Modeling of Spiral Wound Membranes for Gas Separations—Part II: Data Reconciliation for Online Monitoring

 ,
,  ,
,  ,
, 

Abstract
:1. Introduction
1.1. Data Rectification
Data Reconciliation and Gross Error Detection
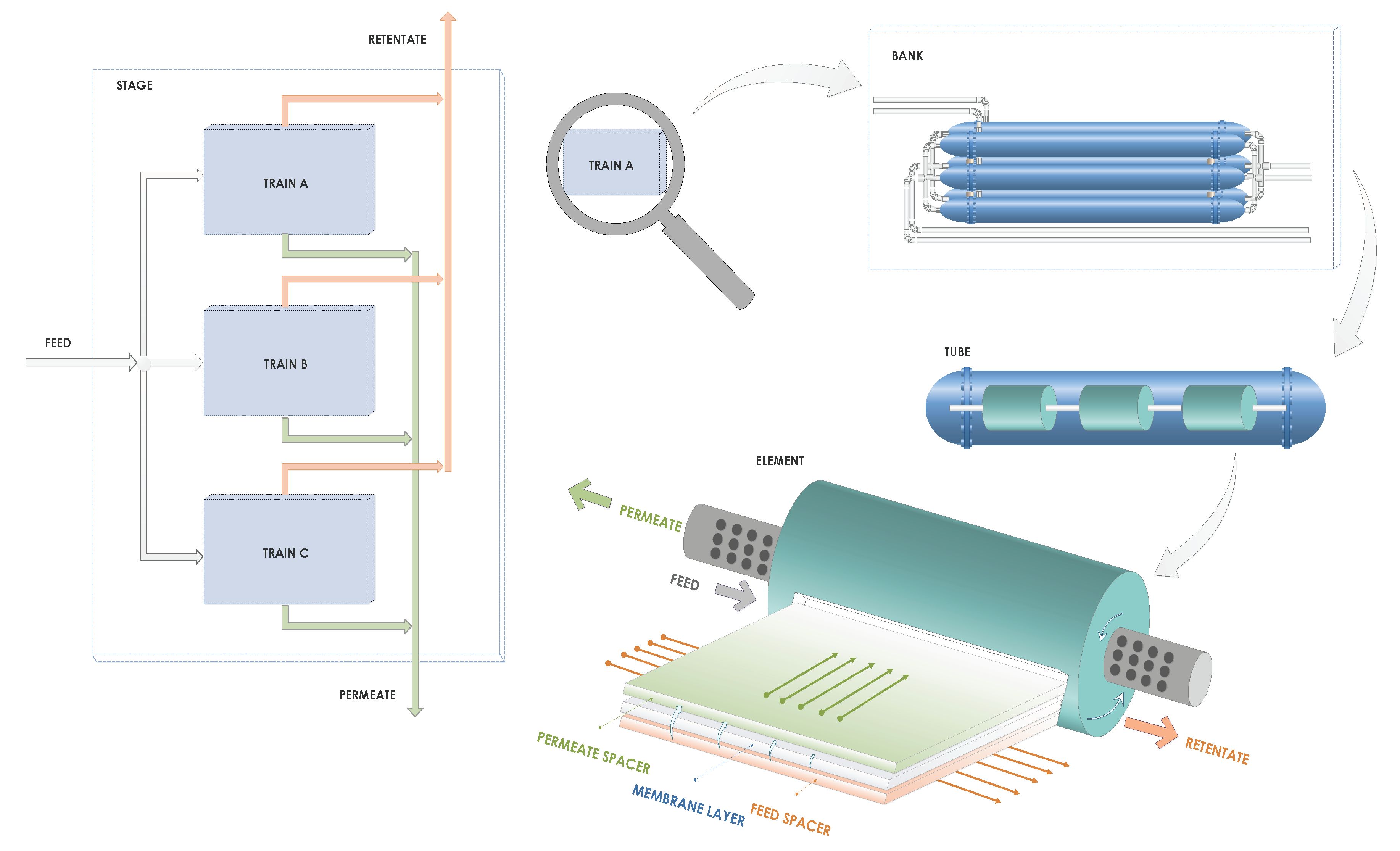
1.2. Membrane Separation Process
Data Reconciliation in the Membrane Separation Process
2. Methods
2.1. Data Acquisition
2.2. Data Pre-Treatment
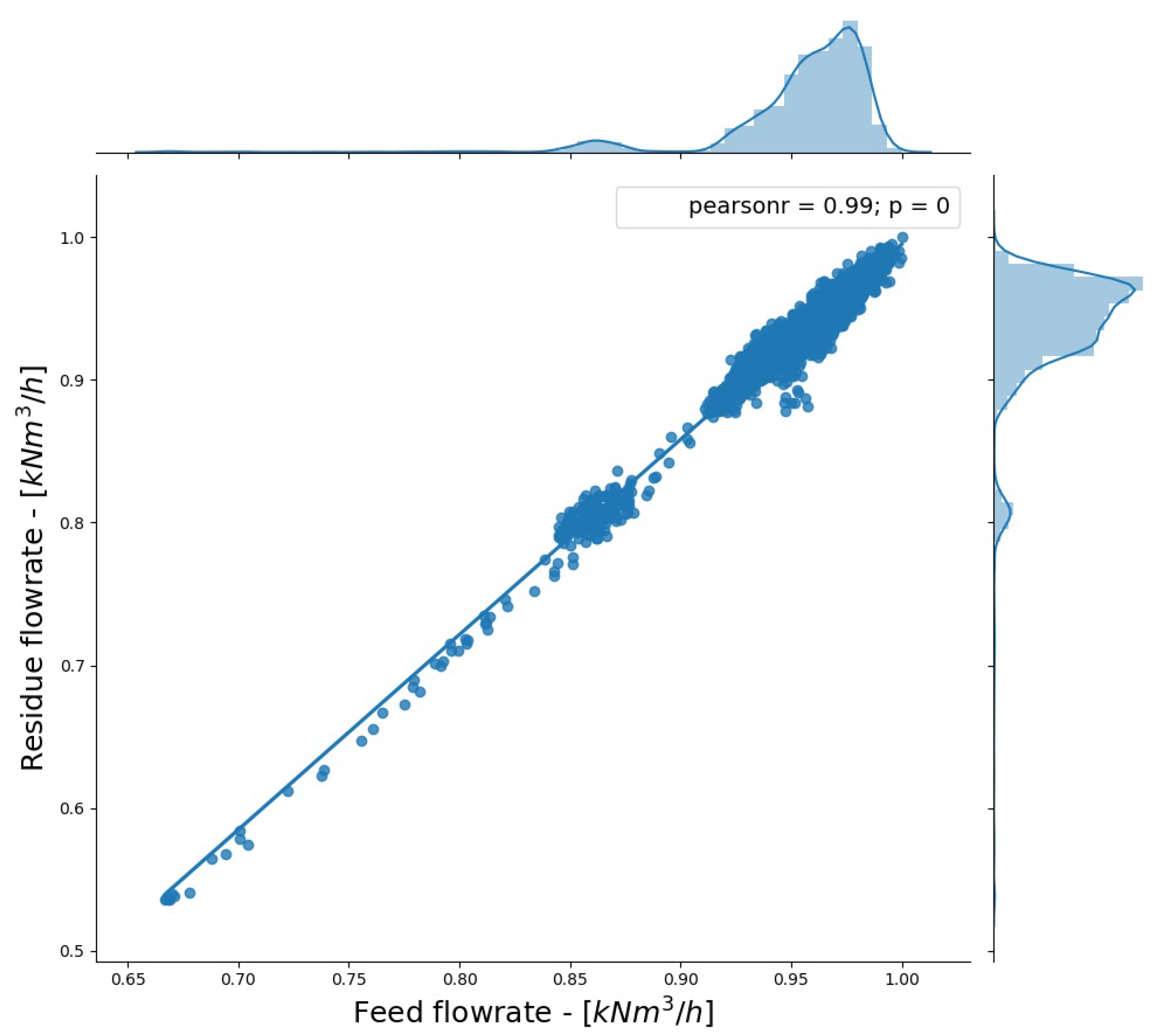
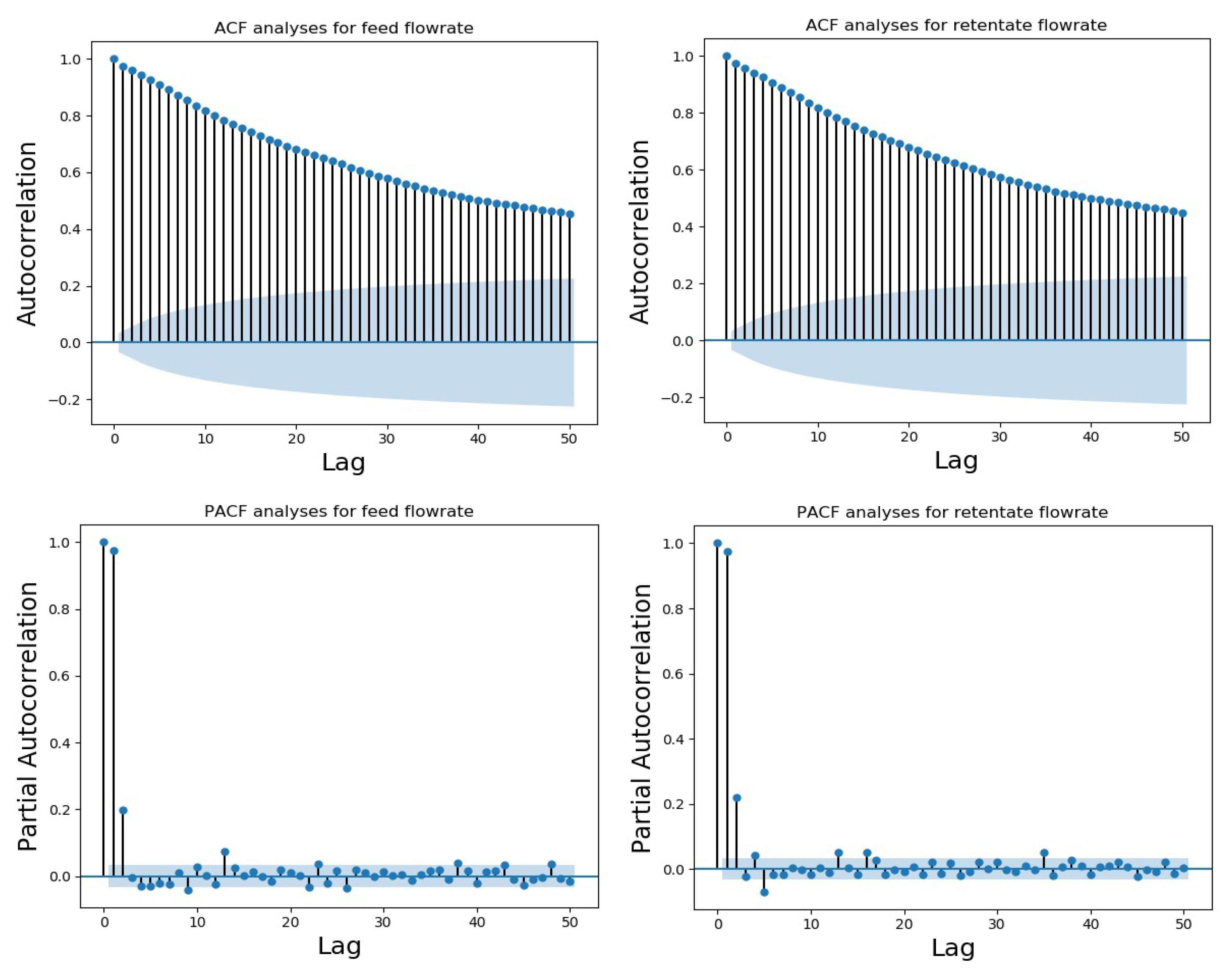
2.3. Data Characterization
2.4. Data Reconciliation
- Period for preliminary characterization of database: two weeks with sample frequency of 5 min;
- Measured variables (z):
- ○
- Flowrates: Total Feed (F), Total Retentate (R), Train Retentate and C ( and ) [];
- ○
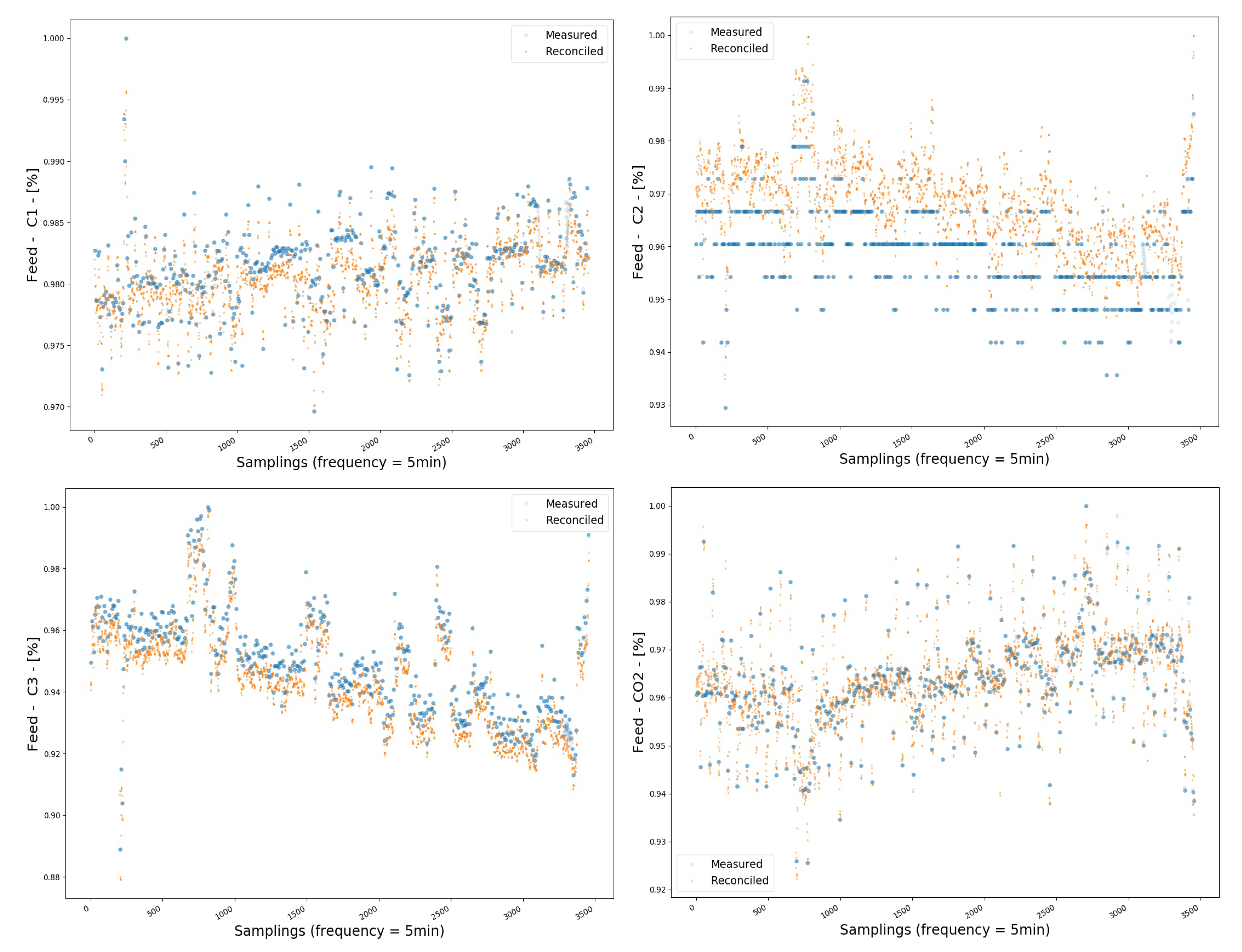
- Components: (methane), (ethane), (propane), (hexane), (heptane), (octane), CO(carbon dioxide), (i-butane), (i-pentane), (nitrogen), (n-butane) and (n-pentane) in the 3 streams.
- Unmeasured variables (u):
- ○
- Flowrate: Total permeate (P) [].
- Number of points in the study phase (nt) = 3457
- Number of components (nc) = 12
- Number of measured variables at each sampling point (Nm) = = 41
- Number of unmeasured variables at each sampling point (Nu) = 1
- Number of total equations at each sampling point (Nv): = 42
- Number of constraint equations (Nce) = = 16
- Number of optimization variables at each sampling point (Nopt): = 26
- Degrees of freedom at each sampling point (DF): = 15
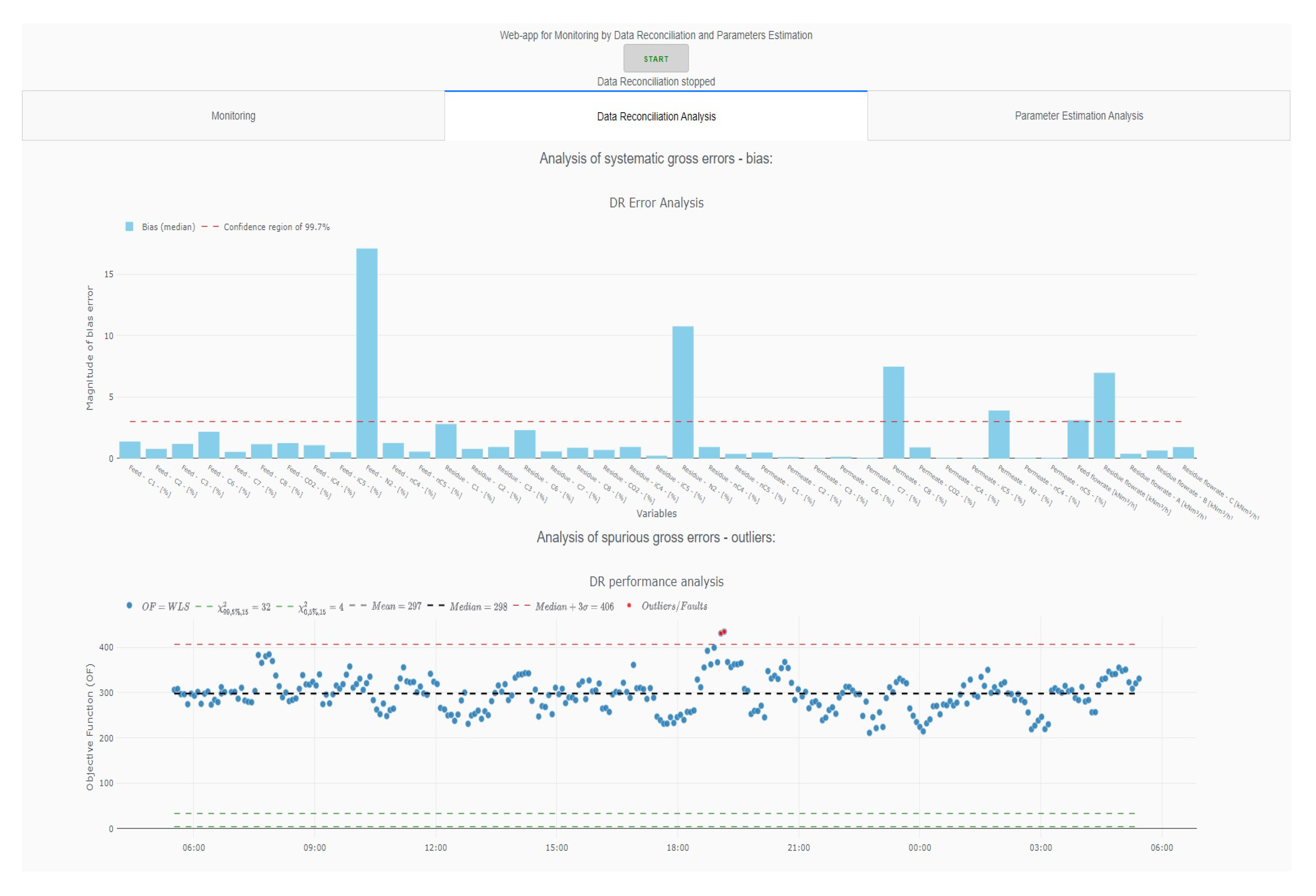
2.5. Gross Error Detection
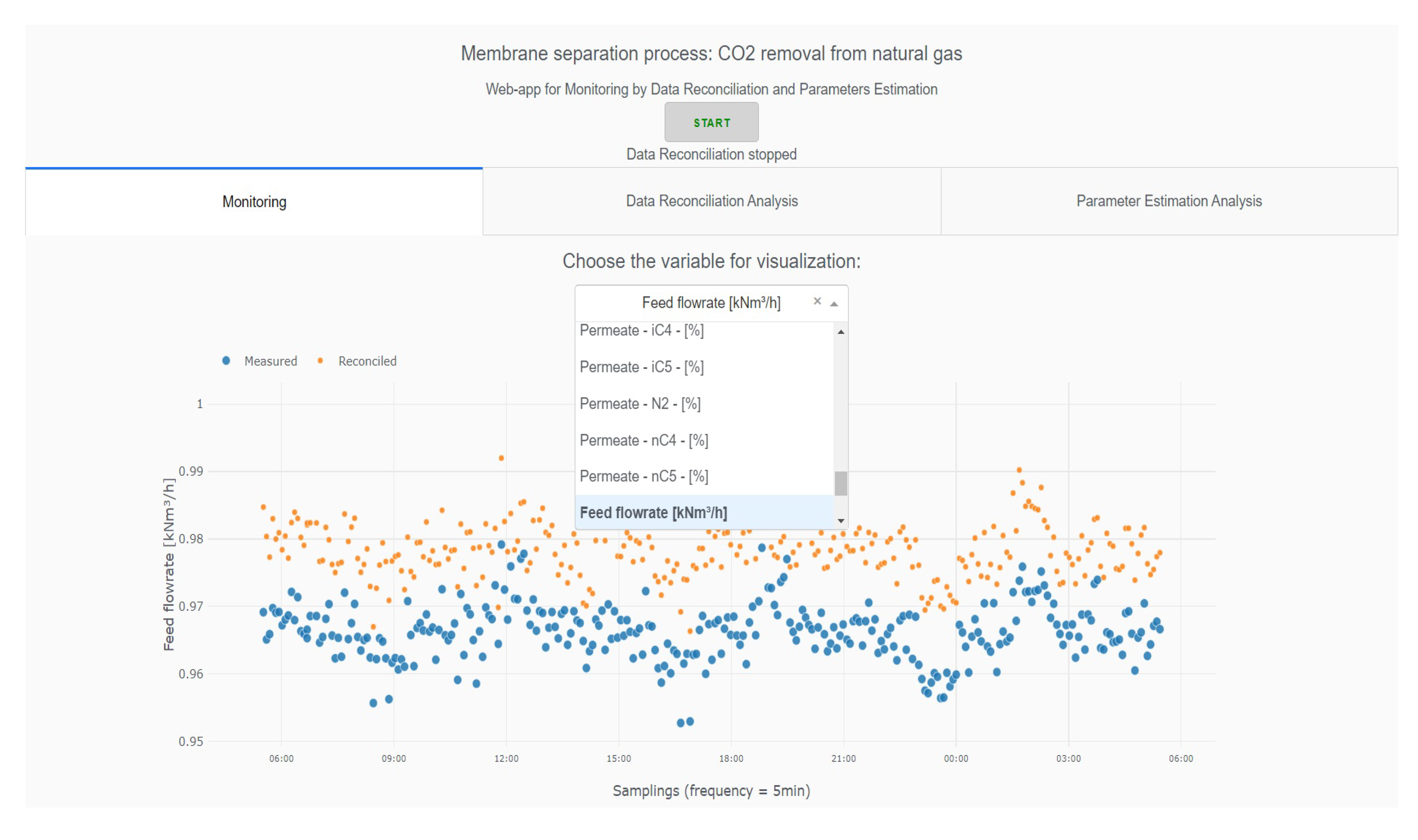
2.6. Monitoring
3. Results and Discussion
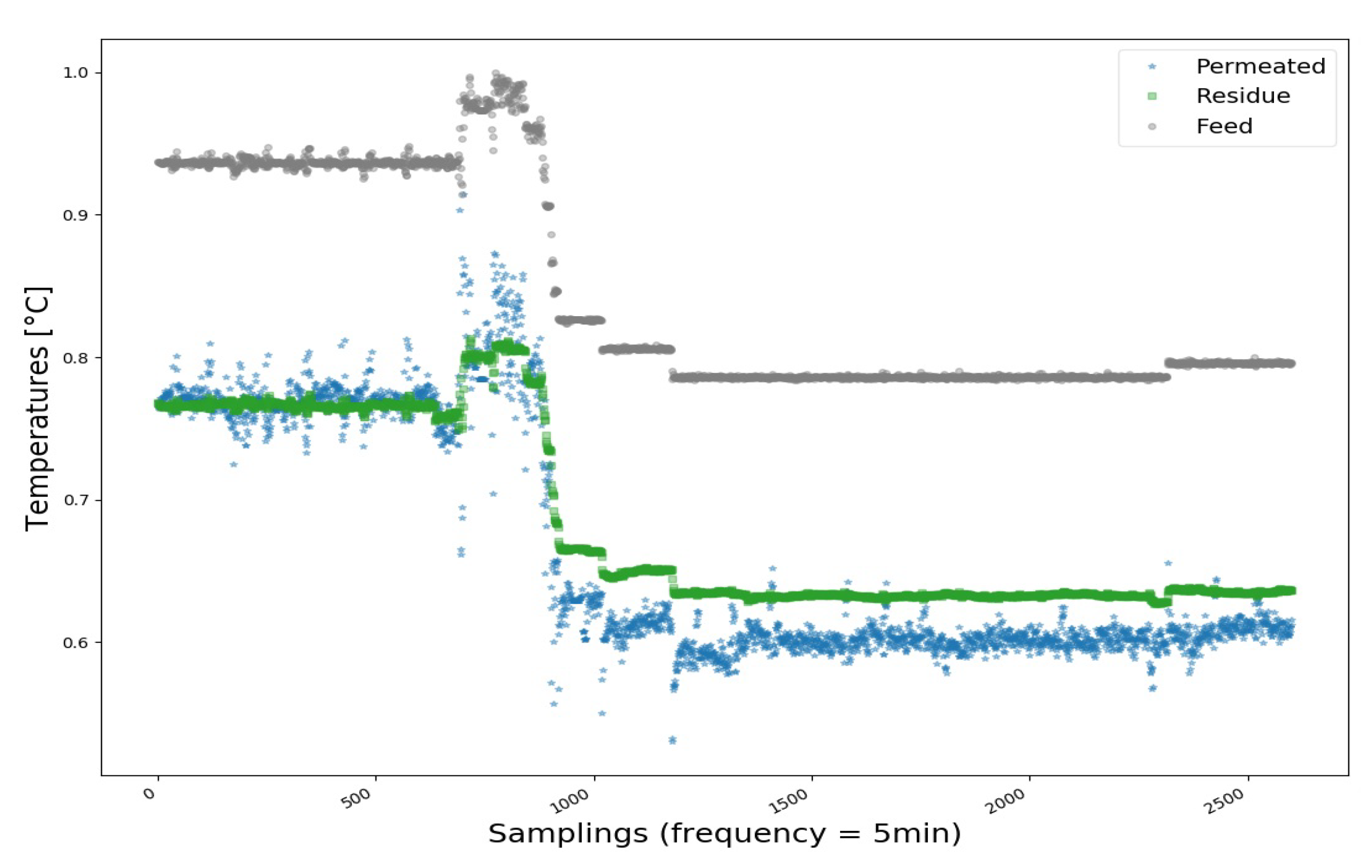
3.1. Data Characterization
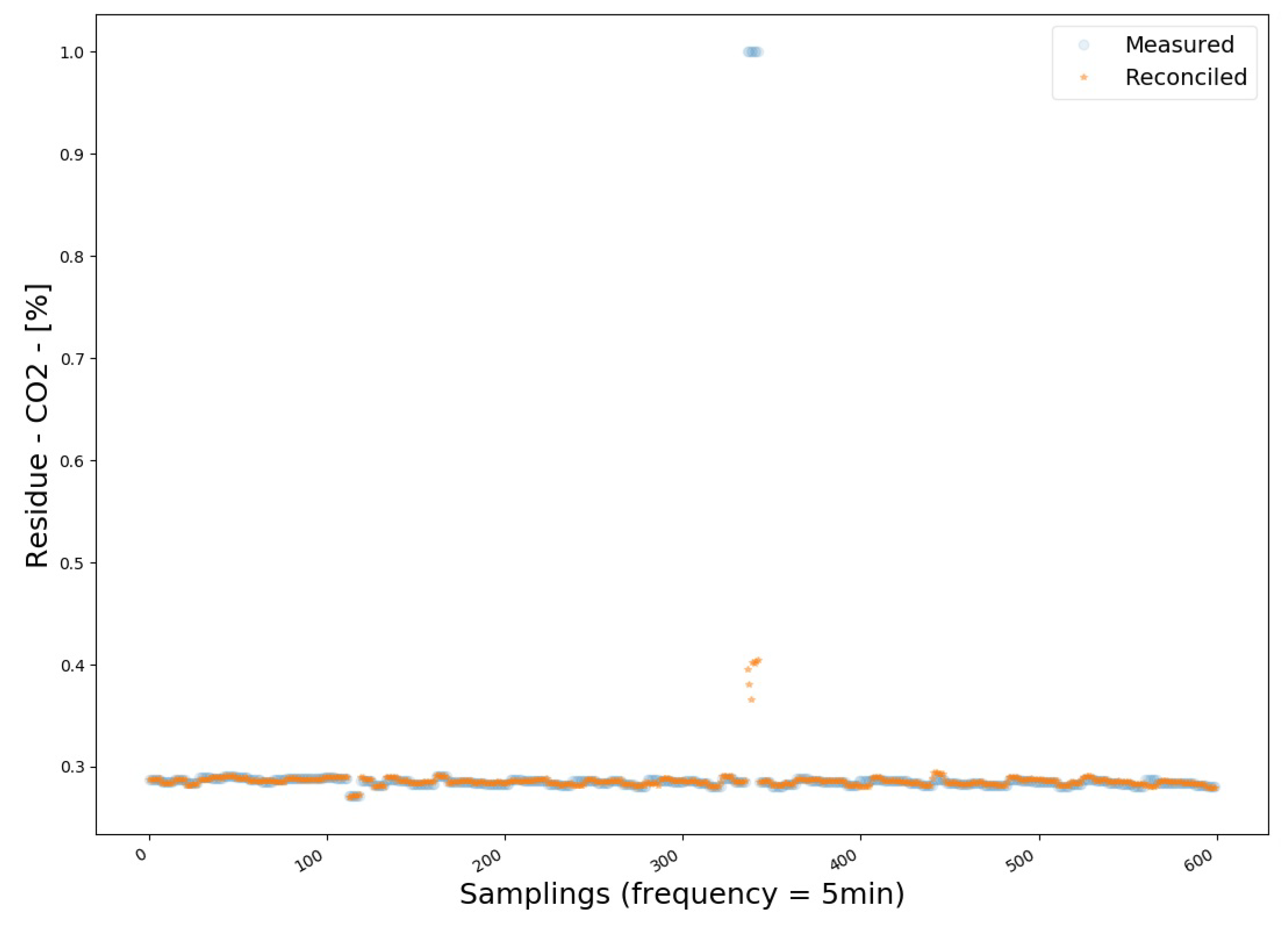
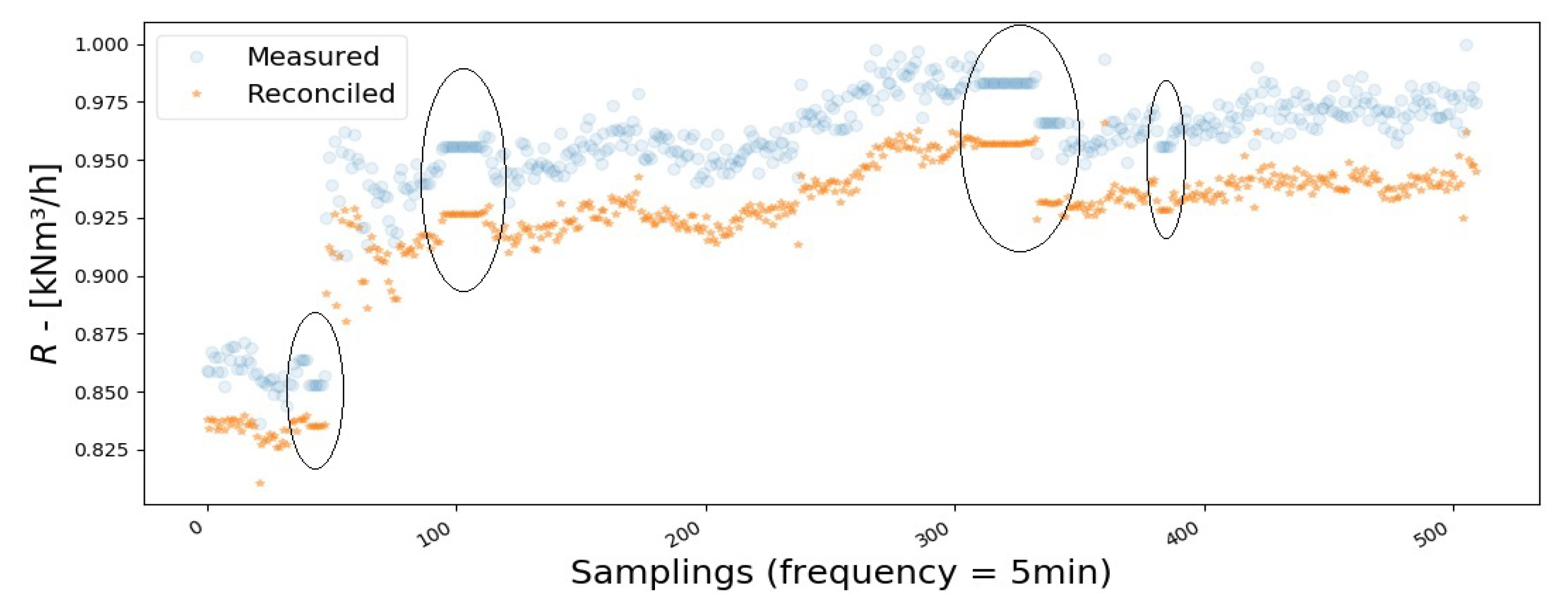
3.2. Data Reconciliation
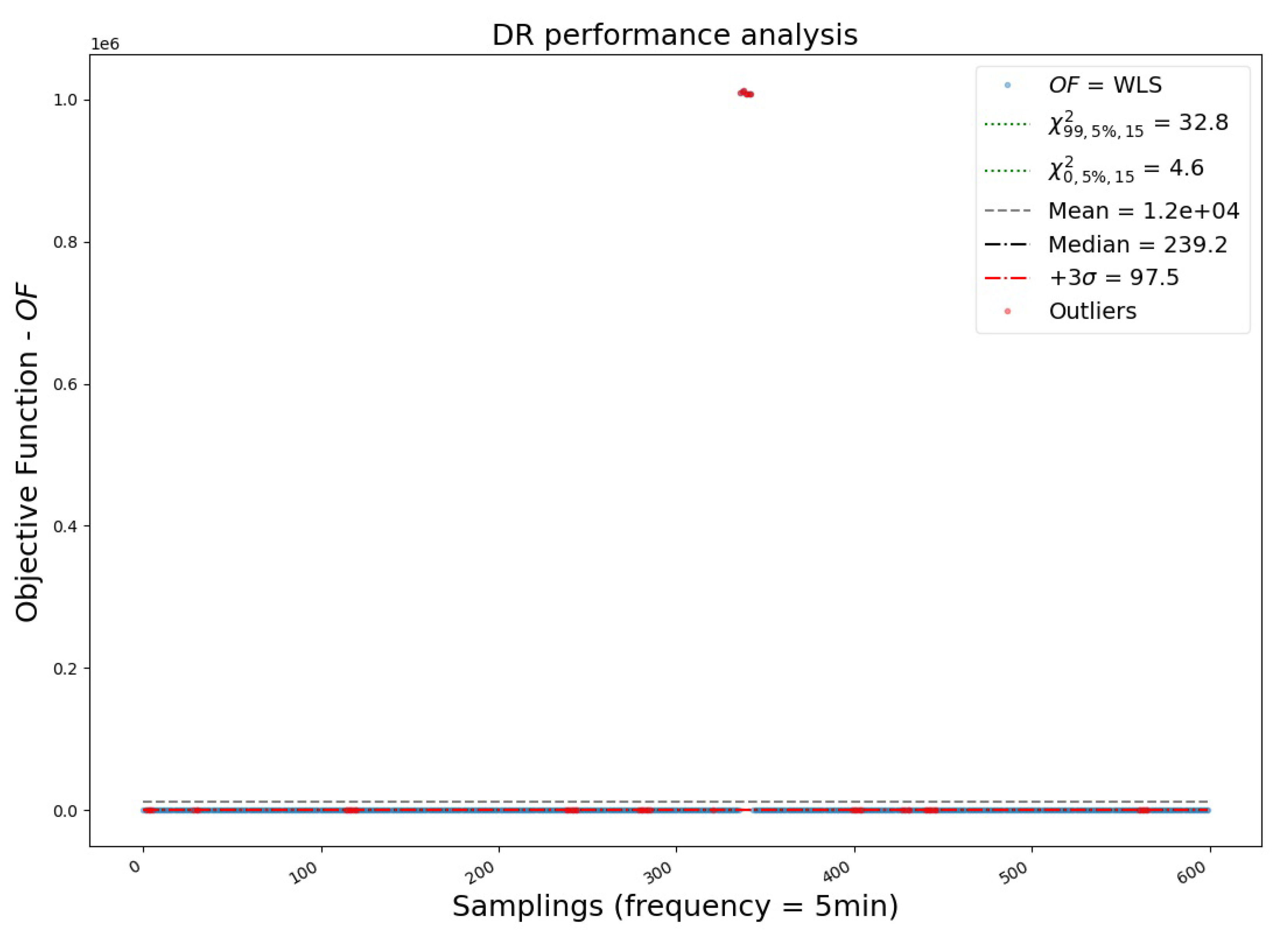
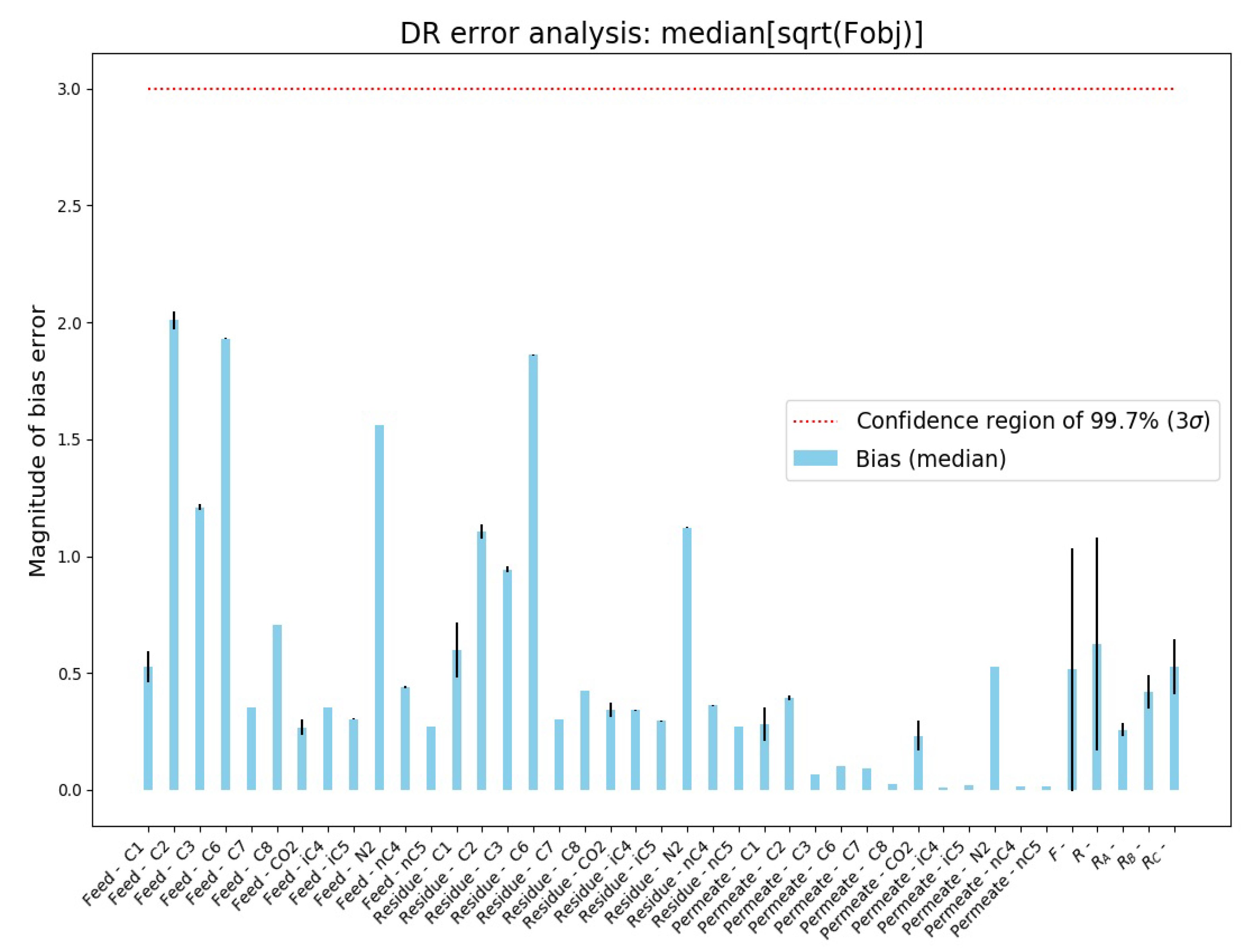
3.3. Gross Error Detection
3.4. Monitoring
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| GED | Gross error detection |
| DR | Data reconciliation |
| WLS | Weighted least squares |
| PI | Plant information |
| HDF5 | Hierarchy Data Format version 5 |
| NaN | Not a number |
| LL | Lower limit |
| UL | Upper limit |
| OF | Objective function |
| GT | Global test |
| NMAD | Normalized median absolute deviation |
| ACF | Autocorrelation functions |
| PACF | Partial autocorrelation functions |
| CCF | Cross-Correlations Function |
References
- Mokhatab, S.; Poe, W.A.; Mak, J.Y. Handbook of Natural Gas Transmission and Processing: Principles and Practices; Gulf Professional Publishing: Houston, TX, USA, 2018. [Google Scholar]
- Agência Nacional do Petróleo, Gás Natural e Biocombustíveis. ANP, ANP RESOLUTION N∘ 16, D; Diário Oficial da União: Brasilia, Brazil, 2008. Available online: http://www.anp.gov.br/ (accessed on 11 July 2020).
- Speight, J.G. Natural Gas: A Basic Handbook; Gulf Professional Publishing: Houston, TX, USA, 2018. [Google Scholar]
- Henis, J.M.; Tripodi, M.K. Composite hollow fiber membranes for gas separation: The resistance model approach. J. Membr. Sci. 1981, 8, 233–246. [Google Scholar] [CrossRef]
- Al-Obaidi, M.A.; Kara-Zaïtri, C.; Mujtaba, I.M. Simulation and sensitivity analysis of spiral wound reverse osmosis process for the removal of dimethylphenol from wastewater using 2D dynamic model. J. Clean. Prod. 2018, 193, 140–157. [Google Scholar] [CrossRef] [Green Version]
- Singh, V.; Jain, P.; Das, C. Performance of spiral wound ultrafiltration membrane module for with and without permeate recycle: Experimental and theoretical consideration. Desalination 2013, 322, 94–103. [Google Scholar] [CrossRef]
- Kovvali, A.S.; Vemury, S.; Admassu, W. Modeling of multicomponent countercurrent gas permeators. Ind. Eng. Chem. Res. 1994, 33, 896–903. [Google Scholar] [CrossRef]
- Soares, R.d.P. Desenvolvimento de um Simulador Genérico de Processos Dinâmicos. Master’s Thesis, Universidade Federal do Rio Grande do Sul, Porto Alegre, RS, Brazil, 2003. [Google Scholar]
- Nicholson, B.; López-Negrete, R.; Biegler, L.T. On-line state estimation of nonlinear dynamic systems with gross errors. Comput. Chem. Eng. 2014, 70, 149–159. [Google Scholar] [CrossRef]
- Câmara, M.M.; Soares, R.M.; Feital, T.; Anzai, T.K.; Diehl, F.C.; Thompson, P.H.; Pinto, J.C. Numerical Aspects of Data Reconciliation in Industrial Applications. Processes 2017, 5, 56. [Google Scholar] [CrossRef] [Green Version]
- Prata, D.M.; Schwaab, M.; Lima, E.L.; Pinto, J.C. Simultaneous robust data reconciliation and gross error detection through particle swarm optimization for an industrial polypropylene reactor. Chem. Eng. Sci. 2010, 65, 4943–4954. [Google Scholar] [CrossRef]
- Farias, A.C. Avaliação de Estratégias para Reconciliação de Dados e Detecção de Erros Grosseiros. Master’s Thesis, Universidade Federal do Rio Grande do Sul, Porto Alegre, RS, Brazil, 2009. [Google Scholar]
- de Menezes, D.Q.F. Reconciliação Robusta de Dados em Colunas de Destilação. Master’s Thesis, Universidade Federal Fluminense, Niterói, RJ, Brazil, 2015. [Google Scholar]
- Prata, D.M. Reconciliação Robusta de Dados para Monitoramento em Tempo Real. Ph.D. Thesis, COPPE—Universidade Federal do Rio de Janeiro, Rio de Janeiro, RJ, Brazil, 2009. [Google Scholar]
- Prata, D.M.; Schwaab, M.; Lima, E.L.; Pinto, J.C. Nonlinear dynamic data reconciliation and parameter estimation through particle swarm optimization: Application for an industrial polypropylene reactor. Chem. Eng. Sci. 2009, 64, 3953–3967. [Google Scholar] [CrossRef]
- Benqlilou, C. Data Reconciliation as a Framework for Chemical Processes Optimization and Control. Ph.D. Thesis, Universitat Politècnica de Catalunya, Barcelona, Spain, 2004. [Google Scholar]
- Narasimhan, S.; Jordache, C. Data Reconciliation and Gross Error Detection: An Intelligent Use of Process Data; Gulf Professional Publishing: Houston, TX, USA, 1999. [Google Scholar]
- Kuehn, D.R.; Davidson, H. Computer control II. Mathematics of control. Chem. Eng. Prog. 1961, 57, 44–47. [Google Scholar]
- Crivellari, G.P. Modelagem Matemática e Simulação de um Permeador de Gases para Separação de CO2 de Gás Natural. Master’s Thesis, Universidade de São Paulo, São Paulo, SP, Brazil, 2016. [Google Scholar]
- Dortmundt, D.; Doshi, K. Recent Developments in CO2 Removal Membrane Technology; UOP LLC: Des PLaines, IL, USA, 1999; pp. 1–30. [Google Scholar]
- Rackley, S.A. Carbon Capture and Storage; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Dias, A.C.S.; De Sá, M.C.C.; Fontoura, T.B.; Menezes, D.Q.; Anzai, T.K.; Diehl, F.C.; Thompson, P.H.; Pinto, J.C. Modeling of spiral wound membranes for gas separations. Part I: An iterative 2D permeation model. J. Membr. Sci. 2020, 612, 118278. [Google Scholar] [CrossRef]
- Lashkari, S.; Kruczek, B. Reconciliation of membrane properties from the data influenced by resistance to accumulation of gasses in constant volume systems. Desalination 2012, 287, 178–189. [Google Scholar] [CrossRef]
- Feital, T.; Prata, D.M.; Pinto, J.C. Comparison of methods for estimation of the covariance matrix of measurement errors. Can. J. Chem. Eng. 2014, 92, 2228–2245. [Google Scholar] [CrossRef]
- Stanley, G.; Mah, R. Observability and redundancy classification in process networks: Theorems and algorithms. Chem. Eng. Sci. 1981, 36, 1941–1954. [Google Scholar] [CrossRef]
- McKinney, W. Pandas, Python Data Analysis Library. 2020. Available online: http://pandas.pydata.org (accessed on 11 July 2020).
- McKinney, W. Pandas: A foundational Python library for data analysis and statistics. Python High Perform. Sci. Comput. 2011, 14. Available online: https://www.dlr.de/sc/en/desktopdefault.aspx/tabid-7649/13008_read-32724/ (accessed on 11 July 2020).
- Kuriakose, J. Using HDF5 with Python. 2017. Available online: https://medium.com/ (accessed on 11 July 2020).
- Zaitsev, I. The Best Format to Save Pandas Data. 2019. Available online: https://towardsdatascience.com/ (accessed on 11 July 2020).
- Galarnyk, M. Understanding Boxplots. 2018. Available online: https://towardsdatascience.com/ (accessed on 11 July 2020).
- Feital, T.; Pinto, J.C. Use of variance spectra for in-line validation of process measurements in continuous processes. Can. J. Chem. Eng. 2015, 93, 1426–1437. [Google Scholar] [CrossRef]
- Waskom, M. Seaborn: Statistical Data Visualization. Python 2.7 and 3.5. 2020. Available online: https://seaborn.pydata.org (accessed on 11 July 2020).
- Box, G.E.; Jenkins, G.M.; Reinsel, G.C.; Ljung, G.M. Time Series Analysis: Forecasting and Control; John Wiley & Sons: Hoboken, NJ, USA, 2015. [Google Scholar]
- Peixeiro, M. The Complete Guide to Time Series Analysis and Forecasting. 2019. Available online: https://towardsdatascience.com (accessed on 11 July 2020).
- Evsukoff, A.G. Inteligência Computacional—Fundamentos e Aplicações; E-Papers: Rio de Janeiro, RJ, Brazil, 2020. [Google Scholar]
- Vanhatalo, E.; Kulahci, M.; Bergquist, B. On the structure of dynamic principal component analysis used in statistical process monitoring. Chemom. Intell. Lab. Syst. 2017, 167, 1–11. [Google Scholar] [CrossRef]
- Himmelblau, D.M. Fault Detection and Diagnosis in Chemical and Petrochemical Processes; Elsevier Science Ltd.: Amsterdam, The Netherlands, 1978; Volume 8. [Google Scholar]
- Romagnoli, J.A.; Sanchez, M.C. Data Processing and Reconciliation for Chemical Process Operations; Academic Press: Cambridge, MA, USA, 1999; Volume 2. [Google Scholar]
- Veverka, V.V.; Madron, F. Material and Energy Balancing in the Process Industries: From Microscopic Balances to Large Plants; Elsevier: Amsterdam, The Netherlands, 1997; Volume 7. [Google Scholar]
- Chen, J.; Romagnoli, J.A. A strategy for simultaneous dynamic data reconciliation and outlier detection. Comput. Chem. Eng. 1998, 22, 559–562. [Google Scholar] [CrossRef]
- Reilly, P.; Carpani, R. Application of statistical theory of adjustment to material balances. In Proceedings of the 13th Canadian Chemical Engineering Congress, Montreal, QC, Canada, 1963; pp. 21–23. [Google Scholar]
- Schwaab, M. Análise de Dados Experimentais: I. Fundamentos de Estatística e Estimação de Parâmetros; E-Papers: Rio de Janeiro, RJ, Brazil, 2007. [Google Scholar]
- Lotufo, F.A.; Garcia, C. Sensores Virtuais ou Soft Sensors: Uma Introdução. In Proceedings of the 7th Brazilian Conference on Dynamics, Control and Applications, Presidente Prudente, Brazil, 5–9 May 2008; pp. 1–9. [Google Scholar]
- Seader, J.D.; Henley, E.J.; Roper, D.K. Separation Process Principles, 3rd ed.; Wiley: New York, NY, USA, 2010. [Google Scholar]
- Bilogur, A. Missingno: A missing data visualization suite. J. Open Source Softw. 2018, 3, 547. [Google Scholar] [CrossRef] [Green Version]
- Lewinson, E. Violin Plots Explained—Learn How to Use Violin Plots and What Are Their Advantages over Box Plots! 2019. Available online: https://towardsdatascience.com/ (accessed on 11 July 2020).
- Câmara, M.M.; Quelhas, A.D.; Pinto, J.C. Performance evaluation of real industrial RTO systems. Processes 2016, 4, 44. [Google Scholar] [CrossRef] [Green Version]
- Özyurt, D.B.; Pike, R.W. Theory and practice of simultaneous data reconciliation and gross error detection for chemical processes. Comput. Chem. Eng. 2004, 28, 381–402. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






























© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
de Menezes, D.Q.F.; de Sá, M.C.C.; Fontoura, T.B.; Anzai, T.K.; Diehl, F.C.; Thompson, P.H.; Pinto, J.C. Modeling of Spiral Wound Membranes for Gas Separations—Part II: Data Reconciliation for Online Monitoring. Processes 2020, 8, 1035. https://doi.org/10.3390/pr8091035
de Menezes DQF, de Sá MCC, Fontoura TB, Anzai TK, Diehl FC, Thompson PH, Pinto JC. Modeling of Spiral Wound Membranes for Gas Separations—Part II: Data Reconciliation for Online Monitoring. Processes. 2020; 8(9):1035. https://doi.org/10.3390/pr8091035
Chicago/Turabian Stylede Menezes, Diego Queiroz Faria, Marília Caroline Cavalcante de Sá, Tahyná Barbalho Fontoura, Thiago Koichi Anzai, Fabio Cesar Diehl, Pedro Henrique Thompson, and Jose Carlos Pinto. 2020. "Modeling of Spiral Wound Membranes for Gas Separations—Part II: Data Reconciliation for Online Monitoring" Processes 8, no. 9: 1035. https://doi.org/10.3390/pr8091035
APA Stylede Menezes, D. Q. F., de Sá, M. C. C., Fontoura, T. B., Anzai, T. K., Diehl, F. C., Thompson, P. H., & Pinto, J. C. (2020). Modeling of Spiral Wound Membranes for Gas Separations—Part II: Data Reconciliation for Online Monitoring. Processes, 8(9), 1035. https://doi.org/10.3390/pr8091035