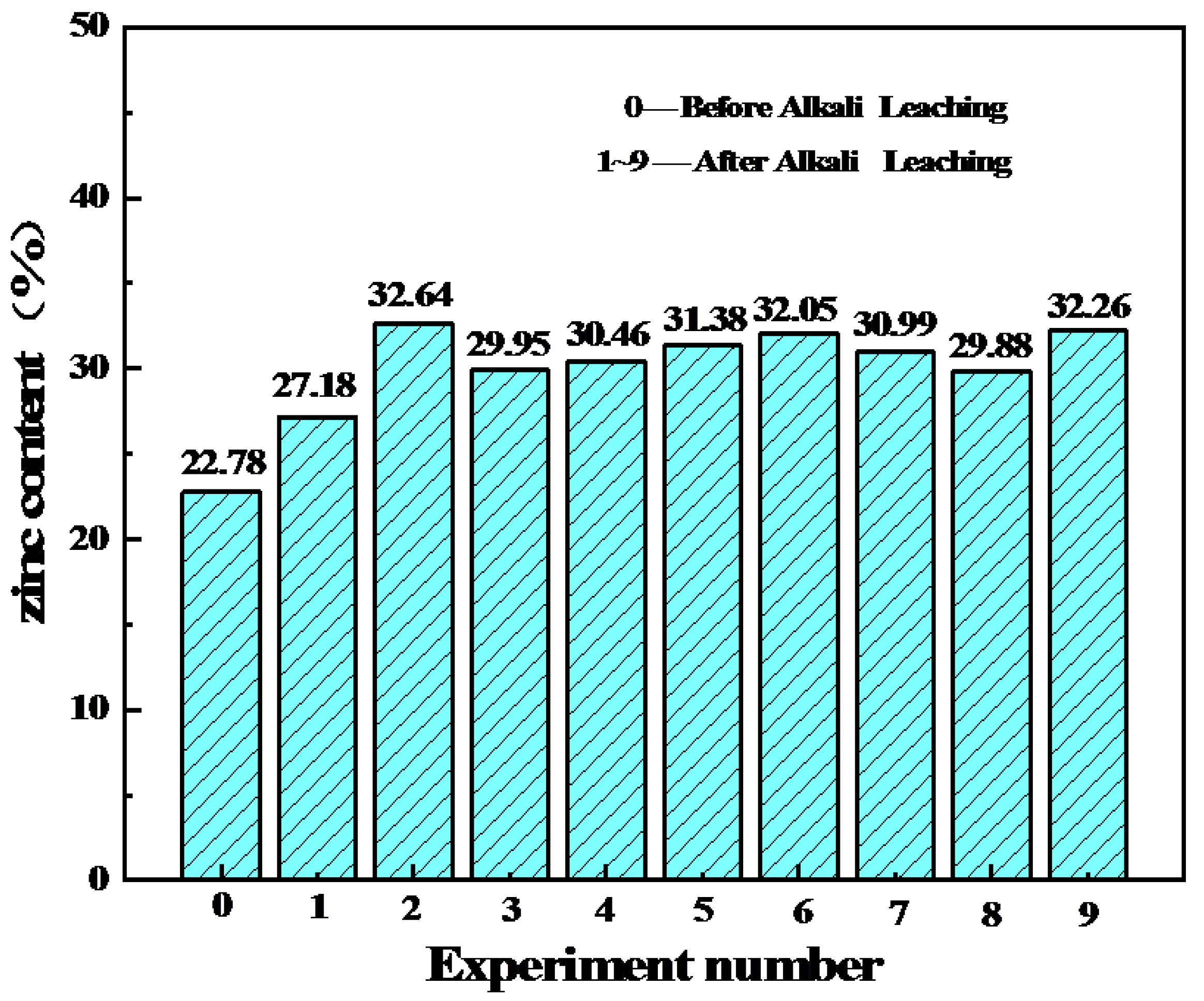
3.3. Composition of Leached Residue
3.4. Effect of the Evaporation–Crystallization Process Parameters on KCl Extraction
3.4.1. Effect of Volume Evaporation Ratio on KCl Extraction
3.4.2. Effect of Cooling Temperature on KCl Extraction
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
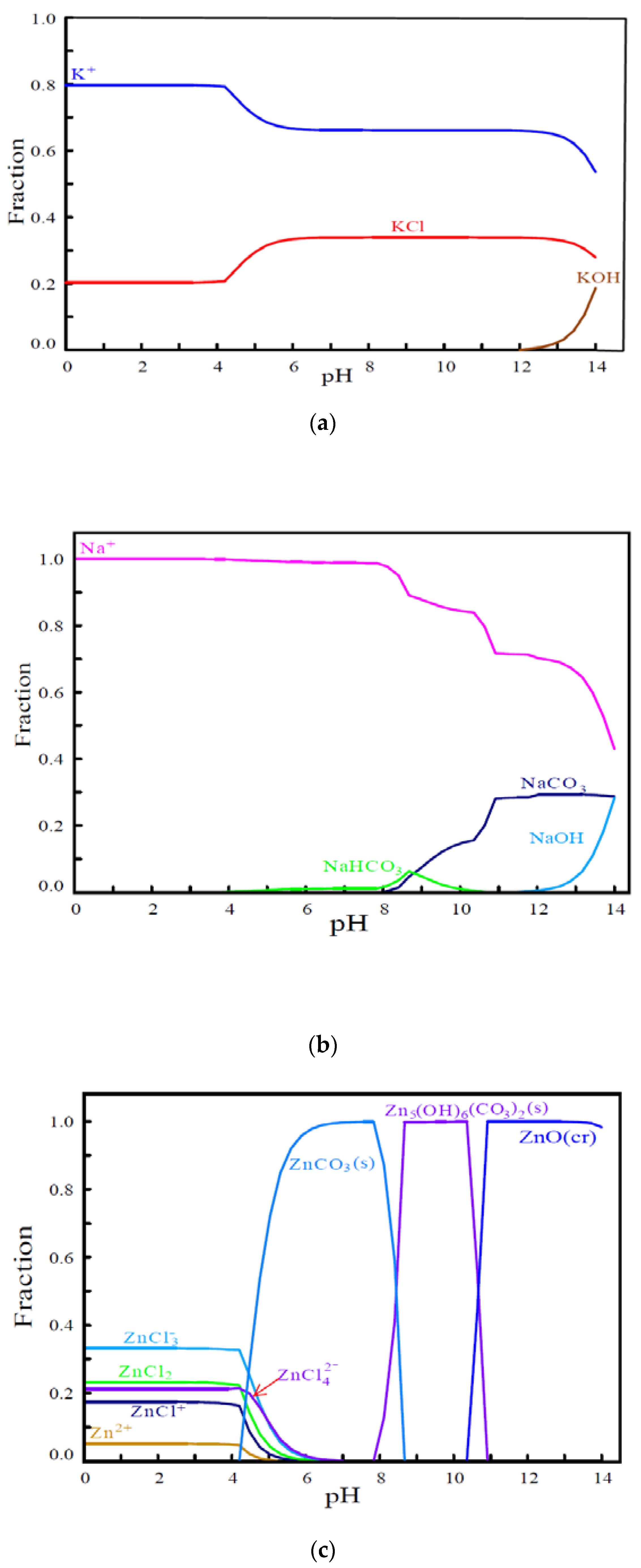
Appendix A
Analysis of Phase Equilibrium in Na2CO3 Leaching Solution

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Liquid–Solid Ratio | Ion Concentration in Leaching Solution (mol/L) | ||||||
|---|---|---|---|---|---|---|---|
| K+ | Na+ | Zn2+ | Fe2+ | Ca2+ | Mg2+ | Cl− | |
| 4:1 | 0.72 | 2.18 | 0.54 | 0.06 | 0.03 | 0.02 | 2.81 |

References
- Youcai, Z.; Stanforth, R. Integratiod hydrometallurgical process for production of zinc from electric arc furnace dust in alkaline medium. J. Hazard. Mater. 2000, 80, 223–240. [Google Scholar] [CrossRef]
- Li, C.L.; Tsai, M.S. Mechanism of spinel ferrite dust formation in electric arc furnace steelmaking. Isij Int. 1993, 33, 284–290. [Google Scholar] [CrossRef]
- Ismael, M.R.C.; Carvalho, J.M.R. Iron recovery from sulphate leach liquors in zinc hydrometallurgy. Min. Eng. 2003, 16, 31–39. [Google Scholar] [CrossRef]
- Puta, W.D. The Recovery of Zinc from EAF Dust by the Waltz Process. Steel Times 1989, 217, 194–195. [Google Scholar]
- China Statistics Bureau. Production of pig iron, crude steel and steel products reached a record high in May. Enterp. Decis. -Mak. Ref. 2019, 16, 31. [Google Scholar]
- Yang, D.; Guo, J.; Zhang, Q.; Chen, Z. Harm and treatment technology of zinc dust in steel plant. Gansu Metall. Gold 2017, 39, 82–85. [Google Scholar]
- Hara, Y.; Ishiwata, N.; Itaya, H.; Matsumoto, T. Smelting reduction process with a coke packed bed for steelmaking dust recycling. Isij Int. 2000, 40, 231–237. [Google Scholar] [CrossRef] [Green Version]
- Yamad, S. Simultaneous recovery of zinc and iron from electric arc furnace dust with a coke-packed bed smelting-reduction process. Iron Steel Eng. 1998, 74, 64–67. [Google Scholar]
- Zhang, W.; Zhao, D.; Liu, B.; Zhang, L.; Li, J.; Fan, Z.; Zhang, H. Status quo and analysis of industrial zinc dust treatment technology. Angang Steel Technol. 2018, 2, 10–15. [Google Scholar]
- Gerolf, S.; John, E.B. Steelworks residues and the Waelz kiln treatment of electric arc furnace dust. Iron Steel Inst. 1996, 73, 87. [Google Scholar]
- Gou, H.; Lu, W.-K. Using theRHF/SRVorRHF/EAFto Produce Liquid iron at a Low Coal Ratio. Iron Steel Mak. 1998, 3, 81–86. [Google Scholar]
- Zhitian, B.; Li, Y. Dust recovery system of Rotary hearth furnace for Nippon steel. Angang Steel Technol. 2007, 4, 56–60. [Google Scholar]
- Kobayashi, I.; Tanigaki, Y.; Uragami, A. A new process to produce iron directly from fine ore and coal. Iron Steel Mak. 2001, 28, 19–22. [Google Scholar]
- Fu, X.; Wang, B.; Liu, H.; Ma, H. Treatment technology and recovery of zinc dust in steel plant. Therm. Process. Technol. 2019, 48, 10–13. [Google Scholar]
- Lu, D. Status and prospect of zinc-containing dust treatment technology in Chinese steel enterprises. Angang Steel Technol. 2019, 3, 7–10. [Google Scholar]
- López, F.A.; Sáinz, E.; López-delgado, A.; Pascual, L.; Navarro, J.M.F. The use of blast furnace residue and derived materials in the vitrification of electric arc furnace dust. Metall. Mater. Trans. B 1996, 27, 379–384. [Google Scholar] [CrossRef]
- Zeydabadi, B.A.; Mowla, D.; Shariat, M.H.; Kalajahi, J.F. Zinc recovery from blast furnace flue dust. Hydrometallurgy 1997, 47, 113–125. [Google Scholar] [CrossRef]
- Oustadakis, P.; Tsakiridis, P.E.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD): Part I: Characterizationand leaching by diluted sulphuric acid. J. Hazard. Mater. 2010, 179, 1–7. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Oustadakis, P.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD) Part II: Downstream processing and zinc recovery by electrowinning. J. Hazard. Mater. 2010, 179, 8–14. [Google Scholar] [CrossRef]
- Gress, L. Recycling vitrification on process for electric arc furnace dust. Iron Steel Eng. 1993, 70, 38–40. [Google Scholar]
- Leclerc, N.; Meux, E.; Lecuire, J. Hydrometallurgical recovery of zinc and lead from electric arc furnace dust using mononitrilotriacetate anion and hexahydratiod ferric chloride. J. Hazard. Mater. 2002, 91, 257–270. [Google Scholar] [CrossRef]
- Dutra, A.J.B.; Palva, P.R.P.; Tavares, L.M. Alkaline leaching of zinc from electric arc furnace steel dust. Miner. Eng. 2006, 19, 478–485. [Google Scholar] [CrossRef]
- Makkonen, H.T.; Kekki, A.; Heikkinen, E.-P.; Fabritius, T.; Aromaa, J.; Forsen, O. Characterization and sulfuric acid leaching of ferrochrome converter (CRC) dust. Steel Res. Int. 2015, 86, 1–9. [Google Scholar] [CrossRef]
- Omran, M.; Fabritius, T. Effect of steelmaking dust characteristics on suitable recycling process determining: Ferrochrome converter (CRC) and electric arc furnace (EAF) dusts. Powder Technol. 2017, 308, 47–60. [Google Scholar] [CrossRef] [Green Version]
- Vircikova, E.; Havlik, M. Removing as from converter dust by a hydrometallurgical method. JOM 1999, 51, 9. [Google Scholar] [CrossRef]
- Ha, T.K.; Kwon, B.H.; Park, K.S.; Mohapatra, D. Selective leaching and recovery of bismuth as Bi2O3from copper smelter converter dust. Sep. Purif. Technol. 2015, 142, 116–122. [Google Scholar] [CrossRef]
- Jiang, K.; Guo, Z. Extraction of metals from a zinc smelting slag using two-step procedure combining acid and ethylene diaminetetraacetic acid disodium. J. Cent. South Univ. 2012, 19, 1808–1812. [Google Scholar] [CrossRef]
- Deniz, M.; Turan, H.; Altundoğan, S.; Tümen, F. Recovery of zinc and lead from zinc plant residue. Hydrometallurgy 2004, 75, 169–176. [Google Scholar]
- Das, B.; Prakash, S.; Reddy, P.S.R.; Misra, V.N. An overview of utilization of residue and sludge from steel industries. Resour. Conserv. Recycl. 2007, 50, 40–57. [Google Scholar] [CrossRef]
- Kang, J.F. Preparation of basic zinc carbonate and active zinc oxide from zinc fume. Nonferrous Metall. 2003, 19, 28–31. [Google Scholar]
- Tang, H.; Zhang, H.; Fan, L.; Guo, Z. Zinc Oxide Preparation Using Rotary Hearth Furnace Secondary Dust. TMS 2014, 17, 587–594. [Google Scholar]
- Liu, H. Study on Zinc-Rich Lead Furnace Ash Process of Alkali Treatment in Rotary Bottom Furnace; Anhui University of Technology: Anhui, China, 2012. [Google Scholar]
- Wu, Z. Study on High Zinc and Lead Dust Technology in Acid Treatment of Rotary Bottom Furnace; Anhui University of Technology: Anhui, China, 2012. [Google Scholar]
- Zeng, H.; Xue, Q.; Zhang, Y.; Wang, G. A Method to Extract Zinc, Potassium and Sodium by Using Secondary Dust from Rotary Furnace. China 201210316773.1, 5 December 2012. [Google Scholar]
- Zhou, D.N. Application of HYDRA/MEDUSA in university chemistry teaching. Univ. Chem. 2015, 30, 21–25. [Google Scholar]










| Zinc Dust Species | Chemical Composition | Zn Range (wt%) | Fe Range (wt%) | K Range (wt%) | Na Range (wt%) | Main Phase Containing Zinc |
|---|---|---|---|---|---|---|
| Blast furnace dust [14,15,16,17] | Fe, Si, Al, K, Cl, Ca, ZnNa, C, et al. | 0–17 | 10–40 | 0.04–0.8 | 0.05–0.7 | ZnO |
| Electric furnace dust [18,19,20,21,22] | Fe, Zn, Si, Ca, Na, K, Cl, et al. | 2–46 | 10–45 | 0.35–2.3 | 0.5–1.8 | ZnFe2O4, ZnO |
| Converter dust [2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26] | Fe, Zn, Si, Ca, Na, K, Cl, et al. | 0–7 | 41–68 | 0.2–1 | 0.2–0.5 | ZnFe2O4, ZnO |
| Zinc smelting waste residue [27,28,29,30] | Zn, Fe, S, Pb, Cd, Ag, Si, et al. | 20–50 | 2–18 | - | - | ZnFe2O4, ZnO, Zn2SO4, ZnS, Zn2(SiO)4 |
| Secondary dust of RHF [31,32,33,34] | Zn, K, Na, Fe, Cl, Ca, Mg, et al. | 21–80 | 1.2–5 | 10–23 | 3–8 | ZnO, ZnCl2, Zn2SO, ZnS |
| Liquid–Solid Ratio | Element Content in Water Immersion Solution (g/L) | ||||||
|---|---|---|---|---|---|---|---|
| K | Na | Cl | Zn | Fe | Ca | Mg | |
| 2:1 | 55.30 | 35.79 | 193.94 | 66.21 | 6.61 | 2.77 | 0.92 |
| Experiment Number | Liquid–Solid Ratio | Basic Addition Amount Multiple | Consumption of Na2CO3 (g) |
|---|---|---|---|
| 1 | 2:1 | 1 | 24.85 |
| 2 | 2:1 | 1.15 | 28.61 |
| 3 | 2:1 | 1.3 | 32.34 |
| 4 | 4:1 | 1 | 24.88 |
| 5 | 4:1 | 1.25 | 31.09 |
| 6 | 4:1 | 1.5 | 37.31 |
| 7 | 6:1 | 1 | 24.87 |
| 8 | 6:1 | 1.25 | 31.09 |
| 9 | 6:1 | 1.5 | 37.31 |
| Influence Factor | Experimental Parameters |
|---|---|
| Evaporating temperature | 80 °C |
| Volume–evaporation ratio | 30%, 40%, 50%, 60% |
| Cooling temperature | 5 °C, 15 °C, 25 °C, 35 °C |
| Zn | K | Na | Fe | Ca | Mg | Al | Cu | Si |
|---|---|---|---|---|---|---|---|---|
| 22.78 | 12.77 | 7.92 | 3.73 | 1.00 | 0.49 | 0.29 | 0.15 | 0.68 |
| Composition | Fe2O3 | ZnO | CaO | MgO | SiO2 | Cl |
|---|---|---|---|---|---|---|
| content (wt%) | 1.49 | 6.84 | 0.39 | 0.24 | 0.88 | 47.22 |
| Experiment Number | Testing Result | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Element Content in Leaching Solution (g/L) | Element Content in Leached Residue (wt%) | |||||||||
| K | Na | Cl | Zn | Ca | Mg | K | Na | Cl | Zn | |
| 1 | 53.63 | 84.14 | 187.35 | 39.97 | 0.90 | 0.10 | 6.64 | 8.22 | 23.96 | 27.18 |
| 2 | 53.91 | 92.48 | 188.73 | 13.64 | 0.53 | 0.08 | 6.03 | 7.97 | 23.44 | 32.64 |
| 3 | 54.68 | 101.44 | 189.30 | 11.86 | 0.48 | 0.08 | 6.04 | 8.77 | 22.62 | 29.95 |
| 4 | 29.31 | 45.16 | 102.69 | 8.53 | 0.31 | 0.052 | 4.93 | 6.13 | 19.56 | 30.46 |
| 5 | 29.29 | 51.76 | 102.01 | 5.00 | 0.076 | 0.002 | 4.05 | 5.48 | 16.16 | 31.38 |
| 6 | 29.79 | 59.37 | 105.57 | 3.50 | 0.071 | 0.02 | 4.67 | 7.46 | 16.52 | 32.05 |
| 7 | 19.78 | 30.43 | 70.80 | 5.32 | 0.21 | 0.03 | 4.68 | 5.85 | 18.81 | 30.99 |
| 8 | 19.84 | 34.99 | 70.24 | 2.91 | 0.04 | 0.008 | 4.68 | 6.59 | 15.96 | 29.88 |
| 9 | 19.78 | 39.35 | 69.97 | 2.04 | 0.04 | 0.01 | 3.96 | 5.93 | 15.67 | 32.26 |
| Volume–Evaporation Ratio (%) | Crystallization Ratio of K (%) | Crystallization Ratio of Na (%) | Crystal KCl Content (%) | Crystal K2O Mass Fraction (%) | KCl Crystal Quality (g/100 g RHF Secondary) |
|---|---|---|---|---|---|
| 30 | 20.14 | 0.13 | 95.11 | 60.00 | 4.22 |
| 40 | 45.09 | 0.88 | 94.44 | 59.58 | 8.98 |
| 50 | 52.17 | 1.07 | 92.54 | 58.38 | 10.61 |
| 60 | 71.62 | 2.67 | 60.38 | 38.09 | 22.07 |
| Cooling Temperature (°C) | Crystallization Ratio of K (%) | Crystallization Ratio of Na (%) | The Crystals KCl Content (%) | The Crystals K2O mass Fraction (%) | KCl Crystal Quality (g/100 g RHF Secondary) |
|---|---|---|---|---|---|
| 5 | 52.34 | 1.23 | 91.95 | 58.01 | 10.64 |
| 15 | 52.17 | 1.07 | 92.54 | 58.38 | 10.61 |
| 25 | 52.05 | 1.03 | 93.51 | 58.99 | 10.60 |
| 35 | 48.88 | 0.46 | 97.99 | 61.82 | 8.87 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, S.; Liang, X.; Tang, Q. Treatment of Secondary Dust Produced in Rotary Hearth Furnace through Alkali Leaching and Evaporation–Crystallization Processes. Processes 2020, 8, 396. https://doi.org/10.3390/pr8040396
Liang S, Liang X, Tang Q. Treatment of Secondary Dust Produced in Rotary Hearth Furnace through Alkali Leaching and Evaporation–Crystallization Processes. Processes. 2020; 8(4):396. https://doi.org/10.3390/pr8040396
Chicago/Turabian StyleLiang, Shuang, Xiaoping Liang, and Qian Tang. 2020. "Treatment of Secondary Dust Produced in Rotary Hearth Furnace through Alkali Leaching and Evaporation–Crystallization Processes" Processes 8, no. 4: 396. https://doi.org/10.3390/pr8040396
APA StyleLiang, S., Liang, X., & Tang, Q. (2020). Treatment of Secondary Dust Produced in Rotary Hearth Furnace through Alkali Leaching and Evaporation–Crystallization Processes. Processes, 8(4), 396. https://doi.org/10.3390/pr8040396