1. Introduction
The ship manufacturing industry is one of the biggest and the most important industries in the national economy [
1]. If shipbuilding enterprises want to survive and improve their competitiveness, they must improve shipbuilding efficiency, reduce labor costs and shorten the production cycle [
2]. Lean production is a type of management philosophy developed by Toyota Motors. One of the lean thinking goals is to eliminate waste, which can increase work satisfaction and turn waste into value. It should be emphasized that lean thinking must go beyond the company. In other words, lean thinking has to be employed from the product design to the set of activities delivered to the end customer. Lean manufacturing technology focuses on eliminating all types of waste in the manufacturing process and reducing the lead time [
3]. Many tools have been used to achieve lean manufacturing, such as Just-in-time (JIT), Kanban management, production line balance design, cellular manufacturing, total productive maintenance (TPM) and 5S [
4]. Lean remarkable results can be achieved in terms of efficiency, time cycle reduction, productivity, material costs, scrap reduction, resulting in lower overall costs, and high competitiveness [
5]. Lean production has been implemented in China for a relatively long time. It is most widely used in the assembly line and multi-product manufacturing industry. However, it is not commonly employed in the shipbuilding industry.
To make production faster and more organized, relevant research has been conducted in the shipbuilding industry. Within the industry, competitiveness mainly includes product development and production [
6]. Since the 1980s, the United States, Japan, South Korea, and other developed countries have taken the lead in combining lean production theory with shipbuilding to achieve modular and standardized production oriented by intermediate products. In recent years, the United States and Europe have improved the intelligence level of the ship unit manufacturing process. South Korea has implemented the smart ship 2.0 program and Japan has implemented the i-shipping program. From 2001 to 2003, National Shipbuilding Research Program (NSRP) completed a comprehensive model for the application of lean manufacturing concepts to multiple market segments of the U.S. shipbuilding and repair industry. Moreover, the NSRP has achieved strategic improvements in the overall shipyard costs and cycle time performance. Optirese Research Institute in the United States has conducted many investigations and analyses on lean shipbuilding. The Institute has adopted the intermediate product-oriented shipbuilding, which has achieved great success and greatly shortened the shipbuilding cycle [
7]. Sanggyu, a professor of Seoul National University, proposed the concept of one-piece-flow operation and applied it to the shipbuilding industry. The author believed that the important feature of lean shipbuilding is JIT production mode [
8]. In 1995, the NSRP introduced the process breakdown structure (PBS), which can divide a large system into specific small work units, thus making the work simpler, more predictable and controllable. The emergence of PBS promoted the progress of lean shipbuilding. Japan and South Korea developed a series of new shipbuilding management technologies around shortening the shipbuilding cycle, such as work breakdown structure (WBS), shell outfitting, coating integration operation and digital standardization shipbuilding. These technologies also greatly promoted the development of lean shipbuilding technology.
In the 1990s, the Chinese shipbuilding industry began to learn from the world’s advanced shipbuilding mode. After decades of development, China’s shipbuilding industry made breakthroughs in the field of segmented digital manufacturing and automation. Lean shipbuilding mode has rapidly developed in shipbuilding enterprises dominated by the China State Shipbuilding Corporation (CSSC). However, its overall integration level is still not within the world’s first-class level. Furthermore, most of the local small and medium-sized shipbuilding enterprises still use traditional extensive production management mode. With the rising labor costs, the competitive advantage is decreasing. At the same time, the development of new industrial production technologies has triggered a new industrial revolution, Industry 4.0 [
9]. With the rapid development of “Industry 4.0” technology and driven by the wave of intelligent manufacturing, a large number of enterprises began to use a manufacturing execution system (MES) to monitor the production process and achieve lean management of the production plan, production progress, inventory and product quality. This was done to maximize the rational allocation of resources, optimize production scheduling and greatly improve workshop production efficiency. The shipbuilding industry has also shown particular interest in adapting to the changes proposed by Industry 4.0 [
10]. For example, CSSC has adopted the specialized production oriented by intermediate products. The production process is controlled according to the inventory of “area/type/stage”. Guided by the classification and grouping of intermediate products, several production units of parallel operation are formed to maintain a certain production rhythm and form a balanced operation flow. This production model has promoted the development of the shipbuilding industry in China. However, most shipbuilding enterprises only pay attention to digital shipbuilding technology, thus neglecting the use of information technology to solidify the production management process. This increases the difficulty of promoting lean production in shipbuilding enterprises.
To deliver a greater number of improved products in a shorter lead time and meet customer expectations with lower costs and higher quality, companies must develop a more competitive product development strategy [
11]. Ships are equipped with thousands of devices and items, consisting of hundreds of parts [
12]. The shipbuilding project is characterized by its long life cycle and many related activities. It requires multidisciplinary collaborations, such as structure, equipment, pipelines and machinery [
13]. Therefore, a large number of ship specification documents will be produced during the shipbuilding process. The long-term accumulation of documents and continuous expansion of computer systems have brought a heavy burden to the shipyard. Thus, more capital must be invested in software and hardware development [
14]. Because of the above-mentioned problems, a lean shipbuilding model is proposed in this paper. The model is based on work breakdown and task package scheduling according to the actual situation and business needs of China’s shipbuilding enterprises. Moreover, a matching manufacturing execution system (MES) for small and medium-sized shipbuilding enterprises is developed. The system is used to improve the production management of shipbuilding enterprises, optimize the shipbuilding process and enhance the shipbuilding production efficiency as well as information management level of the enterprise.
2. Research on Lean Shipbuilding Mode
2.1. Shipbuilding Work Breakdown
The theory of work breakdown, which is mainly used in the engineering management and system analysis of the national defense, aerospace and construction industries, has originated in the United States. This is a theoretical method of gradually decomposing projects and finally forming basic management units that are easy to control and use. The method has been widely used in shipbuilding, automobile, aircraft manufacturing, and other industries. Application of work breakdown technology in ship manufacturing began in the 1970s. Based on the work breakdown specification formulated by the government, the U.S. Navy proposed a work breakdown scheme for system-oriented ship engineering. After decades of development, the work breakdown designed for modern ship engineering has gradually formed two mainstream models. The first model can be described as “divided by region, taking a component as basic management unit”. On the other hand, the second model can be described as “divided by work object, taking a task package as basic management unit” [
15]. The first model is widely used in Japanese shipbuilding enterprises, with higher requirements for production conditions, operation control and execution. The second mode is widely used in South Korean shipbuilding enterprises, with more emphasis on the influence of comprehensive factors, such as equipment, organizational structure, personnel, and materials. Although they have different emphases, they all meet lean shipbuilding requirements for fine work breakdown. Based on the advantages of these two models, the task package is adopted as the basic management unit model in this paper. Characteristics of the shipbuilding region and components are simultaneously taken into account, and the shipbuilding task package is reasonably divided.
Ship manufacturing is generally divided into three stages: the pre-operation phase, loading operation stage and post-operation phase. The intermediate product-oriented work breakdown forms many typical job task packages. These packages are equipped with corresponding job contents and working hour information. As such, they are important carriers of resource allocation. By subdividing the task package according to its operation content, several minimum operation units can be formed. Each operation unit is represented by a dispatch list, and one or more personnel can be arranged for production. The hull section manufacturing covers all stages from pretreatment to the general assembly. Main operation types include material pretreatment, parts machining, outfitting parts processing, assembly production, general assembly, outfitting, etc. The work breakdown of hull section manufacturing is shown in
Table 1.
2.2. Production Plan
All production activities of shipbuilding enterprises are driven by production plans. They are generally divided into four types: line schedule plan, pre-construction plan, erection plan and post-construction plan [
16].
1. Line schedule plan. The line schedule plan mainly refers to the production line schedule, which is based on customers’ orders. This type of plan determines the construction sequence, dock arrangement and time of major production nodes of each ship according to the estimated ship construction cycle and dock period. The production line schedule is an important basis for the ship’s construction progress. In addition, it also provides time node references for other plans. The production line schedule shall be calculated and arranged in combination with constraints of dock load, steel load, working hour load, and capital load. Among the four types of loads, dock load and working hour load directly affect the shipbuilding progress. Improving the progress management level can shorten the docking cycle and working hours, reduce the capital load and accelerate the circulation and use of steel.
2. Pre-construction plan. The pre-construction plan mainly refers to the plan of all production processes before dock erection. The pre-construction plan takes the hull section as a management object and the erection plan as the basis to arrange the schedule of all key processes from erection to processing. These processes include cutting, processing, assembly, general assembly, coating and erection. The pre-construction plan is made with respect to production load constraints of each process, nodes of production line schedule and erection date. Therefore, each of the production area tasks is continuously balanced and there is no waiting waste. The pre-construction plan process is shown in
Figure 1.
As can be seen from
Figure 1, the pre-construction plan is employed to arrange the process from the cutting to the erection of the hull section, not to detail each plate cutting and butt welding. Each operation has a schedule range. As long as the next operation can propose the completion time of the previous operation, it can calculate the refined schedule of the previous operation. Therefore, a detailed advance production schedule and material demand plan are formed.
3. Erection plan. The erection plan is based on the line schedule plan. Within the designated dock and its period, hull hoisting and closing are completed to make the entire ship meet the launch conditions. As an important shipyard resource, the erection plan of the dock must be arranged as the main plan. At the same time, the pre-construction plan and post-construction plan should be considered. During the process of erection and hoisting, the operation area is formed to meet the requirements of a post-construction plan. The erection plan mainly includes the hoisting sequence, date and hook occupation time.
4. Post-construction plan. The post-construction plan is based on outfitting according to the main time nodes of the production line schedule. The equipment installation plan is prepared after the hull is closed, which mainly includes the installation of mechanical and electrical equipment, instruments, meters, piping and other equipment. Moreover, the equipment installation plan includes decoration, coating and other operational plans. The post-construction plan is prepared with the goal of system integrity and delivery date as the deadline.
2.3. Virtual Flow Operation
Section manufacturing of ship curved surfaces is a typical multi-variety and variable batch production with high complexity and comprehensiveness. The hull consists of curved plates of different shapes and sizes. Since the hull shape has a significant impact on the overall performance of the ship, efficient and accurate manufacturing of curved plates is one of the most important processes in shipbuilding [
17]. Although the similarity of curved sections is very small for the same ship, there is a great similarity between curved sections when manufacturing multiple ships at the same time. This is particularly true when simultaneously manufacturing multiple ships of the same type. The forming of curved plates consumes a substantial amount of time and energy and is considered to be one of the bottlenecks in the process of shipbuilding [
18]. No matter how complex the components of different curved surface segments are, the processing technology can be divided into the following main operations: welding, assembly and auxiliary operations, such as marking and grinding. Moreover, the process requirements of operations are also similar. The structure and process similarity of curved surface segmentation provides the basis for employing the flow operation. In sectional construction of curved surfaces, some processed workpieces or main assembly parts are fixed on the jig frame. Workers, as well as movable equipment and tools, are divided into different operation teams according to different operation forms. Each operation team flows between different jig frames in a certain order to complete predetermined operation tasks. For each section to be processed, all of the corresponding tasks are completed by different teams. For each team, the same or similar operations are carried out between different jig frames, thus forming a flow operation mode [
19,
20,
21].
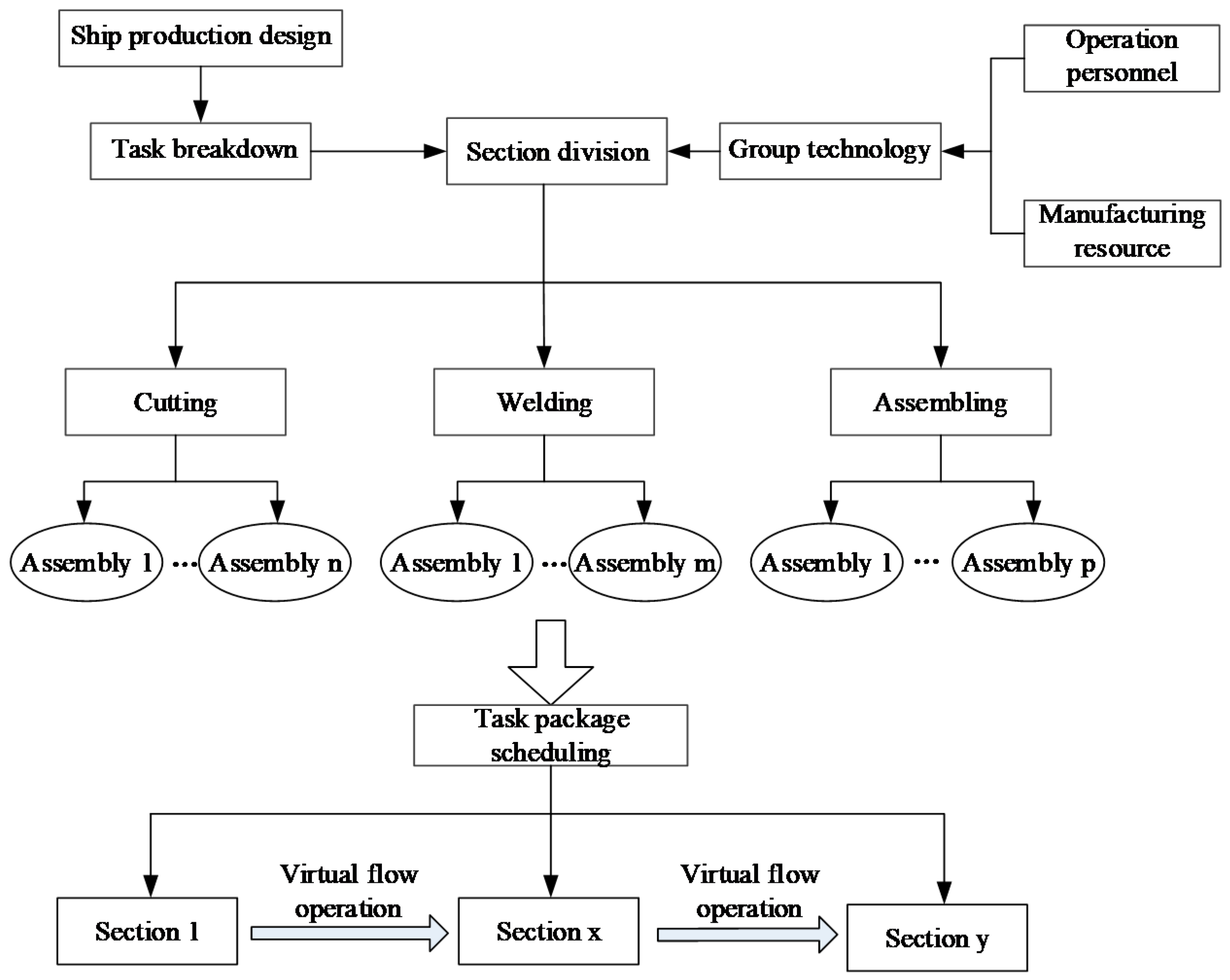
The efficiency of the specialized production line is much higher than that of non-flow operation during the production process of large-scale and heavy-duty products. Thus, it is much easier to use the combination of equipment, tools, and personnel flow than that of the workpiece flow. Employing virtual takt to arrange production can also fully improve production efficiency. Therefore, virtual flow production mode can achieve high efficiency of flow production and high flexibility of fixed workstation production. In the workshop for section manufacturing of ship curved surfaces, operation teams grouped according to the production process can carry out production scheduling for all curved surface sections in the entire workshop. Different operation teams flow between sections to complete corresponding production tasks, thus forming a virtual flow production system of the entire shipbuilding workshop, as shown in
Figure 2.
3. Shipbuilding Operation Scheduling Based on Task Package
There are many constraint forms in the process of making a ship production plan. A scheduling constraint system must be established to make the formulated schedule plan conform to the actual production situation. Constraints considered by the shipbuilding task package when formulating the schedule plan mainly include site resource constraints and human resource constraints [
22]. According to problems and constraints analysis, the scheduling strategy adopted in this paper determines the priority of the task package according to the sequence of segmented operations and the utilization rate of the site layout. Moreover, a reasonable number of operators is configured to ensure the continuity of segmented manufacturing. Formulation of the schedule plan is achieved through balanced scheduling of two bottleneck resources of site and personnel. Specifically, the manufacturing order and priority of task packages are as follows:
where
is the sequence coefficient of task package manufacturing (the smaller the coefficient, the higher the priority, it determines the order in which the task packs are manufactured),
is the weight value of the manufacturing cycle,
is the weight value of the manufacturing resource,
is the ratio weight of the remaining area of the site,
is the operation start time of the task package,
is the operation end time of the task package,
is the number of manufacturing resources required for the task package in progress in the field,
is the number of manufacturing resources required for the i-th task package,
is the total area required for the task package and
is the area required for the task package in progress.
The number of operators in the virtual assembly flow of the shipbuilding workshop is configured as follows:
where
is the number of operators,
is the total number of allocable personnel (set according to the actual production),
is the processing workload of process
j in task package
i,
is the production efficiency of the processing procedure expressed as a percentage,
is the number of processing personnel in the corresponding procedure,
is the maximum value of the difference in processing workload between adjacent processes and
is the number of processes. Based on Equation (2), the utilization rate of the operators can be expressed as:
where
is the total number of workers in a certain section,
is the weight value of the
i-th worker (determined by the salary and labor skill level),
is the actual working hours of the
i-th worker on the
j-th day,
is the number of actual working days in a month and
is the evaluation value of personnel utilization rate. The higher the
value, the higher the utilization rate.
To achieve continuous and balanced production of the task package, continuity of the task package manufacturing process needs to be evaluated. The continuity can be measured by the rhythm estimation parameter. The smaller the value, the less the waiting time during the operation, and consequently the better the continuity. The rhythm estimation can be expressed as follows:
where
is working day processing function set according to the actual production situation,
is the operation start time of the
j-th component of task package
i,
is the operation end time of the
j-th component of task package
i,
is the completion time of task package
i and
is the start time of task package
i.
The scheduling priority of each task package can be determined by calculating the manufacturing order of the task package. When assigning the number of workers for the task package, the balance of production capacity should be taken into account in addition to the personnel utilization rate, so as to maintain the continuous balance and rhythm of the virtual flow operation in the shipbuilding shop. The above Formulas (1) to (4) are important parameters that need to be considered in the scheduling of shipbuilding operations, as well as an important basis for production planning and scheduling. These formulas are the necessary algorithm model to achieve lean shipbuilding.
5. Development of a Lean Shipbuilding MES System
With the progress and expansion of computing capabilities, information technology is rapidly developing [
23]. A lean shipbuilding MES system can be developed through the above-mentioned task package-based shipbuilding operation method research. The production management process can be solidified by information technology.
The lean shipbuilding MES system includes four layers: user interface, business logic layer, basic data support layer and database layer. User interface includes electronic Kanban, browser interface, JavaWeb and data acquisition client. The business logic layer in the MES system includes the basic platform layer and the personality customization layer. As shown in the following figure, the basic data support layer is the basic functions of MES backstage management, including user management, role management, authority management and real-time data acquisition. The application layer is based on the planning of the workshop manufacturing production line, which mainly includes: BOM management, input of production orders, production planning and scheduling, decomposition and matching of production orders, release of the dispatch list, parts and product coding, work-in-process tracking, quality management, material management, inventory management, statistical inquiry and electronic Kanban management. The overall framework of MES is shown in
Figure 6.
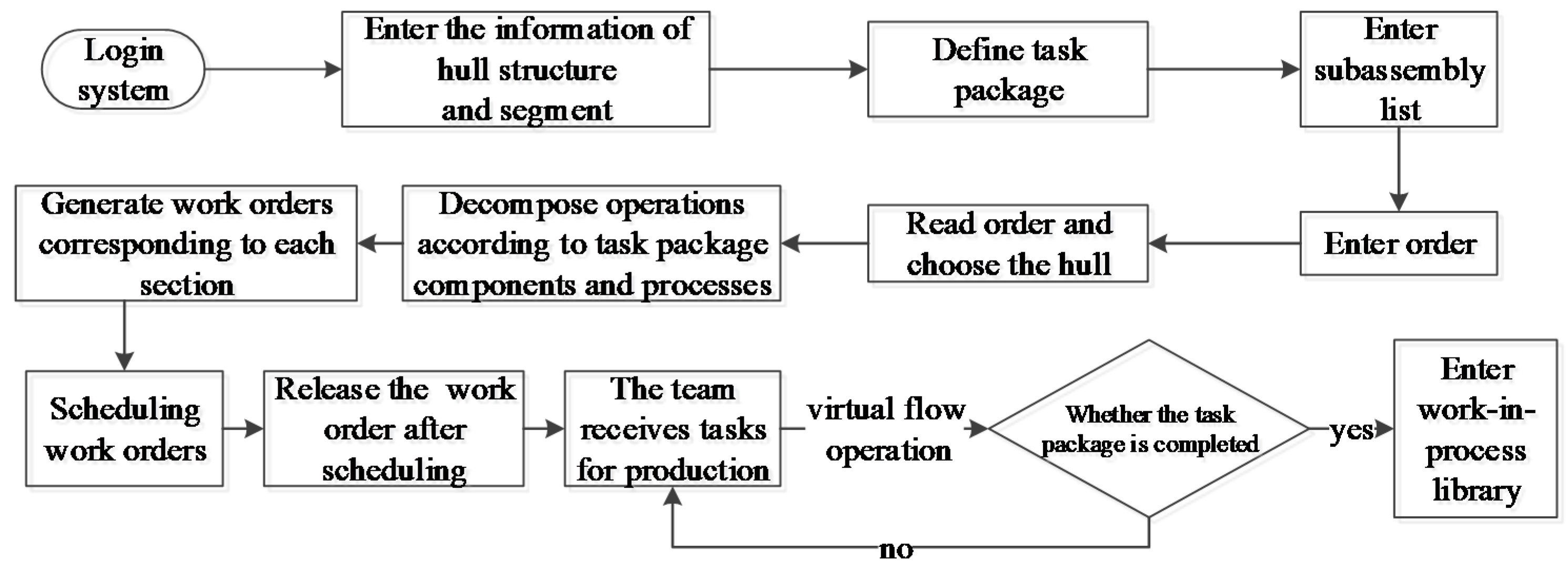
After the backstage obtains the order information, the system completes the segmented decomposition according to the task package of the hull type required by the order. Production managers issue production tasks to each station according to the order of task package construction. After receiving the production task, the station client can start the job and then feedback the progress of the job through the coding of the scanning components. The business process of the production planning and scheduling module is illustrated in
Figure 7.
The MES system in this paper takes the production plan management as the core and completes the works of five shipbuilding nodes according to the lean shipbuilding JIT principle and completion requirements. Formulation of the erection plan is completed based on post-construction plan completion. Then, determination of other operations is completed, such as the pre-construction plan based on the erection plan. At the same time, the shipbuilding production operation is decomposed according to the task package/work order (TP/WO) method. Each schedule node is combined with the WBS task decomposition method of engineering project management and associated with the planned operation time node. All plans are made according to the operation area. Moreover, they are issued to the corresponding operation department and operation area, thereby forming a departmental production plan and a scheduling plan. The production planning and scheduling processes of lean shipbuilding are shown in
Figure 8.
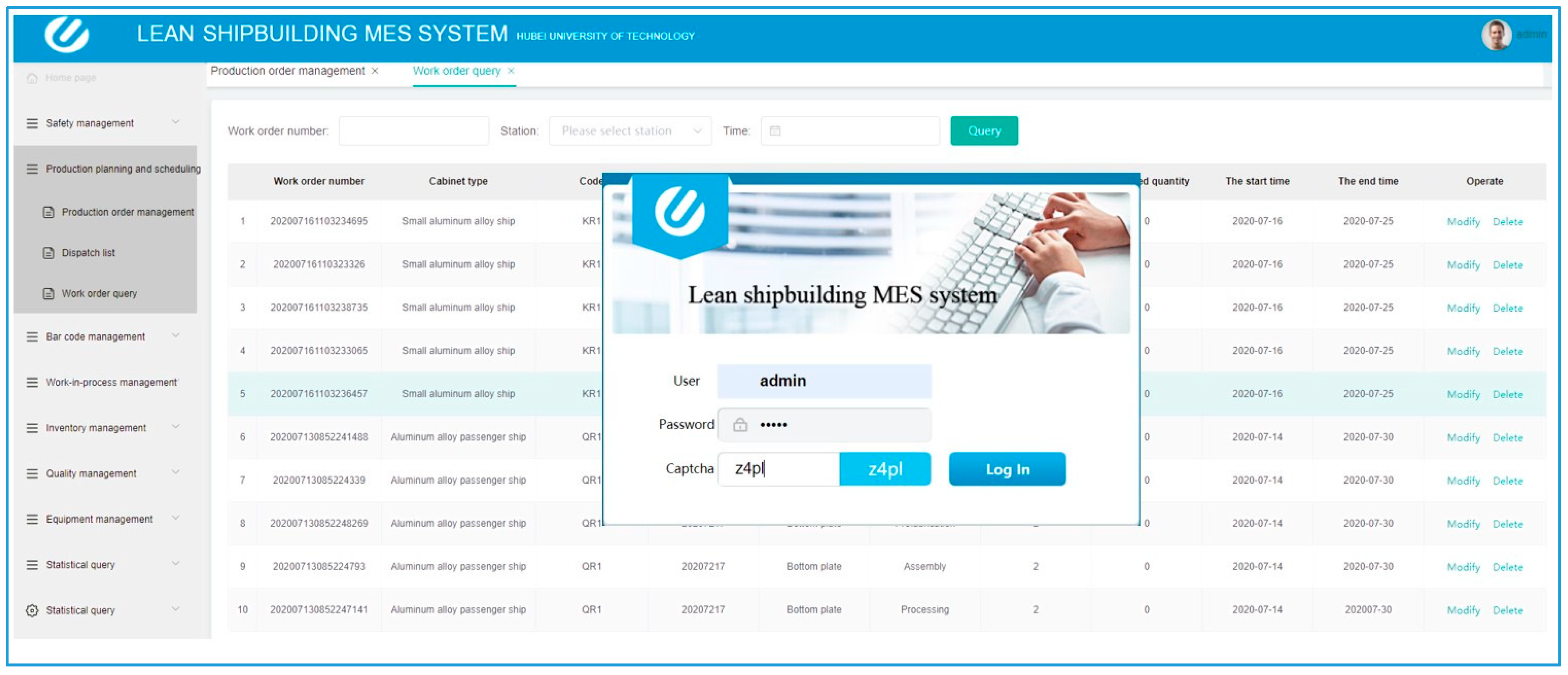
In addition to achieving production planning and scheduling functions, the MES system developed in this paper also includes functional modules, such as task package management, barcode management, inventory management, quality management and statistical analysis. Different users, such as station operators, production management personnel and system maintenance personnel, can log in to the system to carry out specific work tasks. The final developed system interface is shown in
Figure 9.
6. Results and Discussion
In the implementation of lean shipbuilding MES, it is necessary to carry out lean transformation and on-site visual management of the layout of the shipbuilding workshop. According to the shipbuilding process and operation content, it is divided into shearing area, processing area, group production area, outfitting area, piping processing area, mechanical and electrical installation area, general assembly area and painting area, which makes the rotation and flow operation of shift operators in each work area accessible, and makes it feasible to use electronic Kanban to realize pull production.
The lean shipbuilding MES system in this paper adopts micro-service architecture, which has the characteristics of easy development and maintenance, fast start of single-service, easy deployment of local modification, unrestricted technology stack and shrinking on demand. Micro-service architecture overcomes the shortcomings of traditional single architecture, such as system slow start-up, poor system error isolation, poor availability, poor scalability and long time to repair online problems. Therefore, the use of micro-service architecture can effectively improve the performance of the MES system.
Table 3 shows the comparison of the shipyard’s production situation before and after the implementation of lean shipbuilding.
Since the implementation of lean shipbuilding MES in Wuhan Zhongjiao Shipyard, the shipbuilding cycle of a 25-m aluminum patrol boat reduced from 60 days to 46 days, the ship production cycle reduced to 76.7% of the original, the number of workers reduced by 16.7% and the production balance rate rose from 60% to 81%.
Most small and medium-sized shipbuilding enterprises only focus on digital shipbuilding technology, ignoring production balance and the use of information means to solidify the production management process, making it difficult to promote lean production in shipbuilding enterprises. It is recognized that task package decomposition is beneficial to production balance, while MES is conducive to improving the level of enterprise information. However, there is no effective combination of task package decomposition and MES in previous studies. This paper integrates the task package decomposition into the design and development of MES, which can obviously improve the level of enterprise information and production balance. Lean shipbuilding MES developed in this paper can improve the production management of shipbuilding enterprises and optimize the shipbuilding process, which will effectively help small and medium-sized shipbuilding enterprises to improve production balance and reduce personnel and time waste, finally achieving the goal of reducing costs and increasing benefits.
7. Conclusions
The production efficiency of shipbuilding enterprises can be effectively improved and by implementing lean production management and automation transformation. Both automation and lean production have advantages and disadvantages. However, lean production is currently the best option to improve production efficiency and benefit for shipbuilding enterprises, especially for small and medium-sized shipbuilding enterprises. Lean production is characterized by low cost, small investment, and great benefits compared with automation. The lean shipbuilding MES system developed in this paper integrates lean shipbuilding ideas, such as work breakdown, task package scheduling and virtual flow operation into the software system. Thus, the shipyard has available technology platforms and tools to implement lean production and overcome the shortcomings of the traditional MES system that only focus on plan scheduling and monitoring of the production process. Production balance can be improved effectively, personnel and time waste can be reduced distinctly by using the lean shipbuilding MES system developed in this paper. Lean production fundamentally changes the existing methods of shipbuilding, and it represents the future development direction of the shipbuilding industry and intelligent shipbuilding. In future works, the application of on-site management, logistics analysis, time analysis, cost analysis and activity analysis in the lean shipbuilding MES system will be investigated. Moreover, the shipbuilding operation process will be further optimized, while shell outfitting, coating integration operation methods, and the layout of logistics facilities will be continuously improved to increase the production efficiency of shipbuilding enterprises and enhance the market competitiveness of small and medium-sized ship enterprises.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}