
Low-Temperature Atmospheric Pressure Plasma Processes for the Deposition of Nanocomposite Coatings



Abstract
:1. Introduction
2. Low-Temperature APP Technologies for NC Coatings Deposition
- Plasma deposition enables the preparation of organic, inorganic, and hybrid organic-inorganic thin films with thickness ranging from a few nanometers to a few tens of microns. The most used methods for thin film deposition with APPs are the plasma-enhanced chemical vapor deposition (PECVD) and the aerosol-assisted plasma deposition (AAPD) [2,4,31].
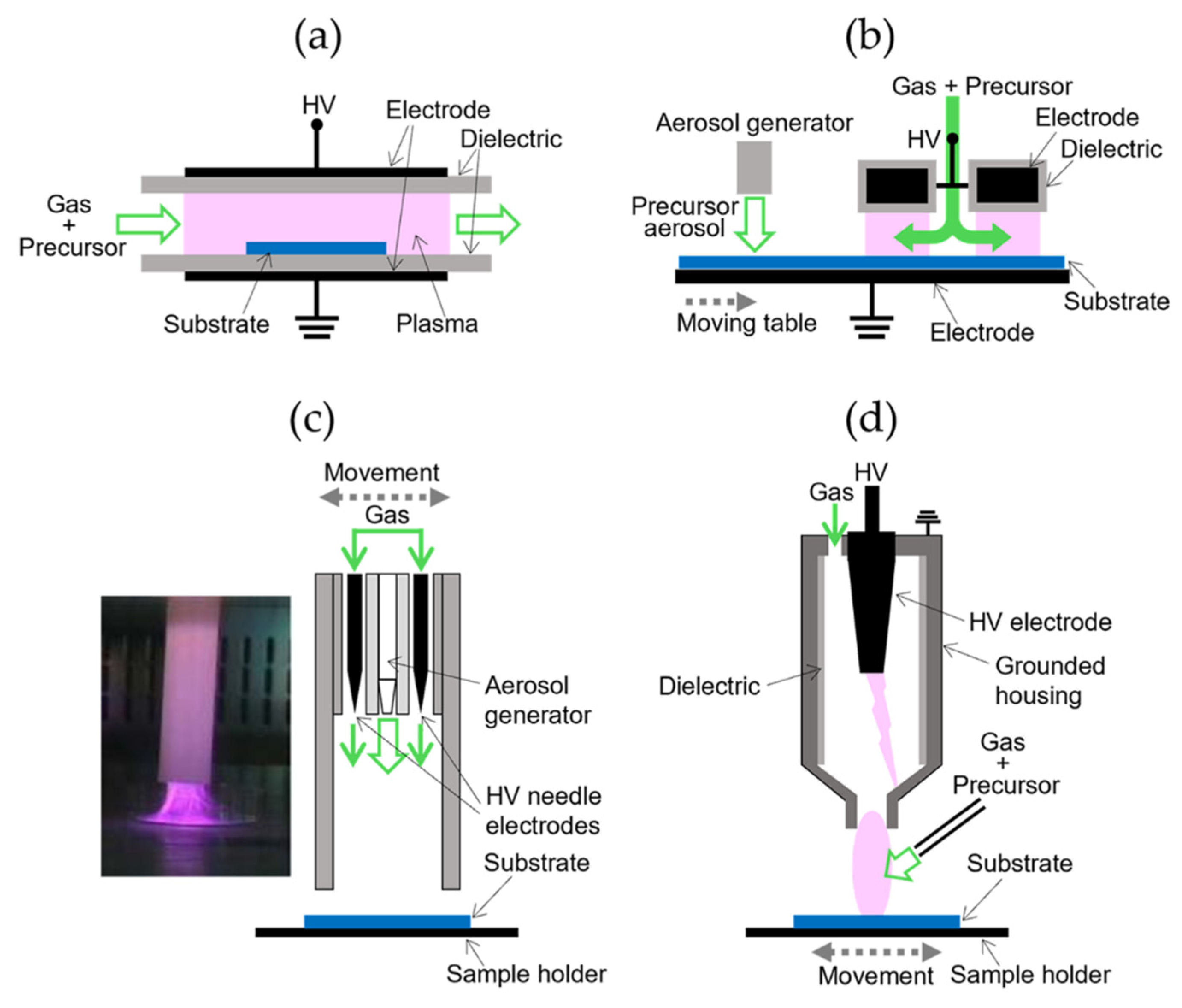
- Dielectric barrier discharges (DBDs) are generated using electrode configurations containing at least a dielectric layer between the electrodes [24,28]. The dielectric material prevents arc transition and allows achieving non-equilibrium plasma conditions at atmospheric pressure. DBDs are mostly operated with alternating (AC) high voltages at frequencies between 50 Hz and a few hundreds of kHz [24,28]. However, recently, the use of pulsed or radiofrequency power supplies (i.e., frequency equal or greater than 1 MHz) is attracting growing interest [28,88]. Over the years, DBDs have become very popular in surface processing due to their versatility and scalability [2,4,32,89,90]. They can be generated by using a variety of electrode configurations (e.g., parallel-plate, coaxial cylindrical, coplanar electrode arrangements, etc. [24,28]) that can be implemented for both direct and remote surface processing [2,4]. For example, Figure 2a,b shows two different types of parallel-plate electrode systems. The first presents a classical symmetric geometry (i.e., assembly of two identical electrodes both covered by a dielectric layer, Figure 2a) and has been widely exploited for the direct deposition of thin films (e.g., NC films [60,62,64,65,68,89]) as well as for various plasma treatments and etching processes [89]. The second is manly used for thin film deposition (Figure 2b): it consists of two flat, parallel high-voltage (HV) electrodes covered by a dielectric plate and a moving stage as grounded electrode [59,80].
- Corona discharges (CDs) are produced in the close proximity of pin or thin wire HV electrodes due to electric field enhancement [24,29]. They are commonly generated by using both DC and AC power supplies (operating in continuous or pulsed mode) at voltages up to several tens of kV [24,29]. The vast literature on the use of CDs in surface engineering includes, among others, recent studies dealing with the direct and remote deposition of NC coatings [57,61,63,91]. Figure 2c shows the schematic diagram of the PlasmaStream™ system, i.e., a corona-based plasma jet specifically optimized for the open-air aerosol-assisted deposition of thin films (including NC thin films) [57,81,82]. The PlasmaStream™ system presents two needle electrodes located either side of a central aerosol generator used for precursor delivery. This arrangement is positioned at one end of a quartz or polytetrafluoroethylene (PTFE) tube in which the CD develops extending towards the substrate.
- Low temperature arc-based plasma jets or torches are currently widely used for thin films deposition and the surface treatment of both polymeric and inorganic materials [4]. In principle, arc jets are thermal plasma sources characterized by high gas temperatures. However, it has been demonstrated that they can be able to eject in the external environment a plasma characterized by relatively low gas temperature, provided that the appropriate power supply, source geometry, and operating conditions are selected [66,85,92,93,94,95,96,97]. For example, Figure 2d reports a plasma source commercialized by Plasmatreat and used for NC film deposition in [83,84].
3. Plasma-Enhanced Chemical Vapor Deposition of NC Coatings
4. Aerosol-Assisted Plasma Deposition of NC Coatings
4.1. General Overview
4.2. Deposition of NC Coatings from Conventional Liquid Precursors in Aerosol Form
4.3. Deposition of NC Coatings from Aerosols of Either Nanoparticle Dispersions or Dry Particles
4.3.1. Aerosols of Nanoparticle Dispersions
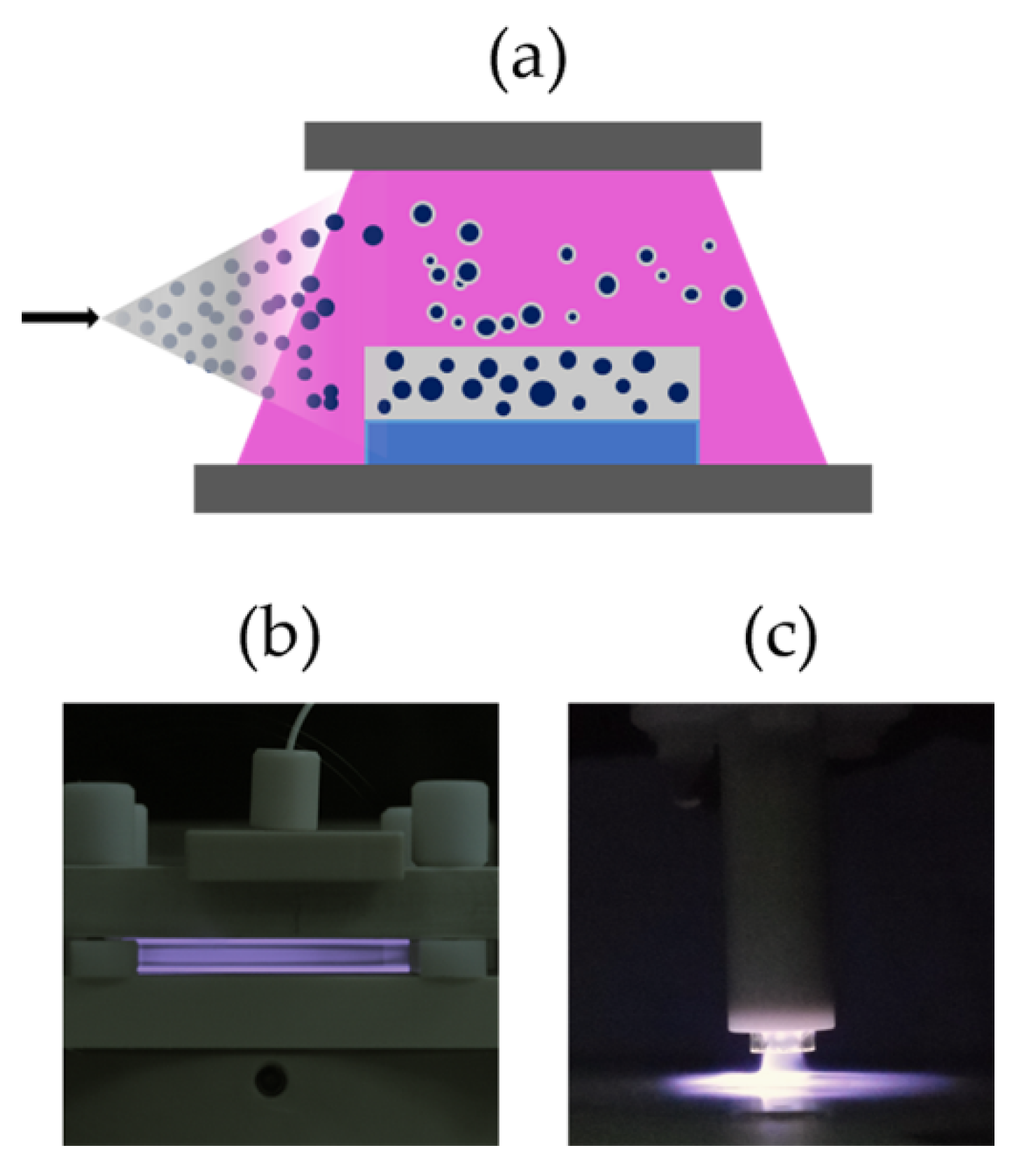
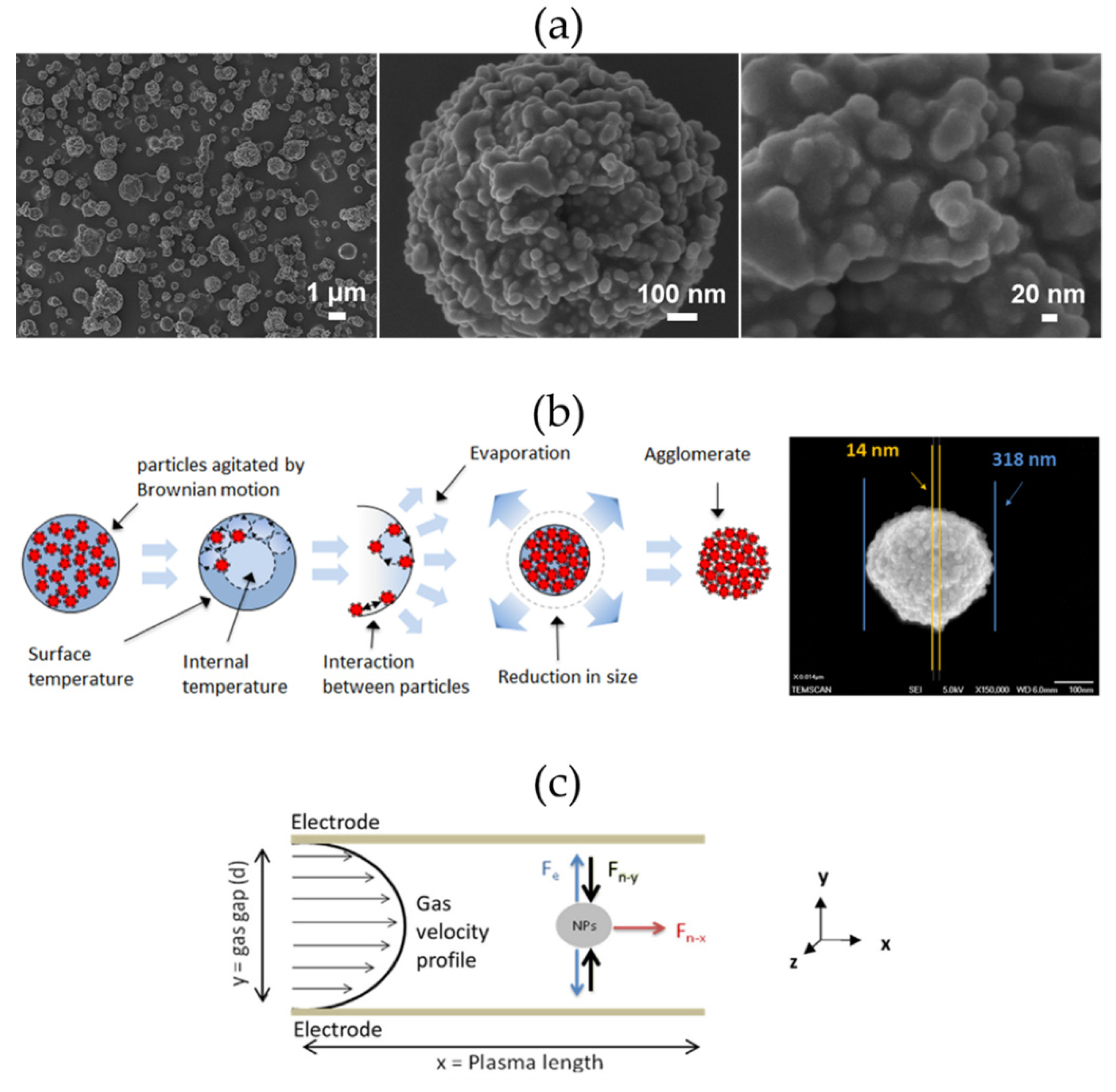
- Since in the parallel-plate DBD, the gas flow is laminar, the gas velocity profile is parabolic, as shown in Figure 4c. Therefore, the NPs are more likely to be located at the center of the discharge gap. However, the sinusoidal voltage applied to the electrodes to generate the plasma is able to induce an oscillation of the particles. This explains why the voltage frequency needs to be sufficiently low to obtain an oscillation amplitude large enough to allow the NPs to reach the substrate surface [64].
- By increasing the gas flow rate, it is possible to transport the NPs farther and farther from the entrance in the DBD cell. As a consequence, the greater the gas flow rate, the more uniform the NPs deposition over the entire electrode area and thus the more spatially homogeneous the coatings [127].
4.3.2. Aerosols of Dry Particles
4.4. Deposition of NC Coatings from Aerosols of Precursor Solutions
4.4.1. Solutions of Inorganic Metal Salts
4.4.2. Solutions of Organic Compounds
5. Functional Properties of NC Coatings Deposited by APPs
5.1. Catalytic Properties
5.2. Corrosion Resistance Properties
5.3. Optical Properties
5.4. Antibacterial Properties
5.5. Wettability Properties
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Mariotti, D.; Sankaran, R.M. Microplasmas for nanomaterials synthesis. J. Phys. D Appl. Phys. 2010, 43, 323001. [Google Scholar] [CrossRef]
- Massines, F.; Sarra-Burnet, C.; Fanelli, F.; Naudé, N.; Gherardi, N. Atmospheric pressure low temperature direct plasma technology: Status and challenges for thin film deposition. Plasma Process. Polym. 2012, 9, 1041–1073. [Google Scholar] [CrossRef]
- Mariotti, D.; Belmonte, T.; Benedickt, J.; Velusamy, T.; Jain, G.; Svrcek, V. Low-temperature atmospheric pressure plasma processes for “green” third generation photovoltaics. Plasma Process. Polym. 2016, 13, 70–90. [Google Scholar] [CrossRef] [Green Version]
- Fanelli, F.; Fracassi, F. Atmospheric pressure non-equilibrium plasma jet technology: Atmospheric pressure non-equilibrium plasma jet technology: General features, specificities and applications in surface processing of materials. Surf. Coat. Technol. 2017, 322, 174–201. [Google Scholar] [CrossRef]
- Dimitrakellis, P.; Gogolides, E. Hydrophobic and superhydrophobic surfaces fabricated using atmospheric pressure cold plasma technology: A review. Adv. Colloid Interface Sci. 2018, 254, 1–21. [Google Scholar] [CrossRef]
- Cvelbar, U.; Walsh, J.L.; Cernak, M.; de Vries, H.W.; Reuter, S.; Belmonte, T.; Corbella, C.; Miron, C.; Hojnik, N.; Jurov, A.; et al. White paper on the future of plasma science and technology in plastics and textiles. Plasma Process. Polym. 2019, 16, e1700228. [Google Scholar] [CrossRef] [Green Version]
- Chiang, W.; Mariotti, D.; Sankaran, R.M.; Erden, J.G.; Ostrikov, K. Microplasmas for advanced materials and devices. Adv. Mater. 2020, 32, 1905508. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Yi, Y.; Guo, H.; Tu, X. Atmospheric pressure and room temperature synthesis of methanol through plasma-catalytic hydrogenation of CO2. ACS Catal. 2018, 8, 90–100. [Google Scholar] [CrossRef]
- Li, S.; Medrano, J.A.; Hessel, V.; Gallucci, F. Recent progress of plasma-assisted nitrogen fixation research: A review. Processes 2018, 6, 248. [Google Scholar] [CrossRef] [Green Version]
- Delikonstantis, E.; Scapinello, M.; Stefanidis, G.D. Process modeling and evaluation of plasma-assisted ethylene production from methane. Processes 2019, 7, 68. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Ma, C.; Zhu, S.; Yu, F.; Dai, B.; Yang, D. A review of recent advances of dielectric barrier discharge plasma in catalysis. Nanomaterials 2019, 9, 1428. [Google Scholar] [CrossRef] [Green Version]
- Pang, Y.; Hammer, T.; Müller, D.; Karl, J. Investigation of nonthermal plasma assisted charcoal gasification for production of hydrogen-rich syngas. Processes 2019, 7, 114. [Google Scholar] [CrossRef] [Green Version]
- Taheraslani, M.; Gardeniers, H. Plasma catalytic conversion of CH4 to alkanes, olefins and H2 in a packed bed DBD reactor. Processes 2020, 8, 774. [Google Scholar] [CrossRef]
- Bogaerts, A.; Tu, X.; Whitehead, J.C.; Centi, G.; Lefferts, L.; Guaitella, O.; Azzolina-Jury, F.; Kim, H.-H.; Murphy, A.B.; Schneider, W.F.; et al. The 2020 plasma catalysis roadmap. J. Phys. D Appl. Phys. 2020, 53, 443001. [Google Scholar] [CrossRef]
- Centi, G.; Perathoner, S. Redesign chemical processes to substitute the use of fossil fuels: A viewpoint of the implications on catalysis. Catal. Today 2021, in press. [Google Scholar] [CrossRef]
- Brandenburg, R.; Bogaerts, A.; Bongers, W.; Fridman, A.; Fridman, G.; Lockers, B.R.; Miller, V.; Reuter, S.; Schiorlin, M.; Verreycken, T.; et al. White paper on the future of plasma science in environment, for gas conversion and agriculture. Plasma Process. Polym. 2019, 16, e1700238. [Google Scholar] [CrossRef] [Green Version]
- Shukrullah, S.; Bashir, W.; Altaf, N.U.H.; Khan, Y.; Al-Arainy, A.A.; Sheikh, T.A. Catalytic and non-catalytic treatment of industrial wastewater under the exposure of non-thermal plasma jet. Processes 2020, 8, 667. [Google Scholar] [CrossRef]
- Laroussi, M. Plasma medicine: A brief introduction. Plasma 2018, 1, 47–60. [Google Scholar] [CrossRef] [Green Version]
- Gupta, T.T.; Ayan, H. Application of non-thermal plasma on biofilm: A review. Appl. Sci. 2019, 9, 3548. [Google Scholar] [CrossRef] [Green Version]
- Semmler, M.L.; Bekeschus, S.; Schäfer, M.; Bernhardt, T.; Fischer, T.; Witzke, K.; Seebauer, C.; Rebl, H.; Grambow, E.; Vollmar, B.; et al. Molecular mechanisms of the efficacy of cold atmospheric pressure plasma (CAP) in cancer treatment. Cancers 2020, 12, 269. [Google Scholar] [CrossRef] [Green Version]
- Pankaj, S.K.; Wan, Z.; Keener, K.M. Effects of cold plasma on food quality: A review. Foods 2018, 7, 4. [Google Scholar] [CrossRef] [Green Version]
- Attri, P.; Ishikawa, K.; Okumura, T.; Koga, K.; Shiratani, M. Plasma agriculture from laboratory to farm: A review. Processes 2020, 8, 1002. [Google Scholar] [CrossRef]
- Adhikari, B.; Adhikari, M.; Park, G. The effects of plasma on plant growth, development, and sustainability. Appl. Sci. 2020, 10, 6045. [Google Scholar] [CrossRef]
- Fridman, A.; Chirokov, A.; Gutsol, A. Non-thermal atmospheric pressure discharges. J. Phys. D Appl. Phys. 2005, 38, R1–R24. [Google Scholar] [CrossRef]
- Laimer, J.; Störi, H. Recent advances in the research on non-equilibrium atmospheric pressure plasma jets. Plasma Process. Polym. 2007, 4, 266–274. [Google Scholar] [CrossRef]
- Iza, F.; Kim, G.J.; Lee, S.M.; Lee, J.K.; Walsh, J.L.; Zhang, Y.T.; Kong, M.G. Microplasmas: Sources, particle kinetics, and biomedical applications. Plasma Process. Polym. 2008, 5, 322–344. [Google Scholar] [CrossRef]
- Bardos, L.; Barankova, H. Cold atmospheric plasma: Sources, processes, and applications. Thin Solid Films 2010, 518, 6705–6713. [Google Scholar] [CrossRef]
- Brandenburg, R. Dielectric barrier discharges: Progress on plasma sources and on the understanding of regimes and single filaments. Plasma Sources Sci. Technol. 2017, 26, 053001. [Google Scholar] [CrossRef]
- Bruggeman, P.J.; Iza, F.; Brandenburg, R. Foundations of atmospheric pressure non-equilibrium plasmas. Plasma Sources Sci. Technol. 2017, 26, 123002. [Google Scholar] [CrossRef] [Green Version]
- Belmonte, T.; Henrion, G.; Gries, T. Nonequilibrium atmospheric plasma deposition. J. Therm. Spray Technol. 2011, 20, 744–759. [Google Scholar] [CrossRef]
- Jang, H.J.; Jung, E.Y.; Parsons, T.; Tae, H.-S.; Park, C.-S. A review of plasma synthesis methods for polymer films and nanoparticles under atmospheric pressure conditions. Polymers 2021, 13, 2267. [Google Scholar] [CrossRef]
- Fanelli, F.; Bosso, P.; Mastrangelo, A.M.; Fracassi, F. Thin film deposition at atmospheric pressure using dielectric barrier discharges: Advances on three-dimensional porous substrates and functional coatings. Jpn. J. Appl. Phys. 2016, 55, 07LA01. [Google Scholar] [CrossRef]
- Bosso, P.; Fanelli, F.; Fracassi, F. Deposition of water-stable coatings containing carboxylic acid groups by atmospheric pressure cold plasma jet. Plasma Process. Polym. 2016, 13, 217–226. [Google Scholar] [CrossRef]
- Banerjee, S.; Adhikari, E.; Sapkota, P.; Sebastian, A.; Ptasinska, S. Atmospheric pressure plasma deposition of TiO2: A review. Materials 2020, 13, 2931. [Google Scholar] [CrossRef]
- Fanelli, F.; Di Renzo, G.; Fracassi, F.; d’Agostino, R. Recent advances in the atmospheric pressure PE-CVD of fluorocarbon films: Influence of air and water vapour impurities. Plasma Process. Polym. 2009, 6, S503–S507. [Google Scholar] [CrossRef]
- Meshkova, A.S.; Elam, F.M.; Starostin, S.A.; van de Sanden, M.C.M.; de Vries, H.W. The role of carrier gas flow in roll-to-roll AP-PECVD synthesized silica moisture barrier films. Surf. Coat. Technol. 2018, 339, 20–26. [Google Scholar] [CrossRef]
- Barillas, L.; Makhneva, E.; Weltmann, K.-D.; Seitz, H.; Fricke, K. Plasma printing-direct local patterning with functional polymer coating for biosensing and microfluidics applications. Microelectron. Eng. 2020, 233, 111431. [Google Scholar] [CrossRef]
- Zhao, O.; Ding, Y.; Pan, Z.; Rolston, N.; Zhang, J.; Dauskardt, R.H. Open-air plasma-deposited multilayer thin-film moisture barriers. ACS Appl. Mater. Interfaces 2020, 12, 26405–26412. [Google Scholar] [CrossRef]
- Acharya, K.; Bulou, S.; Gaulain, T.; Gerard, M.; Choquet, P. Site-selective atmospheric pressure plasma-enhanced chemical vapor deposition process for micrometric deposition of plasma-polymerized methyl methacrylate. Plasma Process. Polym. 2021, 18, e2000143. [Google Scholar] [CrossRef]
- Eichler, M.; Nagel, K.; Hennecke, P.; Klages, C.-P. Area-selective microplasma treatment in microfluidic channels for novel fluid phase separators. Plasma Process. Polym. 2012, 9, 1160–1167. [Google Scholar] [CrossRef]
- Pothiraja, R.; Engelhardt, M.; Bibinov, N.; Awakowicz, P. Film deposition on the inner surface of tubes using atmospheric-pressure Ar–CH4, Ar–C2H2 and Ar–C2H2–H2 plasmas: Interpretation of film properties from plasma-chemical kinetics. J. Phys. D Appl. Phys. 2012, 45, 335202. [Google Scholar] [CrossRef]
- Fanelli, F.; Fracassi, F. Thin film deposition on open-cell foams by atmospheric pressure dielectric barrier discharges. Plasma Process. Polym. 2016, 13, 470–479. [Google Scholar] [CrossRef]
- Armenise, V.; Milella, A.; Fracassi, F.; Bosso, P.; Fanelli, F. Deposition of thin films containing carboxylic acid groups on polyurethane foams by atmospheric pressure non-equilibrium plasma jet. Surf. Coat. Technol. 2019, 379, 125017. [Google Scholar] [CrossRef]
- Michlicek, M.; Manakhov, A.; Dvorakova, E.; Zajickova, L. Homogeneity and penetration depth of atmospheric pressure plasma polymerization onto electrospun nanofibrous mats. Appl. Surf. Sci. 2019, 471, 835–841. [Google Scholar] [CrossRef]
- Palumbo, F.; Lo Porto, C.; Fracassi, F.; Favia, P. Recent advancements in the use of aerosol-assisted atmospheric pressure plasma deposition. Coatings 2020, 10, 440. [Google Scholar] [CrossRef]
- Cui, L.; Ranade, A.N.; Matos, M.A.; Dubios, G.; Dauskardt, R.H. Improved adhesion of dense silica coatings on polymers by atmospheric plasma pretreatment. ACS Appl. Mater. Interfaces 2013, 5, 8495–8504. [Google Scholar] [CrossRef] [PubMed]
- Lelievre, J.-F.; Kafle, B.; Saint-Cast, P.; Brunet, P.; Magnan, R.; Hernandez, E.; Pouliquen, S.; Massines, F. Progress in efficient silicon nitride SiNx:H antireflective and passivation layers deposited by atmospheric pressure PECVD for silicon solar cells. Prog. Photovolt. Res. Appl. 2019, 27, 1007–1019. [Google Scholar] [CrossRef]
- Malinowski, S.; Herbert, P.A.F.; Rogalski, J.; Jaroszyńska-Wolińska, J. Laccase enzyme polymerization by soft plasma jet for durable bioactive coatings. Polymers 2018, 10, 532. [Google Scholar] [CrossRef] [Green Version]
- Loyer, F.; Combrisson, A.; Omer, K.; Moreno-Couranjou, M.; Choquet, P.; Boscher, N.D. Thermoresponsive water-soluble polymer layers and water-stable copolymer layers synthesized by atmospheric plasma initiated chemical vapor deposition. ACS Appl. Mater. Interfaces 2019, 11, 1335–1343. [Google Scholar] [CrossRef]
- Moreno-Couranjou, M.; Guillot, J.; Audinot, J.-N.; Bour, J.; Prouvé, E.; Durrieu, M.-C.; Choquet, P.; Detrembleurs, C. Atmospheric pulsed plasma copolymerization of acrylic monomers: Kinetics, chemistry, and applications. Plasma Process. Polym. 2020, 17, e1900187. [Google Scholar] [CrossRef] [Green Version]
- Buxadera-Palomero, J.; Fricke, K.; Reuter, S.; Gil, F.J.; Rodriguez, D.; Canal, C. One-step liquid phase polymerization of HEMA by atmospheric-pressure plasma discharges for Ti dental implants. Appl. Sci. 2021, 11, 662. [Google Scholar] [CrossRef]
- Work, W.J.; Horie, K.; Hess, M.; Stepto, F.T. Definition of terms related to polymer blends, composites, and multiphase polymeric materials (IUPAC Recommendations 2004). Pure Appl. Chem. 2004, 11, 1985–2007. [Google Scholar] [CrossRef]
- Alemán, J.V.; Chadwick, A.V.; He, J.; Hess, M.; Horie, K.; Jones, R.G.; Kratochvíl, P.; Meisel, I.; Mita, I.; Moad, G.; et al. Definitions of terms relating to the structure and processing of sols, gels, networks, and inorganic-organic hybrid materials (IUPAC Recommendations 2007). Pure Appl. Chem. 2007, 79, 1801–1829. [Google Scholar] [CrossRef]
- Bardon, J.; Bour, J.; Del Frari, D.; Arnoult, C.; Ruch, D. Dispersion of cerium-based nanoparticles in an organosilicon plasma polymerized coating: Effect on corrosion protection. Plasma Process. Polym. 2009, 6, S655–S659. [Google Scholar] [CrossRef]
- Michel, M.; Bour, J.; Petersen, J.; Arnoult, C.; Ettingshausen, F.; Roth, C.; Ruch, D. Atmospheric plasma deposition: A new pathway in the design of conducting polymer-based anodes for hydrogen fuel cells. Fuel Cells 2010, 6, 932–937. [Google Scholar] [CrossRef] [Green Version]
- Dowling, D.P.; Twomey, B.; Byrne, G. Effect of titanium oxide nanoparticle incorporation into nm thick coatings deposited using an atmospheric pressure plasma. J. Nanosci. Nanotechnol. 2010, 10, 2746–2752. [Google Scholar] [CrossRef]
- Dembele, A.; Rahman, M.; Reid, I.; Twomey, B.; MacElroy, J.M.D.; Dowling, D.P. Deposition of hybrid organic-inorganic composite using an atmospheric plasma jet system. J. Nanosci. Nanotechnol. 2011, 11, 8730–8737. [Google Scholar] [CrossRef]
- Uygun, A.; Oksuz, L.; Yavuz, A.G.; Gulec, A.; Sen, S. Characterization of nanocomposite films deposited by atmospheric pressure uniform RF glow plasma. Curr. Appl. Phys. 2011, 11, 250–254. [Google Scholar] [CrossRef]
- Boscher, N.D.; Choquet, P.; Duday, D.; Kerbellec, N.; Lambrechts, J.-C.; Maurau, R. Luminescent lanthanide-based hybrid coatings deposited by atmospheric pressure plasma assisted chemical vapour deposition. J. Mater. Chem. 2011, 21, 18959–18961. [Google Scholar] [CrossRef]
- Fanelli, F.; Mastrangelo, A.M.; Fracassi, F. Aerosol-assisted atmospheric cold plasma deposition and characterization of superhydrophobic organic-inorganic nanocomposite thin films. Langmuir 2014, 30, 857–865. [Google Scholar] [CrossRef]
- Deng, X.; Leys, C.; Vujosevic, D.; Vulksanovic, V.; Cvelbar, U.; De Geyter, N.; Morent, R.; Nikiforov, A. Engineering of composite organosilicon thin films with embedded silver nanoparticles via atmospheric pressure plasma process for antibacterial activity. Plasma Process. Polym. 2014, 11, 921–930. [Google Scholar] [CrossRef]
- Profili, J.; Levasseur, O.; Naudé, N.; Chanec, C.; Stafford, L.; Gherardi, N. Influence of the voltage waveform during nanocomposite layer deposition by aerosol-assisted atmospheric pressure Townsend discharge. J. Appl. Phys. 2016, 120, 053302. [Google Scholar] [CrossRef]
- Liguori, A.; Traldi, E.; Toccaceli, E.; Laurita, R.; Pollicino, A.; Focarete, M.L.; Colombo, V.; Gherardi, M. Co-deposition of plasma-polymerized polyacrylic acid and silver nanoparticles for the production of nanocomposite coatings using a non-equilibrium atmospheric pressure plasma jet. Plasma Process. Polym. 2016, 13, 623–632. [Google Scholar] [CrossRef]
- Brunet, P.; Rincon, R.; Martinez, J.; Matouk, Z.; Fanelli, F.; Chaker, M.; Massines, F. Control of composite thin film made in an Ar/isopropanol/TiO2 nanoparticles dielectric barrier discharge by the excitation frequency. Plasma Process. Polym. 2017, 14, e1700049. [Google Scholar] [CrossRef]
- Lo Porto, C.; Palumbo, F.; Palazzo, G.; Favia, P. Direct plasma synthesis of nano-capsules loaded with antibiotics. Polym. Chem. 2017, 8, 1746–1749. [Google Scholar] [CrossRef]
- Chemin, J.-B.; Bulou, S.; Baba, K.; Fontaine, C.; Sindzingre, T.; Boscher, N.D.; Choquet, P. Transparent anti-fogging and self-cleaning TiO2/SiO2 thin films on polymer substrates using atmospheric plasma. Sci. Rep. 2018, 8, 9603. [Google Scholar] [CrossRef] [PubMed]
- Anagri, A.; Baitukha, A.; Debiemme-Chouvy, C.; Lucas, I.T.; Puplpytel, J.; Tran, T.T.M.; Tabibian, S.; Arefi-Khonsari, F. Nanocomposite coating based on graphene and siloxane polymers deposited by atmospheric pressure plasma. Application to corrosion protection of steel. Surf. Coat. Technol. 2019, 377, 124928. [Google Scholar] [CrossRef]
- Fanelli, F.; Fracassi, F. Aerosol-assisted atmospheric pressure cold plasma deposition of organic-inorganic nanocomposite coatings. Plasma Chem. Plasma Process. 2014, 34, 473–487. [Google Scholar] [CrossRef]
- Stancampiano, A.; Gallingani, T.; Gherardi, M.; Machala, Z.; Maguire, P.; Colombo, V.; Pouvesle, J.-M.; Robert, E. Plasma and aerosols: Challenges, opportunities and perspectives. Appl. Sci. 2019, 9, 3861. [Google Scholar] [CrossRef] [Green Version]
- Lo Porto, C.; Palumbo, F.; Treglia, A.; Camporeale, G.; Favia, P. Aerosol assisted atmospheric pressure PE-CVD of drug containing nano-capsules. Jpn. J. Appl. Phys. 2020, 59, SA0801. [Google Scholar] [CrossRef]
- Fricke, K.; Steffen, H.; von Woedtke, T.; Schroder, K.; Weltmann, K.-D. High rate etching of polymers by means of an atmospheric pressure plasma jet. Plasma Process. Polym. 2011, 8, 51–58. [Google Scholar] [CrossRef]
- Williams, T.S.; Hicks, R.F. Aging mechanism of the native oxide on silicon (100) following atmospheric oxygen plasma cleaning. J. Vac. Sci. Technol. A 2011, 29, 041403. [Google Scholar] [CrossRef] [Green Version]
- Szili, E.J.; Al-Bataineh, S.A.; Bryant, P.M.; Short, R.D.; Bradley, J.W.; Steele, D.A. Controlling the spatial distribution of polymer surface treatment using atmospheric-pressure microplasma jets. Plasma Process. Polym. 2011, 8, 38–50. [Google Scholar] [CrossRef]
- Pavlinak, D.; Galmiz, O.; Pavlinakova, V.; Polacek, P.; Kelar, J.; Stupavska, M.; Cernak, M. Application of dielectric barrier plasma treatment in the nanofiber processing. Mater. Today Commun. 2018, 16, 330–338. [Google Scholar] [CrossRef]
- Galmiz, O.; Pavlinak, D.; Zemanek, M.; Brablec, A.; Cernak, M. Hydrophilization of outer and inner surfaces of poly(vinyl chloride) tubes using surface dielectric barrier discharges generated in ambient air plasma. Plasma Process. Polym. 2017, 14, e1600220. [Google Scholar] [CrossRef]
- Profili, J.; Levasseur, O.; Koronai, A.; Stafford, L.; Gherardi, N. Deposition of nanocomposite coatings on wood using cold discharges at atmospheric pressure. Surf. Coat. Technol. 2017, 309, 729–737. [Google Scholar] [CrossRef]
- Mariotti, D.; Patel, J.; Svrcek, V.; Maguire, P. Plasma-liquid interactions at atmospheric pressure for nanomaterials synthesis and surface engineering. Plasma Process. Polym. 2012, 9, 1074–1085. [Google Scholar] [CrossRef]
- Fabiani, D.; Zaccaria, M.; Focarete, M.L.; Gualandi, C.; Colombo, V.; Ghedini, E.; Gherardi, M.; Laurita, R.; Sanibondi, P. Plasma assisted nanoparticle dispersion in polymeric solutions for the production of electrospun lithium battery separators. In Proceedings of the 2013 IEEE International Conference on Solid Dielectrics (ICSD), Bologna, Italy, 30 June–4 July 2013; pp. 718–721. [Google Scholar] [CrossRef]
- Fasano, V.; Laurita, R.; Moffa, M.; Gualandi, C.; Colombo, V.; Gherardi, M.; Zussman, E.; Vasilyev, G.; Persano, L.; Camposeo, A.; et al. Enhanced electrospinning of active organic fibers by plasma treatment on conjugated polymer solutions. ACS Appl. Mater. Interfaces 2020, 12, 26320–26329. [Google Scholar] [CrossRef] [PubMed]
- Boscher, N.D.; Duday, D.; Heier, P.; Heinze, K.; Hilt, F.; Choquet, P. Plasma polymer membranes for immobilising metalloporphyrins. Plasma Process. Polym. 2013, 10, 336–344. [Google Scholar] [CrossRef]
- Nwankire, C.E.; Ardhaoui, M.; Dowling, D.P. The effect of plasma-polymerised silicon hydride-rich polyhydrogenmethylsiloxane on the adhesion of silicone elastomers. Polym. Int. 2009, 58, 996–1001. [Google Scholar] [CrossRef]
- Stallard, C.P.; Iqbal, M.M.; Turner, M.M.; Dowling, D.P. Investigation of the formation mechanism of aligned nano-structured siloxane coatings deposited using an atmospheric plasma jet. Plasma Process. Polym. 2013, 10, 888–903. [Google Scholar] [CrossRef]
- Peng, T.; Pulpytel, J.; Horovitz, I.; Jaiswal, A.K.; Avisar, D.; Mamane, H.; Lalman, J.A.; Arefi-Khonsari, F. One-step deposition of nano-Ag-TiO2 coatings by atmospheric pressure plasma jet for water treatment: Application to trace pharmaceutical removal using solar photocatalysis. Plasma Process. Polym. 2019, 16, 1800213. [Google Scholar] [CrossRef]
- Rapp, C.; Baumgartel, A.; Artmann, L.; Eblenkamp, M.; Asad, S.S. Open air plasma deposited antimicrobial SiOx/TiOx composite films for biomedical applications. Curr. Dir. Biomed. Eng. 2016, 2, 43–47. [Google Scholar] [CrossRef] [Green Version]
- Korzec, D.; Nettesheim, S. Application of a pulsed atmospheric arc plasma jet for low-density polyethylene coating. Plasma Process. Polym. 2020, 17, e1900098. [Google Scholar] [CrossRef]
- Kuchakova, I.; Ionita, M.D.; Ionita, E.R.; Lazea-Stoyanova, A.; Brajnicov, S.; Mitu, B.; Dinescu, G.; De Vrieze, M.; Cvelbar, U.; Zille, A.; et al. Atmospheric pressure plasma deposition of organosilicon thin films by direct current and radio-frequency plasma jets. Materials 2020, 13, 1296. [Google Scholar] [CrossRef] [Green Version]
- Homola, T.; Matousek, J.; Hergelova, B.; Kormunda, M.; Wu, L.Y.L.; Cernak, M. Activation of poly(methyl methacrylate) surfaces by atmospheric pressure plasma. Polym. Degrad. Stab. 2012, 97, 886–892. [Google Scholar] [CrossRef]
- Dimitrakellis, P.; Patsidis, A.C.; Smyrnakis, A.; Psarras, G.C.; Gogolides, E. Atmospheric plasma nanotexturing of organic-inorganic nanocomposite coatings for multifunctional surface fabrication. ACS Appl. Nano Mater. 2019, 2, 2969–2978. [Google Scholar] [CrossRef]
- Fanelli, F.; Fracassi, F.; d’Agostino, R. Deposition and etching of fluorocarbon thin films in atmospheric pressure DBDs fed with Ar–CF4–H2 and Ar–CF4–O2 mixtures. Surf. Coat. Technol. 2010, 204, 1779–1784. [Google Scholar] [CrossRef]
- Ibrahim, J.; Al-Bataineh, S.A.; Michelmore, A.; Whittle, J.D. Atmospheric pressure dielectric barrier discharges for the deposition of organic plasma polymer coatings for biomedical application. Plasma Chem. Plasma Process. 2021, 41, 47–83. [Google Scholar] [CrossRef]
- Alexandrov, S.E.; Tyurikov, K.S.; Kirilenko, D.A.; Redkov, A.V.; Lipovskii, A.A. Low-temperature atmospheric pressure plasma-enhanced CVD of nanocomposite coatings “molybdenum disulfide (filler)–silicon oxide (matrix)”. Adv. Mater. Interfaces 2017, 4, 1700241. [Google Scholar] [CrossRef] [Green Version]
- Pulpytel, J.; Kumar, V.; Peng, P.; Micheli, V.; Laidani, N.; Arefi-Khonsari, F. Deposition of organosilicon coatings by a non-equilibrium atmospheric pressure plasma jet: Design, analysis and macroscopic scaling law of the process. Plasma Process. Polym. 2011, 8, 664–675. [Google Scholar] [CrossRef]
- Carton, O.; Ben Salem, D.; Pulpytel, J.; Arefi-Khonsari, F. Improvement of the water stability of plasma polymerized acrylic acid/MBA coatings deposited by atmospheric pressure air plasma jet. Plasma Chem. Plasma Proc. 2015, 35, 819–829. [Google Scholar] [CrossRef]
- Hsu, Y.W.; Yang, Y.-J.; Wu, C.-Y.; Hsu, C.-C. Downstream characterization of an atmospheric pressure pulsed arc jet. Plasma Chem. Plasma Process. 2010, 30, 363–372. [Google Scholar] [CrossRef]
- Chang, K.M.; Ho, P.-C.; Ariyarit, A.; Yang, K.H.; Hsu, J.-M.; Wu, A.-J.; Chang, C.-C. Enhancement of the light-scattering ability of Ga-doped ZnO thin films using SiOx nano-films prepared by atmospheric pressure plasma deposition system. Thin Solid Films 2013, 549, 460–464. [Google Scholar] [CrossRef]
- Brès, L.; Sanchot, A.; Rives, B.; Gherardi, N.; Naudé, N.; Aufray, M. Fine-tuning of chemical and physical polymer surface modifications by atmospheric pressure post-discharge plasma and its correlation with adhesion improvement. Surf. Coat. Technol. 2019, 362, 388–396. [Google Scholar] [CrossRef] [Green Version]
- Brés, L.; Gherardi, N.; Naudé, N.; Rives, B. Experimental investigations of a remote atmospheric pressure plasma by electrical diagnostics and related effects on polymer composite surfaces. Eur. Phys. J. Appl. Phys. 2021, 95, 30801. [Google Scholar] [CrossRef]
- Favaro, M.; Patelli, A.; Ceccato, R.; Dirè, S.; Callone, E.; Fredi, G.; Quaranta, A. Thin films of plasma-polymerized n-hexane and ZnO nanoparticles co-deposited via atmospheric pressure plasma jet. Coatings 2021, 11, 167. [Google Scholar] [CrossRef]
- Zuber, B.K.; Murphy, P.; Evans, D. One-step fabrication of nanocomposite thin films of PTFE in SiOx for repelling water. Adv. Eng. Mater. 2014, 17, 474–482. [Google Scholar] [CrossRef]
- Schütze, A.; Jeong, J.Y.; Babayan, S.E.; Park, J.; Selwyn, G.S.; Hicks, R.F. The atmospheric pressure plasma jet: A review and comparison to other plasma sources. IEEE Trans. Plasma Sci. 1998, 26, 1685–1694. [Google Scholar] [CrossRef] [Green Version]
- Belmonte, T.; Gries, T.; Cardoso, R.P.; Arnoult, G.; Kosior, F.; Henrion, G. Chemical vapour deposition enhanced by atmospheric microwave plasmas: A large-scale industrial process or the next nanomanufacturing tool? Plasma Sources Sci. Technol. 2011, 20, 024004. [Google Scholar] [CrossRef]
- Lee, S.W.; Liang, D.; Gao, X.P.A.; Sankaran, R.M. Direct writing of metal nanoparticles by localized plasma electrochemical reduction of metal cations in polymer films. Adv. Funct. Mater. 2011, 21, 2155–2161. [Google Scholar] [CrossRef]
- Lee, S.W.; Kumpfer, J.R.; Lin, P.A.; Li, G.; Gao, X.P.A.; Rowan, S.J.; Sankaran, R.M. In situ formation of metal nanoparticle composites via “soft” plasma electrochemical reduction of metallosupramolecular polymer films. Macromolecules 2012, 45, 8201–8210. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, D.; Askari, S.; Patel, J.; Macias-Montero, M.; Mitra, S.; Zhang, R.; Lin, W.; Mariotti, D.; Maguire, P. Enhanced dispersion of TiO2 nanoparticles in a TiO2/PEDOT:PSS hybrid nanocomposite via plasma-liquid interactions. Sci. Rep. 2015, 5, 15765. [Google Scholar] [CrossRef] [Green Version]
- Sun, D.; Turner, J.; Jiang, N.; Zhu, S.; Zhang, L.; Falzon, B.G.; McCoy, C.P.; Maguire, P.; Mariotti, D.; Sun, D. Atmospheric pressure microplasma for antibacterial silver nanoparticle/chitosan nanocomposites with tailored properties. Compos. Sci. Technol. 2020, 186, 107911. [Google Scholar] [CrossRef]
- Shelemin, A.; Choukourov, A.; Kousal, J.; Slavinska, D.; Biederman, H. Nitrogen-doped TiO2 nanoparticles and their composites with plasma polymer as deposited by atmospheric pressure DBD. Plasma Process. Polym. 2014, 11, 864–877. [Google Scholar] [CrossRef]
- Hubert, J.; Mertens, J.; Dufour, T.; Vandencasteele, N.; Reniers, F.; Viville, P.; Lazzaroni, R.; Raes, M.; Terryn, H. Synthesis and texturization processes of (super)-hydrophobic fluorinated surfaces by atmospheric plasma. J. Mater. Res. 2015, 30, 3177–3191. [Google Scholar] [CrossRef] [Green Version]
- Mertens, J.; Hubert, J.; Vandencasteele, N.; Raes, M.; Terryn, H.; Reniers, F. Chemical and physical effect of SiO2 and TiO2 nanoparticles on highly hydrophobic fluorocarbon hybrid coatings synthesized by atmospheric plasma. Surf. Coat. Technol. 2017, 315, 274–282. [Google Scholar] [CrossRef]
- Beggio, A.; Fantin, M.; Scopece, P.; Surpi, A.; Patelli, A.; Benedetti, A.; Cristofori, D.; Enrichi, F. Incorporation of Eu-Tb codoped nanophosphors in silica-based coatings assisted by atmospheric pressure plasma jet technology. Thin Solid Films 2015, 578, 38–44. [Google Scholar] [CrossRef]
- Deng, X.; Nikiforov, A.Y.; Coenye, T.; Cools, P.; Aziz, G.; Morent, R.; De Geyter, N.; Leys, C. Antimicrobial nano-silver non-woven polyethylene terephthalate fabric via an atmospheric pressure plasma deposition process. Sci. Rep. 2015, 5, 10138. [Google Scholar] [CrossRef]
- Deng, X.; Nikiforov, A.; Vujosevic, D.; Vuksanovic, V.; Mugosa, B.; Cvelbar, U.; De Geyter, N.; Morent, R.; Leyse, C. Antibacterial activity of nano-silver non-woven fabric prepared by atmospheric pressure plasma deposition. Mater. Lett. 2015, 149, 95–99. [Google Scholar] [CrossRef]
- Nikiforov, A.Y.; Deng, X.; Onyshchenko, I.; Vujosevic, D.; Vuksanovic, V.; Cvelbar, U.; De Geyter, N.; Morent, R.; Leys, C. Atmospheric pressure plasma deposition of antimicrobial coatings of non-woven textiles. Eur. Phys. J. Appl. Phys. 2016, 75, 24710. [Google Scholar] [CrossRef] [Green Version]
- Kratochvil, J.; Kuzminova, A.; Kylian, O. State-of-the-art, and perspectives of, silver-plasma polymer antibacterial nanocomposites. Antibiotics 2018, 7, 78. [Google Scholar] [CrossRef] [Green Version]
- Hou, X.; Choy, K.-L.; Brun, N.; Serin, V. Nanocomposite coatings codeposited with nanoparticles using aerosol-assisted chemical vapour deposition. J. Nanomater. 2013, 2013, 219039. [Google Scholar] [CrossRef]
- Marchand, P.; Hassan, I.A.; Parkin, I.P.; Carmalt, C.J. Aerosol-assisted delivery of precursors for chemical vapour deposition: Expanding the scope of CVD for materials fabrication. Dalton Trans. 2013, 42, 9406. [Google Scholar] [CrossRef]
- Palgrave, R.G.; Parkin, I.P. Aerosol assisted chemical vapor deposition using nanoparticle precursors: A route to nanocomposite thin films. J. Am. Chem. Soc. 2006, 128, 1587–1597. [Google Scholar] [CrossRef] [PubMed]
- Ross, A.D.; Gleason, K.K. The CVD of nanocomposites fabricated via ultrasonic atomization. Chem. Vap. Depos. 2006, 12, 225–230. [Google Scholar] [CrossRef]
- Castaneda-Montes, I.; Ritchie, A.W.; Badyal, J.P.S. Atomised spray plasma deposition of hierarchical superhydrophobic nanocomposite surfaces. Colloids Surf. A Physicochem. Eng. Asp. 2018, 558, 192–199. [Google Scholar] [CrossRef]
- Boscher, N.D.; Obaton, A.; Choquet, P.; Duday, D. Liquid-assisted plasma-enhanced chemical vapor deposition of α-cyclodextrin/PDMS composite thin film for the preparation of interferometric sensors—Application to the detection of benzene in water. J. Nanosci. Nanotechnol. 2016, 16, 10097–10103. [Google Scholar] [CrossRef]
- Ward, L.J.; Schofield, W.C.E.; Baydal, J.P.S.; Goodwin, A.J.; Merlin, P.J. Atmospheric pressure plasma deposition of structurally well-defined polyacrylic acid films. Chem. Mater. 2003, 15, 1466–1469. [Google Scholar] [CrossRef]
- Steele, A.; Bayer, I.; Loth, E. Inherently superoleophobic nanocomposite coatings by spray atomization. Nano Lett. 2009, 9, 501–505. [Google Scholar] [CrossRef]
- Boissiere, C.; Grosso, D.; Chaumonnot, A.; Nicole, L.; Sanchez, C. Aerosol route to functional nanostructured inorganic and hybrid porous materials. Adv. Mater. 2011, 23, 599–623. [Google Scholar] [CrossRef] [PubMed]
- Crick, C.R.; Bear, J.C.; Southern, P.; Parkin, I.P. A General method for the incorporation of nanoparticles into superhydrophobic films by aerosol assisted chemical vapour deposition. J. Mater. Chem. A 2013, 1, 4336–4344. [Google Scholar] [CrossRef]
- Fanelli, F.; Mastrangelo, A.M.; Caputo, G.; Fracassi, F. Tuning the structure and wetting properties of organic-inorganic nanocomposite coatings prepared by aerosol-assisted atmospheric pressure cold plasma deposition. Surf. Coat. Technol. 2019, 358, 67–75. [Google Scholar] [CrossRef]
- Uricchio, A.; Nadal, E.; Plujat, B.; Massines, F.; Plantard, G.; Fanelli, F. Low-temperature atmospheric pressure plasma deposition of TiO2-based nanocomposite coatings on open-cell polymer foams for photocatalytic water treatment. Appl. Surf. Sci. 2021, 561, 150014. [Google Scholar] [CrossRef]
- Fanelli, F.; Mastrangelo, A.M.; De Vietro, N.; Fracassi, F. Preparation of multifunctional superhydrophobic nanocomposite coatings by aerosol-assisted atmospheric cold plasma deposition. Nanosci. Nanotechnol. Lett. 2015, 7, 84–88. [Google Scholar] [CrossRef]
- Brunet, P.; Rincon, R.; Margot, J.; Matouk, Z.; Massines, F.; Chaker, M. Deposition of homogeneous carbon-TiO2 composites by atmospheric pressure DBD. Plasma Process. Polym. 2017, 14, e1600075. [Google Scholar] [CrossRef]
- Brunet, P.; Rincon, R.; Matouk, Z.; Chaker, M.; Massines, F. Tailored waveform of dielectric barrier discharge to control composite thin film morphology. Langmuir 2018, 34, 1865–1872. [Google Scholar] [CrossRef]
- Milaniak, N.; Laroche, G.; Massines, F. Atmospheric-pressure plasma-enhanced chemical vapor deposition of nanocomposite thin films from ethyl lactate and silica nanoparticles. Plasma Process. Polym. 2021, 18, e2000153. [Google Scholar] [CrossRef]
- Profili, J.; Levasseur, O.; Blaisot, J.; Koronai, A.; Stafford, L.; Gherardi, N. Nebulization of nanocolloidal suspensions for the growth of nanocomposite coatings in dielectric barrier discharges. Plasma Process. Polym. 2016, 13, 981–989. [Google Scholar] [CrossRef]
- Profili, J.; Dap, S.; Levasseur, O.; Naudé, N.; Belinger, A.; Stafford, L.; Gherardi, N. Interaction of atomized colloid with an ac electric field in a dielectric barrier discharge reactor used for deposition of nanocomposite coatings. J. Appl. Phys. 2017, 50, 075201. [Google Scholar] [CrossRef]
- Chen, X.; Lo Porto, C.; Chen, Z.; Merenda, A.; Allioux, F.; d’Agostino, R.; Magniez, K.; Dai, X.J.; Palumbo, F.; Dumee, L.F. Single step synthesis of Janus nano-composite membranes by atmospheric aerosol plasma polymerization for solvents separation. Sci. Total Environ. 2018, 645, 22–33. [Google Scholar] [CrossRef]
- Matouk, Z.; Torriss, B.; Rincon, R.; Mirzaei, A.; Margot, J.; Chaker, M. Atmospheric plasma dielectric barrier discharge: A simple route to produce superhydrophilic TiO2@carbon nanostructure. Plasma Process. Polym. 2021, 18, e2000173. [Google Scholar] [CrossRef]
- Deng, X.; Nikiforov, A.; Leys, C. Deposition of antibacterial nanocomposite film using and atmospheric pressure nonequilibrium plasma jet. In Proceedings of the 2014 IEEE 41st International Conference on Plasma Sciences Held with 2014 IEEE International Conference on High-Power Particle Beams, Washington, DC, USA, 25–29 May 2014; pp. 1–4. [Google Scholar] [CrossRef]
- Tyurikov, K.S.; Alexandrov, S.; Iankevich, G. Corona discharge plasma application for the deposition of nanocomposite coatings. Mater. Today Proc. 2020, 30, 403–407. [Google Scholar] [CrossRef]
- Jnido, G.; Ohms, G.; Viol, W. One-step deposition of polyester/TiO2 coatings by atmospheric pressure plasma jet on wood surfaces for UV and moisture protection. Coatings 2020, 10, 184. [Google Scholar] [CrossRef] [Green Version]
- Wallenhorst, L.M.; Dahle, S.; Militz, H.; Ohms, G.; Viol, W. Characterisation of PMMA/ATH layers realised by means of atmospheric pressure plasma powder deposition. Adv. Condens. Matter. Phys. 2015, 2015, 980482. [Google Scholar] [CrossRef] [Green Version]
- Lo Porto, C.; Palumbo, F.; Fracassi, F.; Barucca, G.; Favia, P. On the formation of nanocapsules in aerosol-assisted atmospheric-pressure plasma. Plasma Process. Polym. 2019, 16, 1900116. [Google Scholar] [CrossRef]
- Nadal, E.; Milaniak, N.; Glenat, H.; Laroche, G.; Massines, F. A new approach for synthesizing plasmonic polymer nanocomposite thin films by combining a gold salt aerosol and an atmospheric pressure low-temperature plasma. Nanotechnology 2021, 32, 175601. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Lo Porto, C.; Palumbo, F.; Modic, M.; Cvelbar, U.; Ghobeira, R.; De Geyter, N.; De Vrieze, M.; Kos, S.; Sersa, G.; et al. Synthesis of antibacterial composite coating containing nanocapsules in an atmospheric pressure plasma. Mater. Sci. Eng. C 2021, 119, 111496. [Google Scholar] [CrossRef] [PubMed]
- Heyse, P.; Roeffaers, M.B.J.; Paulussen, S.; Hofkens, J.; Jacobs, P.A.; Sels, B.F. Protein immobilization using atmospheric-pressure dielectric-barrier discharges: A route to a straightforward manufacture of bioactive films. Plasma Process. Polym. 2008, 5, 186–191. [Google Scholar] [CrossRef]
- Heyse, P.; Hoeck, A.V.; Roeffaers, M.B.J.; Raffin, J.P.; Steinbuchel, A.; Stoveken, T.; Lammertyn, J.; Verboven, P.; Jacobs, P.A.; Hofkens, J.; et al. Exploration of atmospheric pressure plasma nanofilm technology for straightforward bio-active coating deposition: Enzymes, plasmas and polymers, an elegant synergy. Plasma Process. Polym. 2011, 8, 965–974. [Google Scholar] [CrossRef]
- Da Ponte, G.; Sardella, E.; Fanelli, F.; Paulussen, S.; Favia, P. Atmospheric pressure plasma deposition of poly lactic acid-like coatings with embedded elastin. Plasma Process. Polym. 2014, 11, 345–352. [Google Scholar] [CrossRef]
- Palumbo, F.; Camporeale, G.; Yang, Y.-W.; Wu, J.-S.; Sardella, E.; Dilecce, G.; Calvano, C.D.; Quintieri, L.; Caputo, L.; Baruzzi, F.; et al. Direct plasma deposition of lysozyme-embedded bio-composite thin films. Plasma Process. Polym. 2015, 12, 1302–1310. [Google Scholar] [CrossRef]
- Hsiao, C.-P.; Wu, C.-C.; Liu, Y.-L.; Yang, Y.-W.; Cheng, Y.-C.; Palumbo, F.; Camporeale, G.; Favia, P.; Wu, J.-S. Aerosol-assisted plasma deposition of biocomposite coatings: Investigation of processing conditions on coating properties. IEEE Trans. Plasma Sci. 2016, 44, 3091–3098. [Google Scholar] [CrossRef]
- Cheng, Y.-C.; Hsiao, C.-P.; Liu, Y.-H.; Yang, C.-H.; Chiang, C.-Y.; Lin, T.-R.; Yang, Y.-W.; Wu, J.-S. Enhancing adhesion and polymerization of lipase-plasma-polymerized-ethylene coatings deposited with planar dielectric-barrier-discharge-type aerosol-assisted atmospheric-pressure plasma system. Plasma Process. Polym. 2018, 15, e1700173. [Google Scholar] [CrossRef]
- Amorosi, C.; Ball, V.; Bour, J.; Bertani, P.; Toniazzo, V.; Ruch, D.; Averous, L.; Michel, M. One step preparation of plasma based polymer films for drug release. Mater. Sci. Eng. 2012, 32, 2103–2108. [Google Scholar] [CrossRef] [PubMed]
- Palumbo, F.; Treglia, A.; Lo Porto, C.; Fracassi, F.; Baruzzi, F.; Frache, G.; El Assad, D.; Pistillo, B.C.; Favia, P. Plasma-deposited nanocapsules containing coatings for drug delivery applications. ACS Appl. Mater. Interfaces 2018, 10, 35516–35525. [Google Scholar] [CrossRef] [PubMed]
- Lo Porto, C.; Palumbo, F.; Buxadera-Palomero, J.; Canal, C.; Jelinek, P.; Zajickova, L.; Favia, P. On the plasma deposition of vancomycin-containing nano-capsules for drug-delivery applications. Plasma Process. Polym. 2018, 15, e1700232. [Google Scholar] [CrossRef]
- Morand, G.; Chevallier, P.; Guyon, C.; Tatoulian, M.; Mantovani, D. In-situ one-step direct loading of agents in poly(acrylic acid) coating deposited by aerosol-assisted open-air plasma. Polymers 2021, 13, 1931. [Google Scholar] [CrossRef]
- Beier, O.; Pfuch, A.; Horn, K.; Weisser, J.; Scnabelrauch, M.; Schimanski, A. Low temperature deposition of antibacterially active silicon oxide layers containing silver nanoparticles, prepared by atmospheric pressure plasma chemical vapor deposition. Plasma Process. Polym. 2013, 10, 77–87. [Google Scholar] [CrossRef]
- Spange, S.; Pfuch, A.; Wiegand, C.; Beier, O.; Hipler, U.C.; Grunler, B. Atmospheric pressure plasma CVD as a tool to functionalise wound dressings. J. Mater. Sci. Mater. Med. 2015, 26, 76. [Google Scholar] [CrossRef] [PubMed]
- Jager, E.; Schmidt, J.; Pfuch, A.; Spange, S.; Beier, O.; Jager, N.; Jantschner, O.; Daniel, R.; Mitterer, C. Antibacterial silicon oxide thin films doped with zinc and copper grown by atmospheric pressure plasma chemical vapor deposition. Nanomaterials 2019, 9, 255. [Google Scholar] [CrossRef] [Green Version]
- Lapenna, A.; Fanelli, F.; Fracassi, F.; Armenise, V.; Angarano, V.; Palazzo, G.; Mallardi, A. Direct exposure of dry enzymes to atmospheric pressure non-equilibrium plasmas: The case of tyrosinase. Materials 2020, 13, 2181. [Google Scholar] [CrossRef]
- Fracassi, F.; d’Agostino, R.; Palumbo, F.; Angelini, E.; Grassini, S.; Rosalbino, F. Application of plasma deposited organosilicon thin films for the corrosion protection of metals. Surf. Coat. Technol. 2003, 174–175, 107–111. [Google Scholar] [CrossRef]
- De Freitas, A.S.M.; Maciel, C.C.; Rodrigues, J.S.; Ribeiro, R.P.; Delgado-Silva, A.O.; Rangel, E.C. Organosilicon films deposited in low-pressure plasma from hexamethyldisiloxane—A review. Vacuum 2021, 194, 110556. [Google Scholar] [CrossRef]
- Angelini, E.; Grassini, S.; Ingo, G.M.; Mombello, D.; Fracassi, F.; Palumbo, F. Surface analysis of SiO2-like high-barrier thin films for protection of silver artefacts. Surf. Interface Anal. 2010, 42, 666–670. [Google Scholar] [CrossRef]
- Lommatzsch, U.; Ihde, J. Plasma polymerization of HMDSO with an atmospheric pressure plasma jet for corrosion protection of aluminum and low-adhesion surfaces. Plasma Process. Polym. 2009, 6, 642–648. [Google Scholar] [CrossRef]
- Regula, C.; Lukasczyk, T.; Ihde, J.; Fladung, T.; Wilken, R. Corrosion protection of metal surfaces by atmospheric pressure plasma jet treatment. Progr. Org. Coat. 2012, 74, 734–738. [Google Scholar] [CrossRef]
- Aparicio, F.J.; Borras, A.; Blaszczyk-Lezak, I.; Gröning, P.; Álvarez-Herrero, A.; Fernández-Rodríguez, M.; González-Elipe, A.R.; Barranco, A. Luminescent and optical properties of nanocomposite thin films deposited by remote plasma polymerization of rhodamine 6G. Plasma Process. Polym. 2009, 6, 17–26. [Google Scholar] [CrossRef]
- Faupel, F.; Zaporojtchenko, V.; Strunskus, T.; Elbahri, M. Metal-polymer nanocomposites for functional applications. Adv. Eng. Mater. 2010, 12, 1177–1190. [Google Scholar] [CrossRef]
- Biederman, H.; Kylian, O.; Drabik, M.; Choukourov, A.; Polonskyi, O.; Solar, P. Nanocomposite and nanostructured films with plasma polymer matrix. Surf. Coat. Technol. 2012, 211, 127–137. [Google Scholar] [CrossRef]
- Kylìan, O.; Polonskyi, O.; Kratochvil, J.; Artemenko, A.; Chokourov, A.; Drabik, M.; Solar, P.; Slavinska, D.; Biederman, H. Control of wettability of plasma polymers by application of Ti nano-clusters. Plasma Process. Polym. 2012, 9, 180–187. [Google Scholar] [CrossRef]
- Kylian, O.; Petr, M.; Serov, A.; Solar, P.; Polonskyi, O.; Hanus, J.; Chokourov, A.; Biederman, H. Hydrophobic and super-hydrophobic coatings based on nanoparticles overcoated by fluorocarbon plasma polymer. Vacuum 2014, 100, 57–60. [Google Scholar] [CrossRef]
- Ellinas, K.; Dimitrakellis, P.; Sarkiris, P.; Gogolides, E. A Review of fabrication methods, properties and applications of superhydrophobic metals. Processes 2021, 9, 666. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Composition | Plasma Source/ Deposition Process | Precursors | Application | Reference |
|---|---|---|---|---|
| Ag/TiO2 | Arc jet/ Remote AAPD | Dispersion of Ag NPs in TTIP | Dyes and drugs degradation in water | [83] |
| TiO2/SiO2 | Arc jet/ Remote AAPD | TTIP + HMDSO | Self-cleaning surfaces | [66] |
| TiOx/SiOx | Arc jet/ Remote PECVD | TEOS + TTIP | Self-cleaning and antimicrobial surfaces | [84] |
| ZnO/hydrocarbon polymer | DBD/ Direct AAPD | Dispersion of oleate-capped ZnO NPs in n-octane/1,7-octadiene | Dye degradation in water | [32,126] |
| TiO2/hydrocarbon polymer | DBD/ Direct AAPD | Dispersion of oleate-capped TiO2 NPs in n-octane/1,7-octadiene | Dye degradation in water | [125] |
| Coating Composition | Plasma Source/ Deposition Process | Precursors | Application | Reference |
|---|---|---|---|---|
| Lantanide-containing coordination polymer/SiOx | DBD/ Direct AAPD | Dispersion of lantanide-containing coordination polymer NPs in HMDSO/ethanol | Luminescence-based applications | [59] |
| ZnO/hydrocarbon polymer | Arc jet/ Remote AAPD | Dispersion of ZnO NPs in water (aerosol) + hexane (vapor) | Photoluminescence-based applications | [98] |
| Zn(TPP)/organosilicon polymer | DBD/ Direct AAPD | Solution of Zn(TPP) in HMDSO and ethanol or chloroform (aerosol) + HMDSO (vapor) | Colorimetric gas sensors | [80] |
| TiO2/polyester | Arc jet/ Remote AAPD | Polyester powder (aerosol) + TTIP (aerosol) | UV protection | [136] |
| Au/ppIPA | DBD/ Direct AAPD | Solution of gold salt (HAuCl4·3H2O) in IPA | Plasmonics | [139] |
| Coating Composition | Plasma Source/ Deposition Process | Precursors | Property | Reference |
|---|---|---|---|---|
| Ag/organosilicon polymer | DBD/ Direct AAPD | Solution of AgNO3 in water + HMDSO | Antibacterial property based on Ag+ release | [140] |
| Ag/organosilcon polymer | Arc jet/ Remote AAPD | Ag NPs powder (aerosol) + TDMSO (vapor) | Antibacterial property based on Ag+ release | [61] |
| Ag/ppAA | Arc jet/ Remote AAPD | Dispersion of Ag NPs in ethanol (aerosol) + AA (vapor) | Antibacterial property based on Ag+ release | [63] |
| Ag/SiOx | Arc jet/ Remote AAPD | Solution of AgNO3 in water/IPA (aerosol) + HMDSO (vapor) | Antibacterial property based on Ag+ release | [151,152] |
| Zn/SiOx Cu/SiOx | Arc jet/ Remote AAPD | Solution of Zn(NO3)2 or Cu(NO3)2 in water/IPA (aerosol) + HMDSO (vapor) | Antibacterial property based on Zn2+ or Cu2+ release | [153] |
| Vancomycin/hydrocarbon polymer | DBD/ Direct AAPD | Solution of vancomycin hydrochloride in water (aerosol) + ethylene | Antibacterial property based on drug release | [149] |
| Gentamicin/hydrocarbon polymer | DBD/ Direct AAPD | Solution of gentamicin sulfate in water (aerosol) + ethylene | Antibacterial property based on drug release | [148] |
| Coating Composition | Plasma Source/ Deposition Process | Precursors | Wettability Behavior | Reference |
|---|---|---|---|---|
| ZnO/hydrocarbon polymer | DBD/ Direct AAPD | Dispersion of oleate-capped ZnO NPs in n-octane/1,7-octadiene | Superhydrophobicity | [32,60,124,126] |
| TiO2/ppIPA | DBD/ Direct AAPD | Dispersion of TiO2 NPs in IPA | Superhydrophobicity | [128] |
| TiO2/ppIPA | DBD/ Direct AAPD | Dispersion of TiO2 NPs in IPA | Superhydrophobicity | [133] |
| PTFE/SiOx | Arc jet/ Remote AAPD | PTFE powder (aerosol) + TDMSO (vapor) | Superhydrophobicity | [99] |
| TiO2/polyester | Arc jet/ Remote AAPD | Polyester powder (aerosol) + TTIP (aerosol) | Superhydrophobicity | [136] |
| POSS/organosilicon polymer | DBD/ Direct AAPD | Dispersion of POSS NPs in HMDSO | Contemporaneous hydrophobicity/ alcoholphilicity | [132] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uricchio, A.; Fanelli, F. Low-Temperature Atmospheric Pressure Plasma Processes for the Deposition of Nanocomposite Coatings. Processes 2021, 9, 2069. https://doi.org/10.3390/pr9112069
Uricchio A, Fanelli F. Low-Temperature Atmospheric Pressure Plasma Processes for the Deposition of Nanocomposite Coatings. Processes. 2021; 9(11):2069. https://doi.org/10.3390/pr9112069
Chicago/Turabian StyleUricchio, Antonella, and Fiorenza Fanelli. 2021. "Low-Temperature Atmospheric Pressure Plasma Processes for the Deposition of Nanocomposite Coatings" Processes 9, no. 11: 2069. https://doi.org/10.3390/pr9112069
APA StyleUricchio, A., & Fanelli, F. (2021). Low-Temperature Atmospheric Pressure Plasma Processes for the Deposition of Nanocomposite Coatings. Processes, 9(11), 2069. https://doi.org/10.3390/pr9112069