Novel Application of Pretreatment and Diagnostic Method Using Dynamic Pressure Fluctuations to Resolve and Detect Issues Related to Biogenic Residue Ash in Chemical Looping Gasification




Abstract
:1. Introduction
- The amplitude of pressure fluctuations (i.e., standard deviation of their signal) mainly depends on bed oscillations, which are in turn caused by the eruption of bubbles at the bed upper surface [49] (the larger the bubbles, the higher the standard deviations, with all other properties of the system being equal).
2. Materials and Methods
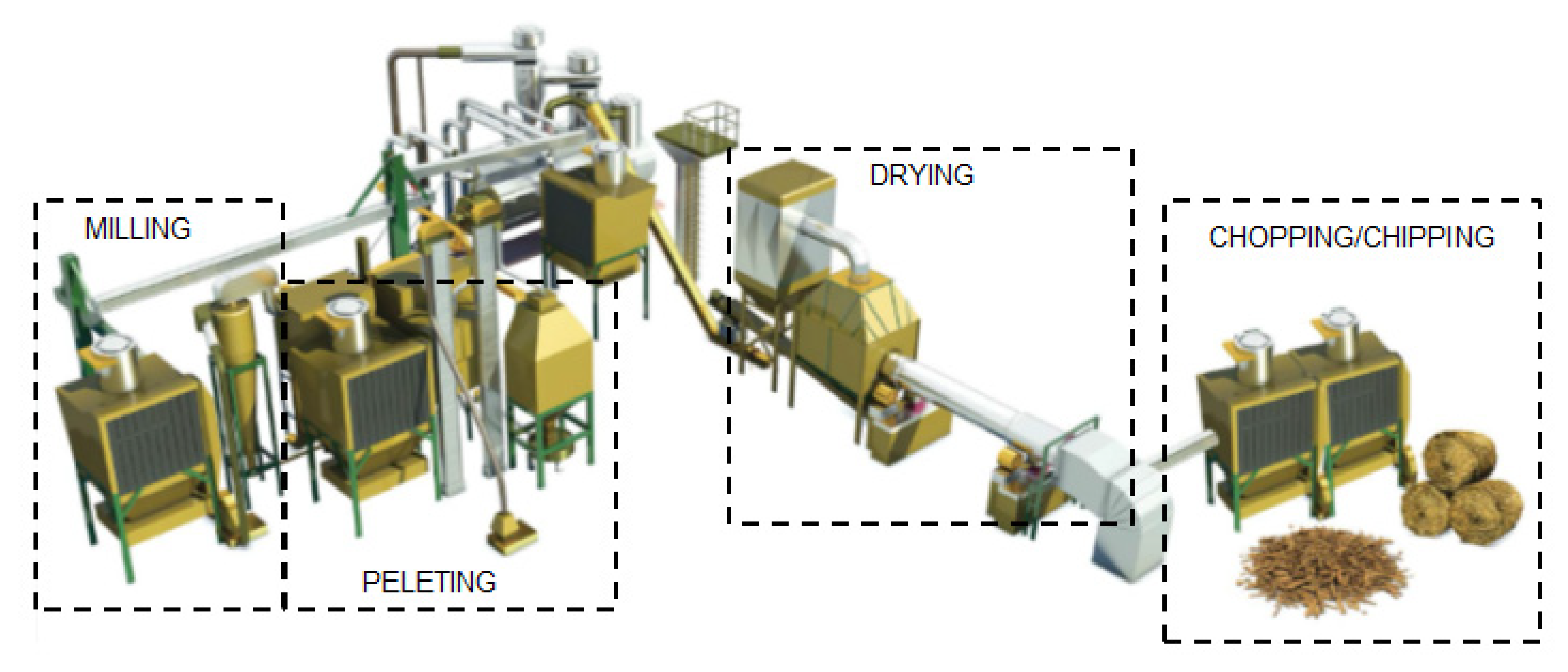
2.1. Production, Pretreatments, and Characterizations of Biomasses
- Wheat straw pellets (WSP, i.e., pellets of raw wheat straw)
- Torrefied wheat straw pellets (WSP-T1, WSP-T2, and WSP-T3, i.e., pellets torrefied at 250, 260, or 270 °C).
- Torrefied and then washed wheat straw pellets (WSP-T1W, WSP-T2W, and WSP-T3W, torrefied at 250, 260, and 270 °C).
- Raw pine forest residue pellets (RPR), as a reference material for the comparative study.
2.2. Characterization of Oxygen-Carriers
- Particle density (), by comparison with granular materials with similar granulometries and known densities.
- Particle size distribution and average particle diameter (), by a Malvern Mastersizer 2000.
- Semi-quantitative elemental composition, by X-ray fluorescence (XRF) carried out with a Spectro Xepos I.
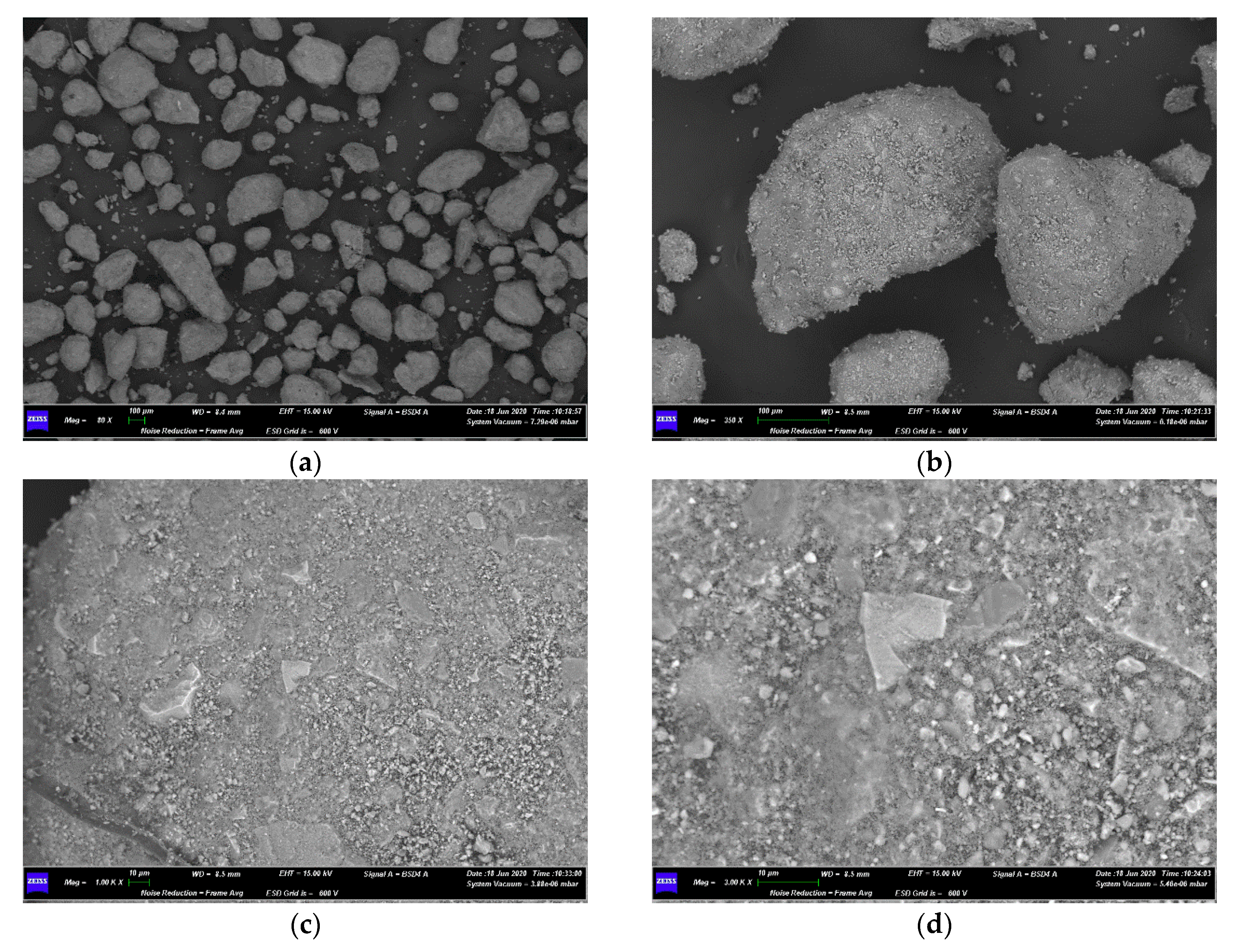
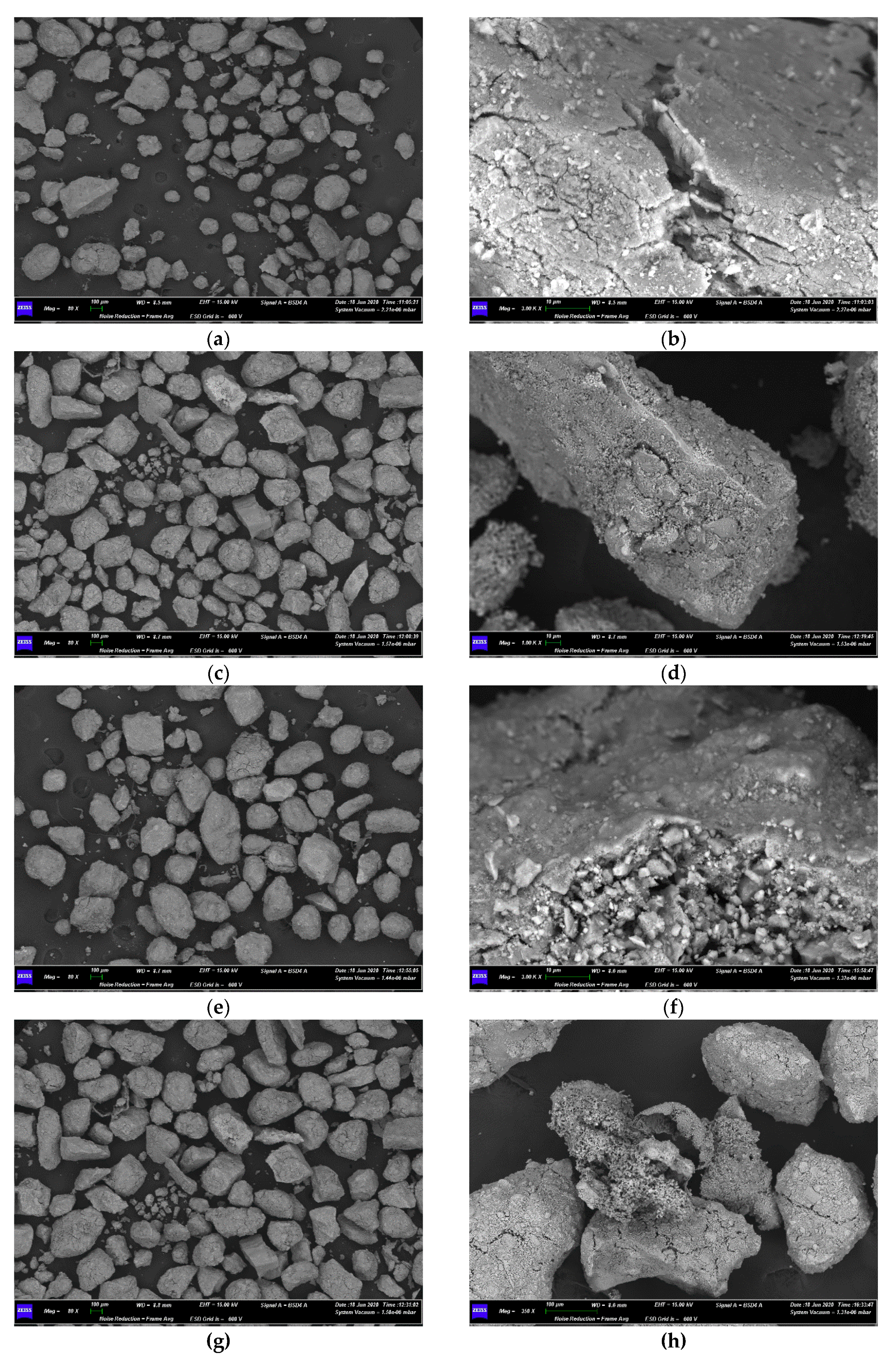
- Morphological-topological aspects, observed by scanning electron microscopy (SEM) with a Zeiss GeminiSEM 500 microscope equipped with energy dispersive X-ray spectrometry (EDS) for elemental analyses (EDS equipment: OXFORD Aztec Energy with a detector INCA X-ACT PELTIER COOLED ADD). Results of EDS analyses are mentioned in the next sections, but only the related SEM micrographs are shown.
2.3. Acqusition and Data Processing of Pressure Fluctuation Signals
- Ashes were produced in a muffle furnace: pellets of all biomasses were burnt at 700 °C for 3 h, in such a way that ashes could experience temperatures from 700 to 1000 °C in the presence of OCs for the very first time during fluidization.
- umf of OCs were experimentally determined at the temperatures of pressure fluctuation acquisitions, by fluid-dynamic curves of bed pressure drops vs. superficial velocity [61].
- Experimental values of umf (umf,exp) were compared with: (i) theoretical previsions of umf obtained by Equation (1) (umf,Ergun), which represents the balance of weight, buoyance, and drag forces, with the latter calculated by the Ergun equation (assuming φ = 1 and εmf = 0.4) [34,62], semiempirical previsions of umf obtained by the simplified Ergun equation (Equation (2)) (umf,Grace) [62], assuming the correlation constants C1 = 27.2 and C2 = 0.0408, as suggested by Grace [62,63]. Equations (3) and (4) define the Reynolds number at minimum fluidization conditions () and the Archimedes number (), both dimensionless: N2 density () and dynamic viscosity () were properly evaluated as functions of temperature, and are the OC properties determined experimentally, as described in Section 2.3, and is the gravity acceleration.
3. Results
3.1. Pretreatments of Biomasses
3.2. Preliminary Characterization of OCs
3.3. Results of Pressure Fluctuations Acquisitions
3.4. Characterization of Samples after Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- United Nations Paris Agreement, 21st Conf. Parties. Available online: https://treaties.un.org/doc/Treaties/2016/02/2016021506-03PM/Ch_XXVII-7-d.pdf (accessed on 30 October 2019).
- Marris, E. Why young climate activists have captured the world’s attention. Nature 2019, 573, 471–472. [Google Scholar] [CrossRef] [PubMed]
- COP24-COP 24 Katowice 2018. Available online: https://cop24.gov.pl/ (accessed on 19 April 2019).
- Keramidas, K.; Tchung-Ming, S.; Diaz-Vazquez, A.R.; Weitzel, M.; Vandyck, T.; Després, J.; Schmitz, A.; Rey Los Santos, L.; Wojtowicz, K.; Schade, B.; et al. Global Energy and Climate Outlook 2018: Sectoral Mitigation Options towards a Low-Emissions Economy Global Context to the EU Strategy for Long-Term Greenhouse Gas Emissions Reduction; Publications Office of the European Union: Luxembourg, 2018. [Google Scholar]
- Creutzig, F.; Ravindranath, N.; Berndes, G.; Bolwig, S. Bioenergy and climate change mitigation: An assessment. GCB Bioenergy 2015, 7, 916–944. [Google Scholar] [CrossRef] [Green Version]
- Selosse, S. Bioenergy with carbon capture and storage: How carbon storage and biomass resources potentials can impact the development of the BECCS. In Bioenergy with Carbon Capture and Storage: Using Natural Resources for Sustainable Development; Magalhaes Pires, J.C., da Cunha Goncalves, A.L., Eds.; Elsevier: London, UK, 2019; pp. 237–256. ISBN 9780128162293. [Google Scholar]
- Mendiara, T.; Gayán, P.; García-Labiano, F.; De Diego, L.F.; Pérez-Astray, A.; Izquierdo, M.T.; Abad, A.; Adánez, J. Chemical Looping Combustion of Biomass: An Approach to BECCS. Energy Procedia 2017, 114, 6021–6029. [Google Scholar] [CrossRef]
- Mendiara, T.; García-Labiano, F.; Abad, A.; Gayán, P.; de Diego, L.F.; Izquierdo, M.T.; Adánez, J. Negative CO2 emissions through the use of biofuels in chemical looping technology: A review. Appl. Energy 2018, 232, 657–684. [Google Scholar] [CrossRef]
- Weber, G.; Di Giuliano, A.; Rauch, R.; Hofbauer, H. Developing a simulation model for a mixed alcohol synthesis reactor and validation of experimental data in IPSEpro. Fuel Process. Technol. 2016, 141, 167–176. [Google Scholar] [CrossRef]
- Pour, N. Status of bioenergy with carbon capture and storage-potential and challenges. In Bioenergy with Carbon Capture and Storage: Using Natural Resources for Sustainable Development; Magalhaes Pires, J.C., da Cunha Goncalves, A.L., Eds.; Elsevier: London, UK, 2019; pp. 85–107. ISBN 9780128162293. [Google Scholar]
- Cazzaniga, N.E.; Jonsson, R.; Palermo, D. Sankey Diagrams of Woody Biomass Flows in the EU-28 Year 2009 EU-28; Publications Office of the European Union: Luxembourg, 2019. [Google Scholar]
- S2Biom Project -Deliverable 8.2. Available online: https://www.s2biom.eu/images/Publications/D8.2_S2Biom_Vision_for_1_billion_tonnes_biomass_2030.pdf (accessed on 1 July 2019).
- IRENA Solid Biomass Supply for Heat and Power: Technology Brief, International Renewable Energy Agency; International Renewable Energy Agency: Abu Dahbi, UAE, 2019; ISBN 9789292601072.
- Transport & Environment; BirdLife International How Much Sustainable Biomass Does Europe Have in 2030? Available online: https://www.transportenvironment.org/sites/te/files/publications/Howmuchsustainablebiomassavailablein2030_FINAL.pdf (accessed on 18 July 2020).
- CLARA—Chemical Looping Gasification for Sustainable Production of Biofuels. Available online: https://clara-h2020.eu/ (accessed on 7 July 2020).
- Ge, H.; Guo, W.; Shen, L.; Song, T.; Xiao, J. Biomass gasification using chemical looping in a 25kWth reactor with natural hematite as oxygen carrier. Chem. Eng. J. 2016, 286, 174–183. [Google Scholar] [CrossRef]
- Higman, C.; van der Burgt, M. Gasification, 2nd ed.; Elsevier: Burlington, NJ, USA, 2008; ISBN 9780750685283. [Google Scholar]
- Ohlemüller, P.; Ströhle, J.; Epple, B. Chemical looping combustion of hard coal and torrefied biomass in a 1 MWth pilot plant. Int. J. Greenh. Gas Control 2017, 65, 149–159. [Google Scholar] [CrossRef]
- Adanez, J.; Abad, A.; Garcia-Labiano, F.; Gayan, P.; De Diego, L.F. Progress in chemical-looping combustion and reforming technologies. Prog. Energy Combust. Sci. 2012, 38, 215–282. [Google Scholar] [CrossRef] [Green Version]
- Berguerand, N.; Lyngfelt, A. Design and operation of a 10 kWth chemical-looping combustor for solid fuels—Testing with South African coal. Fuel 2008, 87, 2713–2726. [Google Scholar] [CrossRef]
- Leion, H.; Mattisson, T.; Lyngfelt, A. Solid fuels in chemical-looping combustion. Int. J. Greenh. Gas Control 2008, 2, 180–193. [Google Scholar] [CrossRef]
- Ströhle, J.; Orth, M.; Epple, B. Chemical looping combustion of hard coal in a 1 MWthpilot plant using ilmenite as oxygen carrier. Appl. Energy 2015, 157, 288–294. [Google Scholar] [CrossRef]
- Ge, H.; Guo, W.; Shen, L.; Song, T.; Xiao, J. Experimental investigation on biomass gasification using chemical looping in a batch reactor and a continuous dual reactor. Chem. Eng. J. 2016, 286, 689–700. [Google Scholar] [CrossRef]
- Pérez-Vega, R.; Abad, A.; García-Labiano, F.; Gayán, P.; de Diego, L.F.; Izquierdo, M.T.; Adánez, J. Chemical Looping Combustion of gaseous and solid fuels with manganese-iron mixed oxide as oxygen carrier. Energy Convers. Manag. 2018, 159, 221–231. [Google Scholar] [CrossRef]
- Mendiara, T.; Pérez, R.; Abad, A.; De Diego, L.F.; García-Labiano, F.; Gayán, P.; Adánez, J. Low-cost Fe-based oxygen carrier materials for the iG-CLC process with coal. 1. Ind. Eng. Chem. Res. 2012, 51, 16216–16229. [Google Scholar] [CrossRef]
- Matzen, M.; Pinkerton, J.; Wang, X.; Demirel, Y. Use of natural ores as oxygen carriers in chemical looping combustion: A review. Int. J. Greenh. Gas Control 2017, 65, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Wei, G.; He, F.; Huang, Z.; Zheng, A.; Zhao, K.; Li, H. Continuous operation of a 10 kWth chemical looping integrated fluidized bed reactor for gasifying biomass using an iron-based oxygen carrier. Energy Fuels 2015, 29, 233–241. [Google Scholar] [CrossRef]
- Huang, Z.; He, F.; Zhao, K.; Feng, Y.; Zheng, A.; Chang, S.; Zhao, Z.; Li, H. Natural iron ore as an oxygen carrier for biomass chemical looping gasification in a fluidized bed reactor. J. Therm. Anal. Calorim. 2014, 116, 1315–1324. [Google Scholar] [CrossRef]
- Huang, Z.; He, F.; Zhu, H.; Chen, D.; Zhao, K.; Wei, G.; Feng, Y.; Zheng, A.; Zhao, Z.; Li, H. Thermodynamic analysis and thermogravimetric investigation on chemical looping gasification of biomass char under different atmospheres with Fe2O3 oxygen carrier. Appl. Energy 2015, 157, 546–553. [Google Scholar] [CrossRef]
- Guo, Q.; Cheng, Y.; Liu, Y.; Jia, W.; Ryu, H.J. Coal chemical looping gasification for syngas generation using an iron-based oxygen carrier. Ind. Eng. Chem. Res. 2014, 53, 78–86. [Google Scholar] [CrossRef]
- Coulson, M.; Dahl, J.; Gansekoele, E.; Bridgwater, A.V.; Obernberger, I.; van de Beld, L. Ash characteristics of perennial energy crops and their influence on thermal processing. In Proceedings of the 2nd World Conference on Biomass for Energy, Industry and Climate Protection; ETA: Rome, Italy, 2004; pp. 359–362. [Google Scholar]
- Demirbas, A. Combustion characteristics of different biomass fuels. Prog. Energy Combust. Sci. 2004, 30, 219–230. [Google Scholar] [CrossRef]
- Jenkins, B.M.; Baxter, L.L.; Miles, T.R.; Miles, T.R. Combustion properties of biomass. Fuel Process. Technol. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Gibilaro, L.G. Fluidization Dynamics, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2010. [Google Scholar]
- Scala, F. Particle agglomeration during fluidized bed combustion: Mechanisms, early detection and possible countermeasures. Fuel Process. Technol. 2018, 171, 31–38. [Google Scholar] [CrossRef]
- Phyllis2 - Database for the Physico-Chemical Composition of (Treated) Lignocellulosic Biomass, Micro- and Macroalgae, Various Feedstocks for Biogas Production and Biochar. Available online: https://phyllis.nl/ (accessed on 18 July 2020).
- Romano, A.; Di Giuliano, A.; Gallucci, K.; Foscolo, P.U.; Cortelli, C.; Gori, S.; Novelli, M. Simulation of an industrial turbulent fluidized bed reactor for n-butane partial oxidation to maleic anhydride. Chem. Eng. Res. Des. 2016, 114. [Google Scholar] [CrossRef]
- Gallucci, K.; Jand, N.; Foscolo, P.U.; Santini, M. Cold model characterisation of a fluidised bed catalytic reactor by means of instantaneous pressure measurements. Chem. Eng. J. 2002, 87, 61–71. [Google Scholar] [CrossRef]
- Gallucci, K.; Gibilaro, L.G. Dimensional Cold-Modeling Criteria for Fluidization Quality. ACS Publ. 2005, 44, 5152–5158. [Google Scholar] [CrossRef]
- Llop, M.F.; Jand, N.; Gallucci, K.; Llauró, F.X. Characterizing gas-solid fluidization by nonlinear tools: Chaotic invariants and dynamic moments. Chem. Eng. Sci. 2012, 71, 252–263. [Google Scholar] [CrossRef]
- Johnsson, F.; Zijerveld, R.C.; Schouten, J.C.; Van Den Bleek, C.M.; Leckner, B. Characterization of fluidization regimes by time-series analysis of pressure fluctuations. Int. J. Multiph. Flow 2000, 26, 663–715. [Google Scholar] [CrossRef]
- Gómez-Hernández, J.; Serrano, D.; Soria-Verdugo, A.; Sánchez-Delgado, S. Agglomeration detection by pressure fluctuation analysis during Cynara cardunculus L. gasification in a fluidized bed. Chem. Eng. J. 2016, 284, 640–649. [Google Scholar] [CrossRef]
- Fiorentino, M.; Marzocchella, A.; Salatino, P. Segregation of fuel particles and volatile matter during devolatilization in a fluidized bed reactor-II. Experimental. Chem. Eng. Sci. 1997, 52, 1909–1922. [Google Scholar] [CrossRef]
- Chirone, R.; Miccio, F.; Scala, F. Mechanism and prediction of bed agglomeration during fluidized bed combustion of a biomass fuel: Effect of the reactor scale. Chem. Eng. J. 2006, 123, 71–80. [Google Scholar] [CrossRef]
- Schouten, J.C.; van den Bleek, C.M. Monitoring the quality of fluidization using the short-term predictability of pressure fluctuations. AIChE J. 1998, 44, 48–60. [Google Scholar] [CrossRef]
- Nijenhuis, J.; Korbee, R.; Lensselink, J.; Kiel, J.H.A.; van Ommen, J.R. A method for agglomeration detection and control in full-scale biomass fired fluidized beds. Chem. Eng. Sci. 2007, 62, 644–654. [Google Scholar] [CrossRef]
- Van Ommen, J.R.; Sasic, S.; Van der Schaaf, J.; Gheorghiu, S.; Johnsson, F.; Coppens, M.O. Time-series analysis of pressure fluctuations in gas-solid fluidized beds—A review. Int. J. Multiph. Flow 2011, 37, 403–428. [Google Scholar] [CrossRef]
- Luise, M.; Vitetta, M.; Bacci, G.; Zuccardi Merli, F. Teoria dei Segnali; Terza ediz.; The McGraw-Hill Companies: New York, NY, USA, 2009. [Google Scholar]
- Xiang, J.; Li, Q.; Wang, A.; Zhang, Y. Mathematical analysis of characteristic pressure fluctuations in a bubbling fluidized bed. Powder Technol. 2018, 333, 167–179. [Google Scholar] [CrossRef]
- Fan, L.T.; Ho, T.-C.; Hiraoka, S.; Walawender, W.P. Pressure fluctuations in a fluidized bed. AIChE J. 1981, 27, 388–396. [Google Scholar] [CrossRef]
- Van Der Schaaf, J.; Schouten, J.C.; Van Den Bleek, C.M. Origin, propagation and attenuation of pressure waves in gas-solid fluidized beds. Powder Technol. 1998, 95, 220–233. [Google Scholar] [CrossRef]
- Unidad de Pretratamiento-Cener BIO2C. Available online: https://www.bio2c.es/es/unidad-de-pretratamiento/ (accessed on 19 July 2020).
- Teixeira, P.; Lopes, H.; Gulyurtlu, I.; Lapa, N. Use of chemical fractionation to understand partitioning of biomass ash constituents during co-firing in fluidized bed combustion. Fuel 2012, 101, 215–227. [Google Scholar] [CrossRef] [Green Version]
- Pöykiö, R.; Nurmesniemi, H.; Dahl, O.; Mäkelä, M. Chemical fractionation method for characterization of biomass-based bottom and fly ash fractions from large-sized power plant of an integrated pulp and paper mill complex. Trans. Nonferrous Met. Soc. China (English Ed.) 2014, 24, 588–596. [Google Scholar] [CrossRef]
- Zevenhoven-Onderwater, M.; Blomquist, J.P.; Skrifvars, B.J.; Backman, R.; Hupa, M. Prediction of behaviour of ashes from five different solid fuels in fluidised bed combustion. Fuel 2000, 79, 1353–1361. [Google Scholar] [CrossRef]
- Nutalapati, D.; Gupta, R.; Moghtaderi, B.; Wall, T.F. Assessing slagging and fouling during biomass combustion: A thermodynamic approach allowing for alkali/ash reactions. Fuel Process. Technol. 2007, 88, 1044–1052. [Google Scholar] [CrossRef]
- Zevenhoven, M.; Yrjas, P.; Skrifvars, B.J.; Hupa, M. Characterization of ash-forming matter in various solid fuels by selective leaching and its implications for fluidized-bed combustion. Energy Fuels 2012, 26, 6366–6386. [Google Scholar] [CrossRef]
- Larsson, A.; Israelsson, M.; Lind, F.; Seemann, M.; Thunman, H. Using ilmenite to reduce the tar yield in a dual fluidized bed gasification system. Energy Fuels 2014, 28, 2632–2644. [Google Scholar] [CrossRef]
- Mattison, T.; Hildor, F.; Li, Y.; Linderholm, C. Negative emissions of carbon dioxide through chemical-looping combustion (CLC) and gasification (CLG) using oxygen carriers based on manganese and iron. Mitig. Adapt. Strateg. Glob. Chang. 2020, 25, 497–517. [Google Scholar] [CrossRef] [Green Version]
- Wilkinson, D. Determination of minimum fluidization velocity by pressure fluctuation measurement. Can. J. Chem. Eng. 1995, 73, 562–565. [Google Scholar] [CrossRef]
- Kunii, D.; Levenspiel, O. Fluidization Engineering; II.; Butterworth—Heinemann: Newton, MA, USA, 1991. [Google Scholar]
- Yang, W. Handbook of Fluidization and Fluid-Particle Systems; Marcel Dekker Inc.: New York, NY, USA, 2003. [Google Scholar]
- Grace, R.J. Fluidized Bed Hydrodynamics. In Handbook Multiphase Systems; Hemisphere Publishing: London, UK, 1982; Volume 8. [Google Scholar]
- Saleh, S.B.; Flensborg, J.P.; Shoulaifar, T.K.; Sárossy, Z.; Hansen, B.B.; Egsgaard, H.; Demartini, N.; Jensen, P.A.; Glarborg, P.; Dam-Johansen, K. Release of chlorine and sulfur during biomass torrefaction and pyrolysis. Energy Fuels 2014, 28, 3738–3746. [Google Scholar] [CrossRef]
- Tortosa Masiá, A.A.; Buhre, B.J.P.; Gupta, R.P.; Wall, T.F. Characterising ash of biomass and waste. Fuel Process. Technol. 2007, 88, 1071–1081. [Google Scholar] [CrossRef]
- Di Giuliano, A.; Giancaterino, F.; Gallucci, K.; Foscolo, P.U.; Courson, C. Catalytic and sorbent materials based on mayenite for sorption enhanced steam methane reforming with different packed-bed configurations. Int. J. Hydrogen Energy 2018, 43, 21279–21289. [Google Scholar] [CrossRef]
- Di Giuliano, A.; Gallucci, K.; Kazi, S.S.; Giancaterino, F.; Di Carlo, A.; Courson, C.; Meyer, J.; Di Felice, L. Development of Ni- and CaO-based mono- and bi-functional catalyst and sorbent materials for Sorption Enhanced Steam Methane Reforming: Performance over 200 cycles and attrition tests. Fuel Process. Technol. 2019, 195, 106160. [Google Scholar] [CrossRef]
- Savuto, E.; Di Carlo, A.; Gallucci, K.; Di Giuliano, A.; Rapagnà, S. Steam gasification of lignite and solid recovered fuel (SRF) in a bench scale fluidized bed gasifier. Waste Manag. 2020, 114, 341–350. [Google Scholar] [CrossRef]
- Savuto, E.; May, J.; Di Carlo, A.; Gallucci, K.; Di Giuliano, A.; Rapagnà, S. Steam gasification of lignite in a bench-scale fluidized-bed gasifier using olivine as bed material. Appl. Sci. 2020, 10, 2931. [Google Scholar] [CrossRef]
- Grace, J.R.; Clift, R. On the two-phase theory of fluidization. Chem. Eng. Sci. 1974, 29, 327–334. [Google Scholar] [CrossRef]
- Rapagna, S.; Foscolo, P.U.; Gibilaro, L.G. The influence of temperature on the quality of gas fluidization. Int. J. Multiph. Flow 1994, 20, 305–313. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Assay | Reference Standard |
|---|---|
| Moisture content | UNE-N 18134-2 |
| Ash content | UNE-EN-ISO18122 |
| Ultimate analysis (C, H, N) | UNE-EN-ISO 16948 |
| Sulfur and Chlorine content | UNE-EN-ISO 16994 |
| Ash composition major elements | UNE-EN-ISO 16967 |
| Ash melting behavior | CEN/TS 15370-1 |
| WSP | WSP-T1 | WSP-T2 | WSP-T3 | |
|---|---|---|---|---|
| N (wt% d.a.f.) | 0.40 | 0.42 | 0.45 | 0.51 |
| S (wt% d.a.f.) | 0.048 | 0.064 | 0.061 | 0.065 |
| Cl (wt% d.a.f.) | 0.029 | 0.016 | 0.015 | 0.013 |
| Element | ILM | SIB | LD | |||
|---|---|---|---|---|---|---|
| (wt%) | Abs. Error (wt%) | (wt%) | Abs. Error (wt%) | (wt%) | Abs. Error (wt%) | |
| Mg | 0.778 | 0.021 | 0.0458 | 0.0053 | 0.356 | 0.011 |
| Al | 0.2457 | 0.0061 | 0.5194 | 0.0061 | 0.1061 | 0.0035 |
| Si | 1.164 | 0.007 | 0.7323 | 0.0047 | 1.179 | 0.006 |
| P | 0.01212 | 0.00089 | 0.02159 | 0.00053 | 0.06457 | 0.00091 |
| S | 0.01138 | 0.00039 | 0.00924 | 0.00022 | 0.03322 | 0.00045 |
| Cl | 0.00293 | 0.00014 | 0.00264 | 0.00008 | 0.01179 | 0.00019 |
| K | 0.02757 | 0.00098 | 0.1808 | 0.0011 | 0.00513 | 0.00069 |
| Ca | 0.2448 | 0.0009 | 0.4910 | 0.0011 | 8.456 | 0.005 |
| Ti | 24.45 | 0.01 | 0.1025 | 0.0006 | 0.2619 | 0.0006 |
| V | 1.187 | 0.003 | 0.03712 | 0.00043 | 1.083 | 0.001 |
| Mn | 0.6244 | 0.0009 | 70.88 | 0.03 | 2.3411 | 0.001 |
| Fe | 28.97 | 0.02 | 3.007 | 0.003 | 5.741 | 0.005 |
| Ni | 0.1611 | 0.0011 | 0.1231 | 0.0008 | 0.06231 | 0.00037 |
| Cu | 0.00395 | 0.00030 | 0.02579 | 0.00038 | 0.00032 | 0.00010 |
| Pb | 0.00023 | 0.00013 | 0.01074 | 0.00014 | 0.00019 | 0.00005 |
| ILM | SIB | LD | |||||||
|---|---|---|---|---|---|---|---|---|---|
| dp 1 (μm) | 255 | 208 | 235 | ||||||
| ρp 2 (kg m−3) | 3830 | 3770 | 2676 | ||||||
| T (°C) | umf,Ergun (cm s−1) | umf,Grace (cm s−1) | umf,exp (cm s−1) | umf,Ergun (cm s−1) | umf,Grace (cm s−1) | umf,exp (cm s−1) | umf,Ergun (cm s−1) | umf,Grace (cm s−1) | umf,exp (cm s−1) |
| 700 | 4.1 | 4.4 | 4.8 | 2.7 | 2.9 | 3.5 | 2.5 | 2.6 | 2.5 |
| 750 | 4.0 | 4.2 | 4.6 | 2.6 | 2.8 | 3.4 | 2.4 | 2.5 | 2.4 |
| 800 | 3.9 | 4.1 | 4.3 | 2.5 | 2.7 | 3.3 | 2.3 | 2.4 | 2.4 |
| 850 | 3.7 | 3.9 | 4.0 | 2.4 | 2.6 | 3.2 | 2.2 | 2.3 | 2.2 |
| 900 | 3.6 | 3.8 | 3.7 | 2.4 | 2.5 | 3.1 | 2.1 | 2.3 | 2.2 |
| 950 | 3.5 | 3.7 | 3.4 | 2.3 | 2.4 | 3.0 | 2.1 | 2.2 | 2.1 |
| 1000 | 3.4 | 3.5 | 3.1 | 2.2 | 2.3 | 2.9 | 2.0 | 2.1 | 2.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di Giuliano, A.; Funcia, I.; Pérez-Vega, R.; Gil, J.; Gallucci, K. Novel Application of Pretreatment and Diagnostic Method Using Dynamic Pressure Fluctuations to Resolve and Detect Issues Related to Biogenic Residue Ash in Chemical Looping Gasification. Processes 2020, 8, 1137. https://doi.org/10.3390/pr8091137
Di Giuliano A, Funcia I, Pérez-Vega R, Gil J, Gallucci K. Novel Application of Pretreatment and Diagnostic Method Using Dynamic Pressure Fluctuations to Resolve and Detect Issues Related to Biogenic Residue Ash in Chemical Looping Gasification. Processes. 2020; 8(9):1137. https://doi.org/10.3390/pr8091137
Chicago/Turabian StyleDi Giuliano, Andrea, Ibai Funcia, Raúl Pérez-Vega, Javier Gil, and Katia Gallucci. 2020. "Novel Application of Pretreatment and Diagnostic Method Using Dynamic Pressure Fluctuations to Resolve and Detect Issues Related to Biogenic Residue Ash in Chemical Looping Gasification" Processes 8, no. 9: 1137. https://doi.org/10.3390/pr8091137
APA StyleDi Giuliano, A., Funcia, I., Pérez-Vega, R., Gil, J., & Gallucci, K. (2020). Novel Application of Pretreatment and Diagnostic Method Using Dynamic Pressure Fluctuations to Resolve and Detect Issues Related to Biogenic Residue Ash in Chemical Looping Gasification. Processes, 8(9), 1137. https://doi.org/10.3390/pr8091137