3.1. Heating Microscope
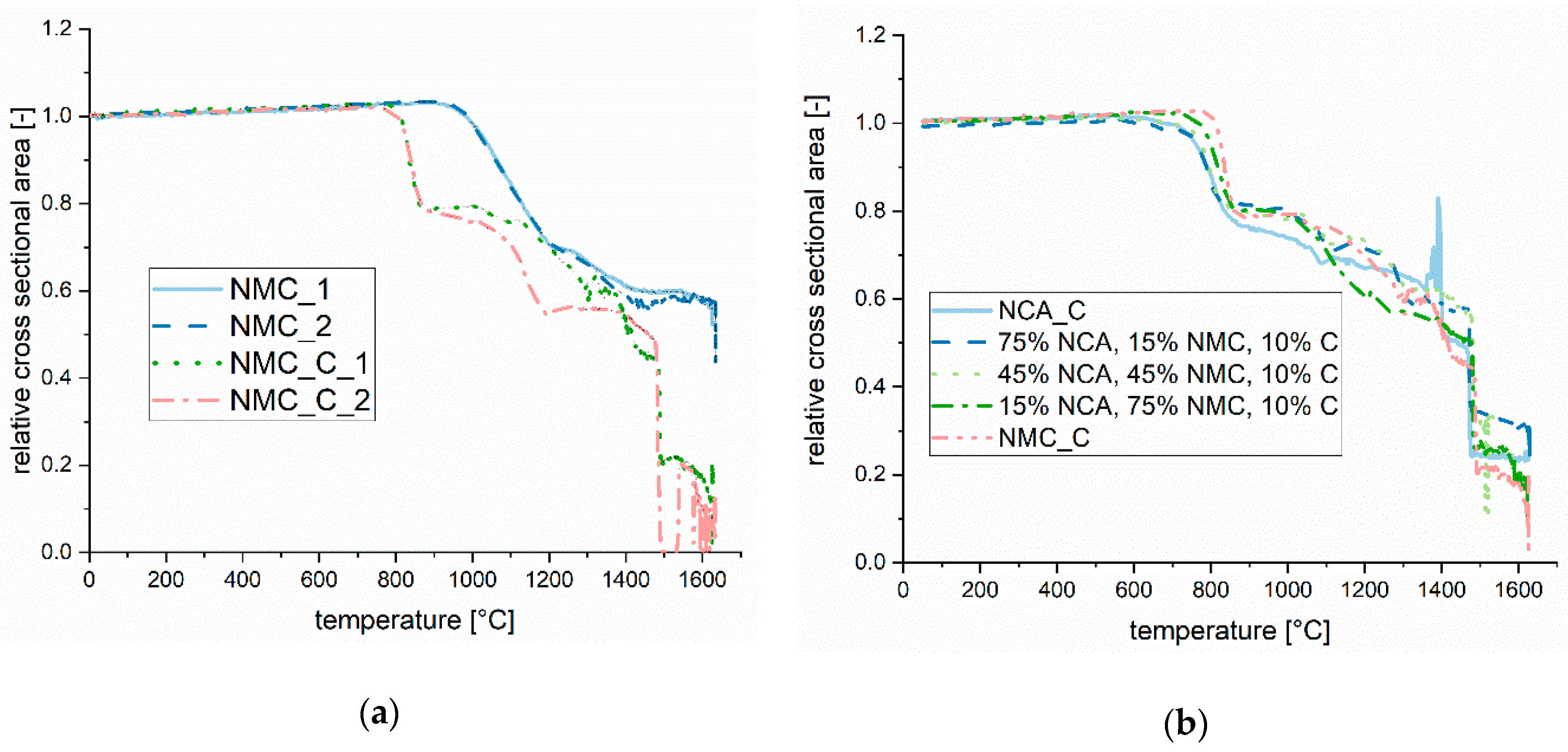
In the heating microscope experiments, the relative cross-sectional area (CSA) of the sample, thus the trend of cross sectional area of the sample cylinder during heating in relation to its initial value, was observed to investigate at which temperatures changes in the material occur. In
Figure 3a, where the results of the test series with NMC are shown, one can see a significant difference between the graphs of NMC_1 and NMC_2 without carbon addition and, respectively, NMC_C_1 and NMC_C_2 in which carbon was added. In this case, the first change of the CSA for NMC_C_1 and NMC_C_2 can be observed at approx. 800 °C, which is almost 200 °C lower than in the tests without carbon addition. Moreover, the extent to which the change occurs is significantly higher in experiments with carbon addition. The steep decline of NMC_C_1 and NMC_C_2 at approx. 1500 °C was also observed with other cathode materials and can be explained by the melting point of the contained metals. The difference in the trends of the CSA with and without carbon addition can be explained by the origin of the changes. Mao et al. [
31] and Kwon and Sohn [
32] investigated and described the reaction behaviour of LCO (LiCoO
2) with and without carbon addition. According to their findings and due to the fact, that NCA and NMC are structurally identical to LCO, we assume that the changes in experiments without carbon addition are caused by thermal decomposition of the lithium metal oxides, while in experiments with carbon addition, reduction reactions with Li
2O formation led to the observed changes. About the reproducibility it can be said that in the repeated attempts the characteristic changes of the CSA appear at the same temperatures to about the same extent.
The results, mainly temperature zones and the extent of the correspondence of changes of the CSA, for NCA and NCA_C are very similar to those for NMC and NMC_C. However, since future waste streams are likely to consist of mixtures of different cathode materials, another set of experiments was performed in which NCA and NMC in different compositions and carbon were mixed to investigate if the materials influence each other. In
Figure 3b, where the changes of the CSA of NCA_C, NMC_C and mixtures with varying composition are shown, no direct influence can be seen. The following
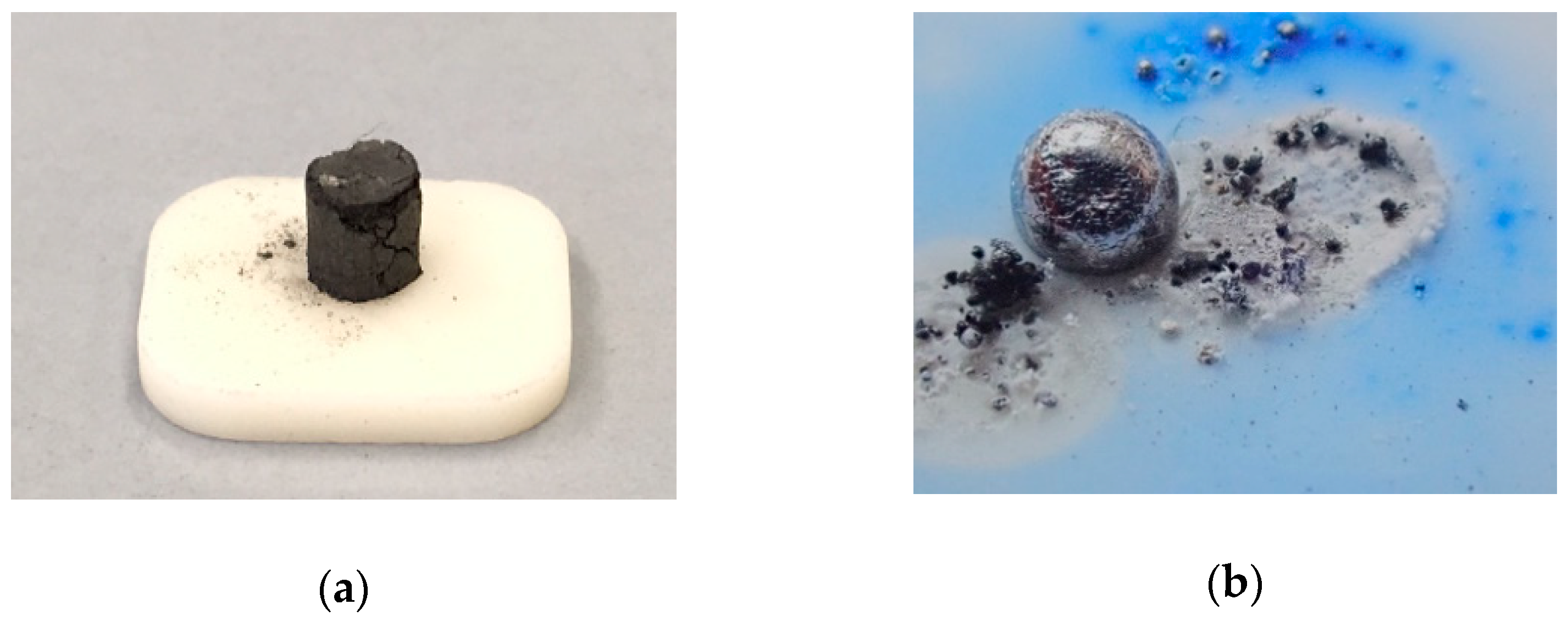
Figure 4a,b show the NMC_C sample before and after the heating microscope experiment. In
Figure 4b a perfectly molten metal sphere, indicated by the change of the CSA at approx. 1500 °C, and a fine white crystalline structure can be seen. The blue colour of the Al
2O
3 ceramic is most likely caused by reactions with cobalt and was also observed in all other experiments, especially in those with carbon addition.
In contrast, the black matter material (AM) showed a completely different behavior, as can be seen in
Figure 5a,b in which its CSA does not decrease during heating but increase to almost 120% of its initial value. The lack of the first change of the AMs CSA as well as the absence of any sign of melting at temperatures around 1500 °C indicates that pre-treatment might have a big influence on basic thermophysical properties of the produced black matter.
Reasons for the deviating behavior of AM compared to NMC_C and NCA_C could lie in impurities, thus residues from the mechanical processing and separation step during pre-treatment, like Cu and Al from conductor foils. A closer look at the chemical composition of AM in
Table 1 reveals that the mass content of Cu and Al with almost 6% each is much higher than anticipated. Moreover, the carbon content is much higher than would be stoichiometrically necessary for the reduction reactions. An example of a disruptive reaction could be the formation of aluminum oxide which, in the appropriate amount, could form a supporting structure and thereby reduce the informative value of the CSA. On the other hand, it is also possible that the anode graphite has a lower reactivity than the fine powdered coke which is used in NMC_C and NCA_C.
The origin of AM, a pre-treatment process that uses thermal deactivation before mechanical shredding, could also cause the observed differences, since some of the reactions might already have taken place if certain temperatures are overcome during this step. By this, the layered structure of the lithium metal oxides could probably have been changed, e.g., due to thermal decomposition which, as can be seen in
Figure 3, occurs at approx. 1000 °C and could change the materials properties permanently. However, reliable information about these thermal processes is difficult to access. In our opinion, however, it is quite possible that at certain points in such a process, temperatures above 1000 °C can occur and that therefore the possibility of influencing the material must not be excluded.
3.2. Simultaneous Thermal Analysis
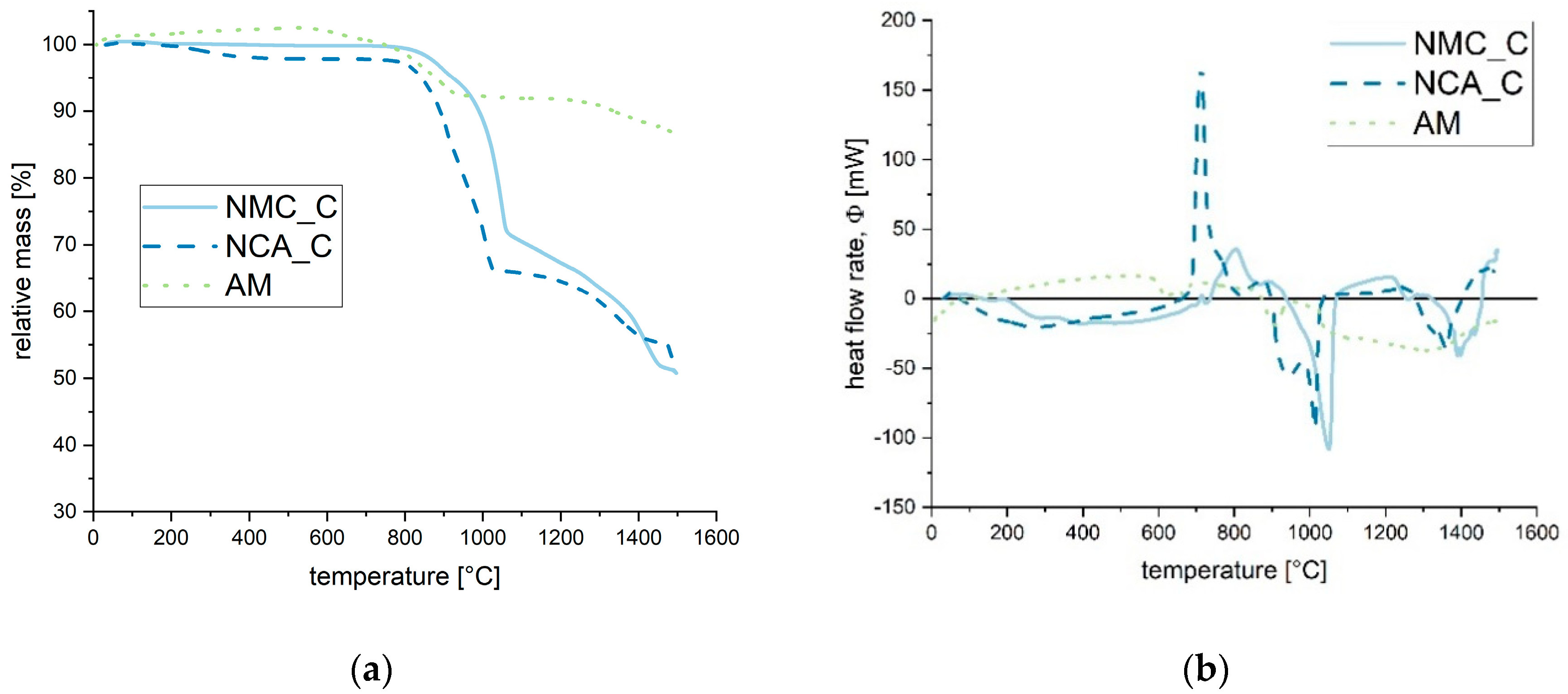
The experiments in the heating microscope gave some first impressions on how NMC, NCA and AM behave at high temperatures and under reducing conditions. For further characterization of the underlaying reactions that cause respective changes in the materials and to create a basis for a kinetics model in the long term, thermogravimetric analysis and differential scanning calorimetry was conducted. The results of the STA are summarized in
Figure 6a, showing the trends of the relative mass of the samples, and
Figure 6b, which shows the corresponding trends of the heat flow. The evaluation of the measurements, which also includes a correction of the data by reference measurements, was carried out in MATLAB.
In
Figure 6a the beginning of the mass loss at approximately 800 °C matches the observations from the heating microscope experiments. The first mass loss first declines slowly before it becomes steeper around 1000 °C and stops at approximately 70 % of the initial mass which was 40.1 mg for NCA_C and 39.8 mg for NMC_C. At the end of the thermogravimetric curve, the relative mass is about 55% of the initial mass. This means, that additionally to carbon, which had an initial mass content of 25 w/%, also components of the lithium metal oxide, most likely O
2 and Li, had been removed from the sample. Another indication for the presence of reduction reactions between 800 °C and 1000 °C is the trend of the heat flow, shown in
Figure 6b. In both samples, the heat flow between 800 °C and approximately 1050 °C is endothermic with a negative peak around 1000 °C where also the biggest slope of the sample mass occurs. The outstanding exothermic peak in the NCA_C at 700 °C heat flow trend could be the result from Al
2O
3 formation whereby a significant amount of heat could be released. In order to confirm this, the samples must be heated in a controlled manner to or just above this temperature and analysed using XRD analysis, which is planned within the further scope of the research project.
As in the heating microscope experiments, the behaviour of the sample AM differs greatly from that of NCA_C and NMC_C. The overall mass loss only accumulates to around 10% and there are no sharp peaks in the heat flow trend. The lower mass loss is on the one hand due to the comparatively lower lithium metal oxide content (<60 w/%) compared to NCA_C and NMC_C (75 w/%) and the resulting decreased ability for CO or CO2 generation. Since the heating rate was the same in all experiments, the less steep mass loss between 800 °C and 1000 °C and the absence of significant peaks in the heat flow trend indicate a lower reactivity of AM in general. The suspicion from the heating microscope experiments that certain reactions already took place during the thermal deactivation step has gotten stronger.
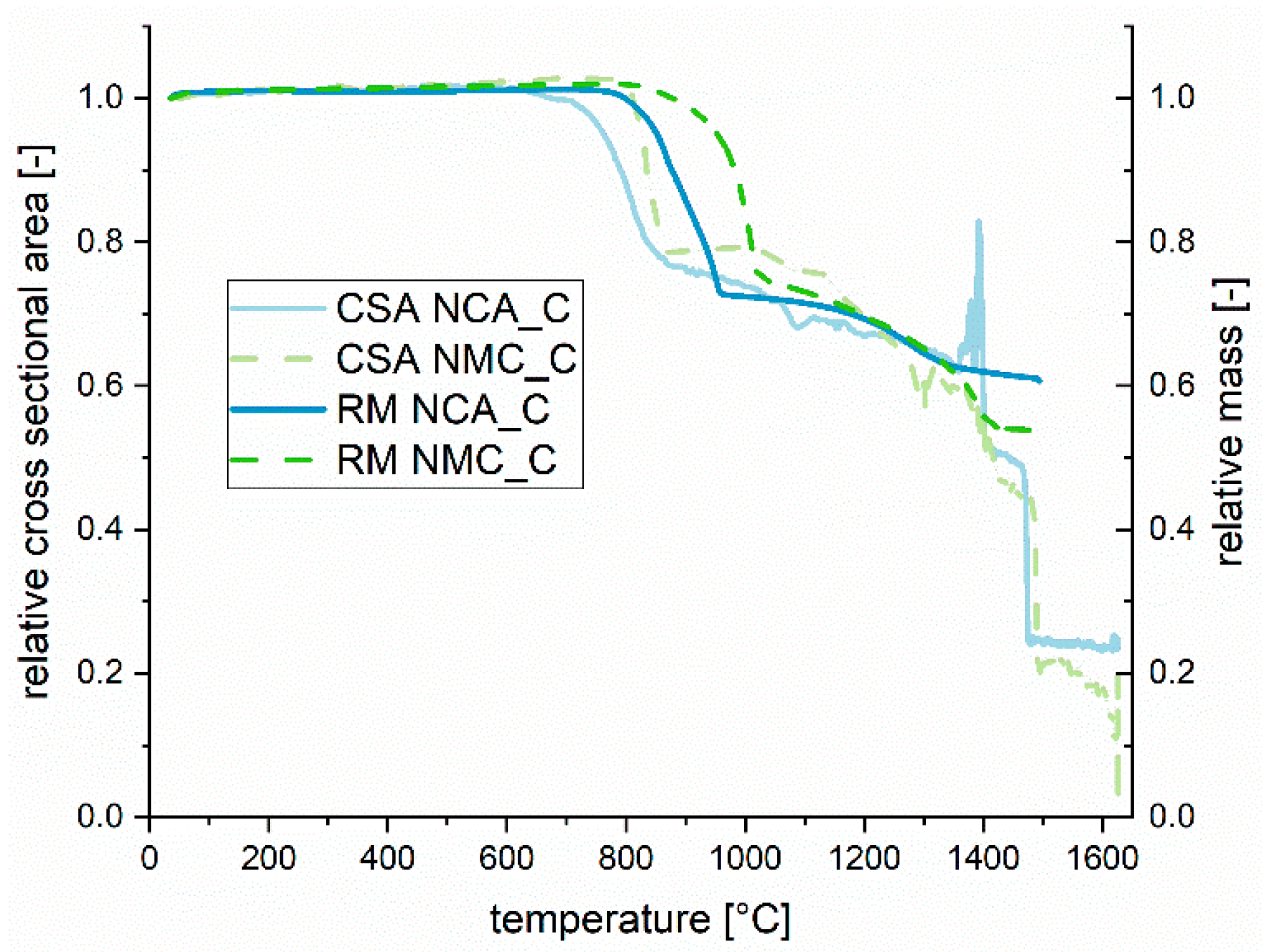
Finally, the results from the heating microscope experiments and the STA are summarized in
Figure 7.
3.3. InduMelt Experimients
The last experimental series was conducted in the presented InduMelt reactor (
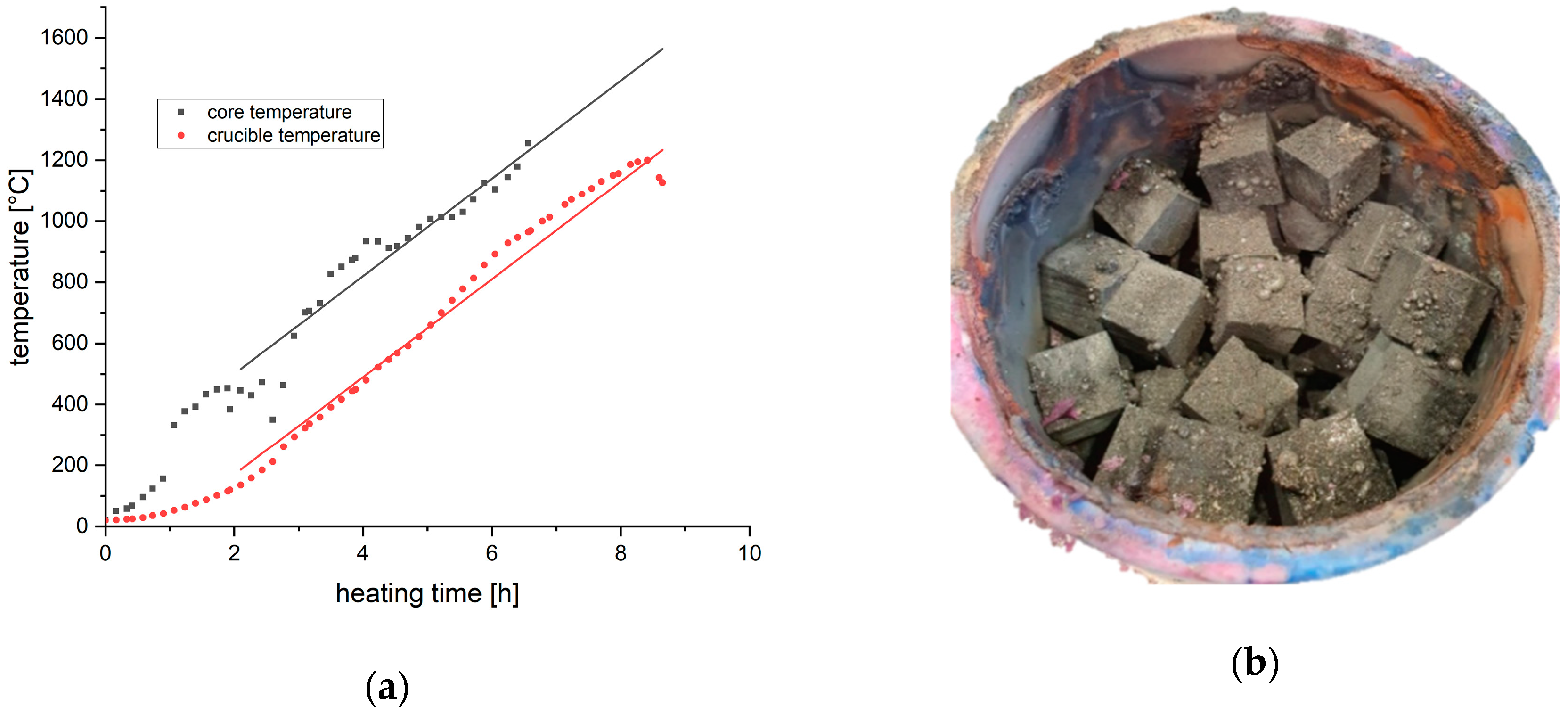
Figure 2) to investigate the achievable transfer coefficients for Li, Ni, Co and Mn under the particular conditions of the reactor. The trend of the measured temperatures in- and outside of the reactor during one of the experiments is presented in
Figure 8a. As explained in the materials and methods section, the slope of the outer s-type couples is used to control the temperature inside of the reactor after the operating temperature of the k-type couples is exceeded.
In
Table 2 the compositions of the input mixtures for the InduMelt experiments are shown. For NMC_C and NCA_C the composition matches the stochiometric proportion of the used cathode materials (NCA, LiNi
0.8Co
0.15Al
0.05O
2; NMC, LiNi
0.33Mn
0.33Co
0.33O
2) with carbon addition of 10 w/%. If the whole added carbon is used and all oxides are removed the mass loss should accumulate to 40–46% of the input mass depending on the amount of Li that can be removed. For AM, which is a mixture of different cathode materials from LIBs and considering its composition most likely also other battery types, the volatile components also accumulate to around 42 w/%.
Because the aim of the experimental series is to investigate possible recovery and removal rates for certain metals contained in the cathode materials, Cu and other impurities of the sample AM are not further analyzed.
For the first InduMelt experiments with LIB cathode materials and black matter a maximum temperature of approx. 1550 °C was chosen. At this temperature, no further changes of the CSA or mass during the STA and heating microscope were observed and the expected metal alloy’s melting point is also some ten degrees lower. This temperature was then held for approx. one hour before the heat input was stopped.
In
Figure 8b the reactor after the experiment is shown. All graphite cubes were removed and cleaned from metal and slag deposits which were subsequently weighed. The individual mass of input material and product phases for each experiment can be seen from
Table 3.
The obtained product phases are subdivided into metal phase, slag phase and powder. On the first look at
Table 3, one can see that the product distribution differs greatly between the experiments IM_NMC_C, IM_NCA_C and the experiment IM_AM. Therefore, the results are presented and discussed separately.
For IM_NCA_C and IM_NMC_C the metal and slag phase accumulates at the bottom of the reactor or can be found as depositions on the graphite cubes and the crucible. To achieve the best mass balance possible, the depositions have been rubbed of the graphite cubes and the metal particles were magnetically separated. By this, 244.2 g respectively 267.3 g of a metal product, which—if we assume that the metal phase only consists of Ni, Co and Mn—accounts for 81% and, respectively, 91% of the said metals in the input material of IM_NMC_C and IM_NCA_C. According to the oxygen potentials of the metals, the slag phase should mainly consist of Li
2O and Al
2O
3. With 37.7 g and 21.6 g of obtained slag for IM_NMC_C and IM_NCA_C compared to an input of approximately 36 g of pure Li alone one can say that this result looks promising, since the amount of oxygen—and of course Al—must also be taken into account. Furthermore, the refractory mortar and the crucible material also consist of Al
2O
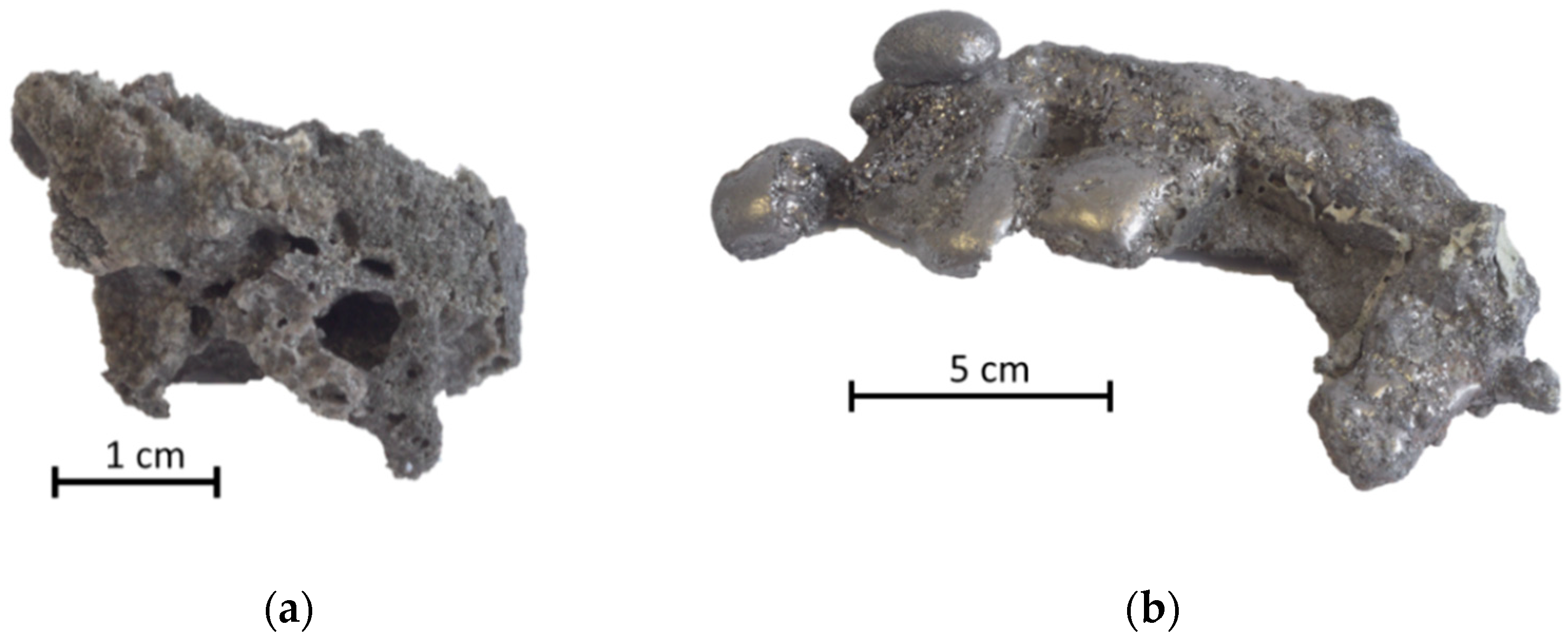
3 and can take part in the reactions causing slag formation. Because this discussion is more complex than for the metal phase it will be continued later together with the chemical analyses of the phases. The powder phase of IM_NMC_C and IM_NCA_C is caused by abrasion during the removal of the small metal particles from the graphite cubes and therefore mainly consists of carbon. Summarized, the overall weight loss of IM_NMC_C and IM_NCA_C is 46.8% and, respectively, 41.4% of the input mass. If we assume that Li, O and C are the only volatile components in the input material a maximum weight loss of 47.2% for IM_NMC_C and 50.2% for IM_NCA_C is achievable. For IM_NMC_C, the obtained slag phase is shown in
Figure 9a, the metal accumulation in
Figure 9b.
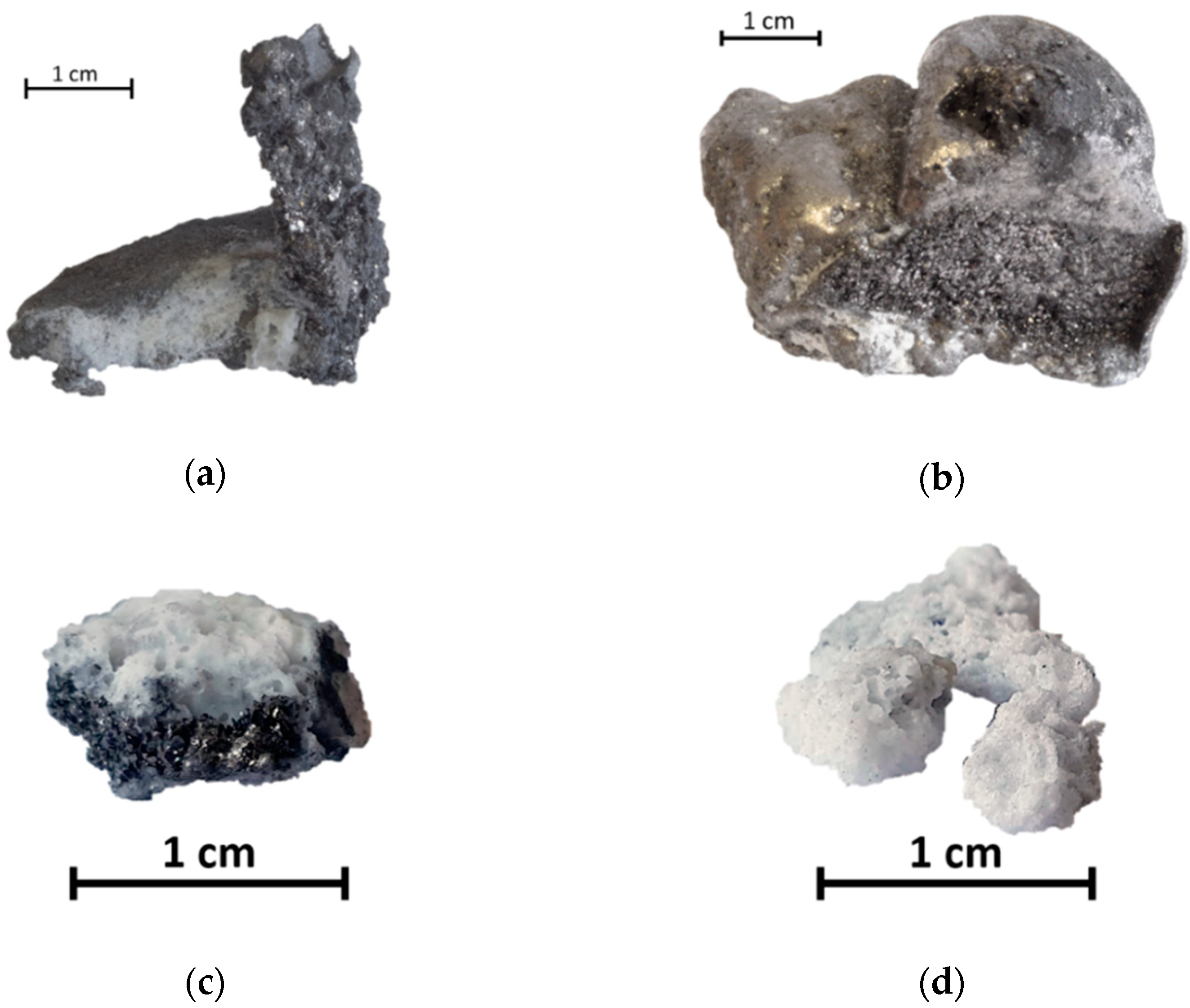
As can be seen, the separation of the metal and slag phase in IM_NMC_C for further chemical analysis was relatively easy since large specimens without fusions could be found. In contrast, the obtained products from IM_NCA_C were harder to separate as
Figure 10a–d shows. Therefore, the ICP-MS analysis was performed for both, samples with and without inclusions, and the results weighted during data evaluation.
To intensify this discussion, we need to look at the results of the chemical analysis, which were achieved by ICP-MS analysis. The discussion starts with the obtained metal phase from the experiments IM_NMC_C and IM_NCA_C for which the results are contained in
Table 4.
For IM_NMC_C the metal composition mostly matches the expected result. There is almost no Li and Al present in the metal alloy but Ni, Co and Mn. What is noticeable, however, is the significantly lower Mn content compared to Ni and Co. With an equal stoichiometric proportion and similar molecular weight—Mn is a little lighter—the difference should not be that high, which indicates that Mn also accumulates somewhere else than in the metal alloy.
As already explained, the sampling of NCA_C was not trivial due to small slag inclusions within the metal particles. In order to increase the informative value, metal samples with (IM_NCA_C_1) and without (IM_NCA_C_2) small slag particles were analyzed. By this it can be stated that also for IM_NCA_C there was hardly an accumulation of Li and Al in the metal alloy that mainly consists of Ni and Co.
A complete mass balance is hardly feasible due to the difficult collection of the small metal particles. In future experiments and respective analyses, ICP-OES as well as XRD analysis methods will be used to balance all the elements included in greater detail. Nevertheless, compared to the initial amount in the input material it was possible to find around 90% of Ni and Co and 76% of Mn in the metal phase of IM_NMC_C as well as more than 90% of Ni and Co in the metal phase of IM_NCA_C.
In order to investigate the whereabouts of Mn, to clarify whether Ni and Co can also be found in the slag and to finally check the question of whether Li removal from the reactor could be achieved or not we now look at the slag analysis shown in
Table 5.
Beginning with IM_NMC_C it can be said that Ni does hardly accumulate in the slag while a significantly higher but still low amount of Co could be found. For Mn, from which only 76% of its initial input were found in the metal phase, can also not be found in the slag phase. Since Mn is very reactive and has several oxidation states it is likely that parts of it were removed from the reactor via the gas phase. For IM_NMC_C, analogous to the metal phase results, there are again two samples, IM_NCA_1 with metal particles and IM_NCA_2 without metal particles. The data shows that only a small amount of Ni and Co is found in the slag while Li and Al accumulate to higher extents.
If we now compare the amount of Li that was initially inserted in the experiments, which was approx. 36 g for IM_NCA_C and IM_NMC_C with the amount of Li that was found in the metal and slag phase, a lithium removal of 96.72 w/% for IM_NCA_C and 90.76 w/% for IM_NMC_C was achieved.
Before these results are finally summarized, we have to take a look at IM_AM, which, as mentioned at the beginning, behaved differently than IM_NCA_C and IM_NMC_C. As can be seen in
Table 3, neither a metal nor a slag accumulation was found but only a fine powder that was optically identical to the input material. The weight loss of 29,5% matches the initial carbon content exactly, which at first sight suggests that only the included carbon was burned in the reactor. However, analysis of the carbon content of the resulting powder revealed a mass content of still 22.6%, which indicates that also in IM_AM reduction reactions occurred. In the thermogravimetric analyses only a decrease in mass of 10% was achieved. This could be an indication that certain reactions proceed more slowly in AM and that longer holding times in the preliminary experiments would have provided better results, which is going to be investigated in the further course of the project. Furthermore, an increase of the average particle size was found that indicates at least an agglomeration of particles even if there was no molten phase. Because there was no slag or metal phase in IM_AM, the results are discussed by a comparison of the chemical composition before and after the InduMelt experiment, which is shown in
Table 6.
The mass content of Ni, Co and Mn has risen by about 65% each which can only be caused by the mass loss of the sample. A statement about a possible discharge of Mn via the gas phase, as it was observed in IM_NMC_C, should not be made due to the already low concentration in IM_AM. Lithium had an input mass of 13.59 g and was reduced to 3.04 g in the product powder, which corresponds to a decrease of 77.6 w/%. This value is significantly lower than with pure cathode materials but in the light of the different behavior of AM compared to NCA_C and NMC_C in all experimental series still a promising result.
To finally summarize the InduMelt experiments, one must notice that the difficulties to achieve a complete mass balance and the absence of an off-gas analysis lead to the fact that the absolute numbers should only be considered to a limited extent. However, it is not the claim of this work to precisely define transfer coefficients for all species in cathode materials respectively black matter, but to evaluate the magnitude of possible recovery rates for the valuable metals Ni, Co, Mn and Li by using the InduRed reactor technology. In view of this, these tendencies are summarized in
Figure 11.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}