Renewable Pulverized Biomass Fuel for Internal Combustion Engines



Abstract
:1. Introduction
2. Experimental Data
3. Mathematical Models and Methods
3.1. Particle Transport Model
3.2. Modeling of Rocket Propulsion
3.3. Particle Heating and Drying Model
3.4. Gasification/Devolatilization Models
3.4.1. Gasification/Devolatilization Model 1
3.4.2. Gasification/Devolatilization Model 2
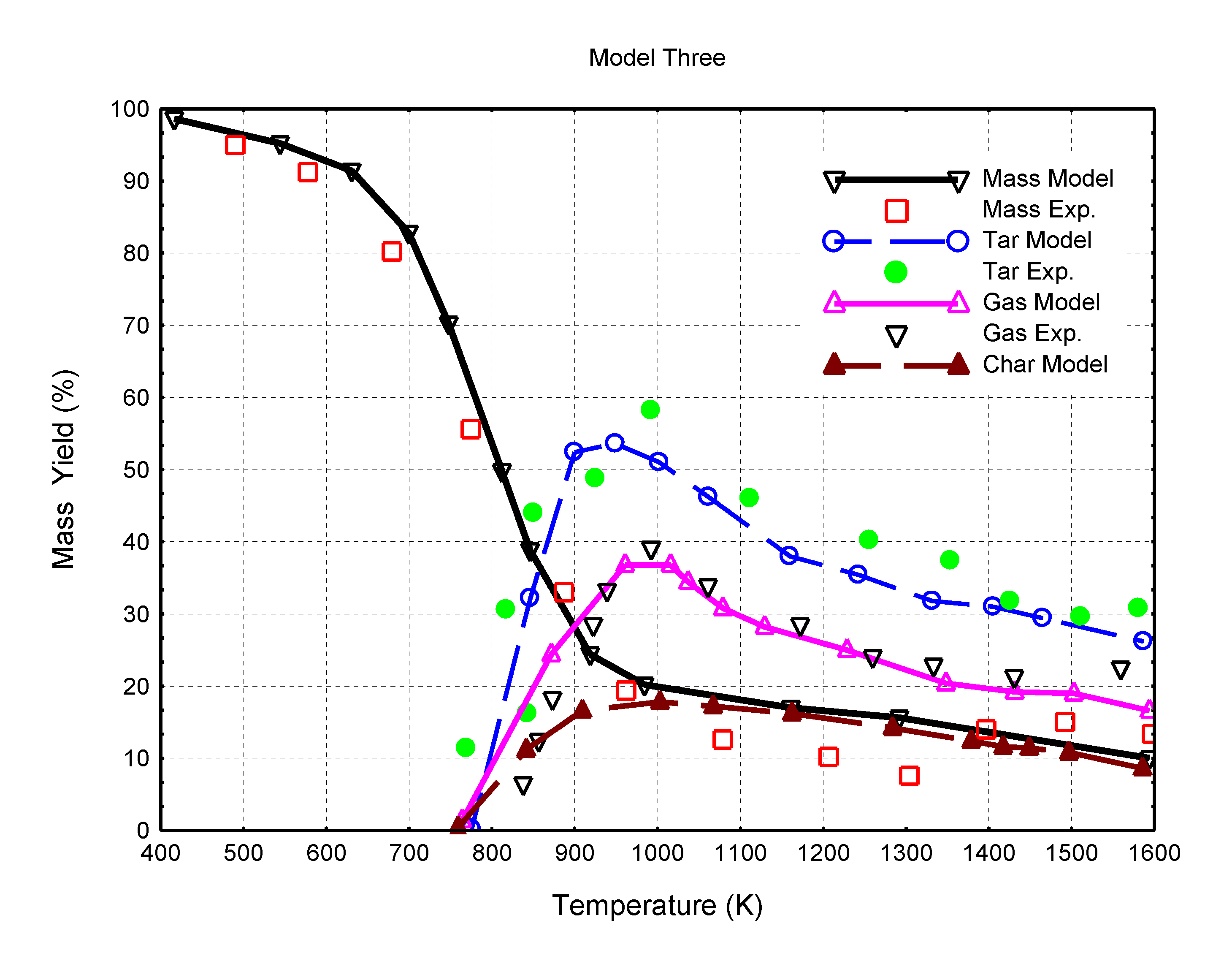
3.4.3. Gasification/Devolatilization Model 3
3.5. Tar Gasification and/or Devolatilization Model
3.6. Biomass Powder Shrinkage Model
3.7. Simulation Scheme and Methods
4. Results and Discussions
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Elfasakhany, A. Investigation on performance and emissions characteristics of an internal combustion engine fuelled with petroleum gasoline and a hybrid methanol-gasoline fuel. Int. J. Eng. Technol. 2013, 13, 24–43. [Google Scholar]
- Elfasakhany, A. The Effects of Ethanol-Gasoline Blends on Performance and Exhaust Emission Characteristics of Spark Ignition Engines. Int. J. Automot. Eng. 2014, 4, 608–620. [Google Scholar]
- Elfasakhany, A. Experimental study on emissions and performance of an internal combustion engine fueled with gasoline and gasoline/n-butanol blends. Energy Convers. Manag. 2014, 88, 277–283. [Google Scholar] [CrossRef]
- Elfasakhany, A. Experimental investigation on SI engine using gasoline and a hybrid iso-butanol/gasoline fuel. Energy Convers. Manag. 2015, 95, 398–405. [Google Scholar] [CrossRef]
- Elfasakhany, A. Investigations on the effects of ethanol-methanol-gasoline blends in a spark-ignition engine: Performance and emissions analysis. Eng. Sci. Technol. 2015, 18, 713–719. [Google Scholar] [CrossRef] [Green Version]
- Elfasakhany, A. Experimental study of dual n-butanol and iso-butanol additives on spark-ignition engine performance and emissions. Fuel 2016, 163, 166–174. [Google Scholar] [CrossRef]
- Elfasakhany, A. Performance and emissions analysis on using acetone–gasoline fuel blends in spark ignition engine. Eng. Sci. Technol. 2016, 19, 1224–1232. [Google Scholar] [CrossRef] [Green Version]
- Elfasakhany, A.; Mahrous, A.-F. Performance and emissions assessment of n-butanol–methanol–gasoline blends as a fuel in spark-ignition engines. Alex. Eng. J. 2016, 55, 3015–3024. [Google Scholar] [CrossRef] [Green Version]
- Elfasakhany, A. Engine performance evaluation and pollutant emissions analysis using ternary bio-ethanol–iso-butanol–gasoline blends in gasoline engines. J. Clean. Prod. 2016, 139, 1057–1067. [Google Scholar] [CrossRef]
- Elfasakhany, A. Performance and emissions of spark-ignition engine using ethanol–methanol–gasoline, n-butanol–iso-butanol–gasoline and iso-butanol–ethanol–gasoline blends: A comparative study. Eng. Sci. Technol. 2016, 19, 2053–2059. [Google Scholar] [CrossRef] [Green Version]
- Elfasakhany, A. Investigations on performance and pollutant emissions of spark-ignition engines fueled with n-butanol–, iso-butanol–, ethanol–, methanol–, and acetone–gasoline blends: A comparative study. Renew. Sustain. Energy Rev. 2017, 71, 404–413. [Google Scholar] [CrossRef]
- Elfasakhany, A. Exhaust emissions and performance of ternary iso-butanol–bio-methanol–gasoline and n-butanol–bio-ethanol–gasoline fuel blends in spark-ignition engines: Assessment and comparison. Energy 2018, 158, 830–840. [Google Scholar] [CrossRef]
- Elfasakhany, A. Alcohols as Fuels in Spark Ignition Engines: Second Blended Generation; Lambert Academic Publishing: Saarbrucken, Germany, 2017; ISBN 978-3-659-97691-9. [Google Scholar]
- Elfasakhany, A. Biofuels in Automobiles: Advantages and Disadvantages: A Review. Curr. Altern. Energy 2019, 3, 1–7. [Google Scholar] [CrossRef]
- Elfasakhany, A. Benefits and Drawbacks on the Use Biofuels in Spark Ignition Engines; Lambert Academic Publishing: Saarbrucken, Germany, 2017; ISBN 978-620-2-05720-2. [Google Scholar]
- Elfasakhany, A.; Bai, X.S. Simulation of Wood Powder Flames in a Vertical Furnace, 3rd ed.; Combustion Symposium: Marrakech, Morocco, 2003; p. 144. [Google Scholar]
- Elfasakhany, A.; Tao, L.X.; Bai, X.S. Transport of pulverized wood particles in turbulent flow: Numerical and experimental studies. Energy Procedia 2014, 61, 1540–1543. [Google Scholar] [CrossRef] [Green Version]
- Vamvuka, D.; Karakas, E.; Kastanaki, E.; Grammelis, P. Pyrolysis characteristics and kinetics of biomass residuals mixtures with lignite. Fuel 2003, 82, 1949–1960. [Google Scholar] [CrossRef]
- Elfasakhany, A. Modelling of Pulverised Wood Flames. Ph.D. Thesis, Lund Univ., Lund, Sweden, 2005. [Google Scholar]
- Elfasakhany, A.; Bai, X.S. Numerical and experimental studies of irregular-shape biomass particle motions in turbulent flows. Eng. Sci. Technol. 2019, 22, 249–265. [Google Scholar] [CrossRef]
- Elfasakhany, A.; Bai, X.S.; Espenas, B.; Tao, L.; Larfeldt, J. Effect of Moisture and Volatile Releases on Motion of Pulverised Wood Particles. In Proceedings of the 7th Int. Conf. on Energy for a Clean Environment, Lisbon, Portugal, 7–10 July 2003; p. 167. [Google Scholar]
- Tao, L.; Berge, N.; Elfasakhany, A.; Bai, X.S. Experimental and Numerical Studies of a Pulverised Wood Flame. In Proceedings of the 6th European Conf. on Industrial Furnaces and Boilers, Lisbon, Portugal, 2–5 April 2002. [Google Scholar]
- Elfasakhany, A.; Tao, L.; Espenas, B.; Larfeldt, J.; Bai, X.S. Pulverised Wood Combustion in a Vertical Furnace: Experimental and Computational Analyses. Appl. Energy 2013, 112, 454–464. [Google Scholar] [CrossRef]
- Elfasakhany, A.; Bai, X.S. Modelling of pulverised wood combustion: A comparison of different models. Prog. Comput. Fluid Dyn. 2006, 6, 188–199. [Google Scholar] [CrossRef]
- Sadhukhan, A.K.; Gupta, P.; Goyal, T.; Saha, R.K. Modelling of pyrolysis of coal–biomass blends using thermogravimetric analysis. Bioresour. Technol. 2008, 99, 8022–8026. [Google Scholar] [CrossRef] [PubMed]
- Sepman, A.V.; de Goey, L.P.H. Plate reactor as an analysis tool for rapid pyrolysis of biomass. Biomass Bioenergy 2011, 35, 2903–2909. [Google Scholar] [CrossRef]
- Kaushal, P.; Abedi, J.; Mahinpey, N. A comprehensive mathematical model for biomass gasification in a bubbling fluidized bed reactor. Fuel 2010, 89, 3650–3661. [Google Scholar] [CrossRef]
- Hatakeyama, T.; Quinn, F.X. Thermal Analysis—Fundamentals and Applications to Polymer Science; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 1999. [Google Scholar]
- Haykiri-Acma, H.; Yaman, S. Synergy in devolatilization characteristics of lignite and hazelnut shell during co-pyrolysis. Fuel 2007, 86, 273–380. [Google Scholar] [CrossRef]
- Meesri, C.; Moghtaderi, B. Lack of synergetic effects in the pyrolytic characteristics of woody biomass/coal blends under low and high heating rate regimes. Biomass Bioenergy 2002, 23, 55–66. [Google Scholar] [CrossRef]
- Nassar, M.N. Thermal analysis of kinetics of Bagasse and Rice Straw. Energy Sources 1999, 21, 131–137. [Google Scholar] [CrossRef]
- Vuthaluru, H.B. Investigation into the pyrolytic behaviour of coal/biomass blends using thermogravimetric analysis. Bioresour. Technol. 2004, 92, 187–195. [Google Scholar] [CrossRef]
- Sutcu, H. Pyrolysis by thermogravimetric analysis of blends of peat with coals of different characteristics and biomass. J. Chin. Inst. Chem. Eng. 2007, 38, 245–249. [Google Scholar] [CrossRef]
- Zhou, L.; Wang, Y.; Huang, Q.; Cai, J. Thermogravimetric characteristics and kinetics of plastic and biomass blends co-pyrolysis. Fuel Process. Technol. 2006, 87, 963–969. [Google Scholar] [CrossRef]
- Di Blasi, C. Modelling chemical and physical processes of wood and biomass pyrolysis. Prog. Energy Combust. Sci. 2008, 34, 47–90. [Google Scholar] [CrossRef]
- Rodrigo, C.R.L.; Manoel, F.M.N.; Danielle, R.S.G. CFD modeling of a small-scale cyclonic combustor chamber using biomass powder. Energy Procedia 2017, 120, 556–563. [Google Scholar] [CrossRef]
- Fabio, C.L.; Stefano, C.; Alessandro, M.; Vincenzo, M. Vittorio Rocco. Analysis of Residual biomass Fast Pyrolysis at Laboratory Scale: Experimental and Numerical Evaluation of Spent Coffee powder Energy Content. Energy Procedia 2017, 105, 817–822. [Google Scholar]
- Saad, A.; El-Sayed, M.E.M. Pyrolysis characteristics and kinetic parameters determination of biomass fuel powder by differential thermal gravimetric analysis (TGA/DTG). Energy Convers. Manag. 2014, 85, 2014. [Google Scholar]
- Xu, G.; Li, M.; Lu, P. Experimental investigation on flow properties of different biomass and torrefied biomass powder. Biomass Bioenergy 2019, 122, 63–75. [Google Scholar] [CrossRef]
- Pachón-Morales, J.; Colin, J.; Pierre, F.; Puel, F.; Perré, P. Effect of torrefaction intensity on the flow properties of lignocellulosic biomass powder. Biomass Bioenergy 2019, 120, 301–312. [Google Scholar] [CrossRef]
- Pachón-Morales, J.; Huy, D.; Colin, J.; François, P.; Dingena, S. DEM modelling for flow of cohesive lignocellulosic biomass powders: Model calibration using bulk tests. Adv. Powder Technol. 2019, 30, 732–750. [Google Scholar] [CrossRef]
- Li, M.; Li, Y.; Cai, Q.; Zhou, S. Spraying carbon powder derived from mango wood biomass as high-performance anode in bio-electrochemical system. Bioresour. Technol. 2020, 300, 122623. [Google Scholar] [CrossRef] [PubMed]
- Medina, C.H.; Phylaktou, H.N.; Sattar, H.; Andrews, G.E.; Gibbs, B.M. The development of an experimental method for the determination of the minimum explosible concentration of biomass powder. Biomass Bioenergy 2013, 53, 95–104. [Google Scholar] [CrossRef]
- Joel, F.; Robert, J.; Markus, B.; Sylvia, H.L. Mass flow and variability in screw feeding of biomass powder—Relations to particle and bulk properties. Powder Technol. 2015, 276, 80–88. [Google Scholar]
- He, F.; Yi, W.; Li, Y.; Zha, J.; Luo, B. Effects of fuel properties on the natural downward smoldering of piled biomass powder: Experimental investigation. Biomass Bioenergy 2014, 67, 288–296. [Google Scholar] [CrossRef]
- Xie, T.; Wei, R.; Wang, Z.; Wang, J. Comparative analysis of thermal oxidative decomposition and fire characteristics for different straw powder via thermogravimetry and cone calorimetry. Process Saf. Environ. Prot. 2020, 134, 121–130. [Google Scholar] [CrossRef]
- Bridgwater, A.V.; Peacock, G.V.C. Fast pyrolysis processes for biomass. Renew. Sustain. Energy Rev. 2000, 4, 1–73. [Google Scholar] [CrossRef]
- Goyal, H.B.; Seal, D.; Saxena, R.C. Bio-fuels from thermochemical conversion of renewable resources: A review. Renew. Sustain. Energy Rev. 2008, 12, 504–517. [Google Scholar] [CrossRef]
- Elfasakhany, A. Powder biomass fast pyrolysis as in combustion conditions: Numerical prediction and validation. Renew. Energy Focus 2018, 27, 78–87. [Google Scholar] [CrossRef]
- Howard, T.R.N.J.; Longwell, J.; Peters, W. Product compositions and kinetics in the rapid pyrolysis of sweet gum hardwood. Ind. Eng. Chem. Proc. Des. Dev. 1985, 24, 836–844. [Google Scholar]
- Rusaas, J. Numerical Simulation of Gas-Particle Flow Linked to Pulverised Coal Combustion. Ph.D. Thesis, Institute of Energy Technology, Aalborg University, Aalborg, Denmark, 1998. [Google Scholar]
- Ganser, G.H. A rational approach to drag prediction of spherical and nonspherical particles. Powder Technol. 1993, 77, 143–152. [Google Scholar] [CrossRef]
- Chhabra, R.P.; Agarwal, L.; Sinha, N.K. Drag on non-spherical particles: An evaluation of available methods. Powder Technol. 1999, 101, 288–295. [Google Scholar] [CrossRef]
- Shin, D.; Choi, S. The combustion of simulated waste particle in a fixed bed. Combust. Flame 2020, 121, 167–180. [Google Scholar] [CrossRef]
- Bryden, K.M.; Ragland, K.W.; Rutland, C.J. Modeling thermally thick pyrolysis of wood. Biomass Bioenergy 2002, 22, 41–53. [Google Scholar] [CrossRef]
- Hasanah, U.; Setiaji, B.; Anwar, C. The Chemical Composition and Physical Properties of the Light and Heavy Tar Resulted from Coconut Shell Pyrolysis. J. Pure Appl. Chem. Res. 2012, 1, 26–32. [Google Scholar] [CrossRef] [Green Version]
- Elfasakhany, A. Modelling of Secondary Reactions of Tar (SRT) Using a Functional Group Model. Int. J. Mech. Eng. Tech. 2012, 3, 123–136. [Google Scholar]
- Magnussen, B.; Hjertager, B. On mathematical modelling of turbulent combustion with special emphasis on soot formation and combustion. Proc. Combust. Inst. 1976, 16, 719–729. [Google Scholar] [CrossRef]
- Larfeldt, J.; Leckner, B.; Melaaen, M.C. Modeling and measurements of the pyrolysis of large wood particles. Fuel 2000, 79, 1637–1643. [Google Scholar] [CrossRef]
- Di Blasi, C. Heat, momentum and mass transfer through a shrinkage biomass particle exposed to thermal radiation. Chem. Eng. Sci. 1996, 51, 1121–1132. [Google Scholar] [CrossRef]
- Kops, S.M.B.; Malte, P.C. Simulation and Modelling of Wood Dust Combustion in Cyclone Burners—Final Technical Report; U.S. Department of Energy: Washington, DC, USA, 2004. [Google Scholar]
- Felipe, R.C.; Rogério, B.; Francis, H.R.F.; Cristiano, V.S. Application of the WSGG model for the calculation of gas–soot radiation in a turbulent non-premixed methane–air flame inside a cylindrical combustion chamber. Int. J. Heat Mass Transf. 2016, 93, 742–753. [Google Scholar]
- Elfasakhany, A.; Klason, T.; Bai, X.S. Modelling of pulverised wood combustion using a functional group model. Combust. Theory Model. 2008, 12, 883–904. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | mi/mwood [%] | Ai (s−1) | Ei (kJ/mol) |
|---|---|---|---|
| 15.00 | ─ | ─ | |
| 45.70 | 1.646 × 106 | 82.624 | |
| 10.00 | 7.411 × 105 | 99.225 | |
| 7.460 | 2.291 × 103 | 61.126 | |
| 10.76 | 5.888 × 103 | 59.870 | |
| 2.800 | 6.166 × 103 | 69.499 | |
| 3.140 | 6.310 × 105 | 89.176 | |
| 5.140 | 2.239 × 103 | 48.147 | |
| Model | mi/mwood [%] | Ai (s−1) | Ei (kJ/mol) |
|---|---|---|---|
| 15.00 | ─ | ─ | |
| 55.70 | 1.646 × 106 | 82.624 | |
| 7.460 | 2.291 × 103 | 61.126 | |
| 10.76 | 5.888 × 103 | 59.870 | |
| 0.800 | 6.166 × 103 | 69.499 | |
| 5.140 | 2.239 × 103 | 48.147 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elfasakhany, A.; Alsehli, M.; Saleh, B.; Aly, A.A.; Bassuoni, M. Renewable Pulverized Biomass Fuel for Internal Combustion Engines. Processes 2020, 8, 465. https://doi.org/10.3390/pr8040465
Elfasakhany A, Alsehli M, Saleh B, Aly AA, Bassuoni M. Renewable Pulverized Biomass Fuel for Internal Combustion Engines. Processes. 2020; 8(4):465. https://doi.org/10.3390/pr8040465
Chicago/Turabian StyleElfasakhany, Ashraf, Mishal Alsehli, Bahaa Saleh, Ayman A. Aly, and Mohamed Bassuoni. 2020. "Renewable Pulverized Biomass Fuel for Internal Combustion Engines" Processes 8, no. 4: 465. https://doi.org/10.3390/pr8040465
APA StyleElfasakhany, A., Alsehli, M., Saleh, B., Aly, A. A., & Bassuoni, M. (2020). Renewable Pulverized Biomass Fuel for Internal Combustion Engines. Processes, 8(4), 465. https://doi.org/10.3390/pr8040465